Você também pode gostar
- Pranchaco EntreposeDocumento1 páginaPranchaco EntreposeRafael VieiraAinda não há avaliações
- Orçamento para Construção em AlvenariaDocumento2 páginasOrçamento para Construção em Alvenariamath.edvaldoAinda não há avaliações
- En 10016-2Documento6 páginasEn 10016-2jorgeAinda não há avaliações
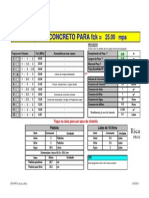
- Traço de Concreto FCK 25 MpaDocumento1 páginaTraço de Concreto FCK 25 MpaPascoal Ferrari Pedrosa100% (1)
- A Influencia Da Adicao de Fibras de Polipropileno Nas Propriedades DosDocumento16 páginasA Influencia Da Adicao de Fibras de Polipropileno Nas Propriedades DosUeiva MarquesAinda não há avaliações
- Ap1 - Apresentação Da DisciplinaDocumento27 páginasAp1 - Apresentação Da DisciplinaGuilherme Eduardo da Silva BatistaAinda não há avaliações
- Curso de Assentamento de Revestimentos (Anotações Curso Azulejista)Documento29 páginasCurso de Assentamento de Revestimentos (Anotações Curso Azulejista)niekieAinda não há avaliações
- NBR 14085-1998 - Argamassa Colante Industrializada para Assentamento de Placas de Cerâmica - Determinação Do DeslizamentoDocumento2 páginasNBR 14085-1998 - Argamassa Colante Industrializada para Assentamento de Placas de Cerâmica - Determinação Do DeslizamentoduanbalduinoAinda não há avaliações
- 9 - Catálogo Plantadeira PCP 6000 (DMB)Documento16 páginas9 - Catálogo Plantadeira PCP 6000 (DMB)DiegoTavares100% (7)
- ForjamentoDocumento26 páginasForjamentoAntonio Ederson Pereira QueirozAinda não há avaliações
- Roscados MoiseseFreitas PDFDocumento283 páginasRoscados MoiseseFreitas PDFRafael HenriquesAinda não há avaliações
- Recuperação No Chão - TéchneDocumento4 páginasRecuperação No Chão - TéchneFelipe DaroldAinda não há avaliações
- Perfis AluDocumento138 páginasPerfis Alucaralbmarbat_3207679Ainda não há avaliações
- Lista de Campo 2001Documento2 páginasLista de Campo 2001Guilherme LopesAinda não há avaliações
- Reboke Ninja 25000 InoxDocumento163 páginasReboke Ninja 25000 InoxUsuario2023Ainda não há avaliações
- Como Aparafusar em MetalDocumento12 páginasComo Aparafusar em MetalCristina MariaAinda não há avaliações
- WMagnesio SADocumento13 páginasWMagnesio SAEdgar Adriano ChaleAinda não há avaliações
- Estruturas de Alvenaria - Slides AulasDocumento74 páginasEstruturas de Alvenaria - Slides AulasDavid MiguelAinda não há avaliações
- Trabalho CompositosDocumento52 páginasTrabalho CompositosCortes do Noobando em TudoAinda não há avaliações
- GlossarioDocumento5 páginasGlossarioJaqueline Amorim WolingerAinda não há avaliações
- Apresentação Pultrusão Do BrasilDocumento35 páginasApresentação Pultrusão Do BrasilVitor DacolAinda não há avaliações
- Lajes AligeiradasDocumento31 páginasLajes AligeiradaspaoloAinda não há avaliações
- Cobertura Arqueada Metalica-LDocumento1 páginaCobertura Arqueada Metalica-LAbner SilvaAinda não há avaliações
- Dosagem Do Concreto Metodo Abcp XLSX IsraelDocumento26 páginasDosagem Do Concreto Metodo Abcp XLSX IsraelFernando TeixeiraAinda não há avaliações
- Ficha de Exercicios 07 - Lajes Macicas PDFDocumento4 páginasFicha de Exercicios 07 - Lajes Macicas PDFJ.a. Pindula Pindula100% (1)
- Metalografia de Campo NR 13 Edição 2020Documento10 páginasMetalografia de Campo NR 13 Edição 2020alexsandro_dias_1Ainda não há avaliações
- Especificação de Postes de Concreto Armado - VR01.01-00.015 - 5a EdiçãoDocumento24 páginasEspecificação de Postes de Concreto Armado - VR01.01-00.015 - 5a Ediçãomauricio_rodrigues09Ainda não há avaliações
- Catalogo de Detalhes 03-05-2023Documento18 páginasCatalogo de Detalhes 03-05-2023Djymmy KunzendorffAinda não há avaliações
- ColetoresSolares BanhoDocumento8 páginasColetoresSolares BanhoLeandro LoyolaAinda não há avaliações
- 20.04 Trabalho Concreto Armado 2 - GRUPO 2Documento27 páginas20.04 Trabalho Concreto Armado 2 - GRUPO 2Carolina MeloAinda não há avaliações