Escolar Documentos
Profissional Documentos
Cultura Documentos
1 50 Ferramenteiro
Enviado por
nicolau baltazar massabande0 notas0% acharam este documento útil (0 voto)
61 visualizações50 páginasMecânica e soldadura
Título original
1-50-ferramenteiro
Direitos autorais
© © All Rights Reserved
Formatos disponíveis
PDF ou leia online no Scribd
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoMecânica e soldadura
Direitos autorais:
© All Rights Reserved
Formatos disponíveis
Baixe no formato PDF ou leia online no Scribd
0 notas0% acharam este documento útil (0 voto)
61 visualizações50 páginas1 50 Ferramenteiro
Enviado por
nicolau baltazar massabandeMecânica e soldadura
Direitos autorais:
© All Rights Reserved
Formatos disponíveis
Baixe no formato PDF ou leia online no Scribd
Você está na página 1de 50
FERRAMENTEIRO
MINISTERIC DA EDUCAGAO & CULTURA — DEPARTAMENTO DE ENSINO MEDIO
Coordenagéo de
LUIZ GONZAGA FERREIRA
HELL MENEGALE
PEDRO SENNA
Elaboragie de:
AECIO BATISTA DE SOUZA — — SENAI — S40 PAULO
GUERINO ALEXANDRE BERTINI — SENAl — SAO PAULO.
IRINEO CALDERINI — SENAI — SAQ PAULO
JOSE ARIOVALDO FRARE — SENAI — SAD PAULO
PLINIO JOSE GHERARDI — SENAI — SAQ PAULO
FERRAMENTEIRO.
ESTAMPAGEM DE METAIS HA 0
GENERALIDADES witli
11
TT
A. cvolugio no campo industrial e a crescente necessidade
de produtas fabricados em série e dle boa qualidade, intensificou
dentro da metalurgia a producio de pecas estampadas.
Em particular, a produeio de elementos de chapa estampada
tem representado um grande avanco da técnica industrial © se
pode considerar como uma das mais importantes na producio em
série.
Atualmente os processos de estampagem entram em quase
todos os ramos da técnica industrial, onde poderiamos destacar
as indiistrias antamobilisticas, de brinquedos, artigos elétricos
eletrénicos, utensilios domésticos, maquinas ¢ calculadores, bici-
cletas, etc,
‘As técnieas relativas aos traballos em prensa, tm por obje-
tive métodos de fabricagio rpidas e econémicas. A fabricacio de
produtos pelo sistema de estampagem, apresenta as seguintes van-
tagens:
1 — Gapacidade de producio clevada;
2 — Baixo custo por unidade;
4 — Intercambiabilidade absoluta e bom acabamento;
4 — Levera ¢ boa resistencia,
Além destas vantagens, os elementos estampados reduzem a
aplicagio de soldas, parafusos, rebites, como também substituem
em muitos casos pecas fundidas,
De tudo © que foi dito acima, concluimos da grande impor-
tincia déste setor no campo industrial, o que o torna de grande
interésse para aquéles que desejam néle especializarse ou que
pretendem ampliar seus conhecimentos para aplicacio segura do
desenvolvimento de estudes em outros setares,
© ramo de ferramentaria abrange um campo vasto, pois
dle fazem, parte trabalhos que se diferenciam de aedrdo com 2
natures do material a ser estampado © as operagdes que 0 es-
tampo deve executar, ou sejam: dobrar, cortar, repuxar, moldar,
extrudar, cunhar, forjar, etc.
73
Os estampas so dispendiosos pelo custo
elevado dos materiais néles cmpregados, pela
mio-de-obra especializada e pelo emprégo de
méquinas, equipamentos, instrumentas ¢ apa
ethos de bea qualidade e alta preciso, que
sua confeccio exige.
Denominase estampagem a série de
operagées pelas quais a chapa plana & trans
As diferentes operages a que sio sub-
meticas a5 chapas de metal através dos estam-
pos, podem ser subdivididas em duas eatego:
tias,
1) Seccionamento por agio de corte,
Se
Produto
ld
Corte simples
Te
ESTAMPOS — ESTAMPAGEM FOL A
FERRAMENTEIRO OPERAGOES DOS ESTAMPOS weak)
ESTAMPAGEM
OPERACOES DOS ESTAMPOS
CORTAR
Dependendo das caracteristicas dos es-
tampos ¢ das prensas utilizadas, a capacidade
de produgio varia de 150 1,000 pecas por
minuto,
‘As pecas praduzidas pelos estampos sio
denominadas produtos,
formada numa pera com forma geométriea
final propria, seja esta plana ou no,
2) Modifieacio da forma sob pressio.
A primeira abrange tédas as operagies
de corte ¢ a segunda de dabrar, curvar, enro
lar, exerudar, formar, calcar, embutir, etc,
Corte duplo
Ee ET — 800
ESTAMPOS — ESTAMPAGEM FouHA DE
FERRAMENTEIRO OPERAGGES DOS ESTAMPOS Tecnoegdecs,
CORTAR
Corte parcial
Produto
S
Semi corte Produto
Seporar
O@|; se
Corte simutténeo
Retilar
Ez — Ten — Tao 75
ESTAMPOS — ESTAMPAGEM he,
OPERAGGES DOS ESTAMPOS ents
DOBRAR
ESTAMPOS — ESTAMPAGEM, pOUA Di
FERRAMENTEIRO OPERAGOES DOS ESTAMFOS sare
EMBUTIR
9 G
Repuro raso Repuro medio Repuxo profunde
FORMAR
Formar relévo Foemar nervura
< fla On
Colcar
Formar abas
EXTRUDAR,
—r— =a
Batruder tere Extrudar pastitha
Mee iT ete =
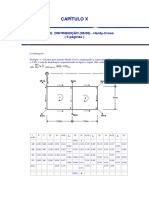
ESTAMPO PARA FURAR E CORTAR CHAPA Fo
FERRAMENTEIRO | QUADRADA — DEFINIGKO — NOMENCLATURA | INE
LA DE
INFORMAGAS
FECNOLOGICA
Estampo é um conjunto de elementos que associados ¢ adaptados as prensas ou ba-
lancins executam operagées em chapas, tais como; cortar, debrar, formar, enrolar, curvar,
repuxar, cunhar, ctc,
Constroem-se estampos para produgio de pegas em série,
Pungao furador
Pungtio cortador
‘As pecas produzidas pelos estampos sto denominadas Produtos ¢ as sobras da tira
Retalho.
a ae Teo
MATERIAIS EMPREGADOS. NOS gate oF
FEREAMESTERRG: ELEMENTOS DOS ESTAMPOS ee:
BASES — Dependende das caracteristicas técnicas dos estampos as bases so cons-
trufdas de ago 1030 A ou de ferro fundido,
MATRIZES — Geralmente empregase aco especial indeformavel na constragio de
matrizes.
PUNQOES —O material indicado para os pungdes € 9 mesmo empregado ma cons-
trugio das: matrizes.
FACA DE AVANGO — O material empregado ma construgia da faca de avango
também é o aco indeformivel,
GUIA DOS PUNGGES — O material empregade na construgio das guias dos pun-
Bes varia conforme as caracteristicas dos estampos. Geralmente usa-se ago 1030 A.
PORTA-PUNGAO — © material indicado para ése elemento dos estampos é
ago 1080 A.
PLACA DE CHOQUE — Constréise a placa de choque com 0 ago 1060 A.
PORTA-ESPIGA — Conforme as caracterfsticas dos estampos, consiréie © porta.
espiga de ago 1030 A au de ferro fundido,
ESPIGA — © material indicado para a construgio dar espigas ¢ 0 ago 1030 A.
PARAFUSOS — Para a fixacio dos conjuntos emprega-se 0 parafuso tipo “Allen”.
PINOS DE GUIA — Geralmente sio feitos de ago prata
| renee | SEE Frenotcick [+2 |
Estampo de corte progressive para furar ¢ cortar com faca de avango ¢ tope fixo.
Tope fixe
EASES DE CORTE
As figuras ao lado mostram a seqiéncia
das operacSes para cortar © praduto com 0
entprégo da faca de avango.
‘Na 1 fase a Gra avanga até o encéste
(fig. 1) e recebe o primeira carte da faca de
avango (fig. 2).
Na 24 fase, a parte cortada LI, avanga
no comprimenta igual, ao da fea de avanco,
A tira ¢ cortada lateralmente pela 2° vez &
a0 mesmo tempo o puncio furador faz pri-
meiro furo (fig. 3).
‘Na 8 fase, repetemsse as operagées an.
teranes ¢ 0 pungdo cactador corta 0
produto, Fig, 4
FUNGAO DO TOPE FIXO NUM ESTAMPO COM FACA DE AVANG
© tope fixa no estampo com faca de As figuras 5 e 6 mostram quando tope
avango é geralmente eipregade para o apro- fixe entra cm acla pelo estreitamenta "L” da
veitamenta total da tira. tira,
Pung
Jove cartador
0 Te AT TSO
‘TIPO DE ESTAMPO COM TOPE-MOVEL
EASES DE CORTE
FERRAMENTEIRO
FOLMA DE
INFORMACAO
TECNOLOGICA
‘Como mostra a fig. 7, h4 outro tipo de
estampe que, embora nfo possua faca tle avan-
90, permite obter o mesmo produto, por meio
de topes-méveis. A escolha déste on daquele
lipo requer uma andlise prévia, a fim de se
verificar qual o mais vantajoso, técnica, ou
econdmicamente, além de se levar em conta
9 fator precisio do produto de acérde com a
tolerincia exigida, produgio, etc
A figura ao lado mostra um tipo de es
tampe com 2 topes méveis e um tope fixe —
fig. 7
Tope
_fixo
FASES DE CORTE
14 Fase — A tira é introdu:
no estampo
© 0 19 tope mével & pressionado manual-
mente, a fim de parar a mesma
Pisandose no pedal da prensa 9 pungio Fura.
dor entra em acio € fura a tira — Fig. 8.
ee ee
2.8 Fose — Apés tor feito a furo na tira, esta
€ introduzida novamente e 0 2.° tope mével
agora pressionado limita sua passagem. Pi-
sando-se no pedal pela 2.* ver, 0 pungio. cor:
tador desce € corta o 1. produto. Fig. 9,
a
FOLHA DE
INFORMACAO
TECNOLOGICA
‘TIPO DE ESTAMPO COM TOPE-MOVEL.
FERRAMENTEIRO FASES DE CORTE.
3.4 Fase — Nesta fase, os topes méveis
no tém mais fungio isto é, esto em repouso.
Agora, 0 tope fixo tem sua atuacio, pois per-
mite o engate do retalho da tira, para limitar
© passo, até o final da estampagem,
a2
Tope fixo
© paso & a distincia compreendida
entre 0 centro de um produto a outro na tira
ou, é a medida do produto mais 0 espago que
separa um produto do outro (Passo = A + B).
Onservagio
As medidas do espacamento da tira dependem
de varios fatores, tais como: forma do produto,
espessura da chapa, ¢ natureza do material.
De modo geral, como mostra a figura 11,
as medidas B, C, D variam de uma ou duas
vézes a espessura do material
Onservagio
A medida da largura da faca de avango deve
ser rigorosamente a medida do passo.
Nora
Os vazamentos dos estampos podem ser fei
tos com auxilio do Balancim — Ver paginas
163 € 164.
espessura
Tae — Ter — 1500
TOLERANGIA E AJUSTES MEGANICOS
FERRAMENTEIRO 180 — NOCGES
NO
“AO DE TOLERANCIA
Entende-se por olerdneia, 2 variaggo permitida na medida de uma pega durante sua
usinagem, Essa variagio é permitida por existir sempre um érro que nie se pode evitar,
motivado pela imperfeigao dos instrumentes de medigio, das miquinas ¢ do aperader,
Intercambiabilidade — Para que néo surjam dificuldades durante a montagem de
pegas é preciso que as mesmas s¢ ajustem perfeitamente bem nos seus Ingares, sem reto-
que; elas precisam, portanto, ser intercambidueis
Intercambiabilidade € entio a propriedade que as pegas produzidas em série ow em
cadeia tém de poder ser montadas sem tetoque e ser substituidas entre si sem prejulzo
do seu funeionamento,
SISTEMA INTERNAGIONAL DE TOLERANCIA (Sistema ISO)
Esse sistema é constituido de uma série de prinefpios, regras ¢ tabelas que permitem
a excolha racional de tolerdncias para a produgio econdmica de pegas mecinicas inter
cambiaveis.
Para tornar mais Heil o entendimento désse sistema, seus prineipais pontos serio a
seguir estudados em detalhes,
TOLERANCIA (1
£ a variacio permitida na dimensio da pega, dada pela diferenca entre as dimensdes
midxima € minima,
A unidade de tolerincia adetada é © micro (milésimo de milimetro).
TOLERANCIA E AJUSTES MECANIGOS FOLHA DE
ne jee
Dimensio Méxima (D. mx.)
£ 0 valor maximo permitido na dimensio efetiva da pega. Ela fixa o limite superior da
tolerineia,
Dimensio Minima (D. min.)
E o valor minimo permitido na dimensio efetiva da pega, Ela fixa o limite inferior da
tolerin
Dimensto Bfetiva (D, ef.)
Dimensio efetiva ou real é 0 valor que se obtém medindo a peca.
Dimensio Nominal (D. nom.) ow linha zero.
f apenas uma dimensio de base, pois, a medida cfetiva da peca depende da tolerancia,
# aquela que vem marcada no desenho, isto €, a cota da pega.
Ajastamentos — (As © Ai}:
Superior — ¢.a diferenga entre as dimensoes méxima ¢ nominal
Injerior — & a diferenca entre as dimensdes minima e nominal,
Convencionouse considerar positives os valéres dos afastamentos que se encontram sébre
a linha zero © negatives aquéles situados abaixo da mesma.
Wee at — S00
TTOLERANCIA E AJUSTES MECANICOS
°
FERRAMENTEIR 180 — NOGGES THENOLSSICA 133]
CAMPO DE TOLERANCIA
Conjunto dos valéres compreendidos entre os afastamentos superior e inferior. Corres-
ponde também ao intervalo que vai da dimensio méxima 4 dimenséio minima.
O sistema de tolerdncia ISO prevé a existéncia de 21 campos, representados por letras
do alfabeto latino, sendo as maitisculas para os furos e as mimisculas para os eixos.
ABCDEFGHJKMNPRSTUVXYZ
Eixos:
abcdefghjkmnprstuvxyz
Estas letras indicam as posigdes dos campos de tolerancias em relagio & linha zero, indi-
cando as primeiras os ajustes méveis ¢ as viltimas os ajustes forcados sobre pressio,
rototivo 2.08 Ea cuanto
pitid :
Sess § § ae
PPE EO Ty sat
Jeg la
bP ok ae
Dimenséo nominal
(ean oe incerta om _nterfordncia__}—
NEC Vert = Tee 5
JSTES MEGANICOS TOLHA DE
FERRAMENTEIRO eee eT AT OEEES
INFORMACAO.
TECNOLOSICA
GRUPOS DE DIMENSOES
Q sistema de tolerineia ISO foi extudado para a produgio de peas mecinicas intercam-
bidveis com dimensdes compreendidas entre 1 ¢ 800 mm.
Para simplificar o sistema e facilitar a sua utilizagio pritica ésses valéres foram reunidos
em 18 grupos de dimens6es:
290] =35 | >400]
31s | 200 | 500
QUALIDADE DE TRABALHO — (Graus de wlerincias}
A qualidade das pecas dos britadores, das cesouras e outras maquinas grosseiras nio
é a mesma das pegas pertencentes a plainas, tornos mecinicos, fresadoras, ete.
Enquanto 0 acabamento das primeiras ¢ apenas regular € os seus ajustes tém folgas
considerdveis, as tileimas néio smente exigem um acabamento melhor como também ajus-
tes mais exatos,
Justamente por essa razio 0 sistema ISO estabelece 16 qualidades de trabalho, capazes
de serem adaptadas a quaisquer tipos de produgio mecinica.
‘Essas qualidades sio designadas por IT 1, IT 2.. IT 16 (1 de ISO e T de tolerdncia).
Fars mecca grasseire
2 paces salodas.
PEC
"Fans mesiniee grosesira
© poses (ablados
56 Tee Ter Ta
RAR: TOLERANGIA E aes MEGANICOS
ESCOLHA DA QUALIDADE
A escolha da qualidade depende do tipa de constragie ou da fungi descmpenhada
pelas pecas.
Como regra geral podese dizer que:
a) As qualidades de 1 a 5, correspondem & mecinica extraprecisa — € reservada
particularmente para calibradores.
b) A qualidade 6, corresponde & mecinica muito precisa. B indicada para cixos das
maquinas ferramentas como: fresadoras, retificadoras, etc,
©) A qualidade 7, indica meciniea de precisio,
& particularmente prevista para furos que se ajustam com eixos de qualidade 6,
d) A qualidade 8, & de média precisio, Indicada para cixos que se ajustam com qua-
lidade 7, Prestase também para a execugio de pecas de méquinas que nfo exigem
muita pretisio nos ajustes.
¢} A qualidade 9, designa a mecinica corrente. ¥ indicada para a execucio de certos
Grgfios de mquinas industriais que se podem ajustar com folgas considerdveis.
6) As qualidades 10 ¢ 11, indicam mecinica ordiniria,
g) As qualidades que vio de 12 a 16 sio empregadas em mecinica grosseira.
w
FERRAMENTEIRO
AJUSTE MEGANICO
# o encaixe obtido entre duas pecas de forma inversa (macho ¢ fémea), sem que entre-
tanto, durante sua usinagem, uma tenha sido verificada com a outra.
Sc na exccugio de uma maquina houveste varios furos com 2 mesma dimensio, nos quais
os cixos devesiem, alguns girar, outros deslizar ¢ outros ficar presos, todos os furos pode:
riam ser executados deniro da mesma tolerdncia, dandose entretanta para o8 eixos to-
lerdncins diferentes de acdrdo com a fungi de cada um.
Os mestnos ajustes poderiam ser conseguidos, executando-se todos os eixos com a mesma
tolerdncia ¢ variando-se a tolerincia dos fures também de acérdo com as seus respectivos
tipos ce eneaixes,
No primeiro caso, observase que variam as dimensdes do cixo; no segundo caso variam.
as dimensdes do furo,
A possibilidade de se conseguir todos os encaixes possiveis, variando apenas o cixo ou o
furo, deu margem a que se criassem duas classes de ajustes ISO que sio: Sistema furo
base ¢ sistema eixo base.
SISTEMA FURO BASE
© sistema furo base, também conhecido por furo padrio ou furo tinico, é aquéle em
que 0 afastamento do furo ocupa sempre a mesma posicio cm relacio & linha zero.
Os sistemas furo base recomendados pela ISO sio os seguintes:
Co
© sistema de ajuste cixo base, também conhecido por cixe padrio ou eixe tinico, ¢
aquéle em que o afastamento superior do eixo ocupa sempre a mesma posigio em rela-
Gio a linha zero,
Os sistemas eixo base recomendados pela ISO sio os seguintes:
oo
Os diferentes tipos de ajustes mecinicos dependem da funcéo que a peca vai desem-
penhar na méquina,
1 = Ajuste com folga — & aquéle em que o afastamento superior do eixo & menor on
igual a0 afastamento inferior do furo.
2 — Ajuste com interferéncia — ¢ aquéle em que o afastamento superior do furo & menor
‘ou igual ao afastamento inferior do eixo.
8 — Ajuste incerto — é aquéle em que o afastamento superior do eixo é maior do que
afastamento inferior do furo ¢ 0 afastamento superior do furo é maior do que 0
afastamento inferior do eixo.
SISTEMA EIXO BASE
Liha sore
‘TIPOS DE AJUSTES
FERRAMENTEIRO
TOLERANCIAS E AJUSTES MECANICOS
150 — TABELA
AJUSTES
RECOMENDADOS
FOLMA DE
INFORMACLO
TECMOLOGICA
EXEMPLO
DE
AJUSTE
Montagem & mao,
com facitidade,
EXEMPLO
DE
APLICAGAO
Pecas cujos funcio
hamentos necessi -
tom de folga por
férca de dilaracdo,
‘mov olinhamento,
etc.
oo
‘Montage 4 méo poden|
do girar sem esféirco.
He fe!
Pecos que giram
ou destizam com
boa lubrificacd.
Ex: eizos, mancais,
ete.
PECAS MOVEIS
(uma com relagio a aufra)
Montagem méo, poré
necessitando de algum
esfirco.
Pecos que desli —
zam ov giram com
grande precisdo,
Ex, anéis de rola~
mentos, corredigas,|
ete.
Encaixes fixos de
preciséo, érados
Vubrificades desio-
adveis 8 mao.
Ex: puneées, quias,
ete.
tee i
Mantagem com
auxilio de martelo,
Orgdos que neces
sitam de freqiien=
tes desmontagens.
Ex. polias, engre-|
nagens, rolamen=
fos, etc..
PEGAS FIXAS
(uma com ralaedo a outra)
ouxilio de martelo. pesado.
Grgdos possiveis
de montagens &
desmontagens
sem deteriora¢ao |
das pepas,
esrdnco
prensa
i
Montogem com auxilio de
balancim ou par dilatagéo.
Hes
Pecos impossiveis
de serem desmon-
todas sem deterioy
raedo.
Ex.: buchas & preg
sdo, ete.
Mae — a7 — 18S
FERRAMENTEIRO 150 — TABELA.
FOLMA DE
INFORMACKO
‘TEGNOLGGICA
TOLERANGIAS E AJUSTES MEGANICOS
| 1.19
AJUSTES RECOMENDADOS — SISTEMA FURO BASE H?
Toleréncias em milésimos de milimetros = 4 a
ke | mé | ne
+ 6|+ 6|+ 9
= ol+2|+ 6
+7 [+ alee |+ is
~ i]t t]4 4 |e 2 |
+? )+ leis leis
~2|+ 1|+ 6 |+ 10
+e [+ 2|+ie |+es
-si+ tle 7 lee
+ 9 [+ lee |+ 2
= 46 ]4 2/4 2 [+ 15
+l [+ ia [+25 |v 33
- 5|+ 2|+ 9 |+ 17
w+ 2 |+ 30 |+ 38
+
+
20
106
apres as spe ape ett ts tle epe tle tye ele eyes] eet ie ale tite
+33 | +46 [+ eo [2271 tee
+ 4 feu |e ay [Ea 7s Be
es |+ 190
+se|+i2|+ oe [toe lt ie
+ 4 | +20 | + se [188 [F202
355 o | -62 +40 | esr |= ra |? ise |e 228
400] +57 | -uo|-s¢|-36|- 0 ]+ «]e a [esr [0 [os
480 o | - 68|-20 o|+20]+45|+es|+ eo |t ioe |t 275
300 | + 6s | - | -co | -40|- 2] + 5] oas [oso [oe |e eee
Note:- Pora gjustes com outros compos de folerdncias, existem outros
fabelas.
31
‘POLERANGIAS E AJUSTES MECANICOS FOUNA DE
ee ee otek
INDICAGAO DA TOLERANGIA NOS DESENHOS
Para a indieagio da tolerincia nos desenhos, é importante reconhecer-se imediata-
mente quanda se trata de furo ou eixo.
Furos — pecas {émeas
@ Tae = TOT) VS00
TOLERANCIAS E AJUSTES MECANICOS Sous Bs
FERRAMENTEIRO mae NocoES
INFORMACAQ
TECNOLSSICA
Os desenbos das pecas com indicagao de tolerdncias deverdo ser cotados do modo seguinte:
escrevese a dimensio nominal seguida de uma letra que, como vimos, indica o campo de
tolerancia adotado € um ntimero que determina a qualidade.
Para pecas fémeas a letra ¢ maitiseula, geralmente H; para pecas machos a letra é mintis-
cula, ¢ pode variar conforme o tipo de ajuste desejado.
i
oi) y
(
‘Nos desenhos de conjuntes, onde as pecas aparecem montadas a indicagio da tolerincia
poder ser do seguinte modo:
‘Em casos especiais, poder-se-4 ao invés dos simbolos recomendados pela ISO, indicar 0 va-
lor da tolerincia diretamente nos desenhos,
Este sistema nem sempre é 0 recomendavel, porque, dificulta a determinagio do instru-
mento de verificagio, salvo em que a tolerincia seja tal que dispense os calibradores fixos
a verificagio possa ser feita com instrumento de leitura direta.
ia aT 33
TABELA TRIGONOMETRICA
FERRAMENTEIRO SENO — CO.SENO
NHAS TRIGONOMETRICAS
SENO
20 ov
0.00582
9.02327
0.04071,
0.05814
0.07556
0,09205
0.41031
012764
0.14493
0.16218
0,1793T
6
1
2
3
4
5
6
"
8
9
cy
i
Ty
B
a4
Fry
16
aT
a8
19
0.39073
oaog74
042262
0.43837
0.45889
0,46947
0.48481
0.49748 | 050000
051954 | 051504
052745 | 052992
054220 | 054464
0.55678 | 055919
57119 | 057358
0,58543 | 0.58779
0.59949 | 0,60182
0,61566
0.62832
0.64279
GSASS|SASSLATIRS SAVSL|ASAVS|Sevsa|aaraa|SeRee| Asses
RSSPS SSIS SSSRS BEV SRRRRRE
wie — tart Tso 9
FERRAMENTEIRO ‘TABELA TRIGONOMETRICA, FOLHA DE
COSENO — SENG INFoRNAGo
UNHAS TRIGONOMETRICAS — (continuagio)
eH BeOS
SS) S2982|9S49s Seese| RAAVQalSada gs AaAATSLSRK|RSAaS
caer Se ee woes
bg Te Ta Te
TABELA TRIGONOMETRICA
FERRAMENTEIRO ‘TANGENTE — CO-TANGENTE
UNHAS TRIGONOMETRICAS — (continuapéo)
TANGENTE Min.
¢ w w 3" o ow Cae
RAIZS SAGE RSAVS
SGBRS| BELLS BES BSREREBRN BEES ERER EES ooamm|momne
GS S588 SARSTAS4e SSA wee Resesisagaa
=
COTANGENTE
EET a a
‘TRIGONOMETRICA
FERRAMENTEIRO GO-TANGENTE — TANGENTE TECNOLOSICR
LINHAS TRIGONOMETRICAS — (continuagio)
CO-TANGENTE
sensafeases RBBes sosanfeunee peseefesce toc men| porno
TANGENTE
FERRAMENTEIRO
APLICACOES DE PARAFUSOS NOS ESTAMPOS
met, Tao
woramaeso | 1,
TECMOLAGICA ie
Nos estampos sio usados diferentes
tipos de parafusos de acérdo com sua nécessi-
dade.
1.°) Os parafusos de cabeca cilindrica, tipo
“Allen”, sio 03 mais utilizados, porque
oferecem as seguintes vantagens:
a) melhor fixagio dos conjuntos
b) posstbilita pequencs deslacamentos das pe-
gas antes da fixagio definitiva com os pi-
nos de guia,
¢} aferecem melhor resisténcla a tracio por
Poratuse de cabega ¢6-
nica,ndo hd possibilida~ Paratus
desioc
Nora
‘wie 19 — To
Ver tabela de dimensdes de parafusos. Pag. 100
serem de material especial ¢ tratado her-
méticamente.
2.9) Podem ser usados os de cabega cénica na
fixacio de pecas que nao requerem gran-
des esforgos.
8.) Os de cabega cilindrica com fendas sio
eonfeccionadios de acérdo com as suas fun-
ges no estampo. Geralmente aplica-se
Gte tipo de parafusos em extratores,
prensa-chapas, etc. Possibilita pequenos
deslocamentos,
Parafuso Allen Parofuso de cabeca
”
‘TABEEA DE PARAFUSOS TIPO “ALLEN” FOLMA De
CABEGA CILINDRICA ng
DIMENSOES DO PARAFUSO TIPO “ALLEN
NOTA :- 0 comprimento do parofuso
® dado pela cota “a™
PARAFUSO A
12,70
15,86 C
[19,05
22,22) 22,5
25.4 k 25,7
PARAFUSO DE CABEGA CILINDRICA
PARAFUSO A
a | mm | ties
avis" | 4,76 | 24
va" [6,35] 20
s/c" [7,93] 18
378" | s,52| 16
wie" [iin [14
2" fiero 12
erie" i426] 12
t
00 Tie — Wort — T5000
FOLHA DE
INFORMACLO
‘TECNOLOGICA
ESTAMPO PARA LINGOETA DE TRINCO
FERRAMENTEIRO MATRIZ COM PARTES POSTICAS
Matrizes com partes postigas, sia forma: ‘Os seymentos devem esiar perfeitanente
das por segmentos de aca indeformivel en- — encaixados A basc ¢ fixados com pinos de guia
cainados na base, Estes tipos de matrizes facili- © parafuso.
tam as substituigies dos segmencos nos casos
de desgaste ou ruptura,
PRODUTO
ORMA PRIMITIVA DO MATERIAL
1432
Oaservagio
Bate tipo de estampo é denominado “Estampo de Corte de Separacio”
PERFIL DO PUNGAO
Sendo, normalmente, a Jargura das tiras A=B+imm
preparada na cesoura, sua medida pode yariar
(0,5 mm), Por essa razio, 0 pungio deve
ser construido conforme a figura abaixo:
L=minime 5mm
Onservagoes — Para segutanga do puncio, a dimensio
naa deve ser inferior a § mm; porém,
— Para assogurar um corte perfeito, “A deve caso de corte de chapas mais espéssas, sua
ser sempre maior que “B", devido &varia/ medida deve ser aumentada.
@o que a tita pode apresentar na sua lar» — Os cantos "C" devem sempre ser arredan-
gura. dados para evitar quebras.
MEET eae 107
FOLGA ENTRE PUNGSO E MATRIZ
ADEQUADA — INSUFIGIENTE — EXCESSIVA
Para se obter um bom corte através de Como regra geral, cla sera tanto senor
um estampo, @ pungio e a matriz devem ter quanto mais fina for a espessura da chapa a
entre si uma folga adequada, Essa folga obe- ser cortada,
dece a uma determinada percemagem Telacio-
nada com a espessura e natureza do material Bessa folga depende © tempo de vida
x ser cortado. do estampo ea qualidade do produto.
FOLGA ADEQUADA
© desgaste da matriz ¢ do pungio ser4
muito menor, quando a folga far bem deter-
minada ¢ bem dividida, como mostra a figura
ao lado,
FOLGA INSUFICIENTE
A (olga insuficiente pode ocasionar:
}) Maior esférgo sdbre a matria, trincamento
da mesma, quebra da pungio ¢ rebarbas
nos contornos do produte e da retalho,
2) Maior desgaste do pungio c da matriz,
resultando pequena durabilidade do cs
tampo.
FOLGA EXCESSIVA
A folga excessiva pode ocasionar:
1) Deformagio ¢ conicidade na bordo da pro
auto.
2) Rebarbas nos contornes de produto © do
retalho,
08 Tare tao
FERRAMENTEIRO
Quando ha dificuldade para se medir a
folga entre pungio ¢ matriz € necessério fa-
zerse ensaios na prensa ou balaneim para se
determinar a folga adequada,
Os bordas dos produtos cortados em es-
tampos, apresentzm duas partes distintas: uma
lisa e outra rugosa.
19 PASE
FOLGA ENTRE PUNGAO E MATRIZ FOUHA Be
"ATRAVES DE ENSATOS IMFORHAG Ae
22 PASE
ae fendmeno ocorre em fungio da
folga entre pungio e matriz, sendo que a parte
lisa é cortada ea parte rugosa ¢ rompida,
Baseandose neste prinefpio podemos
controlar a falga entre puncio ¢ matriz, exa-
minando a bordo dos produtos estampados
durante os ensaios, conforme demonstram as
figuras abaixo.
FASES APRESENTADAS DURANTE OS ENSAIOS
Lisa
1/8 Rugoso
Minimo de
folga admissivel
Dependendo das caracteristicas € es
sura do material a ser cortado, pode-se adm
qualquer um. dos trés casos citados.
Exempl
1 cago: para materiais niio ferrosos
que nfo oferecem grande re-
sisténeia a tragdo, ¢ por serem
die
2.9 cago: para materinis ferrosos que
nio oferecem grande resistén-
cla a tragio,
Nie Te
2/8 Rugoso
Maximo de
folga admiss{vel
8° caso: para materiais ferrosos que
oferecem maior resisténeia a
trao.
Existem materiais especiais que se en-
quadram em qualquer um das trés casos ci-
tades,
Exemplo: folha de flandres, chapa de
aco silicioso, ago inoxidavel,
miateriais isolantes, plisticos
ete.
[=
70
FERRAMENTEIRO
A parte ativa "h” da matriz varia pro-
porcionalmente conforme a espessura do ma-
terial a ser cortado. Geralmente vai de 3a
5am,
DESCARGA NA MATRIZ
© Angulo de descarga na macriz deve
ter uma inelinagio de + 80°. Esta inclinagio
é necessdria para posibilitar a descarga das
pecas corcadas,
Nos casos de matrizes cam contamos circula-
res, 2 descarga pode ser feita alargandose a
parte inferior da mesma de | a 2mm sébre
© didmetro do corte, Deve-se, porém, sempre
que possivel fazerse as descargas cGnicas. Ag
descargas circulares das matrizes podem ser
feitas cam alargador <énico,
} Porta -espiga
Ploca de choque
Porta pungio
j Punedo
Peca_cortoda ees
Pata evitar o desgaste na parte ativa da
mairiz ¢ do pungio, a penetragao n&o deve ir
além do necessdrio para cortar o produto. A
penetragio do pungio implica na regulagem
da prensa.
Pura efetuar um corte perfeito livre
de rebarbas, 0 gume da matriz e do puncio
devem estar bem afiadas. Para isso, quando os
produtos comecarem a apresentar rebarbas
puncio © a matriz devem ser reafiados,
PARTE ATIVA DA MATRIZ: AJUSTE DO
PUNGAO NO PORTAPUNCAO — FENETRACAO,
DO PUNGAG
PENETRAGAO DOS PUNCOES
Porte otive
Matriz
Matriz com contérnos circulares
Parte ative
Abertura de descarga
Ajuste do Puncao no porta-pungio, O
ajuste do pungio no porta-pungig nio deve
ser forgado, a fim de permitir a centragem do
mesmo na matyiz, no caso eventual de pe-
quena descentragem,
ZA Ble
WES Te Tse,
crane care | Aimino | Aint
025 0,015 01 OO15 0,015 0.008 002
O58 0,03 002 008 0,03 0,01 0.04
0.75 0,04 0,03 O04 0,04 40015, 0.06.
Lo 0.05 0.04 005 0,05 0,02 0,08
125 0,06 605 0,06 0.06 0.05 Ol
A 0.075 0,06 0,075. 0.075, 0,04 O12
Ls 0,09 007 009 0,09 0,05, Olt
+ caw |) soe ows | gus | ope ous
2 on oa ois one ous
4 O18 Olt O16 OL O22
oa ous on
45 OAL O27 O34
5a O5 0825. O42
5B 0,62 od O05
ae on os us
Nora: as indicagdes desta tabela sf0 aproximadas,
Nie a seam
[maser | DENOMINAGSO E TIPOS DE ESTAMPOS
DENOMINACAO DOS ESTAMPOS
De uma forma geral os estampos rece. pas de dobra: as operagSes de cortar, nos es
bem o nome da operacia que executam, isto tampos de corte, etc.
4, as operacies de dobrar so feitas nos estam-
TIPOS DE ESTAMPOS DE CORTE
Estampas de corte, so aquéles que cor: dade ¢ quantidade dos produtos a serem es-
tam ¢ furam chapas, delas retirando produtos tampados. Podem ser Simples, Progressivos,
com perfis desejados, A classificacéo déstes es — Simultineos, etc.
tampos varia de acdrde com a forma, quali-
ESTAMPOS DE CORTE SIMPLES
Produto
Retolno ga Tira
Geralmente sio constituidas de um sé peeas embutidas, cortar parcialmente, furar
pungio, que tem a forma do produto. Sie — chapas, etc. Um estampo simples pode tam.
empregados para se obter produtos simples. bém ter varios pungGes. Ex.: fazer varios furos
Ex.: cortar formas diversas, recortar sobras de cm uma chapa.
Tae aH Tao
FERRAMENTEIRO ‘IPOS DE ESTAMPOS
ESTAMPOS DE CORTE PROGRESSIVO
Produto
Retalho da Tira
So aquéles que possuern dois ou mais Um estampo progrestivo permite a
ppuneGes, os quais, a cada passa da tira, exe —obtengao de pegas complicadas, constituidas
eulam uma operagio no produto, de varias operagoes. Ex.: furar, cortar, separat,
ESTAMPOS DE GORTE DE SEPARAGAO
So estampos quecomo © préprio nome duo, Os estampos so de construgio relativa-
indica, separam o produto dando a forma mente simples ¢ os produtos obtidos, nao re-
desejada nas extremidades. Nese tipo de es querem muita precisio.
iampo, a largura da tira é a mesma do pro-
Mae aT ee m3
ESTAMPO DE SEPARAR COM DISPOSITIVO
DE CENTRALIZAGAO DA TIRA
© estampo abaixo apresentada & provido de extrator-prensa-chapa com mola € cen-
trador em Angulo,
O extrator asegura o assentamento perfeito da tira na matric ¢ extraggo da mesma
présa no puncio apés o corte
Os centradores permitem a centragem transversal da tira conseqitentemente a cen-
qragem longitudinal dos furos,
Gentrador
corte c-p
Matriz
Te "aie — 1a — T5000
FERRAMENTEIRO | TIPO RE
acima, comparado ao da tarefa, & de
—Proy a, porém, aproximadamente 5 % de material na ci
“28 a rege qua Sido 9 niiend de pecas = produair (5.000 ou mais) ju stifique vem a sua
16
ESTAMPO DE SEPARAR SEM
FERRAMENTEIRO
© perfil simétrico do puncio separador
possibilita ao separar o produto, formar um.
dos seus extremes com o contérno descjado.
Neste caso nfio é necessirio inverter a posicio
do produto para completé-lo.
PRoDUTO
A INVERSAO DA TIRA
O encésto regulvel permite cortar pre
dutos de varios comprimentos
Estampo de Gorte progressive — For-
magio © Separagio de Forma Simétrica,
FORMA PRIMITIVA DO MATERIAL
ESTAMPO PARA FORMAR - SEPARAR
FASES DE CORTE
Ousparatcio
ae r Hot
Neste tipo de estampo a largura da tira é a mesma do produto.
rou
FERRAMENTEIRO ‘IPOS DE ESTAMPOS mironaaeio.
Trenoussiek
ESTAMPOS DE CORTE SIMULTANEO
Também chamados de duplo-efeito, cortam ¢ furam um produto em um s golpe
da prensa, Sdo estampos cuja construgio requer cuidados especiais, pais os produtos
obtidos, geraimente sto de grande precisio uniformes ¢ planos.
(Bx: furar e cortar armuelas de preciso.)
ESTAMPO COMBINADO
So estampos que cfetuam varias operagées diferentes, tais como: furar, cortar, se-
parar © dobrar, cortar e embutir, ete,
SEW Teo TF
FERRAMENTEIRO
CLASSIFIGACAO E PROPRIEDADES BE
CHAPAS LAMINADAS A FRIO
NORMA DIN-I
FOLHA DE
ir AO
TECNOLOGICA
MI 2.12
ESTADO
FORNEG,
RELAMINADO.
A
FRIO
RECOZ, MOLE
QUALIDAD)
DA
SEM Es
SUPERFICIE
SEM_ESPECIFICAR
, | RESISTENCIA
si A
TRAGAO
KG/MME
OBSERVAQOES
COMPOSICAO QUIMICA 9%
CG, 0,12 MAX. — Mn. 0.20045
P. 0.08 MAX. — 8 0,00 MAX,
‘SPECIFICAR
COMPOSICAO_QUIMICA 9
C012 MAX, — 81 00502
Ma. 0200.15 — P07 MAX.
GD, GBK,
S006 MAX,
COMPOSIGAO QUIMICA
LEVEMENTE
RELAMINADO.
G. 10 MAX. ~ Si 0,080.2
RELAMINADO.
REGOZ, MOLE
RELAMINADO
GD, GBK
RP, RPG
GD, GBK
Mun, 020045 — P 0,05 MAN.
COMPOSIGRO QUIMIEA %
C. 0,10 MAX. — Si 0,080.15
Mn. 0,2-0,45 — P 0,0¢ MAX.
(SS
COMPOSIGAO QUIMICA %
C. 0,10 MAX, — Si 0.03.01
‘RELAMINADO
A
FRIO
Ma. 02-0,45 — P 0.03 MAX.
SLC =1/16 dura K82=1/8 dura Kg)
Qualidade de Superficie
* Para Espeasuras de Chapa Superiates a 4mm nia s¢ pode obter durem de laminacio superior a K 40.
a) As abreviaturas para os estados de laminiglo a trio correspondem as. seguintes designagée:
4 dura KS0— 1/2 dura K60 = 8/4a 44 dura K70 d
GD = Recosido Fscuro ~ CBr Cinza Anilada, Admiscivel Escamas Fortemente Aderidas
GBK = Recorido Polido — Superficie Polida
RP =Sem Rachaduras ou Porosidades — Aspecto Liso ¢ Uniforme
RPG = Sem Rachaduras ou Porosidades de Brilho Claro — Superf. Lis ¢ Brithante
FERRAMENTEIRO
AGOS — CARACTERISTICA E APLICAGKO.
mronaagio | 2.13
compasigx0 ots
quick | APHCAGOES |
orjar
Femperar
= 93%] Ap wlrerdpido com 10
= 13% lta, siete iy
fo — 1B | rata pesto «prolong
= 1855 | dan feta Coren
= 1084 | Nein pun + igen
= eageeomirugio ao te
| ao ba bene, ag Ea
in, epee
angasas erolrcse
formes automatics 27000
=pzg99
100
leone:
s600¢
280 Binet
1.200
$ieo ou ar
= 8% | Aco rtp 1 pare com
= 40595 | fecgso de fermmentan de eo.
= 180% |te para trabathar a altas ve.
= 12% loclmides team, rosa, =
pik, macho coninetes,
il etree ©
fare toot ¢ plains
ss como Cerennentas para
fesbahe's quem mazes
pangs se pars ecramerns
‘tia choi vos
temperassira mas Tabs 250250)
“290
150
loome:
IR. com Pc
soc
240 Reinet
pe
AL. 228
neces ne
Neperee
rs final
Bors até
BOG, de.
Fesirsmen-
8 sn Ye
233 enn
= acres, eee
on cacen
ee
— as
<=90
ecules ere Rt
cso sob um
ni, tn, "Mace ©
Jao darken ou sankdere
vide. exo. 250
= 058% | aga com the
funda, qeande ‘bends &
Gr = 184% [tela © inige © xcema
Si = SB |tenocade angers
Frm taba tron mn
matrie de eomlage et
theres cutest, mensine
Jom itpresoes prone,
mevalta grandes Sk qoenes
pattie mara de
quelive plisite eax "| 200-260
Ago con vena extrac
= 8% |ainarn em combina om
3 | Son dare india par
= 252 |itaaeits, ieramentas poe.
= O28; maven pongses dealt cs
Frida reac
fect chaque por ex! em
ari poss pr fe
btm ex Ceracentas & quer
te pata Sandie sob presto
fie ana, RECIN 9, pode,
feimblsy ser cencada sem
perder suas qualidade |i8ieén
c
lan ies
Pc
ME
© ~ mia fAgo inane, sestentic,
% [ote isagerine do ups 30
4 foment tos sedan Aalcado
& ferpecalmen ese
& fasimicn per sparelnen que
wre que quale
finder ie 0
featnustent-
ties poten
ance
sien
seimente - ~
130 aie aT — 8088
FOLMA. DE
2 — CARACTERISTICA E APLICAGKO ro
FERRAMENTEIRO: AGos E Gs bcp are [25]
[Forme Pere R.Gopderevenlenn
CORPOSIGAO | APLICACOES bier Foxjay | Recoser | Temperar | Peue?, ac
Quririca gare. | Foe vee | ee slo laa
7 ya ee Fee
& = Meee ees a] uum |e | trace
Si xara |eoesCwmber seen | frame | rotten [excess
Source feo [See lee
abc's pen Ghat Bie | Fe coms
eta tlle 0888 Moeke eemes
See eee
bore
Be eel
foe
EE iat —| 2945 af nf -
7 emi ne PE [resare | ompita
6 ea ees Mo indi [Cw dea’ |sa hh
9 ems ce fe Seas |e
Y= Og) tana a een” (cat
semen fwrentus'ee| — fso— | RE aw [PM oS Ses lala sa | —|
Tete “Gee eett| fume [woe [AL
oan Meee meal | Sean
AL =Aquecimenta lento ¢ unifomme & temperatura
inbicada
AR =Aquecimento mais espa
Rie Resirinments jenta geralmente em form ou mer
gulhado em cin, afia, ou pé de carydo quente.
sfrimento mais ipl geralments a0 ar
PO=Proteplo contr dmestburacin ck superficie par
Tel de empscottmenta em cals bem fechadas
‘om serrapent de fer fund (ou bana de sl),
BR
Bee Tea Tat
FOLHA
rE
FERRAMENTEIRO ‘TABELA DE EQUIVALENGIA DO AGO anoniangzo | 2.16
mae | Ant A-8 As An4 a- A-6
sis — 1 86 27a iv 80) Taz ze
WERKSTOFF NR 3.268 5.355 2561 @72n 2.436 2410
SAEYAIST (15/76) TI Hat = D6 o1
VILARES = vwsuper | vw veo | vein | vNo
BOFORS Q-10 P10 RT—45 | HRos | RT— oo | RTT
SODERFORS 28 3 22/080 a @ 6
ALPINE Gana Txomipaa | www | anes | Gam, | Gam
FHONIX Spesial KIO Pluto G 3G (BST/DBs) | Triumphator | Tdelit
BOHLER oo cre RT [wee | NBS | SpeiaheR | Ame
MARATHON Kota t | GGPK | Speiaw | (cnxa ‘Bora Veresta
ROCHILING CGigant | Gigane 50 | ROWS | RARW | ROGW | RUS@
UDDEHOLM—UHB| Casoro | Casor | Valand Gane | Sveker§ | Ame
me] wee A-8 Ano A-10 Au an
as — zi = Tas 2508 2as =
WERKSTOFF NR B52 - 140 4021 4436 i
SAB/AIST 81 9.360 wi 403 516 i or
VILARES vws - ved | ve-130 | von — 12 | vw-1
BOFORS RTO = 912 = Benv erat | Rim — 29 | Tr a
SODERFORS a = 4 sil 564 IPA
ALPINE (AHD AHA) = Eul Blancott - ay
FHONTX i = Ea ae Maal ‘Rotex
BOHLER My — Extra = ETpao | KW ASM sew
MARATHON Deraa- WZ, = SSA/KSN 1se0 | iatessw | Wei Extra
ROCHILING Robust = RED RNO | (Anoxinoa | RTWI
UDDEHOLM — UAB] Regin urn | aisles [Saintes | poner
1
So
=
I
HL
{
Ht
!
|
|
\
+
CH
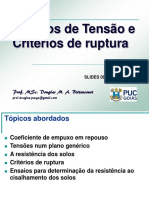
de Corte em Tonelodos "F"
®
Estérgo
oe a
1 dee oe Bs ae
Espessura do Matric "E" em_mm
FERRAMENTEIRO
Para produtos que pela sua forma reque-
rem operagdes de corte, dobra au repuxo, cons.
troem:se estampos que nas suas fases consecuti-
vas de carte, nie destacam @ produto, man-
tendo-o préso A tira, para ser destacado € for-
mado simulténearnente na fase final, No exer
FSTAMPO DE CORTE PROG!
‘TIPO DE ESTAMPO DE CORTE PROGRESSIVO
FURA = CORTA = SEPARA E DOBRA EM
DIREGOES OPOSTAS
plo abaixo o perfil do produto foi subdividido
em quatro partes, cada uma correspondendo
4 forma de um lado do produto, Cada lado
do produto € cortado em partes distintas,
dando no final, a forma do seu contérno.
SSIVO PARA FURAR, CORTAR,
DOBRAR EM DIREGAO OPOSTA COM FAGA DE AVANGO
PROBUTO
ESTAMPO PARA!
FURAR ~ FORMAR~SEPARAR—DOBR,
Neste caso, a disposigao dos pungies pet
mite que na sua fase de corte, @ produto se
mantenha préso 4 tira, até o momento de
dobrar.
Nova
Nos estampos que tenham mais de duas fases
de corte, pode-se aplicar duas facas de avanco,
que permitem o aproveitamento final da tira.
133
NSVERSAL
¢ dobra as abas laterais,
i
&
8
a
3
4
g
4
3
3
§
=
cunhas
FASES DO DOBRAMENTO TRA
a fase as
b,
v7
Py -
KAS
AL LK vA:
Oa. oY
Nesta fase, 0 puncio separa 0 produto da tira
Durante
Você também pode gostar
- Aula 06 TH018 2015Documento24 páginasAula 06 TH018 2015nicolau baltazar massabandeAinda não há avaliações
- Aula 05 TH018 2015 ResolvidoDocumento36 páginasAula 05 TH018 2015 Resolvidonicolau baltazar massabandeAinda não há avaliações
- Exercício - Resistência de SoldaduraDocumento2 páginasExercício - Resistência de Soldaduranicolau baltazar massabandeAinda não há avaliações
- 09 Transformação de Unidades PDFDocumento7 páginas09 Transformação de Unidades PDFHugo-VictorAinda não há avaliações
- Aula 05 TH018 2015 Resolvido PDFDocumento36 páginasAula 05 TH018 2015 Resolvido PDFnicolau baltazar massabandeAinda não há avaliações
- 1901098rev0 ApostilaAramesTubularesDocumento58 páginas1901098rev0 ApostilaAramesTubularesAnderson ToscanoAinda não há avaliações
- Estampagem de Aço Inox PDFDocumento52 páginasEstampagem de Aço Inox PDFnicolau baltazar massabandeAinda não há avaliações
- Lei Do TrabalhoDocumento60 páginasLei Do TrabalhoCremildo FernandoAinda não há avaliações
- Aula Capitulo 3 Execucao de Parede de GessoDocumento12 páginasAula Capitulo 3 Execucao de Parede de GessoAtumane momade BraimoAinda não há avaliações
- Sicro 2Documento116 páginasSicro 2FabioconAinda não há avaliações
- Aula CAPITULO 3 Paredes VidroDocumento10 páginasAula CAPITULO 3 Paredes Vidronicolau baltazar massabandeAinda não há avaliações
- Rede CanxixeDocumento1 páginaRede Canxixenicolau baltazar massabandeAinda não há avaliações
- 0 - Aula de Bomba - 2007 - CompletaDocumento26 páginas0 - Aula de Bomba - 2007 - CompletaDGG2010Ainda não há avaliações
- MalhasDocumento2 páginasMalhasnicolau baltazar massabandeAinda não há avaliações
- GEO - II - 09 - Estados de Tensao e Criterios de Ruptura PDFDocumento42 páginasGEO - II - 09 - Estados de Tensao e Criterios de Ruptura PDFnicolau baltazar massabandeAinda não há avaliações
- ResolucaoHI Cap7 VersaoNovaDocumento35 páginasResolucaoHI Cap7 VersaoNovaDellaney SantanaAinda não há avaliações
- (Directrizes para Elaboracao de Projecto de SAA) Modulo - 1 - Prescricao - Etp - Saa - Revisao - 2014Documento51 páginas(Directrizes para Elaboracao de Projecto de SAA) Modulo - 1 - Prescricao - Etp - Saa - Revisao - 2014nicolau baltazar massabandeAinda não há avaliações
- ECV5307 - GerênciaDocumento16 páginasECV5307 - GerênciaJosivaldo DuarteAinda não há avaliações
- Roteiro Aula-Prática3 Bombas v20161 PDFDocumento7 páginasRoteiro Aula-Prática3 Bombas v20161 PDFnicolau baltazar massabandeAinda não há avaliações
- Saneamento AmbientalDocumento16 páginasSaneamento Ambientalnicolau baltazar massabandeAinda não há avaliações
- Apostila de AutoCAD 2015 ImpressaoDocumento67 páginasApostila de AutoCAD 2015 ImpressaoGustavoAinda não há avaliações
- Orienta Projetos AguaDocumento24 páginasOrienta Projetos AguaDébora PimentaAinda não há avaliações
- Gerenciamento de ObrasDocumento11 páginasGerenciamento de ObrasCristhiano Kopanski CamargoAinda não há avaliações
- TH028 10 6 Tratamento FlotacaoDocumento23 páginasTH028 10 6 Tratamento Flotacaonicolau baltazar massabandeAinda não há avaliações
- TH029 00 Apresentacao 2016Documento19 páginasTH029 00 Apresentacao 2016nicolau baltazar massabandeAinda não há avaliações
- Regulamento Abastecimento de Agua MocambiqueDocumento27 páginasRegulamento Abastecimento de Agua MocambiqueEurico José Cuinica50% (2)
- In Stala Coes Hid Raul I CasDocumento13 páginasIn Stala Coes Hid Raul I CasSérgio Alves Dos ReisAinda não há avaliações
- TH028 10 7 Tratamento Filtracao Exemplo PDFDocumento3 páginasTH028 10 7 Tratamento Filtracao Exemplo PDFnicolau baltazar massabandeAinda não há avaliações