Você também pode gostar
- Apostila Metrologia CompletaDocumento91 páginasApostila Metrologia CompletaCarlos EduardoAinda não há avaliações
- INTRODUÇÃO (Ok)Documento1 páginaINTRODUÇÃO (Ok)Raqueado RaqAinda não há avaliações
- Tratamento Térmico Dos AçosDocumento42 páginasTratamento Térmico Dos AçosRaqueado RaqAinda não há avaliações
- ImplementacaoDocumento21 páginasImplementacaoRaqueado RaqAinda não há avaliações
- Lista 1 MruvDocumento5 páginasLista 1 MruvCamilla BuçardAinda não há avaliações
- Classificacao Geral Vestibular UeaDocumento991 páginasClassificacao Geral Vestibular UeamartinselanildaAinda não há avaliações
- AutoP03158216425 PDFDocumento1 páginaAutoP03158216425 PDFwitalo taveiraAinda não há avaliações
- Endometriose 2021Documento16 páginasEndometriose 2021Nathalia Vasconcelos Barroso Todt AragãoAinda não há avaliações
- Programa de Hipertrofia Feminina GRATIS Nivel 1 MescladoDocumento11 páginasPrograma de Hipertrofia Feminina GRATIS Nivel 1 MescladoCasa na VilaAinda não há avaliações
- F10 Hfen11 em Guia Prof Resumo Al 10anoDocumento3 páginasF10 Hfen11 em Guia Prof Resumo Al 10anoCatarina StelmashchukAinda não há avaliações
- Estrutura Remuneratoria Senai (74131)Documento7 páginasEstrutura Remuneratoria Senai (74131)Lucimari SuzukiAinda não há avaliações
- Óquio: Istema Etro ErroviárioDocumento96 páginasÓquio: Istema Etro ErroviárioJLAinda não há avaliações
- Aula 6 - Recursos CinesioterapêuticosDocumento9 páginasAula 6 - Recursos CinesioterapêuticosVeronica luz anselmoAinda não há avaliações
- Gestão Tributaria Da Cadeia de Suprimentos - 2013 - Cap - 6Documento2 páginasGestão Tributaria Da Cadeia de Suprimentos - 2013 - Cap - 6hawks 5.0Ainda não há avaliações
- Registro Na Jucesp de Armazém GeralDocumento3 páginasRegistro Na Jucesp de Armazém Geralabertura de empresaAinda não há avaliações
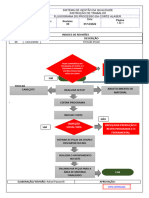
- 10 FLUXO CORTE LASER - Revisado 21-07-2020Documento1 página10 FLUXO CORTE LASER - Revisado 21-07-2020Rafael PassarelliAinda não há avaliações
- Geometria ÁtomoDocumento4 páginasGeometria Átomoemarchesi2012Ainda não há avaliações
- Programação Semic Xxxiv SemicDocumento111 páginasProgramação Semic Xxxiv SemicRitaAinda não há avaliações
- Apostila Projeção Da Consciência - Waldo VieiraDocumento12 páginasApostila Projeção Da Consciência - Waldo VieiraRanilson Angelo100% (1)
- Relatório de Levantamento MaterialDocumento2 páginasRelatório de Levantamento MaterialHeltonsubrg SystemAinda não há avaliações
- Regência Nominal Na Construção Do Texto.Documento25 páginasRegência Nominal Na Construção Do Texto.carlosjanssenrs100% (1)
- EmpreenderismoDocumento16 páginasEmpreenderismoLúcia Silva Silva100% (1)
- A Perdida Arte Da DatilografiaDocumento4 páginasA Perdida Arte Da DatilografiaPatricia GomesAinda não há avaliações
- Termodinâmica - 3Documento46 páginasTermodinâmica - 3moises20caAinda não há avaliações
- Apreciação CríticaDocumento1 páginaApreciação CríticaSílvia OliveiraAinda não há avaliações
- Micro2 MincustoDocumento28 páginasMicro2 MincustoOrlando Francisco NhamussunaAinda não há avaliações
- 002 - Criminologia AMBIENTALDocumento19 páginas002 - Criminologia AMBIENTALf_f_claudio100% (2)
- Desenvolvimento Da Radiologia IntervencionistaDocumento3 páginasDesenvolvimento Da Radiologia IntervencionistaProf-Alexsandro FerreiraAinda não há avaliações
- Permissão de TrabalhoDocumento5 páginasPermissão de TrabalhoFRANCISCO PEREIRAAinda não há avaliações
- Cartilha FNS - Acesso A Recursos Da Saúde 2022Documento166 páginasCartilha FNS - Acesso A Recursos Da Saúde 2022vieiraianaAinda não há avaliações
- Guia Local v1810 - CE Crateus - 06-11-2018Documento22 páginasGuia Local v1810 - CE Crateus - 06-11-2018Marcelo ClaroAinda não há avaliações
- Proced Criar NOVA CONTA No FusionSolar MONODocumento4 páginasProced Criar NOVA CONTA No FusionSolar MONOCharles CardosoAinda não há avaliações
- DT266 Alicate Amperímetro DigitalDocumento4 páginasDT266 Alicate Amperímetro DigitaledgardhoAinda não há avaliações
- Esquema Geral Cursos EfaDocumento50 páginasEsquema Geral Cursos EfaJose GalasAinda não há avaliações