
ABNT Macaricos
ABNT Macaricos
Você também pode gostar
- Manual de Combate A Incendio Marinha Do BrasilDocumento122 páginasManual de Combate A Incendio Marinha Do Brasilbombeiro vales86% (14)
- Exercícios Balanço MaterialDocumento5 páginasExercícios Balanço MaterialBárbara RichterAinda não há avaliações
- Curso Gestão AmbientalDocumento5 páginasCurso Gestão Ambientaljuk100% (1)
- Motor MWM 6.10TCA PDFDocumento181 páginasMotor MWM 6.10TCA PDFfamanget-1Ainda não há avaliações
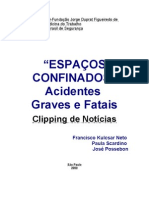
- Espacos - Confinados - ACIDENTESDocumento26 páginasEspacos - Confinados - ACIDENTESbieucsAinda não há avaliações
- Portaria 321 - AnvisaDocumento15 páginasPortaria 321 - AnvisaHélio Ribeiro AlmeidaAinda não há avaliações
- DestilaçãoDocumento5 páginasDestilaçãoBruno SouzaAinda não há avaliações
- Roteiro para Inspeção de Tanques Aéreos de CombustívelDocumento4 páginasRoteiro para Inspeção de Tanques Aéreos de CombustívelofagottiAinda não há avaliações
- BIODIGESTORDocumento5 páginasBIODIGESTORMarcos GamitoAinda não há avaliações
- Material Sobre A Brigada de Incêndio PDFDocumento61 páginasMaterial Sobre A Brigada de Incêndio PDFValdomiro CavalcanteAinda não há avaliações
- Válvulas Blanketing Catalogo - CelticDocumento8 páginasVálvulas Blanketing Catalogo - CelticAnonymous LBwADkNZHAinda não há avaliações
- Nomenclatura de HidrocarbonetosDocumento4 páginasNomenclatura de HidrocarbonetosDaniel CavagniAinda não há avaliações
- Apostila de Quimica Organica - 1 Bimestre AtualizadaDocumento11 páginasApostila de Quimica Organica - 1 Bimestre Atualizadamichael almeidaAinda não há avaliações
- Lista de Exercícios de Química Orgânica 3rosDocumento4 páginasLista de Exercícios de Química Orgânica 3roswalas joãoAinda não há avaliações
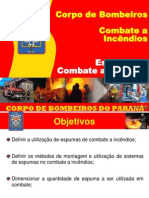
- Módulo 5 - Espuma em Combate A IncêndioDocumento36 páginasMódulo 5 - Espuma em Combate A IncêndioAna Bya SuzukiAinda não há avaliações
- Funções Orgânicas (Nota de Aula e Exercícios)Documento6 páginasFunções Orgânicas (Nota de Aula e Exercícios)Sidney ChristAinda não há avaliações
- Valvulas Iope PDFDocumento8 páginasValvulas Iope PDFCarlos Alberto FilhoAinda não há avaliações
- 8 ANOS AVALIAÇÃO 3° TRIMESTRE 2019 - ScribDocumento4 páginas8 ANOS AVALIAÇÃO 3° TRIMESTRE 2019 - ScribRoberto AcrucheAinda não há avaliações
- Eletrica MTX1740Documento42 páginasEletrica MTX1740Infortoys Paulo Souza100% (1)
- Processo de Produção de Gás Natural - FluxogramaDocumento5 páginasProcesso de Produção de Gás Natural - FluxogramaDani FernandesAinda não há avaliações
- Serviços Tubulação Definição Conforme ASME B31.3Documento10 páginasServiços Tubulação Definição Conforme ASME B31.3paulo100% (1)
- Curso de Velas IsDocumento9 páginasCurso de Velas Isapi-373950275% (4)
- Quimica II - Alcanos.Documento20 páginasQuimica II - Alcanos.stalintomalaAinda não há avaliações
- Catálogo Vipal Compostos 2017 PoInEs - Web - 1Documento16 páginasCatálogo Vipal Compostos 2017 PoInEs - Web - 1Gm FixoralAinda não há avaliações
- Química Orgânica - CASD - Aula06a08 Funções Orgânicas Oxigenadas IDocumento4 páginasQuímica Orgânica - CASD - Aula06a08 Funções Orgânicas Oxigenadas IQuímica Caderno de Resoluções100% (3)
- Apostila - Introdução A Brasagem e Solda Branda PDFDocumento47 páginasApostila - Introdução A Brasagem e Solda Branda PDFIcaro DiasAinda não há avaliações
- Apostila de Lubrificacao Texaco PDFDocumento79 páginasApostila de Lubrificacao Texaco PDFRafael Barretto ArrudaAinda não há avaliações
- HIDRODESSULFURIZAÇÃO (HDS) NovoDocumento29 páginasHIDRODESSULFURIZAÇÃO (HDS) NovoEduardo JorgeAinda não há avaliações
- PQI - Tabela de Conversao de Unidades e Nomenclatura - 2014Documento3 páginasPQI - Tabela de Conversao de Unidades e Nomenclatura - 2014Francisco MatamboAinda não há avaliações


























Você também pode gostar
- Manual de Combate A Incendio Marinha Do BrasilDocumento122 páginasManual de Combate A Incendio Marinha Do Brasilbombeiro vales86% (14)
- Exercícios Balanço MaterialDocumento5 páginasExercícios Balanço MaterialBárbara RichterAinda não há avaliações
- Curso Gestão AmbientalDocumento5 páginasCurso Gestão Ambientaljuk100% (1)
- Motor MWM 6.10TCA PDFDocumento181 páginasMotor MWM 6.10TCA PDFfamanget-1Ainda não há avaliações
- Espacos - Confinados - ACIDENTESDocumento26 páginasEspacos - Confinados - ACIDENTESbieucsAinda não há avaliações
- Portaria 321 - AnvisaDocumento15 páginasPortaria 321 - AnvisaHélio Ribeiro AlmeidaAinda não há avaliações
- DestilaçãoDocumento5 páginasDestilaçãoBruno SouzaAinda não há avaliações
- Roteiro para Inspeção de Tanques Aéreos de CombustívelDocumento4 páginasRoteiro para Inspeção de Tanques Aéreos de CombustívelofagottiAinda não há avaliações
- BIODIGESTORDocumento5 páginasBIODIGESTORMarcos GamitoAinda não há avaliações
- Material Sobre A Brigada de Incêndio PDFDocumento61 páginasMaterial Sobre A Brigada de Incêndio PDFValdomiro CavalcanteAinda não há avaliações
- Válvulas Blanketing Catalogo - CelticDocumento8 páginasVálvulas Blanketing Catalogo - CelticAnonymous LBwADkNZHAinda não há avaliações
- Nomenclatura de HidrocarbonetosDocumento4 páginasNomenclatura de HidrocarbonetosDaniel CavagniAinda não há avaliações
- Apostila de Quimica Organica - 1 Bimestre AtualizadaDocumento11 páginasApostila de Quimica Organica - 1 Bimestre Atualizadamichael almeidaAinda não há avaliações
- Lista de Exercícios de Química Orgânica 3rosDocumento4 páginasLista de Exercícios de Química Orgânica 3roswalas joãoAinda não há avaliações
- Módulo 5 - Espuma em Combate A IncêndioDocumento36 páginasMódulo 5 - Espuma em Combate A IncêndioAna Bya SuzukiAinda não há avaliações
- Funções Orgânicas (Nota de Aula e Exercícios)Documento6 páginasFunções Orgânicas (Nota de Aula e Exercícios)Sidney ChristAinda não há avaliações
- Valvulas Iope PDFDocumento8 páginasValvulas Iope PDFCarlos Alberto FilhoAinda não há avaliações
- 8 ANOS AVALIAÇÃO 3° TRIMESTRE 2019 - ScribDocumento4 páginas8 ANOS AVALIAÇÃO 3° TRIMESTRE 2019 - ScribRoberto AcrucheAinda não há avaliações
- Eletrica MTX1740Documento42 páginasEletrica MTX1740Infortoys Paulo Souza100% (1)
- Processo de Produção de Gás Natural - FluxogramaDocumento5 páginasProcesso de Produção de Gás Natural - FluxogramaDani FernandesAinda não há avaliações
- Serviços Tubulação Definição Conforme ASME B31.3Documento10 páginasServiços Tubulação Definição Conforme ASME B31.3paulo100% (1)
- Curso de Velas IsDocumento9 páginasCurso de Velas Isapi-373950275% (4)
- Quimica II - Alcanos.Documento20 páginasQuimica II - Alcanos.stalintomalaAinda não há avaliações
- Catálogo Vipal Compostos 2017 PoInEs - Web - 1Documento16 páginasCatálogo Vipal Compostos 2017 PoInEs - Web - 1Gm FixoralAinda não há avaliações
- Química Orgânica - CASD - Aula06a08 Funções Orgânicas Oxigenadas IDocumento4 páginasQuímica Orgânica - CASD - Aula06a08 Funções Orgânicas Oxigenadas IQuímica Caderno de Resoluções100% (3)
- Apostila - Introdução A Brasagem e Solda Branda PDFDocumento47 páginasApostila - Introdução A Brasagem e Solda Branda PDFIcaro DiasAinda não há avaliações
- Apostila de Lubrificacao Texaco PDFDocumento79 páginasApostila de Lubrificacao Texaco PDFRafael Barretto ArrudaAinda não há avaliações
- HIDRODESSULFURIZAÇÃO (HDS) NovoDocumento29 páginasHIDRODESSULFURIZAÇÃO (HDS) NovoEduardo JorgeAinda não há avaliações
- PQI - Tabela de Conversao de Unidades e Nomenclatura - 2014Documento3 páginasPQI - Tabela de Conversao de Unidades e Nomenclatura - 2014Francisco MatamboAinda não há avaliações