Escolar Documentos
Profissional Documentos
Cultura Documentos
Tratamento Termico Ferro Fundido
Enviado por
SILVA COELHODireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Tratamento Termico Ferro Fundido
Enviado por
SILVA COELHODireitos autorais:
Formatos disponíveis
Tratamento Trmico dos Ferros Fundidos
1 .1 - AL VI O D E T E N S E S (S T R E S S R E L I E VI N G) Alivio de T ens es ou Envelhecimento das peas de fer r o fundido foi, dur ante muito tempo, ex ecutado de modo natur al, ou s ej a, as peas fundidas er am deix adas ao r elento dur ante mes es , par a depois s er em us inadas e pos tas em s er vio. Acr editava- s e, com is s o, que as tens es inter nas er am eliminadas . Contudo, es tudos mos tr ar am que apenas 10% das tens es er am aliviadas por envelhecimento natur al e os r is cos de empenamento, aps as peas montadas nos r es pectivos equipamentos , continuavam. A tcnica moder na cons is te em aplicar o pr oces s o de envelhecimento ar tificial que o ver dadeir o tr atamento de alvio de tens es : as peas s o aquecidas a temper atur as elevadas , por m abaix o da temper atur a de tr ans for mao (par a evitar mudanas es tr utur ais ), dur ante tempo deter minado. Nor malmente s o r ecomendados 24 minutos mais 24 minutos por centmetr o de s eo. A maior plas ticidade que o metal adquir e s temper atur as mais elevadas , ou s ej a, a maior fluncia o fator es s encial par a que as tens es s ej am aliviadas . As figur as 1 e 2 mos tr am os efeitos da temper atur a e do tempo s obr e a quantidade de tens es aliviadas .
Fig. 1- Efeito da temperatura sobre o total de tenses aliviadas em ferro fundido
Fig. 2- Efeito do tempo e da temperatura sobre o total de tenses aliviadas em ferro fundido
Ambas as figur as mos tr am que a temper atur a ideal s itua- s e entr e 550 C e 650 C. s temper atur as mais elevadas , bas ta manter - s e as peas dur ante uma hor a par a ter - s e cer ca de 80% das tens es aliviadas , s em que ocor r a qualquer tr ans for mao es tr utur al. Par a quas e total eliminao das tens es inter nas , tempos bem mais longos podem s er neces s r ios , var iando de 10 a 48 hor as .
Tratamento Trmico dos Ferros Fundidos
Os fer r os fundidos ligados , com baix o teor em ligas (Mo, Cr , Ni, V) ex igem temper atur as mais altas , pois es s es elementos tendem a aumentar a r es is tncia fluncia dos fer r os fundidos . A tabela 1 mos tr a as faix as de temper atur as mais r ecomendadas par a alvio de tens es de peas de fer r o fundido. T abela 1 - Faix as de temper atur as r ecomendadas par a alvio de tens es de peas de fer r os fundidos T ipo de f er r o f u n dido S em elementos de liga De baix o teor de liga De alto teor de liga T em per at u r a par a alvio de t en s es 510 565 C 565 595 C 595 650 C
Na oper ao de alvio de tens es de peas de fer r o fundido, alguns cuidados devem s er tomados : A temper atur a do for no, ao s er em as peas car r egadas , no deve s er s uper ior es a 200 C, de modo a evitar - s e choque tr mico;
Embor a as temper atur as empr egadas no s ej am muito elevadas , r ecomendvel que o r es fr iamento pos ter ior ao aquecimento s ej a muito lento (no inter ior do pr pr io for no) no mx imo 50 C / hor a, at cer ca de 300 C ou, s e as peas for e de for ma complex a, at m cer ca de 100 C, quando ento elas poder o s er r es fr iadas livr emente ao ar . Com is s o, evita- s e o s ur gimento de novas tens es , ocas ionadas por um r es fr iamento mais r pido.
1 .2 - R E COZ I ME N T O ( AN N E AL I N G) T r atamento r ecomendado quando s e des ej a obter as mx imas us inabilidade e ductilidade, ainda que com s acr ifcio da r es is tncia mecnica. Res ulta uma micr oes tr utur a compos ta de gr afita e fer r ita. Es te tr atamento tr mico cons is te na elevao da temper atur a tr ans for mao ( 723 C ), quando j acor r e alter ao es tr utur al. temper atur a de aus tenitiz ao deve s er de 24 minutos mais 24 s eo. O r es fr iamento deve s er lento, no s uper ior a 100 C tr ans for mao, ou s ej a, entr e 790 C e 680 C. acima da linha infer ior de O tempo de per manncia na minutos por centmetr o de / hor a dur ante a faix a de
O r ecoz imento a temper atur as mais baix as entr e 700 a 760 C chamado r ecoz imento de fer r itiz ao, ou s ej a, nele s e vis a tr ans for mao per lita em fer r ita, de modo a melhor ar a ductilidade e a us inabilidade. Aplica- s e a fer r os fundidos comuns , ou com baix os teor es de elementos de liga.
Tratamento Trmico dos Ferros Fundidos
O r ecoz imento a temper atur as inter medir ias entr e 780 a 900 C chamado de r ecoz imento pleno ou completo. O obj etivo o mes mo do r ecoz imento de fer r itiz ao, por m aplicado em fer r os fundidos com elevados teor es de elementos de liga. O r ecoz imento a temper atur as mais altas entr e 900 a 950 C chamado de r ecoz imento gr afitiz ante, ou s ej a, nele s e vis a tr ans for mao de car bonetos macios em gr afita e matr iz fer r tica. A figur a 3 mos tr a os ciclos de r ecoz imento par a fer r os fundidos (cur vas B , B 1 e C), em compar ao com o tr atamento de alvio de tens es (cur va A)
Fig. 3- Ciclos de recozimento recomendados para ferro fundido Fig. 3 Ciclos de recozimento recomendados para ferro fundido
Tratamento Trmico dos Ferros Fundidos
A tabela 2 indica as pr ticas r ecomendadas par a r ecoz imento de peas de fer r o fundido, com por menor es s obr e os tempos , s temper atur as e velocidades de r es fr iamento. T abela 2 - Pr ticas r ecomendadas par a r ecoz imento de peas de fer r o fundido T ipo de r ecoz im en t o B aix a temper atur a (fer r itiz ao) T em per at u r a ( C) T em po ( m in u t os ) Velocidade de R es f r iam en t o
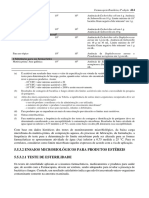
Obj et ivos Par a conver s o de per lita em fer r ita em mater iais no ligados , de modo a obter - s e a mx ima us inabilidade e ductilidade. Par a conver s o de per lita em fer r ita em mater iais que no r eagem ao tr atamento a baix a temper atur a. Par a eliminao de pequenas quantidades de car bonetos bem dis per s os em mater iais no ligados . Par a eliminao de car bonetos macios e conver s o de per lita em fer r ita
700 a 760
Mdia temper atur a (pleno)
815 a 900
24 minutos + 24 minutos por centmetr o de s eo tr ans ver s al
No for no (100 C / h) at 300 C. Em s eguida r etir ar do for no e r es fr iar ao ar nor mal.
Alta temper atur a (gr afitiz ao)
900 a 950
1 .3 - N OR MAL I Z AO ( N OR MAL I Z I N G) A nor maliz ao dos fer r os fundidos vis a obter uma matr iz homognea, com eliminao dos car bonetos macios , es s encialmente per ltica, de gr anulao fina e pr opr iedades cor r es pondentes a uma maior r es is tncia mecnica, aliada a boa tenacidade. O efeito da nor maliz ao mais notvel no cas o de fer r os fundidos ligados . Es te tr atamento, na etapa de aquecimento, idntico ao r ecoz imento, ou s ej a, a temper atur a s uper ior de tr ans for mao entr e 870 e 950 C e o tempo de per manncia deve s er no mnimo de 24 minutos + 24 minutos por centmetr o de s eo tr ans ver s al da pea, s eguindo- s e de r es fr iamento ao ar ou for ado, dependendo da es pes s ur a da pea. A velocidade de r es fr iamento deve s er tal que evite o incio da fer r itiz ao em tor no das gr afitas , mas no deve s er to r pida que pos s ibilite a for mao de bainita ou mar tens ita.
Tratamento Trmico dos Ferros Fundidos
Como r egr a empr ica, r ecomenda- s e que s e deve es fr iar de 770 a 700 C em um es pao de tempo de 1 a 5 minutos , ou s ej a, algo em tor no de 1400 C / h. A figur a 4 apr es enta, de for ma es quemtica, os diver s os ciclos de aquecimento e r es fr iamento empr egados par a os tr atamentos de alivio de tens es , r ecoz imento e nor maliz ao de fer r os fundidos .
Fig. 4 Repr es entao es quemtica dos ciclos de alvio de tens es , r ecozimento e nor malizao dos fer r os fundidos
A tabela 3 indica as pr ticas r ecomendadas par a nor maliz ao de peas de fer r o fundido, com por menor es s obr e os tempos , s temper atur as e velocidades de r es fr iamento. T abela 3 - Pr ticas r ecomendadas par a nor maliz ao de peas de fer r o fundido T ipo de T r at am en t o T em per at u r a ( C) T em po ( m in u t os ) 24 minutos a 70 minutos + 24 minutos por centmetr o de s eo tr ans ver s al Velocidade de R es f r iam en t o
Obj et ivos Par a eliminao de car bonetos macios com r eteno da per lita par a gar antir r es is tncia mecnica e dur ez a
Nor maliz ao
870 a 950
No ar nor mal ou for ado at 480 C.
Tratamento Trmico dos Ferros Fundidos
1 .4 - T MP E R A E R E VE N I D O ( H AR D E N I N G AN D T E MP E R I N G) A es tr utur a do fer r o fundido muito s emelhante dos aos , a no s er pela pr es ena de car bono livr e na for ma gr afita, que quebr a a continuidade da matr iz e confer e ao mater ial melhor us inabilidade. O fato de a matr iz es tr utur al s er s emelhante dos aos confer e ainda aos fer r os fundidos car acter s ticas de endur ecimento por tmper a, contudo, nos fer r os fundidos , os teor es de s ilcio e car bono s o mais altos , neces s itando de temper atur as de aus tenitiz ao mais elevadas , bem como tempos mais longos , par a que haj a dis s oluo do car bono na aus tenita. Algumas obs er vaes podem s er feitas nes s e s entido: 1) Fer r os fundidos de es tr utur a inteir amente per ltica r eagem melhor tmper a do que os com es tr utur a fer r tica; neles , em tempo mais cur to a uma cer ta temper atur a de aquecimento, cons egue- s e uma es tr utur a aus tentica, a qual, ao s er r es fr iada em leo, por ex emplo, r es ulta em uma es tr utur a final de maior dur ez a; 2) O fer r o fundido com matr iz fer r tica, par a boa r eao tmper a, ex ige tempo mais longo temper atur a, par a per mitir a dis s oluo do car bono livr e (gr afita) na aus tenita; 3) Na pr tica, as peas de fer r o fundido a s er em temper adas , devem s er aus tenitiz adas a temper atur as 25 a 65 C acima da temper atur a s uper ior de tr ans for mao, dur ante 8 a 24 minutos por centmetr o de es pes s ur a de s eo, dependendo de s ua compos io e micr oes tr utur a inicial; 4) O aquecimento deve s er gr adual (cer ca de 100 C / h), atr avs da faix a mais baix a de temper atur a, de modo a minimiz ar as tens es tr micas e a pos s ibilidade de fis s ur ao; 5) S e o aquecimento, em funo do tipo de mater ial e do tipo de pea, tiver que s er pr olongado ou quando as s uper fcies tiver em que s er pr otegidas de ox idao e des car bonetao, r ecomenda- s e o empr ego de banhos de s al ou for nos com atmos fer a contr olada; 6) O r es fr iamento na tmper a , em ger al, em leo ou ar ; es te ltimo empr egado quando os fer r os fundidos for em altamente ligados ; no r ecomenda- s e a gua como meio de r es fr iamento, por que ela cons ider ada um meio muito dr s tico par a os fer r os fundidos , podendo caus ar empenamento ou fis s ur ao. Contudo, o choque tr mico nes s e meio pode s er atenuado colocando- s e uma camada de leo na s uper fcie; 7) O meio deve s er bem agitado e, aps o r es fr iamento, as peas devem s er imediatamente s ubmetidas oper ao de r evenido; pr efer e- s e leva- las ao r evenido antes que tenham r es fr iado abaix o de 150 C. Em r es umo, o obj etivo da tmper a aumentar a dur ez a e a r es is tncia mecnica e, em cons eqncia, a r es is tncia ao des gas te. Admite- s e que a tmper a aumenta a r es is tncia ao des gas te de um fer r o fundido cinz ento per ltico em at 5 vez es .
Tratamento Trmico dos Ferros Fundidos
O r evenido levado a efeito a temper atur as de acor do com a dur ez a final des ej ada, dur ante tempos , os quais , por r az es pr ticas s o mantidos os mais cur tos pos s veis . Contudo, peas de for mas complex as , com gr andes difer enas de es pes s ur a nas vr ias s ees no podem s er aquecidas muito r apidamente, de modo que, nes s es cas os , r ecomenda- s e mant- las dur ante tempos mais longos a temper atur as mais baix as . A faix a de temper atur as var ia de 180 a 650 C O r es fr iamento, aps o r evenido, deve s er lento, s obr etudo quando s e empr ega no aquecimento as temper atur as mais elevadas . Es s a tcnica diminui as tens es r es iduais em peas de for ma complex as . Ex emplos tpicos de ciclos de tmper a e r evenido par a fer r os fundidos cinz entos es to indicados na tabela 4. T abela 4 - Ciclos de tmper a e r evenido par a fer r os fundidos cinz entos Obj et ivo Mx ima dur ez a tima r es is tncia e tenacidade T em per at u r a e t em po de au s t en it iz ao Pr - aquecimento a 650 C; aquecimento a 870 C; 24 minutos por centmetr o de s eo R es f r iam en t o Ciclo de r even ido 205 C, uma hor a; r es fr iamento em ar tr anqilo 400 C, uma hor a; r es fr iamento em ar tr anqilo
At 120 C em leo agitado
A figur a 5 mos tr a a tendncia de queda da dur ez a e o compor tamento da r es is tncia tr ao e ao choque em funo da temper atur a de r evenido.
Fig. 5 Efeito da temperatura de revenido sobre as propriedades mecnicas de ferro fundido baixo Si temperado em leo a partir de 870C.
Tratamento Trmico dos Ferros Fundidos
Como s e v, o r evenido melhor a a r es is tncia tr ao e a tenacidade na faix a de temper atur a entr e 200 a 400 /450 C. As pr opr iedades de fadiga no s ofr em apr eciveis melhor a. Em fer r os fundidos nodular es , o tr atamento de tmper a e r evenido lar gamente aplicado, r es ultando em ex celente r es is tncia mecnica e dur ez a. A tabela 5 mos tr a os ciclos de tmper a e r evenido de fer r os fundidos nodular es . T abela 5 - Ciclos de tmper a e r evenido par a fer r os fundidos nodular es Obj et ivo Par a obter o tipo 120- 90- 02 T em per at u r a e t em po de au s t en it iz ao R es f r iam en t o Ciclo de r even ido
480 C, 2 hor as ; r es fr iamento no for no at 340 C; r es fr iamento ao ar . Em leo agitado por 10 minutos 565 C, 2 hor as ; Par a obter o tipo r es fr iamento no for no 100- 70- 03 at 340 C; 900 C; 24 minutos por r es fr iamento ao ar . centmetr o de s eo Alter nativa par a o Res fr iamento ao ar at Ao ar tipo 100- 70- 03 340 C 650 C, 2 hor as ; Pr epar o do fer r o Em leo agitado r es fr iamento no for no par a tmper a por 10 minutos at 340 C; s uper ficial r es fr iamento ao ar . Nota: A temper atur a do leo deve s er contr olada na faix a de 40 a 65 C A figur a 6 mos tr a o efeito da temper atur a de aus tenitiz ao na dur ez a de fer r o fundido nodular no es tado temper ado.
Tratamento Trmico dos Ferros Fundidos
Nota- s e que as mx imas dur ez as for am obtidas na faix a de temper atur a de aus tenitiz ao entr e 840 a 870 C, aci de 925 C, a dur ez a decr es ceu pela quantidade de aus tenita que r es ultou no ma mater ial. A figur a 7 mos tr a a influncia da temper atur a de r evenido s obr e as pr opr iedades mecnicas de fer r o fundido nodular temper ado a 870 C e r evenido dur ante duas hor as . Os da dos que per mitir am tr aar as cur vas da figur a for am obtidos em amos tr as de quatr o cor r idas que pr oduz ir am fer r o nodular dentr o da s eguinte faix a de compos io:
E lem en t o Car bono (C) S ilcio (S i) Fs for o (P) Mangans (Mn) Nquel (Ni) Magnes io (Mg)
3,25 2,28 0,02 0,22 0,69 0,045
% a 3,68 a 2,53 a 0,04 a 0,41 a 0,99 a 0,065
Fig. 7 Efeito da temperatura de revenido sobre as propriedades mecnicas de ferro fundido nodular temperado
Tratamento Trmico dos Ferros Fundidos
1 .5 - AU S T MP E R A (AU S T E MP E R I N G) T r atamento is otr mico compos to de aquecimento at a temper atur a de aus tenitiz ao, per manncia nes ta temper atur a at completa equaliz ao, r es fr iamento r pido at a faix a de for mao da bainita, per manncia nes ta temper atur a at completa tr ans for mao da aus tenita em bainita e r es fr iamento qualquer at a temper atur a ambiente. A aplicao des s e tr atamento, tambm denominado tmper a a quente, confer e aos fer r os fundidos nodular es (ADI ) uma ex celente combinao de pr opr iedades de r es is tncia e ductilidade, per mitindo s ua aplicao onde tr adicionalmente s e us avam aos for j ados ou fundidos . O efeito dos elementos de liga mais ou menos s emelhante ao que ocor r e nos aos e dependendo da temper atur a de tr ans for mao pode- s e obter : B ainita I nfer ior Quando a temper atur a pr x ima for mao inicial de mar tens ita (em tor no de 205 C). Nes s e cas o, os fer r os dcteis apr es entam alta dur ez a, s uper ior a 400 HB e elevada r es is tncia mecnica. T ais pr opr iedades s o des ej veis , por ex emplo, em engr enagens e outr as aplicaes que ex igem r es is tncia a altas tens es de contato; B ainita S uper ior Quando a tr ans for mao s e d logo abaix o do cotovelo da cur va em C (em tor no de 400 C). Os fer r os fundidos nodular es aus temper ados nes s as condies apr es entam dur ez a entr e 260 e 350 HB . S o dcteis e tenaz es , com boa r es is tncia fadiga e ao des gas te. S o r az oavelmente us inveis e entr e as aplicaes impor tantes podem- s e mencionar os vir abr equins .
A tabela 6 mos tr a as clas s es de ADI clas s ificados confor me nor ma AS T M A 897. T ab. 6 Clas s es de ADI AS T M A 897 R es is t n cia T r ao ( MP a) 1 2 3 4 5 850 1050 1200 1400 1600 R es is t n cia ao E s coam en t o ( MP a) 550 700 850 1100 1300 Alon gam en t o (% ) 10 7 4 1 NA R es is t n cia ao I m pact o ( J) 100 80 60 35 NA D u r ez a (HB) 269 - 321 302 - 363 341 - 444 366 - 447 444 - 555
Clas s e
Nos fer r os nodular es , a r eao baintica mais lenta que nos aos , o que deve s er levado em conta ao r ealiz ar - s e a oper ao de aus tmper a.
10
Tratamento Trmico dos Ferros Fundidos
Outr o fator impor tante a temper atur a de aus tenitiz ao. Es ta es t ger almente localiz ada entr e 815 a 925 C. Quanto mais alta a temper atur a, maior a s oluo do car bono na aus tenita, o que pode pr ovocar , no final, maior quantidade de aus tenita r etida. Ocor r e tambm um cr es cimento de gr o da aus tenita, a que aumenta a endur ecibilidade do mater ial.
Fig. 8 Diagrama esquemtico de transformao isotrmica Para um ferro fundido
Por outr o lado, a pr es ena de elementos de liga afeta o teor de car bono na aus tenita, pois eles influem na s olubilidade do car bono. S ilcio, por ex emplo, r eduz a s olubilidade que, ao contr r io, aumentada pela pr es ena de mangans , cr omo e molibdnio.
11
Tratamento Trmico dos Ferros Fundidos
1 .6 T MP E R A S U P E R F I CI AL ( S U R F ACE H AR D E N I N G) A tmper a s uper ficial uma tcnica de endur ecimento utiliz ada em aos e fer r os fundidos que confer e ao mater ial tr atado uma alta dur ez a em toda a s ua s uper fcie, ou, confor me s e cons ider e conveniente, em r egies localiz adas . O obj etivo por tanto de, em s e obtendo altas dur ez as , aumentar a r es is tncia abr as o e, devido s tens es r es iduais cr iadas pelo tr atamento tr mico, aumentar tambm a r es is tncia fadiga. Es te tr atamento tr mico encontr a aplicao em peas tais como, engr enagens , gir abr equins , eix o comando de vlvula, cilindr o de laminao, s upor tes de mola, gar fos de tr ans mis s o.
Algumas das vantagens da tmper a s uper ficial s obr e a tmper a plena s o as s eguintes : Equipamentos mais s imples , pos s ibilitando o tr atamento em peas dos mais diver s os tamanhos e geometr ias ; Pos s ibilidade de r ealiz ar o endur ecimento em r egies localiz adas ; Menor cons umo de ener gia vis to que s omente par te da pea aquecida; Menor es dis tor es dimens ionais .
Os pr oces s os de aquecimento mais comumente utiliz ados s o os de aquecimento por chama e por induo, s endo tambm citados como alter nativa par a os pr oces s os convencionais o aquecimento por imer s o em metal lquido e o aquecimento por las er e aquecimento s olar . O pr oces s o de tmper a s uper ficial cons is te no aquecimento de uma deter minada camada s uper ficial, que s er s ubmetida a es for os ou des gas te, em temper atur a s uficiente par a a obteno de es tr utur a aus tentica, s eguido de r es fr iamento br us co, nor malmente r ealiz ado em gua, par a a tr ans for mao da camada aus tentica em mar tens ita. A pr ofundidade da camada tr ans for mada pode var iar de 0,5 a 4,0 mm, dependendo da tcnica empr egada, podendo atingir valor es de dur ez a da or dem de 60 HRC. A figur a 1 apr es enta as dis tr ibuies tpicas de temper atur a e dur ez a em pea cilndr ica endur ecida s uper ficialmente. Nota- s e que apenas uma pequena camada s uper ficial atinge temper atur a s uper ior a A3 (limite s uper ior da z ona cr tica acima da qual a es tr utur a apr es enta- s e totalmente aus tentica, podendo ainda conter car bonetos es tveis ) ex is tindo tambm uma r egio inter medir ia que per manece dentr o da z ona cr tica, onde coex is tem aus tenita + fer r ita + car bonetos , e uma z ona centr al onde no ocor r em tr ans for maes de fas e.
12
Tratamento Trmico dos Ferros Fundidos
A pr es ena da camada mar tens tica, alm de confer ir alta dur ez a s uper ficial, ainda pr opor ciona tens es r es iduais de compr es s o na s uper fcie do componente tr atado ter micamente. A ger ao des s as tens es r es iduais deve- s e tendncia ex pans o volumtr ica que ocor r e quando da r eao mar tens tica, e r es tr io ofer ecida pelo r es tante do mater ial no tr ans for mado. As tens es de compr es s o dificultam a nucleao de tr incas na s uper fcie tr atada, elevando s ignificativamente a r es is tncia fadiga.
1000 800 Temperatura A3 Temperatura A1
600
60 Dureza HRC
Temperatura
400
Distribuio de temperatura na pea
40
HRC 200 20
0 Periferia Centro
0 Periferia
Fig. 1 Perfil de temperatura antes da tmpera e distribuio de dureza na seo transversal de uma pea cilndrica temperada superficialmente.
1 .6 .1 I n f lu n cia da Micr oes t r u t u r a Um dos r equis itos bs icos par a s e obter um endur ecimento s uper ficial s atis fatr io que a es tr utur a, aps o aquecimento, s ej a totalmente aus tentica.
13
Tratamento Trmico dos Ferros Fundidos
Como os pr oces s os de aquecimento s o, em ger al, muito r pidos , a r es pos ta dos fer r os fundidos ao tr atamento de tmper a s uper ficial depende bas tante da micr oes tr utur a anter ior r ealiz ao des te tr atamento, vis to que o tempo de per manncia acima da temper atur a de tr ans for mao par a s e obter es tr utur a totalmente aus tentica muito cur to. S endo a dur ez a da mar tens ita dependente do teor de car bono dis s olvido na aus tenita, confor me mos tr a a figur a 2, pr ocur a- s e ter na matr iz metlica, antes do tr atamento, a maior quantidade pos s vel de car bono combinado, ou s ej a, matr iz es per lticas , bainticas ou mar tens ita r evenida.
900 800 700 Dureza ( HV ) 600 500 400 300 200 0 0,2 0,4
0,2
0,6
0,8
1,0
% Carbono Fig. 2 Efeito do teor de carbono na dureza da martensita.
1 .6 .2 I n f lu n cia da Com pos io Qu m ica Qualquer que s ej a o pr oces s o s elecionado par a tmper a s uper ficial de um componente, es per a- s e que par a deter minadas condies de aquecimento (tempo de aquecimento e temper atur a de aus tenitiz ao) uma camada s uper ficial es tej a completamente aus tenitiz ada, com car bono s uficiente em s oluo s lida par a, aps r es fr iamento, obter - s e uma mar tens ita com a dur ez a es pecificada. Par a que s e obtenha uma camada s uper ficial totalmente mar tens tica, a matr iz deve pos s uir uma deter minada temper abilidade, que, entr etanto, no pr ecis a s er to elevada como nos mater iais
14
Tratamento Trmico dos Ferros Fundidos
s ubmetidos tmper a plena, uma vez que a velocidade de r es fr iamento maior devido ex tr ao de calor pelo mater ial no aquecido. Apes ar de no s er neces s r io adicionar elementos de liga par a aumentar a temper abilidade, em alguns cas os eles s o adicionados par a obter mais facilmente es tr utur a pr via totalmente per ltica (S n, Cu, Ni, Cr ). Entr etanto, a pr es ena de elementos de liga pode r etar dar a aus tenitiz ao por elevar a z ona cr tica, neces s itando- s e tempos mais longos de aquecimento. Alm dis s o, dependendo do elemento de liga pr es ente, pode ocor r er es tabiliz ao da aus tenita aps tmper a, e, cons equentemente, r eduo nos valor es de dur ez a na s uper fcie do componente tr atado ter micamente. Outr os elementos cuj a pr es ena deve s er contr olada em mater iais temper ados s uper ficialmente s o o s ilcio e o fs for o, o pr imeir o por es tabiliz ar a fer r ita e r eduz ir a s olubilidade do Car bono na aus tenita neces s itando- s e, por tanto, temper atur as mais elevadas par a aus tenitiz ao completa da matr iz , e o s egundo por for mar compos tos eutticos de baix o ponto de fus o que podem fundir no aquecimento.
15
Você também pode gostar
- 04 Sistema de Operacao Motor C18Documento43 páginas04 Sistema de Operacao Motor C18Thiago Oliveira88% (8)
- Livro - Formulas Cosmeticos PDFDocumento60 páginasLivro - Formulas Cosmeticos PDFAnderson IFSP100% (4)
- Manual Tecnico Cone Bc-950Documento36 páginasManual Tecnico Cone Bc-950rilmer100% (1)
- Usinagem - Aula 2.3 PDFDocumento79 páginasUsinagem - Aula 2.3 PDFEngenharia Industrial100% (1)
- Curso Básico de Limpeza de Piscina - SM Piscinas - Sistema Manutenções PDFDocumento10 páginasCurso Básico de Limpeza de Piscina - SM Piscinas - Sistema Manutenções PDFwafero1960Ainda não há avaliações
- O Aço SAE 1020Documento2 páginasO Aço SAE 1020ffsjr100% (1)
- Relatorio Sintese Da DibenzalacetonaDocumento4 páginasRelatorio Sintese Da DibenzalacetonamauroqmcAinda não há avaliações
- Maning e CanaisDocumento70 páginasManing e Canaisvgbarros8578Ainda não há avaliações
- Catalogo Transformador Seco PDFDocumento2 páginasCatalogo Transformador Seco PDFWILKENSRANIEL9861Ainda não há avaliações
- EF11 Teste Avaliacao 2 Resolucao PDFDocumento15 páginasEF11 Teste Avaliacao 2 Resolucao PDFadivinhoeuAinda não há avaliações
- Aferição de Materiais VolumétricosDocumento10 páginasAferição de Materiais Volumétricosheloisa antunesAinda não há avaliações
- Bioprocessos - EnzimologiaDocumento70 páginasBioprocessos - EnzimologiaAndreTomazTerraJuniorAinda não há avaliações
- N 1219 PDFDocumento5 páginasN 1219 PDFRaphael Gomes GarciaAinda não há avaliações
- Aula 3 - Reatores Não IdeaisDocumento98 páginasAula 3 - Reatores Não IdeaisLeticia Vitola PasettoAinda não há avaliações
- Anisotropia Dos AçosDocumento2 páginasAnisotropia Dos AçosArteplena HomeDesignAinda não há avaliações
- CLEAN (Bateria Moura)Documento34 páginasCLEAN (Bateria Moura)Adilson LucaAinda não há avaliações
- ManualSecador100a200Litros PDFDocumento8 páginasManualSecador100a200Litros PDFtonnytoonsAinda não há avaliações
- Apostila k7qqt GravimetriaDocumento10 páginasApostila k7qqt Gravimetriaisabelle's UniverseAinda não há avaliações
- LQ4B11 Cinética QuímicaDocumento14 páginasLQ4B11 Cinética QuímicaRicardo GusmaoAinda não há avaliações
- 08 Sistema Arrefecimento CBR500 CB500Documento13 páginas08 Sistema Arrefecimento CBR500 CB500Thiago CoutoAinda não há avaliações
- Jornal 98 PDFDocumento20 páginasJornal 98 PDFGuilherme Factori BianchiAinda não há avaliações
- Energia de LigaçãoDocumento28 páginasEnergia de LigaçãoGleisonAinda não há avaliações
- Site Projeto de Vivência 2017.2 Química Geral 3108 2Documento2 páginasSite Projeto de Vivência 2017.2 Química Geral 3108 2Cristian CruzAinda não há avaliações
- Mancais de RolamentoDocumento25 páginasMancais de Rolamentorereluta100% (1)
- Produtos EstereisDocumento12 páginasProdutos EstereisKeise XavierAinda não há avaliações
- 030 - 8316 Valvula SolenoideDocumento2 páginas030 - 8316 Valvula SolenoideWilliam Will Controle WoodwardAinda não há avaliações
- Ancora Catalogo 2015Documento116 páginasAncora Catalogo 2015pedlopesAinda não há avaliações
- Lista 1 - Fen - Tran - VDocumento3 páginasLista 1 - Fen - Tran - VMax NunesAinda não há avaliações
- Cessna 172 Skyhawk (Fórmulas)Documento6 páginasCessna 172 Skyhawk (Fórmulas)ChefiaAinda não há avaliações