Escolar Documentos
Profissional Documentos
Cultura Documentos
Capitulo 1 - MEMec - 2013
Enviado por
adrymanoTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Capitulo 1 - MEMec - 2013
Enviado por
adrymanoDireitos autorais:
Formatos disponíveis
1
1
MESTRADO INTEGRADO EM ENGENHARIA MECNICA
Lisbon-Portugal
INSTITUTO SUPERIOR TCNICO
TECNOLOGIA MECNICA
2
Apresentao
Corpo docente
Paulo Martins (Prof. Catedrtico) pmartins@ist.utl.pt ext.: 3006
Beatriz Silva (Prof. Auxiliar) beatriz.silva@ist.utl.pt ext.: 1560
Programa da disciplina
Introduo aos processos de fabrico
Teoria da plasticidade
Tecnologia da deformao plstica (Forjamento, Arrombamento,
Estampagem)
Tecnologia dos processos de corte (Corte Ortogonal)
Avaliao
1 Exame
2 Exame
Horrio de dvidas
A divulgar na pgina da disciplina
Localizao
Tecnologia Mecnica, Pavilho de Fsica, Piso 0
2
3
Apresentao
Bibliografia
Rodrigues J . e Martins P., Tecnologia Mecnica vol. 1 e 2, Escolar Editora, 2010.
Gouveia B., Rodrigues J . e Martins P., Tecnologia Mecnica , vol. 3. Escolar
Editora, 2011.
Rodrigues J . e Martins P., Enunciados de Exerccios Complementares, 2013.
(download na pgina da disciplina)
Martins P., Corte por arranque de apara (transparncias e enunciados de
problemas disponibilizados aos alunos na pgina da disciplina)
4
Planeamento
Semana Dias Tericas Prticas Auto estudo Laboratrios
1 13 Fev. 15 Fev.
Apresentao
Captulo 1
(1 aula)
3.2
3.3/3.6
2.1/2.2
Constituio dos
grupos em cada
turma
2 18 Fev. 22 Fev.
Captulo 1
(1 aula)
Captulo 5
(1 aula)
1.4/1.5
5.4
1.6/1.7/1.8/
1.12
Ensaio de
Compresso e
Ensaio de Anel
3 25 Fev. 01 Mar.
Captulo 5
(1 aula)
Problema 5.1
Captulo 4
(1 aula)
2.3
5.3/5.5
1.1/1.3/1.9/
1.10/1.11/
1.13
Ensaio de
Compresso e
Ensaio de Anel
4 04 Mar. 08 Mar.
Captulo 4
(2 aulas)
2.11
4.1/4.4
4.10
2.4/2.5/
2.7/2.8
Ensaio de Traco e
Ensaio de Toro
5 11 Mar. 15 Mar.
Problema 2.12 e 2.9
Captulo 6
(2 aulas)
Problema 3.5 e 3.6
4.6
2.10
1.16/2.13/
2.14/2.15
Ensaio de Traco e
Ensaio de Toro
6 18 Mar. 22 Mar.
Captulo 7
(2 aulas)
Problema 4.4
Forjamento
Captulo 14
Filmes
3.1/3.2
3.3/3.4/3.7/
3.8/3.9
Forjamento
Cruzetas e Fullering
7
25 Mar. 26 Mar.
Forjamento
Captulo 14
(1 aula)
4.1/4.3
7.1/7.7/7.9/
7.10
4.2/4.5/4.6
Forjamento
Cruzetas e Fullering
27 Mar. 29 Mar. Frias Pscoa
Livro de Tecnologia Mecnica Vol. I Fundamentos tericos
Livro de Tecnologia Mecnica Vol. II Aplicaes industriais
Livro de Tecnologia Mecnica Vol. III Exerccios resolvidos
Enunciados no Fnix
3
5
Planeamento
Semana Dias Tericas Prticas Auto estudo Laboratrios
8
01 Abr. 2 Abr. Frias Pscoa
3 Abr. 5 Abr.
Forjamento
Captulo 14
(1 aula)
4.1/4.3
7.1/7.7/7.9/
7.10
4.2/4.5/4.6
Forjamento
Cruzetas e Fullering
9 08 Abr. 12 Abr.
Forjamento
Captulo 14
(1 aula)
Problema 14.1
Captulo 17
(1 aula)
Filmes Arrombamento
14.2
7.4
7.3
Arrombamento e
Guilhotina
10 15 Abr. 19 Abr.
Captulo 17
(2 aulas)
Problema 3
7.1
1
7.2/7.6
Arrombamento e
Guilhotina
11
22 Abr. 26 Abr.
(25 Abril Feriado)
Captulo 22
(1 aula)
Filmes Estampagem
17.1
1/2
10.1/10.2/
10.3/10.6
Estampagem
12
29 Abr. 03 Mai.
(1 Maio Feriado)
Captulo 22
(2 aulas)
Problema 11.1
22.1
1
22.2/22.3 Estampagem
13 06 Mai. 10 Mai.
Captulo 22
(1 aula)
Corte Arranque de
Apara
(1 aula)
Filmes
11.6 11.3
Maquinagem do
Parafuso e Corte
Ortogonal
14 13 Mai. 17 Mai.
Corte Arranque de
Apara
(2 aulas)
Exerccio 1.2
1.1/1.3 1.4
Maquinagem do
Parafuso e Corte
Ortogonal
15 20 Mai. 24 Mai.
Corte Arranque de
Apara
(2 aulas)
Exerccio 2.3
Revises Revises
6
Introduo aos processos de fabrico
Materiais
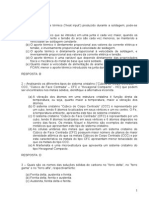
Os recursos do planeta Terra
27.7
8.1
5
3.6
2.8
2.6
2.1
0.44
1.06
46.6
Silcio Alumnio
Ferro Clcio
Sdio Potssio
Magnsio Titnio
Outros Elementos Oxignio
4
7
Introduo aos processos de fabrico
Materiais
A seleco de um material para uma aplicao especfica:
Requisitos de natureza tcnica (propriedades fsicas, qumicas e mecnicas)
Requisitos de natureza econmica (custo extraco/transformao/processamento de
matrias primas)
Exemplos: densidade, temperatura de fuso, resistncia corroso, toxicidade, dureza,
ductilidade.
8
Introduo aos processos de fabrico
Materiais
A seleco de materiais pode ser efectuada atravs de diagramas que relacionam diferentes
propriedades fsicas, qumicas e mecnicas. Contudo uma boa utilizao destes diagramas s
possvel atravs de conhecimentos de base de cincia e engenharia de materiais que
interessa recordar.
5
9
aos microligados
ligas alumnio-ltio
compsitos de matriz cermica
materiais biocompatveis
colas
aos ligados
papel
semicondutores de silcio
borracha natural
ligas leves
cermets
conhecimentos cientficos
Evoluo com base nos
termoplsticos
Materiais naturais Evoluo com base na
experincia adquirida
ferro fundido
superligas
elastmeros
1
9
9
0
1
9
8
0
1
9
6
0
1
9
0
0
1
8
0
0
1
5
0
0
1
9
4
0
cimento
vidro
silex
ouro
0
5
0
0
0
A
.
C
.
1
0
0
0
0
A
.
C
.
couro
madeira
1
0
0
0
0
0
A
.
C
.
pedra
cermicos tradicionais
1
0
0
0
materiais supercondutores
compsitos de matriz metlica
2
0
0
0
e no progresso das tecnologias
de processamento e transformao
alumnio
titnio
ligas de titnio e zircnio
2
0
1
0
compsitos de matriz polimrica
termoendurecveis
aos
ferro
cobre natural
bronze
cermicos tcnicos
Introduo aos processos de fabrico
Materiais
10
Introduo aos processos de fabrico
Metlicos
Polimricos
Cermicos
Compsitos
Materiais - classificao
6
11
Introduo aos processos de fabrico
Materiais metlicos
So substncias inorgnicas que contm um ou mais elementos metlicos
que podem possuir igualmente alguns elementos no metlicos,
como o caso, por exemplo, do carbono, do azoto ou do oxignio.
Os materiais metlicos possuem uma estrutura cristalina, na qual os tomos se dispem de um
modo ordenado em arranjos do tipo CCC (cbica de corpo centrado), CFC (cbica de faces
centradas) e HC (hexagonal compacta).
CFC CCC HC
Alumnio
Chumbo
Cobre
Ouro
Prata
Crmio
Ferro (CFC a 910C)
Zinco
Magnsio
Titnio (CCC a 883C)
12
Introduo aos processos de fabrico
Materiais metlicos
As estruturas cristalinas CFC e HC so arranjos compactos,
na medida em que os tomos esto empilhados uns nos outros
o mais prximo que possvel.
A estrutura CCC no uma estrutura cristalina de mxima
compacidade.
A deformao plstica dos materiais metlicos processa-se
ao nvel microscpico atravs de deslocamentos atmicos
segundo planos e direces cristalogrficas bem determinados
e que so habitualmente designados por sistemas de escorregamento.
Os planos e direces de escorregamento so os mais compactos no interior da estrutura
cristalina. Como a estrutura CFC a estrutura cristalina de mxima compacidade que possui
mais sistemas de escorregamento activos, pode concluir-se que os metais que possuem este tipo
de estrutura devem ser aqueles que apresentam maior deformabilidade a frio.
CFC CCC HC
Alumnio
Chumbo
Cobre
Ouro
Prata
Crmio
Ferro (CFC a 910C)
Zinco
Magnsio
Titnio (CCC a 883C)
7
13
Introduo aos processos de fabrico
Materiais metlicos
Os materiais metlicos agrupam-se habitualmente em ferrosos e no ferrosos.
O grupo dos metais ferrosos inclui os aos carbono, os aos ligados, os aos inoxidveis, os
aos para ferramentas e os ferros fundidos. Estes materiais caracterizam-se por possurem
uma percentagem de ferro elevada.
Os aos contm teores em carbono inferiores a 2%,
enquanto que os ferros fundidos possuem em geral
entre 2 a 4% de carbono e 0.5 a 3% de silcio.
Na composio quer dos aos, quer nos ferros
fundidos podem igualmente estar presentes
outros elementos de liga, com o objectivo de
controlar ou modificar algumas das propriedades
mecnicas, fsicas ou qumicas.
Um dos exemplos mais notveis o papel que o
crmio desempenha nos aos inoxidveis, dando
origem formao de uma fina pelcula superficial
de xido de crmio, caracterizada por uma excelente
resistncia corroso quando comparada com a
generalidade dos aos.
O grupo dos metais no ferrosos inclui as ligas de alumnio, de magnsio, de cobre, de titnio,
de nquel, e os demais materiais metlicos que no contenham ferro ou em que o ferro surja
apenas em pequena quantidade.
Eutectide
Eutctico
14
Introduo aos processos de fabrico
Materiais metlicos
Srie
(Designao AISI)
Tipo de ao
1000
Aos carbono (1000-1200)
Aos de baixa liga carbono-mangans (1300)
4000
Aos ligados
Crmio-molibdnio (4100)
Crmio-molibdnio-nquel (1.83% Ni) (4300, 4700)
Molibdnio (4400)
Molibdnio-nquel (4600, 4800)
5000
Aos ligados
Crmio (5000-5200)
6000
Aos ligados
Crmio-vandio (6100)
8000
Aos ligados
Crmio-molibdnio-nquel (0.55% Ni) (8600-8800)
Principais tipos de aos carbono e aos ligados
Custo:
Aos carbono 0.65 /kg
Aos ligados 1.5 a 8.0 /kg
Aos inoxidveis 4 a 6.5 /kg
Densidade tpica: 7.8 g/cm
3
8
15
Introduo aos processos de fabrico
Materiais metlicos
Srie
(Designao AISI)
Tipo de ao
2xx
Austenticos
Crmio 15 a 30% ; Nquel 6 a 20% ; Mangans ; (CFC)
No-temperveis, no-magnticos, excelente formabilidade
Ex: 201 a 205
3xx
Austenticos
Crmio 15 a 30% ; Nquel 6 a 20% ; (CFC)
No-temperveis, no-magnticos
Ex: 304, 316
4xx
Ferrticos
Crmio 12 a 18% ; Carbono 0.10% ; (CCC)
No-temperveis, magnticos
Ex:409, 430
Martensticos
Crmio 12 a 18% ; Carbono 0.15 a 1.0%
Temperveis, magnticos
Ex: 410, 420, 440
Principais tipos de aos inoxidveis
Custo:
Aos carbono 0.65 /kg
Aos ligados 1.5 a 8.0 /kg
Aos inoxidveis 4 a 6.5 /kg
Densidade tpica: 7.8 g/cm
3
16
Introduo aos processos de fabrico
Materiais metlicos
Principais tipos de ligas de alumnio
Custo: 2.4 /kg
Densidade tpica: 2.7 g/cm
3
Srie
(Designao Aluminum Association)
Tipo de ligas de alumnio
1000 Teor em alumnio superior a 99.0%
2000 Ligas alumnio-cobre
3000 Ligas alumnio-mangans
4000 Ligas alumnio-silcio
5000 Ligas alumnio-magnsio
6000 Ligas alumnio-magnsio-silcio
7000 Ligas alumnio-zinco
8000 Ligas alumnio-outros elementos (ex. alumnio-ltio)
9000 Srie livre
9
17
Introduo aos processos de fabrico
Materiais metlicos
Comparando os metais com os restantes materiais utilizados industrialmente pode afirmar-se
que as densidades dos metais so geralmente muito superiores. Embora com algumas
excepes, os metais so muito bons condutores trmicos e elctricos e podem suportar
deformaes plsticas elevadas, pois possuem uma boa ductilidade temperatura ambiente.
Ligas de Mo
Ligas de W ( mx. 3400 C)
Ligas de Ta (mx. 3000 C)
Ligas de Ni
Aos
Ligas de Ti
Ligas de Cu
2500
2000
1500
1000
Ligas de Mg
Madeiras e
derivados
Ligas de Pb
3
15
Polmeros
Ligas de Al
10 5
Densidade (g/cm )
500
0
0
20
T
e
m
p
e
r
a
t
u
r
a
d
e
f
u
s
o
(
C
)
Cermicos
Ferros fundidos
Densidade (g/cm )
R
e
s
i
s
t
n
c
i
a
m
e
c
n
i
c
a
(
M
P
a
)
10
Plsticos
0 5
Elastmeros
Ligas de Al
10000
100
1000
Ligas de Ti
derivados
Ligas de Mg
Madeiras e
Compsitos
Ligas de Pb
15 10
3
20
Ligas de W
Ligas de Cu
Ligas de Mo
Ligas de Ni
Aos
Ligas de Ta
18
Introduo aos processos de fabrico
Materiais metlicos
Seleco de materiais para aplicaes de engenharia.
Requisitos:
Densidade, vida til, tolerncia ao dano, custo.
( ) ( )
te
e
e
C C + = o
o
= log log
10
19
Introduo aos processos de fabrico
Materiais metlicos
Requisitos da metade superior da asa:
Resistncia compresso, resistncia fadiga, tenacidade fractura, custo.
Escolhas:
Ligas de Alumnio de elevada resistncia ex: Srie 7000.
20
Introduo aos processos de fabrico
Materiais metlicos
Requisitos da metade superior da asa:
Resistncia compresso, resistncia fadiga, tenacidade fractura.
Escolhas:
Ligas de Alumnio-Zinco da srie 7000; AA 7449-T7651, AA 7055-T7751, AA 7150-T7751
11
21
Introduo aos processos de fabrico
Materiais polimricos
Os materiais polimricos constituem actualmente o grupo mais
importante de materiais no metlicos utilizados em aplicaes
industriais. Os materiais polimricos so constitudos por cadeias longas
ou redes de molculas orgnicas que formam estruturas no-cristalinas.
Os materiais polimricos podem ser classificados em plsticos e elastmeros (ou borrachas).
O grupo dos plsticos inclui os termoplsticos e os termoendurecveis.
Os termoplsticos so formados por cadeias muito longas de
molculas orgnicas simples ligadas covalentemente entre si. Estas
cadeias designadas por macromolculas ligam-se umas s outras
atravs de ligaes secundrias mais fracas do que as ligaes
primrias existentes no seio de cada macromolcula.
Os termoendurecveis possuem uma estrutura molecular reticulada
de ligaes primrias covalentes e de ligaes cruzadas covalentes
que se formam durante o processo de cura atravs de reaces
qumicas entre molculas iguais ou diferentes, contendo grupos
funcionais caractersticos (por exemplo CHO, N2H ou CH2).
O encadeamento transversal caracterstico da estrutura em rede
responsvel por algumas das propriedades mecnicas mais
significativas: estabilidade dimensional, rigidez elevada, ausncia de
ductilidade e grande fragilidade.
22
Introduo aos processos de fabrico
Materiais polimricos
Os elastmeros so materiais polimricos que podem sofrer grandes
deformaes elsticas quando submetidos a esforos mecnicos e que
recuperam completamente a geometria inicial (no deformada), depois
de retirada a solicitao aplicada (derivando o seu nome precisamente
desta propriedade).
A estrutura molecular dos elastmeros formada por cadeias longas
que se encadeiam transversalmente, mas com um grau de
encadeamento substancialmente inferior aquele que se verifica nos
polmeros termoendurecveis. precisamente atravs desta
particularidade estrutural que se consegue efectuar o
desemaranhamento e o desenrolamento das macromolculas,
indispensvel para a acomodao durante as deformaes elsticas.
Custo:
ABS (termoplstico) 1.6 /kg
PF fenlicos/baquelite (termoendurecvel) 1.3 /kg
Elastmeros 1.3 a 2.7 /kg
Densidades tpicas dos polmeros: 0.9 a 2.2 g/cm
3
o o
12
23
Introduo aos processos de fabrico
Materiais polimricos
Termoplsticos Termoendurecveis Elastmeros
ABS
Nylon
(poliamidas)
Polietileno
Plexiglass
PVC
Resinas de ureia
Poliuretano
Resinas fenlicas
(baquelite)
Resinas
epoxdicas
Borracha natural
(ltex da rvore da borracha)
Silicone
Poliisopreno
(borracha sinttica)
24
Introduo aos processos de fabrico
Materiais polimricos
A densidade dos materiais polimricos geralmente baixa e
prxima da densidade da gua, contudo, estes materiais
apresentam uma elevada resistncia corroso, baixo coeficiente
de atrito e baixa condutividade trmica e elctrica. Como aspectos
negativos haver que referir o elevado coeficiente de dilatao, a
reduzida resistncia mecnica ou o facto da sua estabilidade
dimensional ser muito influenciada pela temperatura. Todavia, a
principal desvantagem advm do facto destes materiais no
poderem ser utilizados a temperaturas superiores a 100C.
13
25
Introduo aos processos de fabrico
Materiais cermicos
Os materiais cermicos so substncias inorgnicas constitudas por
elementos metlicos (ou semi-metlicos) e no metlicos ligados
quimicamente entre si por ligaes inicas e/ou covalentes. A estrutura
fsica destes materiais pode ser cristalina, no-cristalina ou mista.
Os materiais cermicos podem ser agrupados em cermicos tradicionais e
cermicos tcnicos.
Os materiais cermicos tradicionais so obtidos a partir das seguintes
matrias primas: argila Al
2
Si
2
O
5
(OH)
4
, slica SiO
2
e feldspato KAlSi
3
O
8
.
Exemplo: Porcelana (densidade 2.5 g/cm
3
)
Os materiais cermicos tcnicos obtm-se artificialmente a partir de
compostos puros, ou quase puros, de xidos, carbonetos e nitretos.
Referem-se como exemplo o xido de alumnio Al
2
O
3
, o carboneto de silcio
SiC, o nitreto de silcio Si
3
N
4
e a zircnia ZrO
2
.
Exemplos:
Carboneto de titnio
(custo: 47 /kg densidade: 4.9 g/cm
3
)
Nitreto de silcio
(custo: 13.5 a 94 /kg densidade: 3.4 g/cm
3
)
26
Introduo aos processos de fabrico
Materiais cermicos
Numa perspectiva das aplicaes em engenharia, a
importncia dos materiais cermicos deriva da sua
grande abundncia na natureza e ainda do facto das
suas propriedades fsicas e qumicas serem muito
diferentes das que habitualmente se encontram nos
metais. Na verdade, os materiais cermicos possuem
baixa densidade, so duros, frgeis e apresentam
uma resistncia ao impacto muito baixa. So bons
isoladores trmicos e elctricos, no oxidam,
possuem uma boa resistncia ao desgaste e um
baixo coeficiente de atrito. O conjunto destas
propriedades torna os materiais cermicos
especialmente adequados para aplicaes onde as
temperaturas e os desgastes sejam elevados. As
modernas aplicaes de materiais cermicos
tcnicos tm uma grande importncia na indstria
aeroespacial, aeronutica e no fabrico de
componentes para motores.
Argila Al
2
Si
2
O
5
(OH)
4
14
27
Introduo aos processos de fabrico
Materiais compsitos
Os materiais compsitos so misturas ou combinaes de dois ou mais
materiais que podem ser agrupados em trs grupos distintos: polmero-
cermico, metal-polmero e metal-cermico.
compsitos metal-polmero compsitos metal-cermico
compsitos polmero-cermico
Metais
Cermicos Polmeros
partculas fibras contnuas fibras curtas descontnuas
A estrutura caracterstica de um compsito formada por um material ligante (que serve de
matriz) e por um material de reforo (ou de enchimento). O material de reforo pode ser
includo na estrutura sob a forma de partculas, de fibras contnuas ou de fibras descontnuas.
28
Introduo aos processos de fabrico
Materiais compsitos
CMP (matriz polimrica) CMM (matriz metlica) CMC (matriz cermica)
Epoxy reforada com aramido
(custo 37.5 /kg, densidade 1.34 g/cm
3
)
Epoxy reforada com carbono
(custo 48 /kg, densidade 1.53 g/cm
3
)
Resinas de polister
reforadas com fibras de vidro
(custo 2 a 4 /kg, densidade 1.8 a 2 g/cm
3
)
Matriz metlica de alumnio
reforada com partculas de
carbono
Fibra/partculas de carbono
(custo 67/kg, densidade 1.75 g/cm
3
)
30% carboneto de titnio (TiN)
e 70% de xido de alumnio
(Al
2
O
3
)
Fibras de Al
2
O
3
numa matriz
de ZrO
2
15
29
Introduo aos processos de fabrico
Materiais compsitos
A importncia dos materiais compsitos resulta da combinao de dois ou mais materiais
diferentes, com a finalidade de se produzir um material cujas propriedades sejam, em alguns
aspectos, superiores s propriedades individuais dos materiais que o constitui. As
propriedades fsicas e mecnicas dos materiais compsitos so extremamente influenciadas
pelas percentagens relativas dos seus componentes elementares e pelo modo como esses
componentes esto dispostos entre si. Por exemplo, a resistncia mecnica de um compsito
maior segundo a direco paralela s fibras e menor numa direco que lhe seja
perpendicular.
30
Introduo aos processos de fabrico
Materiais resumo de propriedades
16
31
Introduo aos processos de fabrico
Materiais resumo de aspectos econmicos
Automveis e electrodomsticos
Bicicleta
de corrida
neve
Skis de
10000
Implantes
1000
100
10
1
Civil
Particular
Automvel
de corrida
Torradeira
Secador
Automvel
Familiar
de tnis
Raquete
de lavar
Mquina
Produtos
normal
Bicicleta Produtos de desporto
Aviao
Biomedicina
Prteses
Militar
1000
Cermets
Ligas de Ni
Polmeros
Cermicos
Ligas de Ti
Materiais
Ligas de Pb
Madeiras
Ligas de Al
100
10
1
-1
10
C
u
s
t
o
(
E
u
r
o
/
K
g
)
Ao baixa liga
Ao carbono
Ao ferramenta
Ao inoxidvel
Ligas de Zn
Ligas de W
Prata
Navio de
transporte
Ponte
metlica
Iate de luxo
32
Introduo aos processos de fabrico
Processos de fabrico e de alterao de propriedades
A transformao dos materiais (matria-prima) em produtos faz-se atravs dos processos de
fabrico e de alterao de propriedades.
Matria prima
Produto
de ligao
Processos
de corte
Processos
plstica
Deformao
Pulverotecnologia
Processamento
de plsticos
Fundio
Processos de fabrico
composio
Alterao de
Revestimentos
estruturas
Alterao de
Processos de alterao
de propriedades
17
33
Introduo aos processos de fabrico
Processos de fabrico - fundio
A tecnologia da fundio permite fabricar peas atravs do vazamento de metais no estado
lquido em moldes. Os processos de fundio so habitualmente classificados em funo do
tipo de molde utilizado, distinguindo-se entre os que utilizam moldes permanentes e os que
utilizam moldes no permanentes e em funo do mtodo de vazamento, distinguindo-se entre
os que se realizam por gravidade, e os que se realizam sob presso.
No grupo dos processos que usam moldes no permanentes destaca-se a fundio em molde
de areia. A fundio em molde de areia uma tcnica simples e verstil que permite fabricar
peas numa gama muito variada de formas geomtricas. Os moldes utilizados na fundio em
molde de areia no so utilizveis aps a desmoldagem da pea, embora a areia a partir da
qual foram feitos possa ser reaproveitada.
34
Introduo aos processos de fabrico
Processos de fabrico fundio
No grupo dos processos que utilizam moldes permanentes destaca-se a fundio por
gravidade, na qual o metal vazado no topo de um molde metlico (tambm designado por
coquilha) e alimentado at cavidade atravs de gitos semelhantes aos da fundio em areia,
e a fundio injectada na qual o metal em fuso forado a entrar e a preencher as cavidades
do molde metlico por aco de uma presso elevada.
A tecnologia da fundio permite fabricar componentes mecnicos numa gama muito
diversificada de complexidade geomtrica e de qualidade final, que varia desde a
especificao de projecto mais grosseira mais rigorosa. Interessa ainda salientar que a
tecnologia da fundio o processo de fabrico mais utilizado para a transformao do ferro
fundido, o qual no pode ser forjado ou laminado.
18
35
Introduo aos processos de fabrico
Processos de fabrico processamento de plsticos
O processamento de polmeros consiste na transformao dos granulados e das peletes de
plstico em folha fina, varo, tubo, perfis ou peas acabadas. A tecnologia utilizada para a
transformao dos plsticos muito dependente do tipo de material. Os plsticos
termoendurecveis podem ser moldados por compresso, por transferncia ou por injeco.
Os termoplsticos podem ser moldados por injeco ou por sopro.
Moldao por injeco:
36
Introduo aos processos de fabrico
Processos de fabrico processamento de plsticos
Os moldes para o processamento de plsticos devem possuir bons acabamentos, devendo ser
eliminadas todas as rebarbas, riscos e marcas de ferramentas de corte atravs de operaes
finais de rectificao e de polimento. S desta forma se consegue assegurar que o
escoamento do material se efectua de um modo adequado e que a qualidade superficial das
peas seja boa. Os moldes podem ser sujeitos a tratamentos superficiais (ex. aplicao de
revestimentos) com o objectivo de aumentar a sua resistncia ao desgaste e abraso e de
melhorar a sua resistncia qumica relativamente a determinados tipos de materiais
corrosivos, como o caso, por exemplo, do PVC.
Moldao por sopro:
19
37
Introduo aos processos de fabrico
Processos de fabrico processos de deformao plstica
Nos processos de deformao plstica a alterao de forma feita no
estado slido, conseguida com ferramentas que promovem o escoamento
do material em regime plstico. Esta caracterstica torna os processos de
deformao plstica muito eficientes no aproveitamento da matria-prima e
na consequente diminuio dos desperdcios, em oposio ao que se passa
noutros processos tecnolgicos.
habitual classificar os processos de deformao plstica em dois grupos
distintos; os processos de deformao na massa e os processos de
deformao de chapa.
Processos de deformao na massa:
38
Introduo aos processos de fabrico
Processos de fabrico processos de deformao plstica
Processos de deformao de chapa:
20
39
Introduo aos processos de fabrico
Processos de fabrico processos de corte
Os processos de corte so operaes que removem os excessos de
material da matria prima ou da pea inicial, de modo a que a forma
resultante adquira a geometria desejada. Numa classificao geral, podem
incluir-se nestes processos de fabrico os processos de corte por arranque
de apara (maquinagem), corte por aco da temperatura (ou corte trmico),
corte por jacto de gua, corte por laser, corte por arrombamento, e corte
por electro-eroso.
40
Introduo aos processos de fabrico
Processos de fabrico processos de corte (por arranque de apara)
A importncia do corte por arranque de apara no mbito das tecnologias de fabrico deriva no
s da sua versatilidade, como do facto de uma grande parte das peas, quer sejam fabricados a
partir de metais ou no, inclurem no seu ciclo produtivo operaes de corte por arranque de
apara.
21
41
Introduo aos processos de fabrico
Processos de fabrico processos de corte (por arrombamento)
Os processos de corte por arrombamento aplicam-se na produo de peas ou recortes
obtidos a partir de chapa, barra ou perfis.
42
Introduo aos processos de fabrico
Processos de fabrico pulverotecnologia
A pulverotecnologia consiste em transformar ps de materiais
ou ligas metlicas e no metlicas em peas resistentes
aplicando presso e calor, sem que nunca se atinja a
temperatura de fuso.
A pulverotecnologia envolve a mistura prvia dos ps, para que se assegure um volume de
material com composio homognea, a compresso da mistura, destinada obteno de
uma pea compactada com uma forma geomtrica prxima da do produto final (designada
por compacto verde) e o aquecimento da pea compactada num forno sob atmosfera
controlada a uma temperatura inferior do ponto de fuso do material (geralmente entre 0.7 e
0.9 T
fuso
)
22
43
Introduo aos processos de fabrico
Processos de fabrico processos de ligao
Os processos de ligao agrupam um conjunto muito variado
de tecnologias que incluem os processos de soldadura (nos
quais se incluem, para efeitos de classificao, a brasagem e a
soldobrasagem, os processos de ligao mecnica (caso por
exemplo das ligaes com parafusos, rebites e por cravao),
os processos de ligao atravs de adesivos/colas estruturais
e os processos de ligao hbridos (ex. soldocolagem).
44
Introduo aos processos de fabrico
Processos de alterao de propriedades alterao de estrutura
Os processos de alterao de propriedades incluem um conjunto muito variado de
procedimentos destinados a alterar as estruturas, a composio qumica e a revestir (ou
recobrir) as superfcies dos materiais.
Os processos de alterao de estrutura podem ser divididos em tratamentos mecnicos e
tratamentos trmicos. Atravs dos tratamentos mecnicos modifica-se o estado de tenso da
superfcie do material a tratar por intermdio de solicitaes de natureza mecnica. Citam-se
como exemplos a martelagem e o bombardeamento com microesferas, destinados a
endurecer as superfcies e a libertar as tenses residuais, e a projeco de abrasivos, utilizada
fundamentalmente para eliminar os xidos, a calamina e outros produtos originados pela
corroso.
abrasivo
pea
+ agente de limpeza
antes depois
23
45
Introduo aos processos de fabrico
Processos de alterao de propriedades tratamentos trmicos
Os tratamentos trmicos, como so os casos por exemplo do recozimento, da tmpera, do
revenido e da normalizao, modificam a estrutura metalrgica do material atravs da
alterao do tamanho de gro e da transformao de fases, e tm por finalidade melhorar as
caractersticas iniciais dos materiais tratados. No caso concreto do tratamento trmico por
tmpera de um ao originam-se transformaes de fases, das quais resultam estruturas
perlticas, bainticas ou martensticas. A estrutura martenstica particularmente importante na
medida em que corresponde ao nvel mximo de dureza que um material pode adquirir por
tratamento trmico.
esferoidizao
Recozimento de
Ponto eutectide (0.8% C)
zona 4 - acima dos 500 C
zona 3 - entre 300 e 500 C
zona 2 - entre 200 e 300 C
723 C
zona 1 - abaixo dos 200 C
alvio de tenses
Recozimento completo
900
800
o
700
o +
Normalizao
1.2
Recozimento de
3
o + Fe C
1.0 0.6 0.8
500
0.4 0.2 0
400
Revenido (100 - 650 C)
% de Carbono
T
e
m
p
e
r
a
t
u
r
a
(
C
)
600
Austenite (estvel)
1
Martensite
Tmpera em gua
300
T
e
m
p
e
r
a
t
u
r
a
(
C
)
100
0
0
200
Mf
Ms
500
400
700
600
800
50
grosseira
+5
Martensite + Perlite
10 100
Tempo (s)
Tmpera em leo
Bainite
10
Perlite fina
+3
10
1 h
+4
10
1 dia
Perlite
Austmpera
70
60
Normalizao
Fim da transformao
Recozimento completo
Incio da transformao
20
D
u
r
e
z
a
(
H
R
C
)
40
30
46
Introduo aos processos de fabrico
Processos de alterao de propriedades alterao da composio qumica &
deposio de revestimentos
Os processos de alterao da composio qumica incluem os
tratamentos superficiais por difuso, por aco qumica e fsico-qumica e
por bombardeamento inico. Os tratamentos por difuso recorrem
utilizao de temperaturas elevadas e ambientes especiais para
modificarem a composio qumica da superfcie das peas. Estes
tratamentos tomam geralmente a designao do meio qumico que
usado na cmara de tratamento. Citam-se, como exemplo, a carburao
(tambm designada por cementao), a nitrurao, a carbonitrurao e a
anodizao.
A deposio de revestimentos consiste em recobrir a superfcie das peas
com pelculas muito finas de materiais diferentes, conferindo-lhes
melhores propriedades superficiais. Os revestimentos tm funes muito
variadas, destacando-se a proteco das superfcies contra a corroso, a
oxidao e o desgaste, enquanto que noutros casos so aplicados apenas
com finalidades estticas.
frequente classificar os
processos de deposio de
revestimentos em dois grupos
distintos: os revestimentos
metlicos e os revestimentos no
metlicos.
24
47
Introduo aos processos de fabrico
Especificaes para o fabrico
1) As caractersticas fsicoqumico-mecnicas dos materiais, sendo de destacar o tipo
de material, a temperatura de fuso, a condutividade trmica, a condutividade
elctrica, a resistncia mecnica e a dureza.
2) A geometria e dimenses do produto, designadamente a rea, a espessura, o volume,
o peso e a complexidade geomtrica.
3) A preciso dimensional (tolerncias dimensionais, alinhamentos, planezas e
concentricidades) e o acabamento superficial (rugosidade) exigido ao componente.
4) A dimenso da srie de fabrico e a cadncia de produo. Recorda-se que
habitualmente se identifica srie unitria, pequena srie (at 100 unidades), srie
mdia (at 10.000 unidades) e srie grande ou produo em massa (superior a 10.000
unidades).
5) O custo dos materiais, das ferramentas e da utilizao ou aquisio de mquinas
ferramenta.
Para seleccionar o processo de fabrico mais adequado produo de um determinado
componente deve atender-se s especificaes de projecto e s caractersticas dos
materiais e dos processos de fabrico que se encontram disponveis. De uma forma geral,
nesta escolha, devem ser ponderados os seguintes atributos principais:
48
Introduo aos processos de fabrico
Especificaes para o fabrico
Extruso a quente
+4
r
e
a
(
m
)
2
Pulverotecnologia
Espessura (mm)
-1
10 10
-2
10
-4
1
(moldes permanentes)
100 10
80 g
10 10
Fundio
+3
-2
10
10
-3
-1
10
Forjamento/Extruso
1 a frio
10
800 Kg
80 Kg
8 Kg
800 g
Forjamento a quente
(matriz fechada)
8 Ton
80 Ton
10
Forjamento a quente
Arranque de apara
Laminagem
100
+3
Fundio
(moldes no permanentes)
(matriz aberta)
64
Arranque de apara
Espelhos
10
T
o
l
e
r
n
c
i
a
s
d
e
f
a
b
r
i
c
o
,
T
(
m
m
)
10
-3
10
-2
10
-1
1
10
Notas :
c +
Fundies
Rugosidade Superficial (RMS), R ( m )
100 0.1 mm T = 0.2 mm
Cilindros, Pistons
Orgos mquinas
10
-2 -1
Rolamentos
Polimento
+
-
b a
Orgos no activos
1 10
R =
d c
2
n
a +
2
b +
100
d
2 2
Extruso e
matriz aberta
Laminagem
a quente
32
Rectificao
Pulverotecnologia
Extruso, Forjamento e
Laminagem a frio
T
=
2
- 4
x
R
Forjamento a quente
F
a
c
to
r
d
e
c
u
s
to
matriz fechada
16
8
2
4
25
49
Introduo aos processos de fabrico
Especificaes para o fabrico
1
T
e
m
p
e
r
a
t
u
r
a
d
e
f
u
s
o
(
C
)
10
2
10
3
10
Dimenso da srie de fabrico (No. de unidades)
10 10
3
10
2
10
4
10
5
10
4
Processos de ligao
Processos de corte
Processos de deformao plstica e
Pulverotecnologia
Fundio
Processamento de polmeros
Polmeros
Metais
Cermicos
50
Introduo aos processos de fabrico
Auto estudo
Resoluo dos problemas 2.1 ao 2.2 (Livro de exerccios resolvidos)
Revises de matria anterior - Cap. 3 Elasticidade
Resoluo dos problemas 3.3 e 3.6
Você também pode gostar
- Aula 7. Cristais de Pedras de Gemas. Parte 2.Documento42 páginasAula 7. Cristais de Pedras de Gemas. Parte 2.Denny FranciscoAinda não há avaliações
- Economia Mineral Brasileira - IBRAMDocumento20 páginasEconomia Mineral Brasileira - IBRAMcesarcmAinda não há avaliações
- Unidade 15 - Não Ferrosos Cu PDFDocumento30 páginasUnidade 15 - Não Ferrosos Cu PDFMário AlcântaraAinda não há avaliações
- Tabela de Aços e NormasDocumento57 páginasTabela de Aços e NormasRafaela RodriguesAinda não há avaliações
- Experimento 1 - Cloreto de Hexaaminocobalto (III)Documento6 páginasExperimento 1 - Cloreto de Hexaaminocobalto (III)Raquel AlmeidaAinda não há avaliações
- Planilha Calculo de Materiais ConstruçaoDocumento5 páginasPlanilha Calculo de Materiais Construçaoorlando luiz oliveira juniorAinda não há avaliações
- Pesquisa Geologica 3 Ano 2010Documento128 páginasPesquisa Geologica 3 Ano 2010marcos_ayala_12Ainda não há avaliações
- Metalurgia Do PóDocumento65 páginasMetalurgia Do Pócavalc105292100% (1)
- Catálogo Decor Colors - CelularDocumento28 páginasCatálogo Decor Colors - Celularleokesley58Ainda não há avaliações
- Química PPT - SaisDocumento35 páginasQuímica PPT - SaisQuímica PPT100% (4)
- 07-Plasticidade Dos MetaisDocumento19 páginas07-Plasticidade Dos MetaisIgor NarducciAinda não há avaliações
- Apostila Fios OrtodonticosDocumento9 páginasApostila Fios OrtodonticosAlexMedeirosFAinda não há avaliações
- Definição de Aço CarbonoDocumento3 páginasDefinição de Aço CarbonoGuilherme Campos de OliveiraAinda não há avaliações
- Catalogo CARBINOX TubosDocumento16 páginasCatalogo CARBINOX TubosJohnny PetrisAinda não há avaliações
- Resumo - Primeiro CapítuloDocumento2 páginasResumo - Primeiro CapítuloMaria Isabel Collasius MaltaAinda não há avaliações
- Tabela Completa 5 Algarismos v1 Colorida v4Documento1 páginaTabela Completa 5 Algarismos v1 Colorida v4Camila SiebraAinda não há avaliações
- Ligas de Cobre SociescDocumento87 páginasLigas de Cobre SociescLucas CostaAinda não há avaliações
- Aula5 NoxDocumento2 páginasAula5 NoxAgeu AlmeidaAinda não há avaliações
- Calagem e Adubação Do MaracujáDocumento24 páginasCalagem e Adubação Do MaracujáBruno Moreira100% (1)
- Lista Especificações LNECDocumento8 páginasLista Especificações LNECAntonio FrescoAinda não há avaliações
- A SinterizaçãoDocumento1 páginaA SinterizaçãoLoredi Madeira GorimAinda não há avaliações
- Produção Industrial de Ferro e AçoDocumento6 páginasProdução Industrial de Ferro e AçoEloi Carlos GoveAinda não há avaliações
- Materiais 1 MD PDFDocumento48 páginasMateriais 1 MD PDFElcio Vilanculo100% (1)
- Batista Gomes Dobradicas 2010Documento76 páginasBatista Gomes Dobradicas 2010Paulo BrilhanteAinda não há avaliações
- UsinabilidadeDocumento14 páginasUsinabilidadevictorAinda não há avaliações
- Determinação de Cloretos Solúveis em AlimentosDocumento4 páginasDeterminação de Cloretos Solúveis em AlimentosBruna Martins0% (1)
- Extensão de Cílios Curso VipDocumento9 páginasExtensão de Cílios Curso VipSheylla SilvaAinda não há avaliações
- Conformação MecânicaDocumento13 páginasConformação MecânicaRafael Henriques100% (1)
- Exercícios - Estequiometria PDFDocumento1 páginaExercícios - Estequiometria PDFnayaracoriolanoAinda não há avaliações
- 11 Metalurgia 30 Questoes Final11Documento12 páginas11 Metalurgia 30 Questoes Final11Gustavo Davi100% (1)