Você também pode gostar
- Código de Conduta COGNADocumento59 páginasCódigo de Conduta COGNAEwerton TiagoAinda não há avaliações
- Curso 137035 Aula Unica v1Documento104 páginasCurso 137035 Aula Unica v1Ewerton TiagoAinda não há avaliações
- Topografia Aplicada Ao GeorreferenciamentoDocumento5 páginasTopografia Aplicada Ao GeorreferenciamentoEwerton TiagoAinda não há avaliações
- Anex Result Obj Pre Itep21Documento311 páginasAnex Result Obj Pre Itep21Ewerton Tiago100% (1)
- rECURSOS HIDRICOSDocumento4 páginasrECURSOS HIDRICOSEwerton TiagoAinda não há avaliações
- Ajustamento Das ObservaçõesDocumento2 páginasAjustamento Das ObservaçõesEwerton TiagoAinda não há avaliações
- Cadastro TécnicoDocumento4 páginasCadastro TécnicoEwerton TiagoAinda não há avaliações
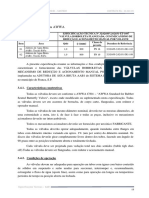
- Especificações Válvula Quebra VacuoDocumento4 páginasEspecificações Válvula Quebra VacuoEwerton TiagoAinda não há avaliações
- Especificações Válvula BorboletaDocumento6 páginasEspecificações Válvula BorboletaEwerton TiagoAinda não há avaliações
- Licao de Voo PDFDocumento10 páginasLicao de Voo PDFLuciana Dai Pra PenteadoAinda não há avaliações
- DocumentoDocumento2 páginasDocumentoAndre JuniorAinda não há avaliações
- Lugares No Petit Lenormand IIDocumento1 páginaLugares No Petit Lenormand IISueli Martins86% (7)
- Desmontagem Do Cilindro e Pistão VespaDocumento4 páginasDesmontagem Do Cilindro e Pistão Vespajorge3173Ainda não há avaliações
- Nervos Sadios - W.benjaminDocumento2 páginasNervos Sadios - W.benjaminCristian PaivaAinda não há avaliações
- O Romance Vidas Secas em Sala de AulaDocumento27 páginasO Romance Vidas Secas em Sala de AulaAline Almeida100% (1)
- Atividades Remotas para o 1º AnoDocumento7 páginasAtividades Remotas para o 1º AnoWilber FazoloAinda não há avaliações
- Apostila - Pintura Country IIDocumento13 páginasApostila - Pintura Country IIIolanda MoraesAinda não há avaliações
- Refutando Amilenismo Dispensacionalismo e Pre-Milenismo Classico PDFDocumento82 páginasRefutando Amilenismo Dispensacionalismo e Pre-Milenismo Classico PDFRevSaulo VieiraAinda não há avaliações
- Desmontagem e Montagem Da Caixa de Engrenagens Do Picador CH570Documento17 páginasDesmontagem e Montagem Da Caixa de Engrenagens Do Picador CH570Pedro Henrique50% (2)
- Pet 6 - 4º AnoDocumento42 páginasPet 6 - 4º Anowalter geraldoAinda não há avaliações
- Curso Biblico - Felipe AquinoDocumento8 páginasCurso Biblico - Felipe AquinoEleutere Soares100% (1)
- Características Das Personagens em Frei Luís de SousaDocumento5 páginasCaracterísticas Das Personagens em Frei Luís de SousaIria FernandesAinda não há avaliações
- ADS: Personagens Magicos OS DRUIDASDocumento17 páginasADS: Personagens Magicos OS DRUIDASTibia HuntsAinda não há avaliações
- Fol 544 - R2 - Manual Do Usuário Multimidia Outlander Lancer EMAIL PDFDocumento56 páginasFol 544 - R2 - Manual Do Usuário Multimidia Outlander Lancer EMAIL PDFThiago FernandesAinda não há avaliações
- Uma GotaDocumento3 páginasUma Gotamarcia_lisboa1001Ainda não há avaliações
- Sobre Jaya Radha-Madhava - Por Srila PrabhupadaDocumento2 páginasSobre Jaya Radha-Madhava - Por Srila PrabhupadaWellingtonAinda não há avaliações
- Teste Portugues9 - Teste - Fev21 - EnunciadoDocumento6 páginasTeste Portugues9 - Teste - Fev21 - EnunciadoVeriitaAinda não há avaliações
- Ensaio CientificoDocumento19 páginasEnsaio CientificoGirlene MascarenhasAinda não há avaliações
- As Vanguardas Européias e o Modernismo BrasileiroDocumento6 páginasAs Vanguardas Européias e o Modernismo BrasileiroRafael GerollaAinda não há avaliações
- Nexus Expansion PacksDocumento2 páginasNexus Expansion PacksItallo TôrrezAinda não há avaliações
- PTD - Língua Portuguesa - 8ano - 1triDocumento17 páginasPTD - Língua Portuguesa - 8ano - 1triAdrielly OliveiraAinda não há avaliações
- Vampiro A Máscara - Cidade - Los Angeles À NoiteDocumento76 páginasVampiro A Máscara - Cidade - Los Angeles À NoiteBruno RodriguesAinda não há avaliações
- Projetos Póstumos de Brás CubasDocumento9 páginasProjetos Póstumos de Brás CubasFernanda Brandão80% (5)
- Suplemento Pernambuco GR PDFDocumento32 páginasSuplemento Pernambuco GR PDFAntonio De MedeirosAinda não há avaliações
- Musicas para RearmonizaçãoDocumento4 páginasMusicas para RearmonizaçãorwbarrosAinda não há avaliações
- Salmo 37Documento3 páginasSalmo 37ELI ROCHA SILVA0% (1)
- Daemon - Adaptações - X-Men 2Documento16 páginasDaemon - Adaptações - X-Men 2Mensageiro ObscuroAinda não há avaliações
- Homem-Grilo & Sideralman #01Documento36 páginasHomem-Grilo & Sideralman #01tersites42Ainda não há avaliações
- BOLSACRETODocumento4 páginasBOLSACRETOIvan210Ainda não há avaliações
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsNo EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsNota: 4 de 5 estrelas4/5 (12)
- Arteriosclerosis and Hypertension: with Chapters on Blood Pressure, 3rd Edition.No EverandArteriosclerosis and Hypertension: with Chapters on Blood Pressure, 3rd Edition.Ainda não há avaliações
- The Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringNo EverandThe Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringS. S. GillNota: 3.5 de 5 estrelas3.5/5 (3)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheNo EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheNota: 4.5 de 5 estrelas4.5/5 (2)
- Mechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestNo EverandMechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestAinda não há avaliações
- Electroluminescence: International Series of Monographs on Semiconductors, Vol. 5No EverandElectroluminescence: International Series of Monographs on Semiconductors, Vol. 5Ainda não há avaliações
- Instrument Technology: Measurement of Pressure, Level, Flow and TemperatureNo EverandInstrument Technology: Measurement of Pressure, Level, Flow and TemperatureNota: 4 de 5 estrelas4/5 (1)
- Pressure Garments: A Manual on Their Design and FabricationNo EverandPressure Garments: A Manual on Their Design and FabricationAinda não há avaliações
- The Individual and Society: The Bondage of Conditioning: A Selection of Passages from the Teaching of KrishnamurtiNo EverandThe Individual and Society: The Bondage of Conditioning: A Selection of Passages from the Teaching of KrishnamurtiNota: 4 de 5 estrelas4/5 (3)