Escolar Documentos
Profissional Documentos
Cultura Documentos
Restrições de Produção
Enviado por
Daniel Dos SantosDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Restrições de Produção
Enviado por
Daniel Dos SantosDireitos autorais:
Formatos disponíveis
XXIV Encontro Nac. de Eng.
de Produo - Florianpolis, SC, Brasil, 03 a 05 de nov de 2004
A Teoria das Restries em um processo produtivo de fabricao de chapas de gesso acartonado no Brasil
Raquel Freitas de Aguiar (UFRJ) raquelfaguiar@yahoo.com.br Leticia Taffarel e Silva (UFRJ) leticia.taffrel@terra.com.br Heitor Mansur Caulliraux (UFRJ) heitor@gpi.ufrj.br Carlos Alexandre da Silva Prado (UFRJ) alexandre@gpi.ufrj.br
Resumo O processo de melhoria contnua idealizado na Teoria das Restries permite que os recursos produtivos cujas capacidades representam uma restrio ao sistema sejam identificados e explorados de tal forma que a empresa consiga melhorar seus resultados, diminuindo custos de investimento, reduzindo prazos de entrega e aumentando suas vendas, gerando conseqentemente um ganho financeiro para empresa. Esta abordagem torna-se cada vez mais necessria uma vez que, em uma economia onde a competitividade acirrada e onde as exigncias so crescentes, as empresas dependem de sua capacidade de incorporao de novas tecnologias de produtos, processos e servios para criar vantagens competitivas que sustentem sua existncia. Neste estudo ser apresentada a anlise de uma aplicao da Teoria das Restries em uma empresa que, embora aparentemente no tenha gargalos em sua linha produtiva, v-se impelida a analisar seu processo sob a tica da teoria ora abordada como forma de reduzir seus gastos e melhorar seus resultados globais. Palavras chave: Gargalo, construo civil, Teoria das Restries. 1. Introduo O aumento da complexidade das cadeias e das redes de produo associada evoluo dos padres de consumo da sociedade mundial tm exigido, ao longo das ltimas dcadas, uma profunda alterao nos mecanismos tradicionais de gesto organizacional, dando espao para o surgimento de novas, ou renovadas, teorias e ferramentas. A exigncia por novas teorias se mostra presente nos mais diferentes espaos organizacionais, envolvendo discusses quanto a novos produtos e processos produtivos, novas estratgias e diferenciais competitivos, novos modelos de relacionamento e marketing e, de maneira inevitvel, novas formas de arranjos produtivos e de gesto da produo. O presente artigo busca apresentar um estudo de caso em que se procurou aplicar uma dessas teorias, surgidas ao final do sculo passado, conhecida como Teoria das Restries, ou TOC (Theory of Constraints). A Teoria das Restries, concebida por Eliyahu Goldratt ao final da dcada de 80 e consolidada a partir da publicao do livro A META (Goldratt, 1984), revelase como uma dessas teorias que buscam apresentar solues para os evidentes problemas enfrentados pelos sistemas tradicionais de gesto da produo quando confrontados com situaes de grande diversidade de produtos e de fortes incertezas quanto demanda real, caractersticas marcantes da grande maioria dos mercados atuais. Por ter sido concebida h pouco tempo, se comparada a outros mecanismos de gesto da produo, importante que a Teoria das Restries seja aplicada nas mais diversas situaes reais e que os resultados de tais aplicaes sejam analisados e discutidos amplamente, possibilitando uma anlise mais apurada quanto s suas vantagens e desvantagens, quanto aos
ENEGEP 2004 ABEPRO 141
XXIV Encontro Nac. de Eng. de Produo - Florianpolis, SC, Brasil, 03 a 05 de nov de 2004
limites de sua aplicabilidade e, ainda, quanto s necessidades de aprimoramentos nas tcnicas propostas. nesse sentido que se justifica a relevncia do presente artigo. 2. Metodologia Adotada A Teoria das Restries desenvolvida por Goldratt e objeto de anlise deste trabalho parte do pressuposto que o somatrio dos timos locais no garante o timo global. A plena utilizao de todos os recursos, conforme vinha sendo aceito em unanimidade, acabava gerando diversos problemas, ou seja, maximizar todos os recursos no garantia a maximizao do ganho da empresa; no garantia seu retorno financeiro. (GOLDRATT, 1989; UMBLE e SRIKHANT; 1990; STEIN, 1997). O principal diferencial da Teoria das Restries em relao s demais teorias existentes est no fato de que as aes de gesto devem ser concentradas no gerenciamento do recurso de menor capacidade, na restrio do sistema. A atuao sobre os demais recursos somente deve ocorrer quando necessrio ao bom desempenho da restrio. Segundo Cox III & Spencer (2002:28) O Gerenciamento de restries uma nova abordagem que planeja e controla a produo e venda de produtos e servios. Esta abordagem reconhece o poderoso papel que a restrio (o recurso limitante) desempenha na determinao da sada do sistema de produo como um todo. Atravs do conhecimento e da compreenso dos aspectos envolvidos com o gerenciamento das restries, os gerentes podem perceber melhorias imediatas no resultado de suas organizaes e, atravs de uma abordagem focalizada de aprimoramento contnuo, podem planejar para suprir tambm as necessidades futuras. Em uma linha de produo certamente existiro recursos com capacidades produtivas diferenciadas; denominamos recurso gargalo aquele cuja capacidade de produo menor ou igual demanda por ele existente. Enquanto os recursos no gargalo so definidos como sendo aqueles cuja capacidade maior que a demanda por eles existente (UMBLE & SRIKANTH, 1990). Segundo Umble & Srikanth (1990), restrio qualquer elemento que impede que o sistema atinja sua meta de ganhar mais dinheiro agora e no futuro. Assim, percebemos que o conceito de restrio amplo e no se restringe aos recursos produtivos como mquinas ou homens. Restrio toda e qualquer limitao da quantidade que poderia ser produzida caso houvesse uma maior capacidade de um dado recurso. Sempre haver uma restrio esteja ela na linha analisada ou no mercado. Caso o mercado seja a restrio, a empresa deve analisar uma srie de possveis causas para a falta de demanda. Por exemplo, a entrega de produtos no conformes gera insatisfaes e perdas de pedidos potenciais; a entrega dos produtos fora do prazo determinado, seja por adiantamento ou atraso, pode gerar a incidncia de multas ou fazer com que o cliente tenha que se previnir aumentando seus nveis de estoque e, conseqentemente, seus custos; a oferta de pouca variedade de produtos pode limitar as vendas totais nos casos em que os clientes concentrem suas compras em fornecedores capazes de fornecer um portflio mais completo de produtos como ocorre, por exemplo, no setor de bebidas. Quando a restrio do sistema encontra-se na linha produtiva ela ser igual ao recurso gargalo de menor capacidade. No mbito deste trabalho, partiremos do pressuposto que a restrio, recurso que limita o ganho total do sistema, encontra-se dentro da linha produtiva coincidindo assim com o recurso gargalo. Desta forma, os termos: gargalo e restrio sero utilizados como sinnimos, embora saibamos que tratam-se de conceitos distintos.
ENEGEP 2004
ABEPRO
142
XXIV Encontro Nac. de Eng. de Produo - Florianpolis, SC, Brasil, 03 a 05 de nov de 2004
Denominamos recursos com restrio de capacidade (RRCs) aqueles que embora apresentem capacidade nominal maior que a do gargalo podem tornar-se, quando mal gerenciados, recursos crticos. Os RRCs surgem, dentre outros fatores, em funo do seqenciamento definido para as ordens de produo e por isso a preocupao com o gerenciamento desses recursos deve ser to importante quanto a preocupao com a restrio em si e tambm pensando neles que o sistema deve ser planejado. 4. Processo de Otimizao Contnua Assumindo como pressuposto que em todo sistema existe pelo menos uma restrio, a Teoria das Restries prope 5 passos para criar um processo de otimizao contnua: 1) Identificar a restrio; 2) Explorar a Restrio; 3) Subordinar os demais recursos restrio; 4) Elevar a restrio; 5) Retornar ao passo 1. (COX III e SPENCER, 2002) Deve-se destacar que esses 5 passos representam o ciclo completo de interveno. Porm, ao aplicar-se a TOC tem-se, na verdade 2 ciclos: um de interveno e melhoria e outro de programao de produo. O primeiro ciclo engloba todos os 5 passos e realizado de forma completa em intervalos maiores de tempo pois envolve alteraes cognitivas (p. ex. com a identificao de uma nova restrio) e investimentos (vinculados elevao da capacidade). O segundo ciclo, por sua vez, passa a ocorrer no dia a dia, ao longo dos ciclos de programao e controle de produo. Uma vez identificada a restrio, necessrio que as programaes de produo determinadas a partir dela sejam observadas de forma a atender os pedidos existentes. Esses 2 ciclos so ilustrados na figura a seguir:
Desempenho
R et o rn ar
ev El
ar
Id
en
t if
ic
ar
na
Ex
pl
Su
bo
rd i
or
ar
tem po
Figura 1 Os ciclos da TOC
Conforme Guerreiro (1996: 21): No primeiro passo, devem ser identificadas as restries existentes no sistema. Todo sistema deve ter pelo menos uma restrio, mas, por outro lado, normalmente ter um nmero muito pequeno de restries. Vale ressaltar que a anlise e aplicao desse primeiro passo devem ser baseadas em estudos efetivos, e no em premissas pr-concebidas de capacidades produtivas, uma vez que a capacidade real de um dado recurso pode ser muito distinta da sua capacidade nominal, o que mascararia a restrio. O segundo passo do processo de otimizao contnua prope que sejam realizadas tarefas que visem maximizar a utilizao da restrio, ou seja, visem fazer com que a restrio seja utilizada durante todo o tempo disponvel. Segundo Cox & Spencer (2002: 72): por definio, a restrio limita o desempenho do sistema produtivo. Portanto, ela no possui capacidade para processar todos os produtos. A sugesto assegurar que a restrio esteja
ENEGEP 2004
ABEPRO
143
XXIV Encontro Nac. de Eng. de Produo - Florianpolis, SC, Brasil, 03 a 05 de nov de 2004
ocupada com os produtos certos para que o lucro seja maximizado. O terceiro passo prope que a utilizao de todos os recursos esteja subordinada do recurso crtico a fim de no comprometer a utilizao deste ltimo, prejudicando a obteno do lucro mximo. Segundo Guerreiro (1996: 22) Nesta etapa fica estabelecido o que fazer com os demais recursos no-restrio. Assim, subordinar qualquer outro evento deciso anterior significa que todos os demais recursos no restritivos devem ser utilizados na medida exata demandada pela forma empregada de explorao das restries. Caso o recurso crtico opere em plena capacidade, no processando nem produzindo material defeituoso, e todos os demais recursos estejam subordinados a ele, e ainda assim o gargalo tenha capacidade inferior demanda, torna-se necessrio elevar a restrio do sistema. Desta forma, o quarto passo prega o aumento da capacidade do recurso crtico seja atravs da compra de novos equipamentos ou mudanas tecnolgicas, desenvolvimento de processos ou mesmo matrias-primas alternativas. Percebe-se, no entanto, que ao se aumentar a anteriormente no gargalo, poder se tornar uma sempre haver restries no sistema, de outra indefinidamente e, com isso, o lucro seria infinito externas planta). capacidade do gargalo, outro recurso, nova restrio. Isto fato uma vez que forma, a produo tenderia a crescer (na verdade, seria limitado por restries
Uma vez que as capacidades produtivas foram alteradas, a premissa inicial pode deixar de ser vlida. Desta forma, devemos rever todo o sistema a fim de identificarmos a nova restrio, e com isso aplicarmos novamente os passos ora apresentados. Assim garante-se que melhorias contnuas estejam sempre sendo realizadas, impedindo que a inrcia tome conta do sistema, e acabe sendo, a prpria restrio. (GOLDRATT, 1992) 5. Lgica Tambor-Pulmo-Corda TPC A Teoria das Restries prope a programao da produo atravs da lgica TamborPulmo-Corda, tambm conhecida como TPC. Esta lgica baseada nos passos descritos anteriormente e permite sincronizar a produo atravs do balanceamento do fluxo produtivo e no da capacidade individual de cada recurso, eis que a soma dos timos locais no garante o timo global.(GOLDRATT, 1989) O primeiro passo do processo de otimizao consiste em identificar a restrio do sistema, cuja programao ser denominada de Tambor. Como o prprio nome sugere trata-se do recurso que dita o ritmo da produo; sua batida determina o passo de todos os demais recursos. (UMBLE & SRIKANTH, 1997) Tambor , portanto, a programao de atividades do recurso crtico, ou seja, a lista de tarefas que dever ser executada no recurso restritivo de acordo com o total de demanda de trabalho a ser nele processado, com o objetivo final de atingir o maior fluxo. A melhor seqncia de tarefas determinada levando-se em conta a data dos pedidos dos clientes. Caso a empresa no possua uma restrio interna, o tambor ser a prpria demanda do mercado. A TOC faz meno a um fator de imprevisibilidade, que so, na realidade, eventos aleatrios e flutuaes estatsticas que podem causar interrupes no sistema a qualquer momento. Como forma de minimizar o impacto decorrentes desses impactos a TOC prope a criao de estoques de segurana, denominados pulmes. Conforme Goldratt (1989: 116) Uma observao cuidadosa dos pulmes pode nos dizer
ENEGEP 2004 ABEPRO 144
XXIV Encontro Nac. de Eng. de Produo - Florianpolis, SC, Brasil, 03 a 05 de nov de 2004
muito sobre as flutuaes inevitveis na nossa fbrica e no seu mercado. O entendimento de como gerenciar adequadamente os pulmes de investimento pode melhorar a nossa posio imediata na vantagem competitiva, j que a maioria do nosso investimento est nos pulmes, e servir para localizar, com preciso, os melhoramentos mais necessrios para ressalt-la ainda mais. Com os pulmes devidamente criados, passa-se ao terceiro passo da otimizao, que consiste em subordinar os outros recursos batida do tambor. Para isto utiliza-se o mecanismo da corda, uma entidade lgica que liga as operaes de liberao de matria-prima aos pulmes. Conforme Prado (2000:163) O comprimento da corda representa, assim, o total de estoque em processo permitido e tem papel essencial para garantir um fluxo mais estvel e um ganho igual ou prximo ao inicialmente projetado. 6. Estudo de Caso Criada em 2000, a fbrica ora analisada atua no ramo de construo a seco, produzindo chapas de gesso acartonado que so compostas por um miolo de gesso e aditivos, envolto por carto especial.. Seus produtos so fabricados tanto para reposio de estoque, o que lhe permite entrega imediata, quanto contra-pedido. Possui variada gama de produtos, resultantes da combinao de fatores como 3 tipos de chapas, 6 tipos de bordas alm de espessura, largura e comprimento de acordo com a preferncia do cliente. A empresa em anlise composta de sete unidades produtivas. Abaixo faremos um breve relato do processo produtivo (TAFFAREL e AGUIAR, 2004). O gesso bruto extrado das minas e transportado por caminhes at a fbrica em anlise. A gipsita segue para um britador, que a quebra em tamanhos menores a fim de aumentar a superfcie de contato. Segue, ento, para o moinho calcinador, que a moer e a desidratar gerando o gesso estuque. O gesso estuque resfriado e segue para um silo, de onde segue em direo estao de preparao, na qual 10% do gesso estuque misturado com aditivos enquanto os 90% restantes seguem por uma outra esteira dosadoura. O gesso separado sem aditivos misturado ao gesso aditivado; estes sero, finalmente, misturados com gua e polpa de jornal, formando uma pasta viscosa, que endurecer dentro de 3 a 4 minutos. A pasta lanada em um processo de laminao contnua entre duas folhas de carto formando chapas. Aps o processo de laminao, a pasta, agora unida ao carto, passa a formar a chapa de gesso acartonado. Entretanto, necessrio de 3 a 4 minutos para que a pasta endurea. O tempo requerido para a pasta endurecer percorrido em uma esteira denominada esteira de cura. As chapas de gesso so cortadas por duas tesouras, em seguida alteram o lado de contato com a estrutura mecnica e seguem para um outro mecanismo denominado spliter responsvel pela colocao de um par de chapas em cada um dos oito andares de prateleiras que mais a frente formaro o forno de secagem. Uma vez que os 8 andares estejam completamente preenchidos as chapas so novamente aceleradas a fim de entrarem em uma estrutura muito semelhante a um flow rack de 16 metros de comprimento localizado na entrada do secador. Os andares do flow rack so composto de roletes independentes, o que permite acelerar ou desacelerar as chapas conforme seja necessrio. As chapas so aceleradas at que encostem umas nas outras voltando a formar duas tiras de chapas de gesso, j que so inseridas duas por andar, como se no tivessem sido cortadas. As chapas so encaminhadas para um processo de secagem. A secagem feita em um secador multinvel que atinge temperaturas de aproximadamente 500C. O processo de secagem contnuo e as chapas so processadas a medida que vo caminhando ao longo do secador. As chapas, ao sarem do secador, seguem
ENEGEP 2004 ABEPRO 145
XXIV Encontro Nac. de Eng. de Produo - Florianpolis, SC, Brasil, 03 a 05 de nov de 2004
em direo a um outro dispositivo que as posiciona duas a duas de forma que os cartes frontais fiquem virados para dentro, da prosseguem para o corte final no qual dado um melhor acabamento s bordas. Identificao da restrio A empresa opera com apenas 45% da capacidade produtiva nominal da fbrica. Isto representa, no cenrio atual, um turno de produo em todos os dias teis do ms acrescido de um segundo turno em apenas 8 dias. Vale ressaltar que a quantidade de dias nos quais ir operar em dois turnos varia conforme a demanda. Diante da realidade na qual a empresa analisada se encontra, pode-se afirmar que o mercado a grande restrio do sistema. Isto porque, caso a empresa tivesse demandas adicionais seria capaz de atend-las sem maiores problemas. Poder-se-amos percorrer os cinco passos a fim de explorar, subordinar e elevar sua demanda, a restrio. Porm, como o mercado no qual se encontra inserida (mercado da construo civil) extremamente voltil e segue a tendncia de crescimento, estabilizao ou queda do prprio pas, acrescido do fato de que para aumentar sua carteira de clientes necessrio que ganhe a concorrncia na comercializao de seus produtos em grandes obras, considerou-se, para efeito do presente estudo, que aes de interveno nesse mercado trariam poucos resultados efetivos. Partindo-se do pressuposto que a empresa no consegue alterar o mercado no qual atua, a anlise recai sobre as prticas atualmente utilizadas. A necessidade de operar em mais de um turno, quando h aumento da demanda, permite concluir que a capacidade produtiva em um nico turno encontra-se no seu limite. Se fosse possvel maximizar a utilizao do turno seria possvel reduzir os gastos com horas-extras fazendo com que a empresa melhora-se seus resultados. Assim, procurou-se analisar a linha em apenas 1 turno de forma que a restrio se encontre dentro do sistema e, ao se percorrer os cinco passos encontrar-se-a alternativas de aumento de ganho diferentes da utilizao de um segundo turno. O secador o recurso de menor capacidade produtiva, e como a presente anlise est baseada em um nico turno, pode-se afirmar que o secador um recurso gargalo j que sua capacidade produtiva inferior demandada. Este tambm pode ser classificado como restrio do sistema, diante das premissas adotadas, j que impede que a empresa aumente seu ganho. Elevar a restrio - Uma vez identificado o recurso crtico da linha produtiva, a Teoria das Restries prope que devemos maximizar sua utilizao. Com isso, de suma importncia que o secador no deixe de operar por nenhum instante sequer. A empresa contabiliza toda a quantidade rejeitada na etapa de corte final, o que representou 0,9% em 2003. Vale ressaltar que trata-se de toda a quantidade refugada neste recurso, entrando nos clculos chapas e material refugado devido aos acertos realizados nas bordas. O que de fato foi refugado em chapas na etapa de corte final representou 0,3% da produo anual de 2003. Uma forma de se explorar a restrio consiste no gerenciamento do pulmo hoje representado pelo mecanismo de flow rack. As chapas de gesso podem ser estocadas por um perodo de tempo sem que haja prejuzo qualidade do produto, no entanto vale ressaltar que no podem ser movimentadas ou palletizadas uma vez que ainda no esto completamente secas. O pulmo contido no flow rack de apenas 3 minutos. Este pulmo contudo deveria ser capaz de absorver o pior setup da linha a fim de que no se produzisse tempo ocioso no recurso crtico, gerando perdas irreversveis ao ganho da empresa. Como o objetivo desta etapa consiste em explorar a restrio de forma a tentar produzir o equivalente produo de um segundo turno verificamos que embora as aes ora descritas sejam vlidas de forma a minimizar as perdas no gargalo, estas no so suficientes para atender a expectativa de produo necessria eliminao do segundo turno.
ENEGEP 2004
ABEPRO
146
XXIV Encontro Nac. de Eng. de Produo - Florianpolis, SC, Brasil, 03 a 05 de nov de 2004
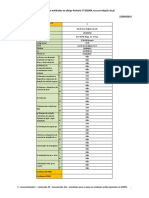
Suborninar os demais recursos O passo seguinte da anlise ocorre atravs da subordinao de todos os recursos ao secador. Como no h perda de qualidade do produto no caso de uma espera de 13 horas e 30 minutos aps a tesoura relevante a criao de um pulmo de 6 minutos para abastecimento do secador no turno do dia seguinte, dado que o tempo requerido para reabastecimento das chapas no referido equipamento. A linha da empresa possui dois silos. O primeiro localiza-se entre o britador e o calcinador, enquanto o segundo localiza-se entre o resfriador e o dosador. A capacidade deste segundo silo de 240 toneladas de gesso estuque, o que representa 16 horas de produo. Na hiptese de termos somente 1 turno por dia, a empresa poderia adotar a prtica de rodar o calcinador a cada 13 horas, ficando com um estoque de segurana de 3 horas, maior tempo de parada de mquina acrescido do tempo de preparao necessrio.Com isso observamos que os demais recursos localizados antes do calcinador/resfriador no necessitam ter estoques, uma vez que o estoque do calcinador j suficiente para conter as variaes que porventura possam ocorrer. Com isso o estoque localizado aps o britador perde o sentido. pertinente tambm a discusso quanto ao nmero de dias de estoque de produto acabado. Verificamos que atualmente este de 10 dias para os produtos considerados padro. No entanto, como a linha tem uma capacidade de resposta quase imediata, ou na pior das hipteses de 24 horas, pode-se reduzir o estoque de produto acabado para cerca de 4 dias de produo e, ainda, assim, assegurar suficiente proteo para atendimento ao mercado dentro dos prazos desejados. Elevar a restrio - Como as etapas anteriores no foram suficientes para aumentar o nmero de chapas produzidas a fim de reduzir o nmero de turnos, torna-se necessrio a aplicao do 4 passo. Nesta etapa do processo de otimizao cabe uma anlise dos custos de adoo de um novo turno, com pagamento de horas extras e aumento do consumo de energia eltrica no horrio de pico versus aumento do ganho. J que a empresa opera em apenas 1 turno, mas quando a demanda supera a capacidade produtiva neste turno, adota-se um novo turno como medida; atualmente esta proporo est na ordem de 8 dias de produo com 2 turnos para 14 dias em apenas 1 turno, considerando um ms de 22 dias teis, conforme dito anteriormente. Diante dos resultados obtidos chega-se a concluso que, neste momento, ainda no vantajoso para a empresa adquirir um novo secador tendo em vista que o investimento demandado equivaleria a mais de 4 anos de produo em dois turnos.
Dados: Produo de Chapas 500.000 m/ms Produo atual* 16.667 m/dia Produo/dia** Energia 17 Kwh/ton estuque Calcinao Chapas 0,44 Kwh/m chapa 0,12 R$/Kwh Valor da Energia fora do horrio de pico Valor da Energia no horrio de pico 1,20 R$/Kwh GN 27 m/ton estuque Calcinao Chapas 0,33 m/m chapa Valor do GN 0,50 R$/m Relao Gesso Estuque/ m de Chapas 1 m de chapa de gesso acartonado 6,5 Kg estuque Cenrio Atual 500.000 m/ms Produo Conta de Energia 33.030 R$/ms Conta de GN 125.125 R$/ms Salrio (6 funcionrios) 24.000 R$/ms TOTAL 182.155 R$/ms Gasto com 2 Turno (8 dias) Produo 133.333 m/ms Conta de Energia 8.808 R$/ms Conta de GN 33.367 R$/ms Salrio (6 funcionrios) 3.200 R$/ms TOTAL 45.375 R$/ms Elevar a Capacidade do Secador*** Zonas necessrias para equivalncia com produo 2 turno Produo 133.333 m/ms Secador 24 zonas Lead Time necessrio 30 min Distncia a ser percorrida 60 metros 2 m/min Velocidade do Secador Aumento de 1 zona 2,5 m Nova Velocidade 2,08 m/min Produo com aumento velocidade 1.000 m/ms 1.200 m/ms Quantidade a ser produzida em 1 turno 6.061 m/ms Quantidades de zonas necessrias 5 zonas Custos Adicionais em 1 Turno pela Compra de Zonas Preo Secador 2.424.242 R$ Incremento na Conta de Energia 7.040 R$/ms Incremento na Conta de GN 21.667 R$/ms Salrio (1 funcionrio adicional Corte final) (1.733) R$/ms TOTAL 2.451.216 R$/ms Gasto com compra de um secador representa
* Produo - 14 dias em 1 turno e 8 dias em 2 turnos ** Produo em apenas 1 turno *** Para operar em apenas 1 turno
54 meses de 2 turno
Figura 2: Custos de compra de um novo secador x turno adicional
Como a restrio no foi quebrada no necessrio retornar primeira etapa do processo. Ressaltamos, no entanto, que caso qualquer premissa adotada na anlise seja alterada torna-se
ENEGEP 2004 ABEPRO 147
XXIV Encontro Nac. de Eng. de Produo - Florianpolis, SC, Brasil, 03 a 05 de nov de 2004
pertinente refaz-la a fim de verificar se a situao ainda persiste, impedindo que assim a inrcia se torne a restrio do sistema. 6. Concluso A partir de todas as evidncias, conclumos que os motivos pelos quais se vem desperdiando todos os recursos disponveis so, em grande parte, causados pelas prticas adotadas. O fato da fbrica estar trabalhando com apenas 45% da sua capacidade mxima implica em uma resistncia a mudanas e melhorias uma vez que a demanda ser sempre atendida. Este atendimento incondicional poder resultar em um aumento significativo dos custos eis que, conforme mencionado anteriormente, trabalha-se em apenas 1 turno cuja capacidade mxima. Assim, um aumento da demanda resulta, atualmente, em um novo turno produtivo. Calculou-se o custo-benefcio da aquisio de um novo secador, dado que com isso conseguir-se-a aumentar o volume produzido em um mesmo turno, uma vez que se aumentaria a velocidade da linha como um todo. No entanto, esta alternativa se mostrou invivel vis a vis os custos de um segundo turno. A empresa ao tentar otimizar seu plano de produo dirio, atravs de melhorias como aumento da capacidade no recurso gargalo; reduo de setup neste mesmo elemento; rgido controle de qualidade das chapas imediatamente antes do recurso crtico e aps esse; e garantia da qualidade do processo da restrio, est, na realidade, aumentando seus ganhos. Ressalta-se que embora os 5 passos tenham sido trilhados sem que, com isso, tenha-se conseguido eliminar por completo o segundo turno, as medidas de explorao da restrio so pertinentes a fim de fazer com que a empresa reduza o desperdcio no recurso crtico, o que sinalizaria positivamente quanto aplicabilidade da TOC a sistemas de produo similares aos descritos no presente estudo de caso. Referncias
COX III, James F; SPENCER, Michael S. Manual da Teoria das Restries. Porto Alegre: Bookman, 2002. GOLDRATT, Eliyahu M. A Meta. So Paulo: Educator, 1984. GOLDRATT, Eliyahu M. & FOX, Robert E. A Corrida pela Vantagem Competitiva. So Paulo: Instituto de Movimentao e Armazenagem de Materiais, 1989. GOLDRATT, Eliyahu M. A Sndrome do Palheiro: Garimpando informaes em um oceano de dados. So Paulo: Educator, 1992. GOLDRATT, Eliyahu.M. Mais que sorte ... um processo de raciocnio. So Paulo: Educator, 1994. GOLDRATT, Eliyahu M. Corrente Crtica. So Paulo: Nobel, 1998. GUERREIRO, R. A Meta da Empresa seu alcance sem mistrios. So Paulo: Atlas, 1996. PRADO, Carlos A. S. Sincronizao da Produo: uma proposta de trajetria de implantao para a indstria txtil. Dissertao de Mestrado. COPPE/UFRJ. Rio de Janeiro, 2000. SRIKANTH, M.L, UMBLE, M.M.. Synchronous manufacturing: Principles for a world class manufacturing. Ohio: South-Western,1990. SRIKANTH, M.L. & UMBLE, M.M. Synchronous Management: Profit-Based Manufacturing for the 21st Century. The Spectrum Publishing Company, volumes I e II, Guilford, Connecticut, 1997. STEIN, R.E. The Theory of Constraints: Applications in Quality and Manufacturing. Marcel Dekker, 1997. TAFFAREL, L., AGUIAR, R. F. - A Teoria das Restries em um Processo Produtivo de Fabricao de Chapas de Gesso Acartonado no Brasil. Projeto de Fim de Curso, Escola Politcnica/ UFRJ. Rio de Janeiro, 2004.
ENEGEP 2004
ABEPRO
148
Você também pode gostar
- Marketing de AtraçãoDocumento27 páginasMarketing de AtraçãoMarcos Araujo100% (1)
- Aconselhamento PsicologicoDocumento40 páginasAconselhamento Psicologicomaida lucas100% (3)
- Livro - Os Oliveira Ledo e A Genealogia de Santa Rosa Vol 1Documento226 páginasLivro - Os Oliveira Ledo e A Genealogia de Santa Rosa Vol 1Reginaldo100% (1)
- Curso Subido Modulo 07 Aula 2Documento17 páginasCurso Subido Modulo 07 Aula 2Roberta LimaAinda não há avaliações
- Indisciplina Na Escola Julio Groppa AquinoDocumento8 páginasIndisciplina Na Escola Julio Groppa AquinoClaudia Gomes75% (8)
- Guia Do Marceneiro - Fresas PDFDocumento4 páginasGuia Do Marceneiro - Fresas PDFcarlosolmoAinda não há avaliações
- Slide - TeaDocumento15 páginasSlide - TeaEric Lima100% (1)
- Fracções 1Documento4 páginasFracções 1Alda Sofia SantosAinda não há avaliações
- SL 067jl 20 Eear Cfs SargentosDocumento291 páginasSL 067jl 20 Eear Cfs SargentosHigor Souza100% (1)
- CMSP-"Somos Todos Padrãozinho"Documento12 páginasCMSP-"Somos Todos Padrãozinho"Rodrigo De SenaAinda não há avaliações
- NPJ - Modelo de Relatorio Avaliativo de Pratica ConveniadaDocumento1 páginaNPJ - Modelo de Relatorio Avaliativo de Pratica ConveniadaScheidt CavalcanteAinda não há avaliações
- Manual n480d Portuguese PDFDocumento6 páginasManual n480d Portuguese PDFricardoAinda não há avaliações
- Perspectivas e Possibilidades Do Ensino e DaDocumento237 páginasPerspectivas e Possibilidades Do Ensino e DaFrancisco Donizete de SouzaAinda não há avaliações
- Rochas Sedimentares - ClassificaçãoDocumento3 páginasRochas Sedimentares - ClassificaçãoLucio SilvaAinda não há avaliações
- Aula 4 - Estilo de Liderança - E340836d77e1Documento3 páginasAula 4 - Estilo de Liderança - E340836d77e1Marcos SantanaAinda não há avaliações
- EmentaDocumento10 páginasEmentaPatricia MendesAinda não há avaliações
- Manometro de Tubo AbertoDocumento4 páginasManometro de Tubo AbertoLeonardo MardeganAinda não há avaliações
- 39 Concordância Verbal e Nominal - 4Documento4 páginas39 Concordância Verbal e Nominal - 4priscila ribeiroAinda não há avaliações
- Cnc-Ombr-Mat-18-0124-Edce - AnexosDocumento29 páginasCnc-Ombr-Mat-18-0124-Edce - AnexosMARCELO BARBOSA DE SOUSA alu.ufc.brAinda não há avaliações
- A Noite Escura Mais EuDocumento13 páginasA Noite Escura Mais EuOlavo NetoAinda não há avaliações
- Resumo para A Prova de Teoria Geográfica Do EspaçoDocumento4 páginasResumo para A Prova de Teoria Geográfica Do EspaçoIgor Renan GomesAinda não há avaliações
- Comparação Entre As Teorias de Kant e de MillDocumento6 páginasComparação Entre As Teorias de Kant e de MillFátima Paiva100% (2)
- Normas Da ABNTDocumento29 páginasNormas Da ABNTCarolineMiguéisAinda não há avaliações
- Apostila Técnica Boas Práticas de Operação, Manutenção e Segurança de GuindautosDocumento18 páginasApostila Técnica Boas Práticas de Operação, Manutenção e Segurança de GuindautosArtur JardimAinda não há avaliações
- Diálogos em Educação Olhares Multidisciplinares Sobre ADocumento587 páginasDiálogos em Educação Olhares Multidisciplinares Sobre AEdinardo Aguiar100% (1)
- Entidades Registadas 773 22-09-2022Documento2.217 páginasEntidades Registadas 773 22-09-2022Claudia GomesAinda não há avaliações
- Política Nacional de Atenção A Pessoa Egressa - Manual de Organização Dos Processos FormativosDocumento40 páginasPolítica Nacional de Atenção A Pessoa Egressa - Manual de Organização Dos Processos FormativosLuana Pieckhardt SouzaAinda não há avaliações
- 2019 2 Avaliação GrupoDocumento2 páginas2019 2 Avaliação GrupoAnderson Augusto DuqueAinda não há avaliações
- Lei de FourierDocumento6 páginasLei de Fourierfrankfe1Ainda não há avaliações
- Variação Da Aceleração Da Gravidade Com A Altitude e LatitudeDocumento8 páginasVariação Da Aceleração Da Gravidade Com A Altitude e LatitudeLatícia AraujoAinda não há avaliações