Você também pode gostar
- O Estado No Centro Da Mundialização A Sociedade Civil e o Tema Do Poder JAIME OSÓRIO RESENHA 2 PDFDocumento5 páginasO Estado No Centro Da Mundialização A Sociedade Civil e o Tema Do Poder JAIME OSÓRIO RESENHA 2 PDFGeandro Ferreira PinheiroAinda não há avaliações
- Determinação Das Cargas de Vento - IEC 60826 - ArtigoDocumento6 páginasDeterminação Das Cargas de Vento - IEC 60826 - Artigoericishibashi100% (2)
- F.Q. - Ficha de Trabalho 29Documento2 páginasF.Q. - Ficha de Trabalho 29VitorFernandesAinda não há avaliações
- Relatório Trabalho AntigoDocumento10 páginasRelatório Trabalho AntigoLuan TischlerAinda não há avaliações
- 7 RaiosDocumento1 página7 Raiosconscien SerAinda não há avaliações
- 000916485.pdf Navegar Técnica e Pedagogia PDFDocumento262 páginas000916485.pdf Navegar Técnica e Pedagogia PDFHenrique SantosAinda não há avaliações
- Trabalho Analise OO Final - Controle de Rotas de OnibusDocumento21 páginasTrabalho Analise OO Final - Controle de Rotas de OnibusSamuelson BritoAinda não há avaliações
- Relatório de Extração de SolventesDocumento6 páginasRelatório de Extração de SolventesRita de CássiaAinda não há avaliações
- Crescimento Dos Microrganismos Nos AlimentosDocumento27 páginasCrescimento Dos Microrganismos Nos AlimentosFrancisco Miguel Simões FerreiraAinda não há avaliações
- Termo de Abertura - LavaMigaDocumento3 páginasTermo de Abertura - LavaMigaeduardo_formiga487Ainda não há avaliações
- Comunicado InternoDocumento2 páginasComunicado InternoHugoLimaAinda não há avaliações
- Obras e Gestão de Portos e Costas - Paolo AlfrediniDocumento774 páginasObras e Gestão de Portos e Costas - Paolo AlfrediniMinute mail100% (9)
- Município de Cidade GaúchaDocumento18 páginasMunicípio de Cidade GaúchaBeatrizJacintodeAlmeidaAinda não há avaliações
- Diversidade de Recursos Do SubsoloDocumento59 páginasDiversidade de Recursos Do SubsoloJoels Santos100% (2)
- Desafio Administração Pronto Anhanguera 5 e 6 Semestre Agropecuária...Documento5 páginasDesafio Administração Pronto Anhanguera 5 e 6 Semestre Agropecuária...Hiandra AlmeidaAinda não há avaliações
- Boletim Escolar: Governo Do Estado Do Piauí Secretaria Estadual de Educação - SeducDocumento2 páginasBoletim Escolar: Governo Do Estado Do Piauí Secretaria Estadual de Educação - SeducAAA AAAAinda não há avaliações
- Cesupa 2011 - Prova Objetiva EspanholDocumento29 páginasCesupa 2011 - Prova Objetiva EspanholchuruminhoAinda não há avaliações
- Tiago Silva, Música e Teologia. Música Como Teologia. Uma Sonata TeológicaDocumento139 páginasTiago Silva, Música e Teologia. Música Como Teologia. Uma Sonata Teológicaluis serpaAinda não há avaliações
- Analisando A MatrixDocumento26 páginasAnalisando A Matrixclarindo_gouveia100% (1)
- Memória - Reunião Do Arruma o IdADocumento4 páginasMemória - Reunião Do Arruma o IdADaiara FigueroaAinda não há avaliações
- The Girl Her Ren - The Ribbon Duet Series - Pepper Winters PDFDocumento847 páginasThe Girl Her Ren - The Ribbon Duet Series - Pepper Winters PDFAmandaaMandyAinda não há avaliações
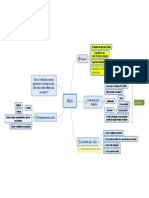
- Mapa Mental - VisãoDocumento1 páginaMapa Mental - VisãoWellington L SantosAinda não há avaliações
- Feng Shui GirassolDocumento2 páginasFeng Shui Girassolbelagouveia100% (1)
- Relatório Padronozação e Determinação de ASSDocumento10 páginasRelatório Padronozação e Determinação de ASSAndréBastosAinda não há avaliações
- Fontes Sonoras Slides para SalaDocumento20 páginasFontes Sonoras Slides para SalabackupadrianyAinda não há avaliações
- Modelos Mentais - Trabalho Da Quinta DisciplinaDocumento4 páginasModelos Mentais - Trabalho Da Quinta DisciplinaEmerson R. ShinoharaAinda não há avaliações
- FICHAMENTO: ILARI, Rodolfo. O Estruturalismo Linguístico: alguns caminhos. In: MUSSALIM, Fernanda; BENTES, Anna Christina (Org.). Introdução a linguística. São Paulo, SP: Cortez, 2011. 3 v. cap. 2, p. 53-92.Documento28 páginasFICHAMENTO: ILARI, Rodolfo. O Estruturalismo Linguístico: alguns caminhos. In: MUSSALIM, Fernanda; BENTES, Anna Christina (Org.). Introdução a linguística. São Paulo, SP: Cortez, 2011. 3 v. cap. 2, p. 53-92.Marcos Ramos100% (2)
- Método Das Forças PDFDocumento156 páginasMétodo Das Forças PDFRafael BritoAinda não há avaliações
- CronogramaDocumento2 páginasCronogramaCamila da Silva SantosAinda não há avaliações
- Relatorio de Reações Químicas de Identificação de Aminoácidos e ProteínasDocumento12 páginasRelatorio de Reações Químicas de Identificação de Aminoácidos e ProteínasMatheus Alexandre ReisAinda não há avaliações