Você também pode gostar
- Manual Britadores - HYDROCONESDocumento247 páginasManual Britadores - HYDROCONESMARCUS100% (7)
- Manual de Instalacao - Britador OPC1300Documento9 páginasManual de Instalacao - Britador OPC1300Tiago RochaAinda não há avaliações
- Britador Cone ManualDocumento114 páginasBritador Cone ManualGledison MartinsAinda não há avaliações
- Lubrificação HP Completa PortuguêsDocumento57 páginasLubrificação HP Completa PortuguêsEdileno100% (4)
- Hidráulica HP Resumido PortuguêsDocumento55 páginasHidráulica HP Resumido PortuguêsNILTON GOMES DE ALMEIDA89% (9)
- Manual de Instruções AV 27070 - AL-02Documento43 páginasManual de Instruções AV 27070 - AL-02Diego Ribeiro50% (2)
- Manual técnico para britadores de mandíbulasDocumento58 páginasManual técnico para britadores de mandíbulaslandagoAinda não há avaliações
- HP Cone Crusher Assembly GuideDocumento304 páginasHP Cone Crusher Assembly GuideLeonel Dotta100% (3)
- Manual de Instruções: Britador Cônico IMIC BCI 300 H DRDocumento608 páginasManual de Instruções: Britador Cônico IMIC BCI 300 H DRJanaina GomesAinda não há avaliações
- Cuidados na troca da manta do britador cônicoDocumento7 páginasCuidados na troca da manta do britador côniconicolasAinda não há avaliações
- HP Guia de OperaçãoDocumento27 páginasHP Guia de OperaçãoJanineCOAinda não há avaliações
- Manutenção Britador HydroconeDocumento4 páginasManutenção Britador Hydroconegustavosrb100% (1)
- Manual Redutor Padrão FAÇODocumento12 páginasManual Redutor Padrão FAÇOFernandoFernandes100% (8)
- Aula - Manual BritagemDocumento33 páginasAula - Manual BritagemaamvprAinda não há avaliações
- Lista de peças de britadoresDocumento88 páginasLista de peças de britadoresMIGUEL ARRIAGADAAinda não há avaliações
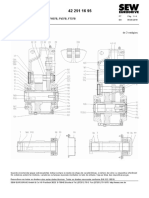
- Redutores tipo shaft-mountedDocumento2 páginasRedutores tipo shaft-mountedVendedorAinda não há avaliações
- Manual de Instruções Britador HP PDFDocumento275 páginasManual de Instruções Britador HP PDFAmarildo Ferreira de Melo92% (13)
- Peças de britador cônicoDocumento67 páginasPeças de britador cônicoMARCUS100% (2)
- Redutores IMICDocumento11 páginasRedutores IMICtr0184Ainda não há avaliações
- Moinho de Martelos - (Rev 04)Documento40 páginasMoinho de Martelos - (Rev 04)Vanderlei Silva82% (11)
- Manual HP 200Documento65 páginasManual HP 200hass100% (1)
- Britadores de Mandíbula PiacentiniDocumento3 páginasBritadores de Mandíbula PiacentiniSaulo de TarssoAinda não há avaliações
- Furlan - Conjunto - Movel - Britagem - PDFDocumento6 páginasFurlan - Conjunto - Movel - Britagem - PDFGuilherme Mamede AlcantaraAinda não há avaliações
- Manual - JM 1312 PDFDocumento107 páginasManual - JM 1312 PDFRafael F Castro100% (1)
- PN Ga1250Documento26 páginasPN Ga1250Tales Pinheiro VasconcelosAinda não há avaliações
- The Orion Series of Horizontal Slurry Pumps HM250 FHC-S C5: Manual de Operação e ManutençãoDocumento100 páginasThe Orion Series of Horizontal Slurry Pumps HM250 FHC-S C5: Manual de Operação e ManutençãoJoão Paulo Augusto Macedo100% (1)
- 05-VSI Merlin PortDocumento95 páginas05-VSI Merlin PortCandido Silva100% (1)
- Manual Britador Mandíbulas Linha C M-170Documento108 páginasManual Britador Mandíbulas Linha C M-170Carlos Alito Cavalcante100% (3)
- Manual Moinho Imetec Modelo MFC 120Documento40 páginasManual Moinho Imetec Modelo MFC 120David Bernardi Rodrigues82% (11)
- Manual de instruções para alimentador vibratório AV 40090Documento43 páginasManual de instruções para alimentador vibratório AV 40090Jonathas Claudino Gomes100% (1)
- Manual de Instruções AV 40090 - Des. 01824Documento69 páginasManual de Instruções AV 40090 - Des. 01824Marden Lucas MaiaAinda não há avaliações
- ALIMENTADORES - TIPOS E CARACTERÍSTICASDocumento18 páginasALIMENTADORES - TIPOS E CARACTERÍSTICASiwersonpAinda não há avaliações
- Britador de Mandíbulas - BM800 - Peças de ReposiçãoDocumento58 páginasBritador de Mandíbulas - BM800 - Peças de Reposiçãoestevaum90% (10)
- Redutor Falk y YbDocumento68 páginasRedutor Falk y YboliveiralauroAinda não há avaliações
- HP HistóriaDocumento13 páginasHP HistóriaRafaelaAinda não há avaliações
- Projeto de Peneiras IndustriaisDocumento26 páginasProjeto de Peneiras IndustriaisRicardo Engenharia Ribeirão100% (4)
- Queima da bucha do excêntrico: causas e soluções emDocumento7 páginasQueima da bucha do excêntrico: causas e soluções emnicolasAinda não há avaliações
- Curso manutenção britadores 1800Documento6 páginasCurso manutenção britadores 1800gustavosrb100% (1)
- Manual Britador 6240 2Documento23 páginasManual Britador 6240 2samuelant100% (4)
- Catalogo FornacDocumento12 páginasCatalogo FornacANDRE SANTOS100% (1)
- Britadores Hydrocone elevado desempenhoDocumento11 páginasBritadores Hydrocone elevado desempenholuiziriasAinda não há avaliações
- Trituradora de Mandibulas Linea Faco Allis-ChalmersDocumento6 páginasTrituradora de Mandibulas Linea Faco Allis-Chalmersr.mamani237280% (5)
- BJ340 martelo moinho especificaçõesDocumento2 páginasBJ340 martelo moinho especificaçõesSaulo de Tarsso100% (1)
- Tudo Que VC Deveria Saber Sobre Seu Britador de MandíbulasDocumento42 páginasTudo Que VC Deveria Saber Sobre Seu Britador de MandíbulasJohn Weslei Souza Silva100% (15)
- Especificações técnicas da linha AVS de alimentadores vibratóriosDocumento4 páginasEspecificações técnicas da linha AVS de alimentadores vibratóriosGuilherme Mamede Alcantara100% (1)
- Manutenção Britador H&SDocumento135 páginasManutenção Britador H&SJairo Gonzaga100% (7)
- Britadores cônicos Telsmith: tecnologia e desempenho comprovadosDocumento16 páginasBritadores cônicos Telsmith: tecnologia e desempenho comprovadosGabriel Fonseca100% (1)
- Fruxograma Sandvik 22-9-2019 - Segala - JBS ConsultoriaDocumento35 páginasFruxograma Sandvik 22-9-2019 - Segala - JBS ConsultoriaJoão Bosco dos SantosAinda não há avaliações
- Catalogo Peças BritadoresDocumento54 páginasCatalogo Peças BritadoresPepi Cavalcanti83% (6)
- Catálogo H 2000Documento29 páginasCatálogo H 2000Fernando Mantellato67% (6)
- Alimentador Vibratório Padrão para MineraçãoDocumento5 páginasAlimentador Vibratório Padrão para MineraçãoJanaina GomesAinda não há avaliações
- Motoredutores Industriais: Conceitos, Componentes e AplicaçõesDocumento16 páginasMotoredutores Industriais: Conceitos, Componentes e AplicaçõesDouglas MirandaAinda não há avaliações
- Pecas Reposicao RedutoresDocumento4 páginasPecas Reposicao RedutoresAsafe Cagnoto100% (2)
- Barra 1Documento160 páginasBarra 1jose gabrielAinda não há avaliações
- 0b608tec - Undii, Undii-Ae e Undii-Vr (P)Documento9 páginas0b608tec - Undii, Undii-Ae e Undii-Vr (P)ArieneAinda não há avaliações
- Manual Refinador RTD-26Documento47 páginasManual Refinador RTD-26Jacson JuniorAinda não há avaliações
- Catálogo Técnico Turbomaq 90Documento160 páginasCatálogo Técnico Turbomaq 90cristianolucioAinda não há avaliações
- Carretas AP 50 ABCDocumento9 páginasCarretas AP 50 ABCDenis TadeuAinda não há avaliações
- 1691-24 Lista de MaterialDocumento1 página1691-24 Lista de MaterialQuality MotoresAinda não há avaliações
- N-1521 Contec Identificação de Equipamentos Industriais: Rev. F 06 / 2016Documento18 páginasN-1521 Contec Identificação de Equipamentos Industriais: Rev. F 06 / 2016Paulo Sérgio Santana50% (2)
- Bosch FiltrosDocumento42 páginasBosch FiltrosBrunoMoreira100% (1)
- Exemplo FispqDocumento7 páginasExemplo FispqCarlos Magno Peterle100% (1)
- Manual de Montagem Oficial E-MotorbikeDocumento32 páginasManual de Montagem Oficial E-MotorbikeLucio Oliveira100% (1)
- Bula AccentDocumento1 páginaBula AccentvdfantinAinda não há avaliações
- Manual de instruções compressor ar ISO 9001Documento16 páginasManual de instruções compressor ar ISO 9001Xavi X QunqiAinda não há avaliações
- Manual Motocompressor MC-240Documento16 páginasManual Motocompressor MC-240oliviogmAinda não há avaliações
- Betabio Item 67516Documento4 páginasBetabio Item 67516edjalma monteiroAinda não há avaliações
- NBR 8286 - 2000 - NB 837 - Emprego Sinalizacao Nas Unidades Transporte e de Rotulos Nas Embalagens de Produtos Perigosos - Norma CanceladaDocumento13 páginasNBR 8286 - 2000 - NB 837 - Emprego Sinalizacao Nas Unidades Transporte e de Rotulos Nas Embalagens de Produtos Perigosos - Norma CanceladadrediaferiaAinda não há avaliações
- Fenômenos de transporte IDocumento7 páginasFenômenos de transporte ICarmone PazAinda não há avaliações
- Atlas Copco GX 7, GX 11 ManualDocumento50 páginasAtlas Copco GX 7, GX 11 ManualFilipe Guarany80% (10)
- Pca Frigorifico Modelo - Docx23Documento31 páginasPca Frigorifico Modelo - Docx23Sergio Miranda100% (1)
- Manutenção centralina BSP HP 125Documento5 páginasManutenção centralina BSP HP 125Gabriel DutraAinda não há avaliações
- Lei de Edificações e Instalações da Cidade do RecifeDocumento60 páginasLei de Edificações e Instalações da Cidade do RecifeFábio LucenaAinda não há avaliações
- A Estrutura Das Locomotivas Diesel-Elétricas ALL II PDFDocumento58 páginasA Estrutura Das Locomotivas Diesel-Elétricas ALL II PDFRafaelDutil100% (3)
- Unidade 4 - Manutenção de Máquinas e Equipamentos PDFDocumento49 páginasUnidade 4 - Manutenção de Máquinas e Equipamentos PDFPedro AvelarAinda não há avaliações
- Manual v-2888 - ABTR - CB Camboriú-SCDocumento282 páginasManual v-2888 - ABTR - CB Camboriú-SCJefferson De LimaAinda não há avaliações
- Lavadora de roupasDocumento20 páginasLavadora de roupasjasonpontesAinda não há avaliações
- Instruções de ManutençãoDocumento76 páginasInstruções de ManutençãoLippe2k NRAinda não há avaliações
- Novo Acquahouse Manual de Instruções Mar.2017 16.03.17Documento22 páginasNovo Acquahouse Manual de Instruções Mar.2017 16.03.17Celta InstalaçõesAinda não há avaliações
- Manual LeiteDocumento135 páginasManual LeiteRafaela Ferrari100% (1)
- 3 - Revestimentos OrganicosDocumento40 páginas3 - Revestimentos OrganicosAlana ChristieAinda não há avaliações
- SSP005br Caracteristicas Técnicas e Construtivas Novo GolDocumento56 páginasSSP005br Caracteristicas Técnicas e Construtivas Novo GolJoão C VieiraAinda não há avaliações
- Rede Primária Condutores Nus - Estruturas de TransformadoresDocumento54 páginasRede Primária Condutores Nus - Estruturas de TransformadorespaulocamaroAinda não há avaliações
- Projecto de Hidráulica-Abastecimento de Água - Tupázia ESTEEEEEDocumento28 páginasProjecto de Hidráulica-Abastecimento de Água - Tupázia ESTEEEEEeuniceeliane09Ainda não há avaliações
- Auto Indus ExerDocumento5 páginasAuto Indus ExerLeonardo NascimentoAinda não há avaliações
- Normas de segurança para exposto a benzeno em postos de combustívelDocumento7 páginasNormas de segurança para exposto a benzeno em postos de combustívelPriscilla Patrocinio Abreu CostaAinda não há avaliações
- CMP50 CMP60Documento2 páginasCMP50 CMP60jr_666Ainda não há avaliações
- Memorial DescritivoDocumento16 páginasMemorial DescritivoFerreira NettoAinda não há avaliações
- LISTA DE EXERCiCIOS BOMBAS TURBINAS E PERDA DE CARGADocumento5 páginasLISTA DE EXERCiCIOS BOMBAS TURBINAS E PERDA DE CARGAYan MelloAinda não há avaliações