Você também pode gostar
- QuimicaDocumento64 páginasQuimicaRaimundo Roberto De Sousa Freire Roberto100% (1)
- Aula T03 Estrutura Cristalina FinalDocumento37 páginasAula T03 Estrutura Cristalina FinalManuel NogueiraAinda não há avaliações
- Ficha de RevisõesDocumento4 páginasFicha de RevisõesSandraNobreAinda não há avaliações
- Ácidos e Bases em Soluções AquosasDocumento17 páginasÁcidos e Bases em Soluções AquosasRachel SousaAinda não há avaliações
- Exercicio de NoxDocumento5 páginasExercicio de NoxOlímpio SilvaAinda não há avaliações
- ComplexiometriaDocumento6 páginasComplexiometriaIgor Botelho De AlmeidaAinda não há avaliações
- Camada de Valência - o Que É e Distribuição Eletrônica - Toda Matéria PDFDocumento5 páginasCamada de Valência - o Que É e Distribuição Eletrônica - Toda Matéria PDFRafael Jungo JambaAinda não há avaliações
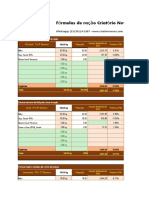
- (Criatorio Neves) - Fórmula RacaoDocumento31 páginas(Criatorio Neves) - Fórmula RacaoJorge HahnsAinda não há avaliações
- Ligações QuímicasDocumento45 páginasLigações QuímicasAlexandre de JesusAinda não há avaliações
- Aula - 6 QuimicaDocumento29 páginasAula - 6 QuimicaDani SilvaAinda não há avaliações
- Relatório de Cálcio, Magnésio e Zinco Por Complexometria Com EDTADocumento3 páginasRelatório de Cálcio, Magnésio e Zinco Por Complexometria Com EDTAIsabele PolicarpoAinda não há avaliações
- SEI - IBAMA - 11410792 - Ficha Técnica de Enquadramento - Metalurgia Dos Metais Não-Ferrosos, em Formas Primárias e Secundárias, Inclusive OuroDocumento3 páginasSEI - IBAMA - 11410792 - Ficha Técnica de Enquadramento - Metalurgia Dos Metais Não-Ferrosos, em Formas Primárias e Secundárias, Inclusive OuroDAVI FLAVIOAinda não há avaliações
- Lista de Exercicios 2 - Ano p2 1 - BimestreDocumento12 páginasLista de Exercicios 2 - Ano p2 1 - BimestreMarco Bug brAinda não há avaliações
- Tabela Periódica 2024Documento30 páginasTabela Periódica 2024Dara SavioAinda não há avaliações
- Aula Tabela PeriodicaDocumento2 páginasAula Tabela PeriodicaCarine BonifácioAinda não há avaliações
- Acessórios para PortõesDocumento40 páginasAcessórios para PortõesAntónio AlmeidaAinda não há avaliações
- Acido Base Dura e MoleDocumento5 páginasAcido Base Dura e MoleKatiane DornelesAinda não há avaliações
- Lei Da Conservação Das Massas (Lavoisier)Documento5 páginasLei Da Conservação Das Massas (Lavoisier)Bianca BocardiAinda não há avaliações
- Farias Brito - Turma ITA 2023 - Revisão IME-ITA - 2 Fase - TD1Documento2 páginasFarias Brito - Turma ITA 2023 - Revisão IME-ITA - 2 Fase - TD1Altair DesignTMAinda não há avaliações
- Exercícios de Atomística - Profº Agamenon RobertoDocumento37 páginasExercícios de Atomística - Profº Agamenon Robertocb_penatrujillo57% (7)
- Tabela PeriodicaDocumento16 páginasTabela PeriodicaHenny MamedesAinda não há avaliações
- Relatorio - Quimica Ciclo Do Cobre 12º AnoDocumento6 páginasRelatorio - Quimica Ciclo Do Cobre 12º AnoDINIS CORREIA MADEIRAAinda não há avaliações
- Exercicios Balanco de MassaDocumento1 páginaExercicios Balanco de MassaEdja TainaraAinda não há avaliações
- Complemento de Química OKDocumento60 páginasComplemento de Química OKMateus Costa LuzAinda não há avaliações
- Roteiro para o Plano de AulaDocumento11 páginasRoteiro para o Plano de AulaThe Good Girls Pole StudioAinda não há avaliações
- Teste de Aferição FQ 10ºDocumento7 páginasTeste de Aferição FQ 10ºJoana GuindeiraAinda não há avaliações
- Siderurgia PDFDocumento29 páginasSiderurgia PDFDenise Perozin100% (2)
- 2001 Correcao - 1 Unesp Quimica PDFDocumento8 páginas2001 Correcao - 1 Unesp Quimica PDFNaraFernandesAinda não há avaliações
- Química Inorgânica DescritivaDocumento32 páginasQuímica Inorgânica DescritivaAlécia Maria GonçalvesAinda não há avaliações
- Folder Digital PlacadurDocumento11 páginasFolder Digital PlacadurgpagliardiniAinda não há avaliações