Você também pode gostar
- Procuração - Reginaldo Ferreira Da Silva - Fev20 PDFDocumento1 páginaProcuração - Reginaldo Ferreira Da Silva - Fev20 PDFReginaldo Ferreira da SilvaAinda não há avaliações
- Magno - 31-03-2020 CertificadoDocumento5 páginasMagno - 31-03-2020 CertificadoReginaldo Ferreira da SilvaAinda não há avaliações
- Tablet NTK 670s Datasheet PT BR - 91295716 PDFDocumento2 páginasTablet NTK 670s Datasheet PT BR - 91295716 PDFReginaldo Ferreira da SilvaAinda não há avaliações
- Relatorio 2Documento1 páginaRelatorio 2Reginaldo Ferreira da SilvaAinda não há avaliações
- Procedimento Convencional News Inspeção (Vaso, Cal. TQ, e Dutos)Documento37 páginasProcedimento Convencional News Inspeção (Vaso, Cal. TQ, e Dutos)Reginaldo Ferreira da Silva100% (1)
- Relatorio 4 PDFDocumento1 páginaRelatorio 4 PDFReginaldo Ferreira da SilvaAinda não há avaliações
- Procedimento - DigitalizaçãoDocumento24 páginasProcedimento - DigitalizaçãoReginaldo Ferreira da SilvaAinda não há avaliações
- N-2803 Ultrassom Mecanizado e Computadorizado Ed. 2013Documento16 páginasN-2803 Ultrassom Mecanizado e Computadorizado Ed. 2013Reginaldo Ferreira da SilvaAinda não há avaliações
- Petrobras-N-1281-Rev-G Esferas PDFDocumento16 páginasPetrobras-N-1281-Rev-G Esferas PDFReginaldo Ferreira da SilvaAinda não há avaliações
- SANTIN - UltraSom - Tecnica&Aplicacao2ed - OCRDocumento136 páginasSANTIN - UltraSom - Tecnica&Aplicacao2ed - OCRReginaldo Ferreira da Silva100% (4)
- Manual Do Aluno IPMIL Versao 2Documento52 páginasManual Do Aluno IPMIL Versao 2Manuela EspinosaAinda não há avaliações
- ADE - Matemática - 3 Série Do Ensino MédioDocumento11 páginasADE - Matemática - 3 Série Do Ensino MédioCoordenação Allyrio BrasilAinda não há avaliações
- Ficha 1Documento4 páginasFicha 1Fernanda NetoAinda não há avaliações
- Apostila Vida A DoisDocumento21 páginasApostila Vida A DoisAlex PessoaAinda não há avaliações
- 1a Lista de ExercíciosDocumento2 páginas1a Lista de ExercíciosEvandro CKAinda não há avaliações
- 17 - Batalha EspiritualDocumento211 páginas17 - Batalha EspiritualGabriel Cachoeira100% (2)
- Lista 05 Quantidades e Medidas e EstequiometriaDocumento4 páginasLista 05 Quantidades e Medidas e EstequiometriaPaula VitóriaAinda não há avaliações
- Estática de FluidosDocumento19 páginasEstática de FluidosStephanyAinda não há avaliações
- Planilha Orçamentária Da ObraDocumento2 páginasPlanilha Orçamentária Da ObraRoberval TelesAinda não há avaliações
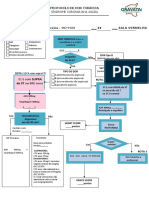
- Protocolo de Dor TorácicaDocumento2 páginasProtocolo de Dor Torácicamedicos.upamoradasAinda não há avaliações
- Decreto #9785 de 7 de Maio de 2019Documento27 páginasDecreto #9785 de 7 de Maio de 2019nelson during100% (3)
- Biogeo11 Teste4Documento9 páginasBiogeo11 Teste4crisvit90% (10)
- Como Manter SaudáveisDocumento55 páginasComo Manter SaudáveisEmilia CostaAinda não há avaliações
- Unidades de Medidas em TelecomDocumento13 páginasUnidades de Medidas em Telecomcleomar tv box100% (1)
- O Abuso Sexual, Estudo de Casos em Cenas Incestuosas PDFDocumento9 páginasO Abuso Sexual, Estudo de Casos em Cenas Incestuosas PDFAléxia VegaAinda não há avaliações
- Eguns - Ancestralidade e ContinuidadeDocumento5 páginasEguns - Ancestralidade e ContinuidadeRac A BruxaAinda não há avaliações
- 2 - Inglês Técnico 1aDocumento33 páginas2 - Inglês Técnico 1aOrlando Schetino ValenteAinda não há avaliações
- Lista de Exercícios - 22 - 10 - 22 UNIVERSALDocumento2 páginasLista de Exercícios - 22 - 10 - 22 UNIVERSALgiselle_azevedo29Ainda não há avaliações
- A Epistemologia e A Psicologia Genética de Jean PiagetDocumento22 páginasA Epistemologia e A Psicologia Genética de Jean PiagetHiago Carvalho100% (1)
- Critérios de MediçãoDocumento39 páginasCritérios de MediçãoFlavio PenhaAinda não há avaliações
- Organização Pessoal ApresentaçãoDocumento25 páginasOrganização Pessoal ApresentaçãoMarcelo FernándezAinda não há avaliações
- Animais VertebradosDocumento16 páginasAnimais VertebradosLeonardo RodriguesAinda não há avaliações
- Cap. 04 - Geometria, Ideias Intuitivas.Documento3 páginasCap. 04 - Geometria, Ideias Intuitivas.Douglas OliveiraAinda não há avaliações
- Resina NanoparticuladaDocumento7 páginasResina NanoparticuladaWellington ReisAinda não há avaliações
- Fispq 0073 - Primer HalogenanteDocumento5 páginasFispq 0073 - Primer HalogenanteAugusto VieceliAinda não há avaliações
- Alexandre Ordem Paranormal Wiki FandomDocumento2 páginasAlexandre Ordem Paranormal Wiki FandomIevan polkaAinda não há avaliações
- Referencial de Formação Tecnológica - TECDocumento5 páginasReferencial de Formação Tecnológica - TECadelinafelizardoAinda não há avaliações
- Apostila de Jogos para SRMDocumento107 páginasApostila de Jogos para SRMHenrique J Reis BezerraAinda não há avaliações
- Renovaçoes 2022.jan DezDocumento390 páginasRenovaçoes 2022.jan DezCamilla DinizAinda não há avaliações
- Electric Motor Control: DC, AC, and BLDC MotorsNo EverandElectric Motor Control: DC, AC, and BLDC MotorsNota: 4.5 de 5 estrelas4.5/5 (19)
- Operator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesNo EverandOperator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesNota: 5 de 5 estrelas5/5 (3)
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesNo EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesNota: 5 de 5 estrelas5/5 (1)
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataNo EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataAinda não há avaliações
- Boiler Control Systems Engineering, Second EditionNo EverandBoiler Control Systems Engineering, Second EditionNota: 4.5 de 5 estrelas4.5/5 (15)
- Pump Wisdom: Problem Solving for Operators and SpecialistsNo EverandPump Wisdom: Problem Solving for Operators and SpecialistsAinda não há avaliações
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersAinda não há avaliações
- Weld Like a Pro: Beginning to Advanced TechniquesNo EverandWeld Like a Pro: Beginning to Advanced TechniquesNota: 4.5 de 5 estrelas4.5/5 (6)
- Ignition, Timing And Valve Setting: A Comprehensive Illustrated Manual of Self-Instruction for Automobile Owners, Operators, Repairmen, and All Interested in Motoring.No EverandIgnition, Timing And Valve Setting: A Comprehensive Illustrated Manual of Self-Instruction for Automobile Owners, Operators, Repairmen, and All Interested in Motoring.Nota: 3 de 5 estrelas3/5 (4)