Escolar Documentos
Profissional Documentos
Cultura Documentos
Dados Tecnicos Vidro PDF
Enviado por
lrpdferreiraTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Dados Tecnicos Vidro PDF
Enviado por
lrpdferreiraDireitos autorais:
Formatos disponíveis
1 A INDSTRIA E A PRODUO DO VIDRO Toda produo de vidro resume-se essencialmente a reunir materiais bsicos baratos com pequenas quantidades
de aditivos, convertendo-os a um produto extremamente refinado. A maior parte do custo desse produto final est na instalao necessria. O objetivo primordial de um fabricante de vidro plano atuar como fornecedor bem sucedido para distribuidores, produ indo usualmente carre!amentos de "# toneladas $ camin%o de vidro em sries de taman%os padro. As divis&es semanais quanto ' produo esto relacionadas com esse objetivo e avaliadas face ao estoque no dep(sito do fabricante. )m relao a esse aspecto, si!nificativo que a maior fatia dos recursos do oramento de pesquisa de um fabricante destine-se ao aperfeioamento e otimi ao do processo primrio bsico, em ve de diri!ir-se ' ampliao de tecnolo!ia e de novos produtos. *omente compreendendo a nature a e o custo da fabricao, poss+vel explorar o potencial da tecnolo!ia. Indstria Primria O vidro plano usado em edifica&es fabricado em , ou " est!ios- da ind.stria primria, na qual o produto bsico plano ou produto principal fabricado e da ind.stria secundria na qual o produto primrio apurado e adicionado a outro. A vanta!em de usar uma tcnica secundria evitar corre&es de custo alto ' ind.stria primria. A ind.stria primria resume-se em !eral, a tr/s opera&es bsicas- fuso - modela!em - resfriamento 0 t/mpera1 Fuso A fuso consiste em aquecer os constituintes at uma temperatura entre ,.2## - ,.3##45, na qual eles se tornam fluidos e podem ser moldados. Mo da!"m
2 6 um processo durante o qual o vidro !radualmente esfria e endurece beneficiando-se da caracter+stica do material para endurecer, indo do estado l+quido a uma consist/ncia semel%ante ' do melado enquanto sua temperatura cai de ,.2##45 a 3##45. R"s#riam"nto $T%m&"ra' 6 o cr+tico terceiro processo. 7esfria-se por i!ual o vidro sob condi&es muito controladas, de 2##45 a ,##45. O termo T/mpera propriamente dito refere-se a um processo de aquecimento e resfriamento !raduais. 8a ind.stria do vidro, o termo usualmente aplicado ao processo final de resfriamento controlado, praticado em um lehr, asse!urando certas propriedades essenciais ao vidro como por exemplo, sua propriedade de ser cortado reto. 9todos de molda!em t/m mudado consideravelmente ao lon!o da %ist(ria da fabricao e um estudo das mudanas pro!ressistas dos mtodos de fabricao atravs do tempo, ajuda a avaliar os problemas e a per+cia dos fabricantes de vidro. Todos os processos anti!os usavam fuso, sopramento e fiao. Os 7omanos fi eram c%apas fundidas de at ,m", mas a ind.stria de janelas de vidro usando cilindros soprados se desenvolveu na )uropa *etentrional em torno de ,### d.c. em resposta a necessidades climticas e de estilo. A tcnica envolvia o sopramento de um !rande cilindro que era cortado aberto e ento ac%atado. :m avano paralelo durante a ;dade 9dia, foi o aperfeioamento da tcnica de fa er vidro como um disco rotativo. Ambos os mtodos - cilindro e disco resultaram em vidro fino, fraco e irre!ular, tornando-o inadequado para aplica&es que exi!issem uma superf+cie e resist/ncia como os espel%os e ve+culos. <idros liso e transparente para va!&es de trem eram ento tradicionalmente feitos por meio de fuso, pulveri ao e polimento. O uso desse vidro em edifica&es era proibitivamente caro. =or outro lado, as vidraas do =alcio de 5ristal indicavam que a fol%a soprada de 5%ances e a fina l>mina prensada de ?ames @artllA eram bastante similares em preo. A produo de c%apas finas, de boa qualidade foi revolucionada no comeo do sculo B;B pelo desenvolvimento simult>neo de vidro estirado na Cl!ica e nos ):A. A produo de vidro plano por meio de sopro de cilindro, disco rotativo ou molda!em intrinsecamente dif+cil de mecani ar nos tr/s casos e os fabricantes pesquisaram meios de obter produo cont+nua. )m ,D#E, Fourcault patenteou um processo de estiramento vertical, em que uma fenda moldada em barro refratrio abaixada at penetrar no vidro derretido que sobe dentro dela. O vidro fis!ado por uma lon!a isca ' qual adere e estirado verticalmente atravs de roletes, resfriado e temperado. O processo encontrava-se em operao comercial por volta de ,D,G, produ indo lar!uras padro de ,,Dm a ",Gm com espessuras variveis, obtidas pelo estiramento do vidro sob diferentes velocidades. )ssa tcnica possui um !rave defeito, associado ao fenHmeno de desvitrificao, que ocorre quando o resfriamento inadequadamente controlado e % cristali ao. 8o processo de Fourcault ocorre, usualmente na c>mara de estiramento, que a cristali ao de!rada a superf+cie da fenda,
3 esta requer limpe a semanal e causa considerveis embaraos ' continuidade do processo, a menos que medidas elaboradas sejam tomadas. )sse defeito no acontece, porm, no mtodo de produo con%ecido como processo de 5olburn ou IibbeA OJens, patenteado nos ):A em ,D#K. 8esse caso, o vidro fundido estirado por meio de uma isca de ferro atravs de roletes serril%ados. 6 ento reaquecido e amolecido para ser arqueado sobre um rolete at ficar em posio %ori ontal. )m se!uida, o vidro estirado no meio de tratores at entrar dentro do Lehr onde se fa a t/mpera. )mbora evitasse a desvitrificao, o processo americano dividia com o 9todo Fourcault o intr+nseco problema do contato com os roletes que tornava muito dif+cil evitar dano ou de!radao ' superf+cie do vidro. )sse aspecto foi superado no processo desenvolvido pela 5ompan%ia de <idro =lano =ittsbour!%, que basicamente uma verso vertical do processo 5olbourn $ Iibbe!e OJens. 8ele evita-se a necessidade de roletes ou de qualquer outra forma de contato superficial. O maior problema a ser superado era a tend/ncia de Lse acinturarL que sofre uma subst>ncia melada, quando est sendo estirada. ;sso se previne pelo uso de roletes serril%ados refri!erados na borda do estiramento. O processo de estiramento, foi o principal mtodo de fabricao de vidro plano barato para janelas pelo mundo todo at bem recentemente. ) ainda assim, em vrias partes do mundo. )ntretanto, o processo tem defeitos de produo intr+nsecos que provaram ser muito dif+ceis de evitar. A ao da !ravidade sobre o l+quido que est se resfriando cria varia&es na espessura que, num material transparente, t/m um efeito fundamental sobre sua propriedade primria. At os anos K#, a ind.stria precisava de um mtodo para a produo de vidro com espessuras diferentes mas constantes, com boa superf+cie. )le s( pHde ser encontrado no processo do vidro plano, no qual o vidro moldado ou prensado des!astado e polido. Tcnicas avanadas para fabricar vidro plano prensado coexistiram com as usadas para produ ir o vidro plano del!ado em fol%as nos primeiros anos do sculo BB. O processo de fabricao do vidro plano simples permaneceu o mesmo desde sua inveno em ,233 at os anos "#- uma tonelada de vidro derretido era derramada num leito, prensado com cilindros at a espessura de mais ou menos o dobro da medida final, temperado, e ento des!astado e polido, um lado de cada ve . O processo Cic%eroux, introdu ido no comeo dos anos "#, derramava o vidro entre dois cilindros . )ssa tcnica permitia que a espessura ori!inal do vidro produ ido alcanasse mel%ores toler>ncias e c%e!asse mais perto do que eventualmente se queria, resultando em menor perda de material e menos !astos. :ma ve redu ida a espessura ori!inal prensada, se podiam obter taman%os maiores por quantidade de massa de vidro em fuso. A falta de continuidade na produo em ambos os processos de compresso e de des!aste $ polimento continuava um obstculo, at que a Ford 9otor 5ompanA desenvolveu seu sistema na dcada de "#, para suprir a necessidade de vidros para autom(veis.
4 Ford inventou um sistema no qual o vidro fundido era alimentado continuamente entre os cilindros e em se!uida des!astado e polido continuamente. Os taman%os obtidos eram adequados somente para carrosM =ilNin!ton, no 7eino :nido, desenvolveu um sistema similar, de ,D"G em diante, para c%apas maiores. A produo completa cont+nua e din>mica 0inclusive a passa!em alm do limite entre t/mpera e des!aste $ polimento1 foi completada, em bases comerciais, em ,DG3, quando a fbrica de =ilNin!ton, de G"#m de comprimento foi instalada, unindo prensa!em com cilindros, t/mpera e os !/meos des!aste e polimento dos dois lados ao mesmo tempo. A prensa!em com cilindros, seja para a produo de vidros planos, seja para vidros moldados tem sido constantemente usada como tcnica desde esse tempo. 9uitas fbricas qua ainda esto em operao foram instaladas nessa poca. At a dcada de K#, todo vidro plano de janela era feito se!undo uma das duas tcnicas expostas at aqui. A prensa!em com cilindros era usada para fabricar vidro moldado, vidros de taman%os !randes, ou o produto bsico para c%apas planas polidas, que exi!issem um alto !rau de perfeio (ptica da superf+cie, completamente plana 0como para espel%os1M esse vidro era espesso e caro quando se exi!ia que tivesse boas qualidades de superf+cie. A outra tcnica, fabricao de fol%as de vidro, satisfa ia a necessidade de vidro barato para janelas, e tin%a um excelente acabamento queimado, porm, tin%a limita&es intr+nsecas de taman%o e no era poss+vel tornar sua superf+cie opticamente plana. A ind.stria estava ' caa de um mtodo de produo cont+nuo que pudesse fabricar vidro em espessuras diferentes mas opticamente constantes, apresentando boas qualidades de superf+cie. O &ro("sso d" F utua)o $o *idro # oat' O processo de flutuao, inventado e desenvolvido pela =ilNin!ton, representa uma das importantes contribui&es para a ind.stria do vidro. 8a fabricao, apropria-se de uma das principais caracter+sticas do processo de prensa!em com cilindros 0a colocao do material %ori ontalmente1 e inte!ra-o ao princ+pio do fluxo cont+nuo em um passo radical. O processo de flutuao opera sobre o princ+pio de que o vidro, a ,,#45, ajuda a manter fundido o estan%o no qual flutua- o estan%o tem seu ponto de fuso a "G"45, um dos mais baixos de todos os metais, e um ponto de fervura a "O"#45. <idro fundido derramado sobre estan%o dever, portanto, tendo peso espec+fico mais baixo, flutuar nele, afundando-o cerca de 2mm. 8essas tr/s propriedades - pontos de fuso, peso espec+fico e tenso de superf+cie 0que controla a profundidade da imerso1 residem a caracter+sticas notveis do processo de flutuao. Todas as fbricas que usam a flutuao so desen%adas sob os mesmos princ+pios bsicos. :ma fbrica padro que empre!a o processo de flutuao, compreende " partes funcionais principaisa1 a instalao dos lotes de material
5 b1 a lin%a de produo por flutuao A insta a)o &ara os ot"s d" Mat"ria 6 aqui que as matrias-primas so estocadas e misturadas aos vrios componentes necessrios para os vidro de diferentes composi&es produ idos na lin%a de flutuao. Trata-se de um edif+cio isolado, com vrios andares, de mais ou menos G#m de altura. Os materiais para a produo do vidro claro, padro, pelo processo de flutuao, so- areia - cin a de soda 08a", 5OG, para converso a 8A"O1 - pedra de cal 05a5OG, para converso a 5AO1 - dolomita 05a$9! 5OG, para converso 9!O1 - sulfato de s(dio cru - aparatas de vidro 0vidro quebrado reciclado1 Ap(s a mistura, os lotes misturados so transportados por camin%&es basculantes em car!as de E toneladas por camin%o, ou em esteiras rolantes at a extremidade do tanque. A in+a d" # utua)o 7equer os se!uintes potenciais de fabricao- A produo de um fluxo cont+nuo de vidro fundido, na mistura requerida a ,,##45. - O estiramento disso atravs do estan%o fundido para obter as espessuras variadas do vidro. A espessura LnaturalL do vidro no estan%o 0 dada a tenso superficial1 est entre 2mm e Omm. =ara obter vidro mais fino preciso esticar a tira de vidro puxando-a mais rapidamente por meio de roletes no lehr de resfriamento 0t/mpera1, enquanto se restrin!e sua tend/ncia para Lacinturar-seL. =ara obter vidro mais !rosso, preciso restrin!ir o fluxo lateral normal por meio de anteparos. A espessura, variando de ",Kmm a "Kmm
6 produ ida re!ularmente. 6 teoricamente poss+vel produ ir espessuras de at GKmm. A lin%a requer os se!uintes componentes principais. - tanque de fuso - ban%o de flutuao - lehr de resfriamento 0t/mpera1 - corte automtico - processo de estoca!em automtico. O processo tal que no pode ser parado sem ruptura prejudicial, e as fbricas podem ser operadas por vrios anos sem maiores reformas ou reparos. O tan,u" d" #uso Tem 2#m de comprimento, ,"m de lar!ura e ,,Km de profundidade e suporta ".,## toneladas de vidro. Os enormes tanques modernos suportam at K.### toneladas. O tanque assenta-se sobre uma c>mara de ventilao de ,Km de profundidade constru+da em alvenaria ventilada. A c>mara a fonte de ar usada para fornecer oxi!/nio para a fornal%a re!enerativa sobre a qual se assenta o tanque. A fornal%a , em !eral, aquecida a (leo 0com facilidades para substituio por !s1, e opera de ambos os lados com uma substituio a cada "# minutos. )nquanto um lado est ardendo, os !ases !erados so eliminados pelo outro lado atravs dos dutos subjacentes. A c>mara atua como um cano de c%amin, e re!enerador do calor. A alimentao da lin%a com a mistura se fa a partir do recipiente provis(rio de recepo em direo a um coc%o basculante que corre sobre um tril%o suspenso na frente da fornal%a. :ma ve c%eio, o coc%o cru a a boca da fornal%a, e o composto, inclina-se por meio de um rolete resfriando a !ua, e cai dentro da fornal%a junto com o vidro reciclado partido 0cullet1 que vem da outra extremidade da lin%a. A fornal%a aquece o composto entre ,K##45 a ,2##45, o vidro flui para o tanque e resfria at ,,##45, sendo o resfriamento final por ar frio soprado sobre o vidro fundido. O n+vel do vidro fundido automaticamente controlado at mais ou menos Kmm. O processo todo monitorado usando circuito fec%ado de televiso 0monitores li!ados a c>maras focali am o interior do tanque1 e computadores, de uma sala de controle adjacente envidraada.
7 8a extremidade do tanque, a massa derretida a ,,##45 passa atravs de um refinador, no qual os !ases dispersos so eliminados e ela despejada atravs de canal sobre o estan%o.
O -an+o d" # utua)o Trabal%a em funo do princ+pio de que o vidro fundido a ,,##45 derrete o estan%o num ban%o raso. O tanque tem KKm de comprimento por 2##mm de profundidade e uma lar!ura interna de O,2m, contendo cerca de ,3## toneladas de estan%o fundido. A alta densidade do estan%o !arante que o vidro flutue ' sua superf+cie. O tanque selado e a atmosfera interior alimentada com %idro!/nio e nitro!/nio para evitar a oxidao do estan%o. A continuidade do processo mantm uma tira de vidro fluindo para dentro do ban%o, condu indo-o para o lehr de resfriamento 0t/mpera1 a 2##o5. A profundidade normal de imerso de 2 - Omm torna a produo do vidro de 2mm ra oavelmente fcil. Aumentando a velocidade dos roletes no alto do lehr de resfriamento, estira-se o fluxo para produ ir vidro mais fino- o acinturamento evitado com roletes laterais acima do tanque. <idro mais espesso produ ido com anteparos. A lar!ura mxima poss+vel em !eral de GK##mm, o que rende uma tira .til de G,"mm . :m n+vel de fluxo de ,,,K m$% rende vidro espesso de Emm. Tanques mais lar!os, de at Em, esto sendo co!itados para novas lin%as. 9udar a espessura comparativamente rpido- mudar de Emm para Kmm leva EK minutos - envolvendo uma perda para cullet 0aparas1 de cerca de D##m. 8a extremidade do tanque,o vidro a 2##45 tem uma resist/ncia de superf+cie suficiente par evitar que seja marcado pelos roletes de ferro do lehr de resfriamento. O processo de flutuao monitorado por circuito fec%ado de T< e por computadores e to facilmente controlado como o est!io do tanque de fuso. Lehr d" R"s#riam"nto $t%m&"ra' )sse processo resfria o vidro sob condi&es muito controladas para produ ir um material com propriedades corretas, particularmente adequado ao corte. O lehr de resfriamento 0t/mpera1, ou c>mara de resfriamento 0de aproximadamente ,## metros de comprimento1, consiste principalmente de uma caixa fec%ada dentro da qual o vidro passa sobre roletes, e a temperatura de qualquer lar!ura de vidro controladaM isso envolve aquecer as bordas
8 em certos pontos enquanto o centro est sendo resfriado. 8o momento em que o vidro aparece, sua temperatura cai para ,##45, sendo em se!uida resfriado sob tubos de ventilao com furos com centros a cada OK a ,##mm, usando ar ambiente. V"ri#i(a)o automti(a " (ort". P medida que o vidro emer!e do lehr, passa atravs de um ponto de controle no qual iluminado de cima por uma l>mpada de vapor de merc.rio refletida num espel%o. O espel%o reflete uma lu re!ular para baixo atravs do vidro sobre uma superf+cie branca perfeita sob os roletes. A c>mara de T< posicionada sob o vidro transmite uma !ravao cont+nua de imperfei&es no vidro. Todas as imperfei&es observadas so re!istradas no computador e o setor concernente cortado e descartado durante o processo de corte subsequente. O corte automtico transversal, dia!onal e linear reali ado em resposta a ordens contidas nos computadores. Os lotes de vidro so apan%ados e empil%ados aos lados da lin%a para estocamento. Quin e taman%os padro so cortados continuamente mantendo altos os estoques. Tin!im"nto da su-st/n(ia A introduo de corantes qu+micos, para a fabricao de produtos de controle de irradiao - transmisso feita por modificao da srie. As cores t+picas verde, cin a e bron e so obtidas desse jeito. )sse processo encerra um problema - c%ave para o fabricante de vidro, dado que o processo cont+nuo, e pode levar quatro dias desde a adio do componente para que a mistura fundida produ a uma cor consistente. A um n+vel cont+nuo de fluxo de ,###m$%, isso pode criar at G##.###m" de produto desperdiado - cullet 0 aparas1 ou vidro para mobilirio, cada ve que a cor mudada. O desperd+cio extremamente alto associado ' mudana de cor da subst>ncia 0suficiente para ,# !randes edif+cios1 levou a ind.stria a !uiar-se por dois princ+pios- restrin!ir as cores comerciali adas e desenvolver mtodos alternativos de modificar a transmisso de ener!ia. A =ilNin!ton por exemplo s( fabricou " das G cores - cin a e bron e1 comerciali adas no 7eino :nido nos anos 3#. Lverde anti-solarL foi importado de sua fbrica alem para o seu mercado no 7eino :nido, um t+pico exemplo da demanda do mercado mundial para tornar vivel uma fbrica. Modi#i(a)o da su&"r#0(i" )m ve de fa er altera&es no conte.do da mistura completa, os fabricantes primeiro concentraram-se particularmente nas mais recentes tcnicas de revestimento na modificao da superf+cie. Assim, +ons metlicos 0como c%umbo e cobre1 foram lanados sobre a superf+cie do vidro dentro do ban%o de flutuao por fora eletromotiva. Produ)o
9 O =rocesso de flutuao depende da produo cont+nua de uma tira de vidro que deve ser estocada. :m objetivo padro de produo fabricar car!as de "# toneladas $ camin%o empil%adas em taman%os de estoque para satisfa er a demanda. 5omo um procedimento padro, se costuma cortar o material em comprimento de 2m para estoca!em. Es&"ssuras O vidro assim produ ido feito rotineiramente em espessuras que variam de "mm a "Kmm. A produo experimental de K# a ,## m+crons est sendo desenvolvida embora falar em vidro muito fino soe como um meio econHmico de usar a lin%a para !erar a rea mxima de superf+cie por quantidade de massa de vidro, no o mtodo de produo mais rentvel. Os mel%ores retornos so do vidro de Emm e de 2mm por causa da demanda para substituio e mercados de constru&es novas, enquanto os vidros mais finos e fracos so usados para produtos como os vidros laminados. Manut"n)o Al!uma manuteno pode ser reali ada sem esva iar e limpar completamente a fbrica. O estan%o, por exemplo, permanece aceitvel e no contaminado durante anos, precisando apenas ser completado. :m reparo a frio ou manuteno necessrio a cada K anos mais ou menos.
Pr"nsa!"m (om 1i indros )mbora o processo de flutuao ten%a vindo a dominar a ind.stria primria do vidro no mundo desenvolvido, o vidro prensado ainda tem um imenso mercado, e proporciona uma extensa srie de produtos. O vidro prensado no pode ter as duas faces paralelas relativamente bril%antes queimadas do processo de flutuaoM mas, pode ser produ ido em pequenas e econHmicas partidas de vidros de diferentes composi&es em !eral caracteri ados por uma superf+cie moldada e uma spera. A prensa!em compreende K est!ios de fabricao- fuso - prensa!em
10 - resfriamento - corte - estoca!em Fuso Areia, cullet 0apara1 - ,# a "R - e outros constituintes necessrios, misturados em uma instalao em srie, so virados em um recipiente para fuso aquecido a !s a cerca de ,,##mm de profundidade. O calor suprido por maaricos colocados acima da instalao. A massa aquecida at atin!ir de ,2##45 a ,3##45 e ento flui de encontro aos cilindros, sob condi&es de temperatura controladas, para asse!urar que os alcance numa consist/ncia adequada de LmelaoL Mo da!"m O vidro fundido derramado como uma tira de cerca de ,E## mm de lar!ura em direo aos cilindros principais. Os cilindros, com aproximadamente "E#mm de di>metro, so remov+veis e produ em num padro repetido na superf+cie do vidro, cujo comprimento i!ual ' circunfer/ncia do cilindro, ou a um frao dele 0cerca de OK#mm1. A srie de moldes 0padr&es1 estocados requer troca freqSente de cilindros em resposta 's necessidades de reestoca!em e a mquina desen%ada para permitir que a troca dos cilindros 0para limpe a ou mudaa de desen%o1 seja reali ada por uma equipe de mais ou menos ,# pessoas em G# minutos. ;sso requer que o fluxo de vidro seja barrado com conseqSente perda de produo. R"#r"s(am"nto2 1ort" " Esto(a!"m )sses processos so !eralmente os mesmos dos descritos em relao ao processo de flutuao, embora, quase sempre, com menos automao.
Produtos
11 A simplicidade comparativa das tcnicas de laminao tornam poss+vel a produo de muitos produtos diferentes, e torna-os adequados para adaptao a insero de camadas intercaladas com arames. A insero de arames de reforo uma das mel%ores aplica&es existentes da tcnica de camadas intercaladas. Os tel%ados imensos, necessrios para as esta&es ferrovirias, edif+cios para exposio e feiras da "T metade do sculo B;B, junto com a preocupao crescente com o jo!o, criaram a necessidade de al!um tipo de vidro de se!urana. A primeira patente foi tirada em ,3KK, e a =ilNin!ton iniciou a fabricao em bases comerciais em ,3D3. =rodutos contempor>neos incluem mal%as de 2mm, redes soldadas de mal%as de ,",Kmm e redes com mal%as %exa!onais de "Kmm. O rolo de rede introdu ido no vidro quente enquanto ainda est em estado malevel, por meio de um cilindro colocado justamente na frente dos cilindros principais do vidro. 8ovos produtos se obt/m com facilidade desde que encaixem nos critrios de molda!em e fabricao do processo. 8ovos mtodos de !ravao com cilindros esto constantemente sendo desenvolvidos e usados incluindo foto-!ravao. 8ovos padr&es requerem um pedido de no mais que ,####m" para serem economicamente viveis 0o equivalente ao fornecimento completo de um prdio de G# andares1. Fa-ri(a)o s"(undria A fabricao primria, a produo de vidro plano numa srie de passos inte!rados da fuso, passando pela molda!em at a t/mpera, cria uma enorme srie de produtos os quais, %istoricamente satisfi eram e criaram o mercado. )ntretanto, arquitetos, desi!ners e consumidores em !eral, tem aumentado a demanda de produtos com mel%or desempen%o do que uma simples l>mina temperada. 8ecessidades de resist/ncia, se!urana e desempen%o tcnico obri!aram a ind.stria a desenvolver novos materiais feitos para padr&es mais exi!entes, e no a!ora espantoso, em um mercado nacional, que mais vidro seja usado para manufatura secundria do que para simples vidraas na sua forma primria produ ido de uma forma ou de outra. =ara a ind.stria do vidro como um todo, esses produtos no so meramente um meio de vender mais vidro para satisfa er demandas mais altasM so produtos de valor, acrescentados para satisfa er um mercado sofisticado crescente com materiais de custo intr+nseco mais alto, tirando maior lucro de um metro quadrado de vidro. As tcnicas de fabricao usadas pela ind.stria secundria, variam do simples e comparativamente tradicional, aos mtodos de tecnolo!ia extremamente aperfeioados, resultantes do uso de avanos da f+sica. Uessas tcnicas dependem muitos dos produtos do futuro e o con%ecimento deles d uma indicao das dire&es poss+veis. Endur"(im"nto &" o (a or da t%m&"ra
12 A produo de um vidro se!uro tem sido um objetivo dos fabricantes por mais de um sculo, mas foi s( por volta de ,3O# que a tcnica foi dominada. )nvolvia aquecer intensamente vidro e esfri-lo em (leo. )m ,D"3, os franceses desenvolveram o SECURITM o mtodo de produo consistia na suspenso do vidro em uma fornal%a eltrica, se!uida de rpido resfriamento reali ado soprando ar frio em ambos os lados. )sse mtodo ainda usado mas tem a desvanta!em de deixar marcas das tena es !ravadas na superf+cie do vidro, por onde ficou preso suspenso verticalmente durante o processo. Uurante os ,# .ltimos anos, o processo vertical foi substitu+do pelo %ori ontal onde as demandas do mercado justificassem o alto investimento de capital necessrio. =rodu -se um vidro de mel%or qualidade, livre das marcas das tena es, da sua distonao e esticamentoM sendo ainda plano suficiente para polimento duplo ou laminao. O processo %ori ontal descrito a se!uir. 5riar a resist/ncia no vidro, por qualquer que seja o processo, requer cinco passos- molda!em e trabal%o - lava!em - aquecimento - resfriamento - imerso em calor Mo dar " tra-a +ar As tens&es constru+das no endurecimento tornam o trabal%o com o vidro imposs+vel ap(s este processo. =or essa ra o, o des!aste das bordas e polimentos, a formao de orif+cios e cortes de qualquer tipo, devem ser reali ados antes da t/mpera. O impacto mais si!nificativo que isso tem na prtica normal que todo vidro temperado deve ser cortado e processado se!undo os pedidos para satisfa er a lin%a de monta!em para a qual planejado. ;sto coloca demandas especiais no tempo de obteno e viabilidade. 3a*a!"m A lava!em essencial para asse!urar que o vidro que entra na fornal%a esteja perfeitamente limpo. A,u"(im"nto
13 A ess/ncia do processo de t/mpera reali ar o aquecimento cuidadosamente controlado antes do resfriamento. A fornal%a uma c>mara de 3#m de comprimento aquecida at a temperatura de 2"K45. O vidro condu ido atravs dela sobre cilindros de cerca de K#mm de di>metro e a intervalos de ,K#mm, e alcana a temperatura da fornal%a de maneira !radual e controlada. A principal dificuldade a de conse!uir manter a temperatura re!ularmente controlada em toda a rea. )m fornal%as modernas as c%apas de vidro so oscilantes permitindo que o equipamento seja menor. R"s#riam"nto O vidro deixa a fornal%a e vai para o equipamento de resfriamento. )sse compreende jatos sobre ou sob o vidro, soprando ar ' temperatura ambiente sobre a sua superf+cie. Quanto mais alto o !rau de resist/ncia requerido, mais depressa sopra-se o ar.
Im"rso "m 1a or Ap(s a t/mpera, o vidro imerso em calor a "D#45 por vrias %oras, para testar a qualidade de %omo!eneidade do material e, particularmente, para testar a presena de sulfeto de n+quel que levam o vidro a despedaar-se. Produtos O uso de fornal%as com Lpiso rolanteL permite que vidros espessos e tin!idos possam ser aquecidos sem a marca das tena es. As lar!uras dispon+veis dependem da lar!ura planejada para o equipamento e o forno corrente t+pico na )uropa pode produ ir vidro de E metros de comprimento por ",##mm de lar!ura. Os padr&es de se!urana requeridos so em !eral definidos pelo n.mero de part+culas produ idas despedaando o vidro num simples !olpe, de modo padro, e contando os cacos numa rea de ,##mm quadrados. O maior taman%o de vidro temperado dispon+vel varia de fabricante para fabricante, com as dimens&es mximas dispon+veis de at ",Em e Km. Ar,u"am"nto ou 1ur*atura O arqueamento uma das tcnicas secundrias mais anti!as, e caracter+stica por exemplo, da arquitetura do =er+odo da 7e!/ncia in!lesa no in+cio do sculo B;B. O arqueamento repousa no aquecimento controlado do vidro at o ponto em que se torna malevel e relaxa para ser colocado num molde, se!uido de resfriamento e endurecimento. Tr/s mtodos so correntemente usados- molda!em 0 ou arqueamento1, arqueamento preso e tena es e arqueamento na fornal%a com Lesteira rolanteL.
14 8o processo comum de molda!em, moldes de ao brando de espessura de mais ou menos Gmm so batidos em painel at a curvatura desejada, testando-a com toras ou mastros. O molde pulveri ado com !esso seco em p( at uma espessura de , a ,,Kmm para prote!er o vidro da superf+cie de metal. O molde ento colocado sobre um leito de tijolos numa carretil%a, e o vidro plano, cortado exatamente na correta medida da circunfer/ncia, colocado sobre ele. O leito ento movido para uma estufa, aquecida a uma temperatura entre 2## a O##V5. O processo de aquecimento, arqueamento e resfriamento leva cerca de quatro %oras. O taman%o mximo de uma pea arqueada somente afetada pela disponibilidade do pr(prio vidro plano e o taman%o da estufa, o que por sua ve depende da demanda . :ma estufa t+pica para vidro para arquitetura tem um pouco mais que "m de lar!ura por ,,"m de altura e Gm ou mais de comprimento. 8o arqueamento com ajuda de tena es, o vidro mer!ul%ado na fornal%a e aquecido, depois levantado e comprimido na forma antes de ser resfriado. O mtodo da esteira rolante molda o vidro enquanto ele est sendo levado lentamente, dessa forma produ indo os maiores taman%os poss+veis. A facilidade do arqueamento depende da espessura do vidro e ,#mm a maior espessura de vidro comumente arqueada. O menor raio poss+vel de mais ou menos ,K#mm, dependendo da espessura do vidro. Arqueamentos temperados podem ser reali ados mas no esto em !eral dispon+veis em taman%os maiores do que aqueles usados em pra-brisas de Hnibus. A laminao poss+vel, usando limadeira de resina ou uma camada de butiral polivin+lico 0=<C1. 8um processo t+pico de limadura com resina as duas c%apas de vidro a serem laminados so arqueadas juntas com um espaador flex+vel da espessura correta. Uepois do arqueamento e do resfriamento, espaadores de borda de fita adesiva so usados para criar a correta profundidade da cavidade, a resina derramada dentro e ento curada numa Lcaixa de lu ultravioletaL ou simplesmente durante um tempo extra. O mtodo de molda!em pode ser usado para fa er vidro laminado =<C, permitindo que duas c%apas finas caiam juntas no molde, uma em cima da outra como usado para pra-brisas de autom(veis. )sse processo adequado para produo em lar!a escala 0do mesmo taman%o e raio1 e no , em !eral, usada em arquitetura. 3amina)o O principal vidro de se!urana depois do temperado o laminado, que pode tambm ter uma variedade de outras aplica&es. A lar!a escala do mercado de vidro laminado bem recenteM foi consolidada no 7eino :nido, depois da publicao dos novos =adr&es de *e!urana Crit>nicos em ,D3". O princ+pio da laminao a a!lutinao de duas ou mais c%apas de vidro com uma camada intercalada. @ em vo!a duas tcnicas de fabricao dispon+veis.
15 8a laminao com resina, fol%as de vidro so unidas com um espao entre elas, formado por uma fita adesiva de dupla-face colocada em seu per+metro. :ma quantidade calculada de resina l+quida, correspondente ao volume dado de ar, derramada na cavidade. Quando todo o ar tiver sido deslocado a borda aberta selada e o produto laminado !uardado %ori ontalmente, enquanto a resina cura para formar a camada intercalada r+!ida. )sse processo tem a vanta!em de permitir que uma cavidade de dimens&es flutuantes 0tal como produ ida com vidro moldado ou feito a mo1 seja preenc%ida. O mtodo mais usual e tecnicamente mais importante, necessita do uso de uma l>mina plstica intercalada 0em !eral =<C1. A propriedade do =<C essencialmente mais .til que, sob calor e presso, se converte de material transl.cido em um adesivo muito forte e claro. *ete est!ios bsicos fa em parte do processo usual- corte automtico - lava!em - acomodao - pr-aquecimento - passa!em por autoclave - teste - acabamento
1ort" automti(o O processo de corte para minimi ar o desperd+cio comum a muitos processos secundrios, mas, por conveni/ncia, somente um mtodo completamente automati ado descrito em detal%es aqui.
16 A anlise dos pedidos processada pela otimi ao de fHrmas computadori adas, para definir como cortar as fol%as de !rande padro desperdiando o m+nimo. Os resultados da otimi ao so !ravados e alimenta os controles das mquinas de corte. :ma mquina cortadeira compreende quatro principais componentes- uma mesa de cortar de cerca de Om de comprimento por Em de lar!ura. ;nclui jatos de ar diri!idos para cima para acolc%oar o vidro, e uma cortadeira automtica com pontas de carboneto 0carbide1 de tun!st/nio. 5om o movimento da cortadeira para cima e para baixo e transversalmente a fol%a controlada pela fita ma!ntica do otimi ador. - numa "V mesa, com o mesmo taman%o e desen%o da mesa de corte, que a!e como mesa de suporte, move-se o vidro marcado sobre roletes. :ma marca no vidro lida por um mini ol%o automtico que pra o vidro na lin%a das marcasM ele levantado, e isto quebra-o. - :ma GV plataforma constitu+da de roletes e de cintas que se movem perpendicularmente. )las servem para mudar a direo do trajeto do vidro para pass-lo entre um conjunto de rodas que se move para cima e para baixo. - 8a ET e .ltima plataforma de apoio, as fol%as cortadas so er!uidas e temporariamente empil%adas. 3a*a!"m O vidro ento lavado com !ua desminerali ada. A(omoda)o )sse processo manual simples reali ado numa rea fec%ada na qual a umidade e temperatura so cuidadosamente controladas- as qualidades tcnicas e de vapor do =<C so cr+ticas quanto ao seu uso. O problema que o =<C %i!rosc(pico e por isso, fica li!eiramente pe!ajoso 's temperaturas ambientes. Os produtos europeus e americanos so enviados em camin%&es refri!erados para manter o material abaixo de mais ou menos ,#V5 e seco. :ma ve enviado, o material tem que ser mantido ' mesma temperatura at o momento de uso. Al!uns produtos japoneses so pulveri ados para manter as superf+cies enroladas separadas mas isso demanda lava!em, e certos produtos so mais dif+ceis de pr-aquecer no processo de laminao. Os rolos de =<C de G## - E##m de comprimento so mantidos numa sala fresca adjacente. As espessuras mais usadas so as de #,G3mmM #,O2mm e ,,K"mm. O produto de #,G3mm usado para o vidro !rosso comum, laminado, de 2,Emm, combinado com duas fol%as de Gmm produ idas pelo processo de flutuao. Uepois de removido para a sala de laminao, o material leitoso opalescente desenrolado e cortado no taman%o exi!ido.
17
Pr45A,u"(im"nto Ap(s a acomodao manual do vidro e do =<C, o produto laminado retirado da sala e passa em roletes atravs de uma prensa de reaquecimento. A temperatura mantida a cerca de "##V5, e a ao secadora remove o ar, aquece o material e d adeso ao produto permitindo que seja er!uido como uma unidade laminada. 8esse est!io o material transparente, mas no limpo. Im"rso "m Auto( a*" As fol%as laminadas pr-aquecidas so ento retiradas e colocadas numa autoclave aquecida eletricamente. As fol%as empil%adas so aquecidas de ,EKV5 a ,K#V5 a presso de ,K"lb por pole!ada quadrada. L5o in%-lasL leva quatro %oras com um aquecimento mais alto de D# minutos, terminando com um resfriamento at a temperatura de EKV5, na qual a presso do ar relaxada. A passa!em pela autoclave transforma o =<C opaco em um adesivo claro e a presso remove todo o ar. Uurante esta passa!em pela autoclave pedaos de G##mm" so tambm co idos para teste. T"st"s ;sso fundamental para o controle de qualidade, e tambm usado como um mtodo de prova para tcnicas e varia&es no material. Os testes principais incluem impacto e mudana circunstancial. Os testes com impacto de socos envolvem derrubar uma bola de meia libra de diferentes altura 0 # ps no caso de vidro laminado de 2,Emm1 O modelo resultante de fra!mentao $ ruptura uma medida da adeso do laminado e da instabilidade do =<C. 8o teste circunstancial o laminado fervido em !ua por duas %oras. O =<C liberado com um teor de vapor de #,GK e os testes mostram que se este sobe, a adeso cai. Os testes t/m mostrado que as varia&es nos procedimentos de produo podem afetar consideravelmente a adeso. )m !eral, a adeso mel%or quando os dois lados expostos ao ar, do vidro em flutuao, so li!ados ao =<C - o que pode comear a ter import>ncia sob certas circunst>ncias. Tambm, foi demonstrado que a pequena quantidade de vapor depositada inseparavelmente sobre a superf+cie do vidro pode efetivamente contribuir para a adeso.
18 As fbricas de =<C muito auxiliam ao recomendar o uso de seu produto e fornecem !rande quantidade de informa&es sobre o processo de laminao. A(a-am"nto )m se!uida ' passa!em pela autoclave, o produto laminado limpo e empil%ado para ser enviado.
Produtos A produo normal de vidro laminado =<C de 2,Emm pode representar at tr/s quartos da produo total de um fabricante. )ntretanto, % muitos produtos laminados diferentes. A laminao um processo de !rande import>ncia nas ind.strias de aviao e ve+culos, onde pouco peso, alta resist/ncia e se!urana so essenciais. )st adquirindo import>ncia crescente na construo. A %abilidade para produ ir um produto transparente, laminado a temperaturas relativamente baixas, oferece !rande versatilidade- um s( produto com muitas propriedades. Os fabricantes se declaram vivamente interessados em discutir novos produtos, que so facilmente desenvolvidos numa ind.stria essencialmente artesanal. 5om as preocupa&es sempre crescentes com se!urana e confiabilidade, tais discuss&es so importantes para o futuro. 6ra*a)o A !ravao se apoia no fato de que o vidro sujeito ao ataque de al!uns cidos, notadamente cido %idrofluor+drico. O resultado, 's ve es c%amado LfoscamentoL, uma superf+cie opaca no lado submetido ' corroso pelo cido, produ indo 0 quando cuidadosamente controlado1, uma superf+cie re!ular transl.cida, opaca. <apores ou ban%os do cido podem ser usados dependendo do que se pretende, uma !ravao profunda ou somente uma superf+cie levemente fosca. :m termo comum usado para descrever o processo simples !ravao com Lcido brancoL. O uso de cido %idrofluor+drico por si s(, dissolve a superf+cie do vidro mas pode deix-la relativamente clara. :ma combinao de cido %idrofluor+drico e um alcalino como bifluorido de s(dio, produ um acabamento spero, fosco, branco, leitoso.
19 :m tratamento posterior com cido %idrofluor+drico dilu+do clareia a superf+cie fosca para produ ir um acabamento de Lcido mati adoL que mais transl.cido e fcil de limpar. Tratamentos posteriores produ em o que con%ecido como acabamento LacetinadoL, a mais delicada forma de acabamento por !ravao. A !ravao pode ser usada para criar desen%os !rficos no vidro. 5era aplicada para criar Lresist/nciaL na superf+cie do vidro, e o desen%o desejado cortado na cera para revelar o vidro embaixo. O cido no ataca a cera e a !ravao s( tem lu!ar onde o vidro fica exposto. O uso de Lresist/nciasL em vrios est!ios de !ravao m.ltipla usado para criar desen%os no vidro. Uso do 7ato d" Ar"ia O jato de areia o outro meio convencional de !ravar a superf+cie do vidro. A tcnica mereceu crdito ap(s ser patenteada por Cenjamim Til!%man em ,3O#. )le era um f+sico da Filadlfia, e sua patente era para o processo que envolvia uma corrente de areia impelida por vapor, ar ou !ua para a!uar, perfurar, moer, recortar e pulveri ar ou !ravar pedra, metal, vidro, madeira a outras superf+cies duras e s(lidasL. Uesde ,3O#, a tcnica floresceu em muitas ind.strias, e a areia tem sido substitu+da por uma variedade de outros materiais cortantes, como !ros de cor+ndon. 6 poss+vel cobrir certas partes da superf+cie do vidro para mant/-las intocadas e a tcnica usada por artesos do vidro.
Esma ta!"m 1"r/mi(a Os anos 3# assistiram ' extenso do uso da esmaltao seri!rfia sobre o vidro. )ssa tcnica existe 0at a!ora1 como um primo relativamente menos aperfeioado do que a tecnolo!ia de pel+cula fina, j que modifica a apar/ncia e o desempen%o do vidro pelo uso de uma tcnica de revestimento de superf+cie muito menos complexa. A c%ave para a esmalta!em a fuso de uma LtintaL cer>mica na superf+cie do vidro ' temperatura de solidificao de cerca de 2"# a 2K#V5, na qual o menor amolecimento do vidro cria uma ader/ncia fundida e uma superf+cie de esmalte muito resistente, efetivamente to dura quanto o pr(prio vidro. Uepois de cortadas nas dimens&es necessrias para a fol%a, os recortes do vidro so torturados 0as bordas reservadas1. As c%apas so ento lavadas antes de serem condu idas sobre as mesas planas rolantes, normais, que se usam para transportar vidro, at a mesa de seri!rafia.
20 A pr(pria seri!rafia usa as telas usuais de poliester impressas foto!raficamente como as que so usadas e outros processos de arte, com um taman%o de mal%a visual em torno de D# lin%as$cm. A moldura de seri!rafia colocada em contato com o vidro e a tinta cer>mica especial, que pode ser liberada por uma ran%ura no revestimento e cobertura, ento Lesfre!adaL atravs da tela sobre o vidro. O vidro ento movido rapidamente para uma c>mara de seca!em onde secado ou ' temperatura ambiente por ," %oras, ou mais rapidamente a D#V5. Iimpe a essencial neste est!io para manter a tinta .mida livre de part+culas de poeira. Uepois de seco, o vidro solidificado, o lado revestido virado para cima, ' temperatura normal de 2"#V a 2K#V5. A nature a da tinta cer>mica, particularmente por seu teor de c%umbo, provoca a fuso da tinta na superf+cie recm-amolecida do vidro, e forma uma superf+cie de esmalte vitrificado resistente, quase to forte quanto o pr(prio vidro, e perfeitamente aderida a ele. A adeso e a resist/ncia so to boas que o vidro pode ser polido$revestido na superf+cie externamenteM mas isto, em !eral no aconsel%ado, uma ve que o c%umbo na tinta pode se transformar em sulfeto de c%umbo se exposto ao tempo, o que escurece as cores. Todas as cores esto dispon+veis com a condio de que a cor final pode unicamente ser fixada quando a queima j tiver sido reali ada, uma ve que a tinta muda de cor no processo de solidificao. Uepois de solidificado, o vidro , freqSentemente, imerso em calor, num processo semel%ante ao descrito para a solidificao em !eral. O taman%o mximo das c%apas comandado pelo taman%o da estufa de solidificao. ;nicialmente, vidros esmaltados eram para uso decorativo ou de escurecimento interno. )ntretanto, a =ilNin!ton, por exemplo, est estabelecendo seus critrios de desempen%o de transmisso que so diferentes dos vidros tintos ou revestidos de fina pel+cula. A tinta cer>mica tende a bloquear todas as freqS/ncias i!ualmente em ve de seletivamente, o que causa a diminuio da transmisso da lu ao custo da transmisso completa por coberturas de alta porcenta!em. =or exemplo, uma cobertura de cer>mica branca de ,##R proporciona uma transmisso de lu transl.cida de "KR, mas at E#R de transmisso total de calor. A esmalta!em com tinta cer>mica oferece toda uma nova srie de produtos para um arquiteto interessado em explorar o vidro, obtendo vrios !raus de transpar/ncia e translucide na mesma pea. )dif+cios si!nificativos j foram constru+dos no fim dos anos 3# exemplificando esses novos meios de expresso. Vidra)as d" #o +as m ti& as
21 8as .ltimas dcadas, as vidraas de fol%as m.ltiplas tornaram-se uma enorme ind.stria nos pa+ses desenvolvidos, transformando-se mais e mais em padro em todos os tipos de construo. Os benef+cios da dupla ou m.ltipla vidraa foram con%ecidos durante sculos mas sua implementao bem sucedida requer que as fol%as duplas possam ser abertas para limpe a ou que sejam seladas %ermeticamente. A proliferao de fbricas e produtos de dupla fol%a, relativamente recente, um resultado direto da soluo desses problemas de fabricao, relacionados ao fec%amento %ermtico do per+metro. A tecnolo!ia, ainda baseada essencialmente no artesanato, est a!ora to bem direcionada que uma !rande cidade no mundo desenvolvido pode incluir d. ias de contratantes de vidraas duplas. =recisa-se apenas de um dep(sito para os materiais e uma sala limpa mantida a um !rau baixo de umidade relativa que pode ter ,#m" ou menos do que isso. 8uma fbrica usinal, K processos so reali ados
o preenc%imento dos espaadores com o material de conexo molecular a molda!em dos espaadores adeso dos espaadores ' primeira l>mina de vidro adeso da se!unda l>mina de vidro aplicao do selante de bordas.
Pr""n(+"ndo os "s&a)ador"s As duas l>minas de vidro so separadas fendas de aproximadamente #,Kmm por bolin%as esfricas de peneira molecular peneira molecular altamente %idrosc(pica umidade. Mo dando os "s&a)ador"s As extrus&es so cortadas no comprimento, unidas em >n!ulo de EK4 ou arqueadas no molde para formar caixil%os para a adeso ao vidro. por extrus&es de alum+nio ocas incorporando ,,#mm. As extrus&es so preenc%idas com de aproximadamente ,,Kmm de di>metro. A e mantm a cavidade a um n+vel muito baixo de
22 Prim"ira ad"so As extrus&es so ento coladas ' primeira fol%a de vidro. O adesivo usado no sistema de dupla sela!em aqui descrito o polAisobutileno.
S"!unda ad"so A se!unda fol%a de vidro ento colada ao outro lado da extenso e a umidade combinada pressionada entre cilindros. A junta molecular comea a absorver vapor dW!ua to lo!o seja liberado na atmosfera para preenc%er a extenso. 8o fec%amento da unidade selada, sua ao %idrosc(pica remove qualquer vapor de !ua existente na cavidade e, mais tarde, absorve qualquer umidade que passe atravs do selo. S" ant" das -ordas ;sto pode ser colado a mo ou automaticamente, o que acontece cada ve mais. O material usado , em !eral, um polisulfeto em duas partes. Alternativamente selantes de poliuretano ou silicone podem ser usados. O desempen%o da sela!em cr+tico durante a lon!a vida .til da unidade, e a perfeita sela!em da extenso de alum+nio com as fol%as de vidro depende, em certo !rau, do nivelamento do vidro. 7ecentemente na )uropa, uma fbrica importante foi prejudicada por produ ir vidro com pequenas ondas, o que levou muitos fabricantes de vidraas m.ltiplas a mudar de fornecedor. Tcnicas mais complexas para vidraas m.ltiplas esto a!ora dispon+veis, incluindo al!umas com cavidades preenc%idas com !ases neutros. )las tra em projetos com uma enorme variedade de produtos onde vidros claros, tintos, revestidos e laminados de qualquer espessura podem ser combinados. O processo todo pode ser a!ora inteiramente automati ado desde a seleo dos vidros no estoque feita pelo computador. R"*"stim"ntos
23 O desenvolvimento de tcnicas de revestimento com pel+cula fina revolucionou a vidraria e provavelmente continuar a fa /-lo. O vidro em si um material maravil%osamente variado, e a destre a dos fabricantes de vidro explorou por lon!o tempo as variedades de cor e desempen%o resultantes da alterao qu+mica e tcnicas de molda!em existentes. )ntretanto, com a emer!/ncia de tecnolo!ia micromtrica na qual os materiais podem ser depositados em espessuras medidas em milionsimos de mil+metros, materiais %abitualmente opacos podem ser transformados em transparentes. ;sso oferece ao projetista de vidraas, a totalidade de materiais do planeta, j que, virtualmente todos eles, se suficientemente finos, podem ser transparentes. A cate!ori ao de tcnicas de revestimento complicada pelo fato de que a descrio cient+fica exata relaciona-se ao mtodo pelo qual o material depositado, enquanto o fabricante, est interessado apenas no lu!ar que tal processo ocupa na sua seqS/ncia de produo. Assim, embora %aja tr/s tcnicas !enricas de formao de pel+cula fina, sempre convenientemente dividir os mtodos de revestimento, ou de modificao de superf+cie, entre os usados na lin%a de fabricao durante o processo de flutuao e os usados fora dela. 9as as tcnicas usadas na lin%a so particularmente interessantes para o arquiteto porque proporcionam uma superf+cie resistente. R"*"stim"nto on5 in" $durant" a #a-ri(a)o' )sse mtodo oferece uma srie extremamente .til de produtos na qual, o material usado pode ser lanado sobre a superf+cie do vidro enquanto ele est sob temperaturas muito altas, alcanadas durante a flutuao e a t/mpera. Ue muitas formas, os vidros revestidos durante a fabricao oferecem os produtos mais vantajosos. O revestimento intrinsecamente resistente, e o vidro pode freqSentemente ser colocado com a superf+cie revestida para dentro ou para fora do edif+cio. A desvanta!em da tcnica que, em !eral, s( poss+vel aplicar uma ou duas camadas. O material pode ser aplicado sobre o vidro enquanto ainda est no ban%o de flutuao ou no lehr de resfriamento 0t/mpera1, ou mesmo, no intervalo entre os dois, o c%amado intervalo - lehr. 8o processo de modificao de um ban%o de flutuao t+pico, +ons de metal 0part+culas carre!adas eletricamente1 so atra+das para dentro do vidro por uma fora eletromotiva, enquanto ele ainda est em estado fundido.
24 O L*pectrafloatL da =ilNin!ton, %oje anulado, era fabricado por esse mtodo 0usando +ons diri!idos1, enquanto o L7eflectafloatL posterior usa um processo qu+mico de sedimentao de vapor. Outros revestimentos feitos durante a lin%a de fabricao, incluem revestimentos pirol+ticos 0a fo!o1 nos quais, os materiais espal%ados sobre o vidro, muitas ve es no Lintervalo - lehrL, sofrem pir(lise quando atin!em o vidro entre 2## e 2K#45. 8os ):A desenvolveu-se tcnicas desse tipo. )sses revestimentos fa em efetivamente parte da superf+cie do vidro, e no apenas acomodam-se sobre elaM alm disso, compartil%am de intr+nseca resist/ncia e durabilidade. )m termos das tcnicas !enricas de formao de pel+cula estas, descritas abaixo, so tcnicas qu+micas de sedimentao de vapor. )las se apoiam sobre a reao qu+mica entre vapores sob alta temperatura formando pel+culas s(lidas del!adas que se condensam sobre o vidro. :m exemplo a fabricao de camadas resistentes de (xido de estan%o. 8um processo caracter+stico, cloreto de estan%o convertido em vapor 0*n5iE1 e nitro!/nio so transportados para vrios locais em forma de l>minas, que aceleram os vapores. 5onforme os vapores se aproximam e encontram a superf+cie quente do vidro, acerca de 2K#45, uma reao qu+mica ocorre para formar (xido de estan%o e cloreto de %idro!/nio. O (xido de estan%o depositado na superf+cie do vidro e uma medida entre #,K e , m+cron 0K## e ,### nanHmetros1. A espessura efetiva da pel+cula est na ordem de "# a ,"#nm. :ma variedade de materiais pode ser acrescentado durante a fabricao, incluindo a pr(pria s+lica, que usada para fabricar produtos refletores de lu , como o L7eflectasolL da *t. Xobain. )sses revestimentos t/m vanta!ens de resist/ncia e muitas ve es, de economia. =orm, eles interferem nos critrios do processo de flutuao e so dominados por ele. ;sto cria problemas tcnicos e de produo e dificuldades associadas de previso de mercado e estoca!em. *uas vanta!ens perdem cada ve mais para a flexibilidade dos revestimentos reali ados fora da lin%a de fabricao, usualmente c%amados- sedimentao por soluo - sedimentao por vapor qu+mico - sedimentao por vapor f+sico S"dim"nta)o &or so u)o
25 :m exemplo caracter+stico de sedimentao da pel+cula de metal conforme descrio abaixo, o revestimento convencional de um espel%o prateado com pel+culas. Prat"a)o A fabricao de espel%os uma das mais anti!as tcnicas na ind.stria do vidro. A necessidade %umana de espel%os teve um importante impacto sobre a ind.stria do vidro em !eral, por causa da necessidade preponderante de superf+cies paralelas, opticamente planas e vidros de alta qualidade. Os fabricantes de espel%os de <ene a formaram sua corporao em ,K2D, cuja filiao asse!urava-se pela tcnica de ac%atamento e polimento de um vidro cil+ndrico soprado, se!uido da aplicao da camada refletora de aml!ama de merc.rio e estan%o 0uma tcnica desenvolvida em <ene a "K# anos antes1. :ns cem anos depois, uma corporao equivalente foi estabelecida na ;n!laterra. At a metade do sculo B;B, espel%os eram fabricados pelo vidro em flutuao em contato com a l>mina de estan%o revestida. At que em ,3E# a prateao foi descoberta, o que envolvia sedimentao qu+mica. 5aracteristicamente, nitrato de prata e uma soluo redutora eram derramados sobre vidro de alta qualidade perfeitamente limpo. A prata metlica sedimentava-se em contato com o vidro em questo de minutos. 5om a emer!/ncia da tecnolo!ia da pel+cula finn 0fina1, os espel%os podem ser a!ora fabricados de vrias formas, mas muitos acreditam que a mel%or forma para obter espel%os perfeitos ainda a sedimentao qu+mica de prata, usando a tcnica de pulveri ao 0spray1, descrita nos par!rafos se!uintes. :ma moderna instalao padro de prateao cont+nua uma lin%a automati ada de at ,##m de comprimento. As intensidades de prateao e o vidro a ser usado, t/m de ser da mais alta qualidade, com uma superf+cie perfeita, livre de manc%as. 8em todos os fabricantes suprem essas necessidades. Os processos de produo so os se!uintes- lava!em - sensibili ao com (xido de estan%o - revestimento de prata - revestimento de cobre - seca!em
26 - pintura - seca!em - co imento - resfriamento e lava!em 3a*a!"m Ueixa-se cair o vidro em queda livre e ento, ele colocado sobre roletes passando por um processo de limpe a. 5inco painis oscilantes equipados com escovas circulares em discos por baixo, limpam a face superior utili ando uma soluo muito fraca de rouge de joal%eiro 0(xido frrico %idratado1. O vidro passa ento por tr/s lavadoras para remover todo o p( em excesso. S"nsi-i i8a)o (om "stan+o O vidro passa em se!uida por uma pulveri ao com soluo de estan%o, e lavado outra ve . O estan%o sensibili a a superf+cie do vidro e intensifica a formao da prata no processo se!uinte. R"*"stim"nto (om &rata ;sto levado a efeito numa c>mara de vidro. O vidro passado sob tubos oscilantes com bocais embaixo, os quais pulveri am nitrato de prata e um ativador 0amHnia1. Os elementos qu+micos se misturam acima do vidro e a prata se precipita, numa reao qu+mica, para sedimentar-se sobre a superf+cie do vidro ativada por (xido de estan%o. O material excedente retirado sob lavadoras. R"*"stim"nto (om (o-r" 6 necessrio para evitar que a prata embace em contato com o ar, tornando-se preta. =ulveri adores oscilantes misturam sulfato de cobre e amHnia, o que precipita o cobre em contato com a prata. S"(a!"m O vidro revestido secado com ar.
27 Pintura 5 Os processos se!uintes envolvem a aplicao de uma camada co ida de tinta para prote!er as camadas de baixo. :ma tinta de nafta e c%umbo recobre a superf+cie do vidro revestida de cobre. 6 preciso passar o vidro sob um cilindro que !ira continuamente deixando cair uma cortina de tinta sobre a lin%a de produo, recol%ida em um reservat(rio de recicla!em embaixo. Quando o vidro se aproxima da cortina, a lin%a acelera-o, proporcionando uma cobertura re!ular. S"(a!"m O vidro pintado novamente seco no ar. 1o8im"nto O vidro ento passado atravs de fornos de co imento ' temperatura de at ,"#45.
R"s#riam"nto " 3a*a!"m O vidro finalmente resfriado e lavado antes de ser cortado e estocado. Produtos Os espel%os so talve mais usados em mobilirio do que em arquitetura. As metas de produo da ind.stria so de fa er c%apas maiores de espel%o para estoca!em e distribuio em c%apas !randes, ou para cort-las se!undo os pedidos na fbrica. As espessuras podem variar entre "mm e ,#mm, sendo que as mais comuns t/m entre Emm e 2mm. A lar!ura mxima de vidro que pode ser prateado depende da instalao mas , em !eral, de "2##mm. O comprimento mximo limitado apenas pela necessidade de virar as c%apas no final do processo. 8ormalmente, t/m Em. Tra-a +o das -ordas " "s(anti +am"nto A produo de espel%os caracteri a-se pelo trabal%o das bordas e escantil%amento que so em !eral, reali ado em uma ind.stria de prateao.
28 As bordas podem ser trabal%adas de modo a obter diferentes superf+cies, da apar/ncia spera, esbranquiada do vidro at a polida, bril%ante. O acabamento o resultado do abrasivo ou polidor usado e da soluo de rouge de joal%eiro empre!ada. O trabal%o complexo das bordas feito por um arteso especialista que as movimenta manualmente de encontro a Lrodas de fiarL. D"s!ast" r"to das -ordas " &o im"nto )m peas pequenas, trabal%a-se cada lado isoladamente, recolocando a c%apa ' frente da mquina de polimento por quatro ve es, uma ve para cada borda. O trabal%o comum das bordas normalmente feito em duas bordas, com duas mquinas trabal%ando simultaneamente. Es(anti +am"nto :sa-se uma mquina apropriada. A comprida mquina pode desenvolver muitos !raus diferentes de des!aste ou polimento da superf+cie nos escantil%ados. R"*"stim"nto &ro#undo A imerso ou revestimento profundo baseia-se no princ+pio de imer!ir o vidro em uma soluo do material a ser sedimentado, drenando-o, para deixar uma pel+cula, e ento aquecendoo-o para produ ir uma camada pirol+tica. A produo de pel+culas del!adas e re!ulares requer !rande sofisticao da tcnica. 8o mtodo do revestimento profundo, o vidro perfeitamente limpo abaixado at o tanque que contm a soluo revestidora, e depois, cuidadosamente puxado a uma velocidade constante. A retirada suave e lenta, medida em relao ' velocidade de evaporao do solvente, para asse!urar que seja minimi ada a quantidade de subst>ncia sobre o vidro que escorre para baixo na medida em que sua superf+cie er!uida. A soluo est em um l+quido voltil que evapora depressa e passa por %idr(lise e condensao. O vidro ento co ido a 2K#45 para produ ir a camada de (xido dura e transparente de cerca de O#nm de espessura. Xrandes taman%os de substrato podem ser usados at a medida de Gm por Em. Os produtos incluem vidros reflexivos 0espel%ados1 de controle solar, como o L;7OBL da *c%ott e camadas multi-profundas para formar camadas interferentes. =el+culas or!>nicas podem tambm ser aplicadas por imerso, sobrepondo ambas as faces do vidro simultaneamente. O material em questo dissolvido em um solvente voltil e adicionado a um tanque de !ua purificada. O solvente evapora e o material forma uma camada na superf+cie que se torna LmonomolecularL por uma pea corredia. A imerso
29 repetida do vidro no tanque reveste-o, mono-camada por mono-camada. )sta uma tecnolo!ia bastante nova, mas potencialmente muito interessante. S"dim"nta)o &or *a&or ,u0mi(o 5onsiste na produo de uma pel+cula s(lida por meio de reao qu+mica entre vapores, exatamente acima, ou efetivamente sobre o vidro. :ma tcnica caracter+stica de lin%a de produo para sedimentar (xido de estan%o j foi descrita anteriormente. A sedimentao por vapor qu+mico pode ser reali ada sob presso atmosfrica, mtodo usado na ind.stria da =ilNin!ton. 8o caso do L7eflectafloatL 0=ilNin!ton1, por exemplo, tambm so usados processos sob baixa presso. :ma variante da sedimentao por vapor qu+mico o revestimento por pulveri ao, no qual os materiais esto em forma de !ot+culas em ve de vapores. 5aracteristicamente, uma soluo de cloretos de metal em !ua, ou outro solvente, convertida com um !s portador 0ar, nitro!/nio ou ar!Hnio1 dentro de aerosol, e depositada sobre o vidro que passa por m.ltiplos locais. Tanto a sedimentao por soluo ou por vapor qu+mico dependem, at certo ponto, das caracter+sticas qu+micas dos materiais- a capacidade que t/m certas subst>ncias de se dissolver em outras, e seu comportamento enquanto se movem dentro e fora da combinao qu+mica, ou os vrios estados ou fases em que podem aparecer. A escol%a dos materiais que podem ser utili ados depende dessas contin!/ncias. )ntretanto, a flexibilidade das tcnicas de sedimentao de vapor f+sico, particularmente em seus mais recentes avanos, abriu um novo futuro para o vidro. )m resposta a tudo isso, esto tratadas aqui detal%adamente. S"dim"nta)o &or *a&or #0si(o O processo depende de uma tcnica muito mais direta- a vapori ao de uma subst>ncia e sua liberao subseqSente, de forma muito re!ular, em por&es m+nimas, para um substrato. As tcnicas se caracteri am pela sua capacidade de sedimentar quase todo tipo de material como revestimento. @ tr/s tcnicas bsicas- evaporao - bombardeio de part+culas
30 - c%apeamento 0laminao1 com +ons E*a&ora)o As formas comuns de sedimentao por evaporao utili am um raio direcionado de eltrons ou aquecimento direto. :ma corrente de eltrons focali ada sobre um metal contido num crisol, mantido como um >nodo, cuja car!a positiva acelera os eltrons. A ener!ia da corrente derrete o metal e ento evapora. O material !asoso contido dentro de um ambiente a vcuo muito alto, para aumentar o fluxo de material vapori ado para o substrato. As tcnicas de evaporao t/m a desvanta!em de que a fonte da subst>ncia evaporvel uma s(, e so necessrias vrias fontes para se obter camadas uniformes. Todavia, o alto !rau de evaporao e pure a do revestimento tem feito dela uma importante tecnolo!ia, usada, por exemplo, na ind.stria IibbeA-OJens-Ford <aritran, instalada em ,D2O. Outra desvanta!em do processo de vapori ao com raio de eltrons seu carter de alta temperatura, alta ener!ia e alta volta!emM a tcnica est sendo, cada ve mais, substitu+da pelo bombardeio por part+culas ma!neticamente intensificadas. 9om-ard"io d" &art0(u as Trata-se de uma tecnolo!ia surpreendentemente anti!a que utili a +ons positivamente carre!ados de prefer/ncia, a eltrons ne!ativamente carre!ados. Foi descoberta em ,3K", al!umas ve es usada para a fabricao de espel%os de ,DO# em diante, e, nas dcadas de "# e G#, foi empre!ada para aplicar pel+culas de ouro a tecidos e matri es de cera dos fon(!rafos. O princ+pio do bombardeio de part+culas notvel- um alvo bombardeado por +ons que deslocam fisicamente seus tomos, fa endo com que deixem a superf+cie e atinjam o substrato aderindo a ele. Assim, uma pel+cula se forma deva!ar. A lentido de sua construo foi um motivo para que a tcnica fosse muito aplicada at os anos 2#. A partir da+, o aperfeioamento do bombardeio ma!neticamente intensificado, notadamente pela Airco Temescal nos ):A e outros, colocou a tcnica na van!uarda da tecnolo!ia da pel+cula fina. O bombardeio, ao contrrio das tcnicas com raios de eltrons, pode operar no s( sobre elementos puros mas sobre li!as e compostos. =ode ser tambm efetuada em ambientes com !s de alto vcuo usando oxi!/nio ou nitro!/nio para criar (xidos e nitratos com novos desempen%os. Alm disso, um processo ideal para a criao de pel+culas extremamente finas e completamente controladas, perfeito para a nova !erao de revestimentos em camadas m.ltiplas, fabricados sob medida em nosso tempo.
31 O bombardeamento ma!neticamente intensificado a!ora uma tcnica usada mundialmente, com instala&es econHmicas que custam entre K e ,# mil%&es de libras, adotadas por muitas ind.strias secundrias. 8o bombardeamento Lplanar-ma!netronL, uma fol%a de vidro colocada numa c>mara a vcuo onde % um alvo, que um ctodo especificamente desen%ado, e o !s de bombardeio. Aplica-se uma car!a ne!ativa ao ctodo e uma descar!a rubra 0ou plasma1 incendeia-se dentro da c>mara ' presso adequada do !s. Ytomos do !s positivamente carre!ados so atra+dos para o alvo, e atin!em-no com tanta fora que fa em com que os tomos do alvo sejam expelidos para sedimentarem-se por sobre ele. :ma instalao completa de bombardeio compreende- recepo e estoca!em - corte - revestimento - testes - empil%amento R"("&)o A fbrica recebe dois conjuntos de produtos para processamento- taman%os j cortados ou produto solidificado conforme os pedidos, - produto temperado em !randes pedaos pr(prios para estoque, de 2m por Gm, para corte, revestimento, e ento estoca!em. 1ort" )ste est!io em !eral efetuado com o cortador otimi ador da forma descria anteriormente. R"*"stim"nto
32 O processo de revestimento compreende os se!uintes passos- polimento da superf+cie - primeira lava!em - seca!em - se!unda lava!em - seca!em - reduo da presso da c>mara %ermtica - bombardeio em c>mara tripla - normali ao da presso da c>mara %ermtica - verificao O vidro esfre!ado por tr/s conjuntos de escovas rotativasM lubrificado com !ua e cerirouge para purificar e polir a face superior. O rouge ento lavado e retirado com escovas rotativas paralelas ' superf+cie e secado com ar quente. )m se!uida, o vidro lavado mais perfeitamente num !rande lavador e secado sob presso positiva 0para manter fora o ar externo1 dentro de uma c>mara envidraada, depois disso est pronto para entrar na primeira c>mara de vcuo. A presso muito baixa nas c>maras de bombardeio e o objetivo de manter a produo em andamento ra oavelmente cont+nuo, requer reduo de presso atravs de dois compartimentos %ermticos, ambos !randes o suficiente para receber o taman%o mximo de fol%a de vidro. )fetua-se o revestimento em vrias c>maras. As primeiras mquinas consistiam em " ou G c>maras, as posteriores compreendiam K ou mais. 5ada c>mara se caracteri a por tr/s posi&es do alvo de ctodo, oferecendo potencial para que D a ,K materiais de alvo possam ser bombardeados sobre o vidro que passa embaixo. 5ada posio de alvo tem um pequeno visor de cerca de "# mm de di>metro, atravs do qual a nvoa da descar!a a ul do plasma pode ser vista. Os alvos t/m a forma de anis de metal alon!ados de aproximadamente ",K m de comprimento por G##mm de lar!ura.
33 O bombardeio !radualmente escava o material do alvo at formar um vale ao redor do anel, e o material pode ser devolvido ao fornecedor para recondicionamento, uma ve !asto. Uepois de revestido, o vidro bombardeado passa por normali ao da presso na c>mara %ermtica. Trata-se do processo inverso ao do in+cio, de novo reali ado em " ou mais c>maras. O produto revestido sujeito a uma verificao visual pelo supervisor numa cabine situada no final da instalao do processo. 5ada fol%a revestida finalmente er!uida verticalmente e empil%ada com camadas intermedirias de fino poliestireno ou fol%as de papel enroladas. Produtos Os produtos podem ser de vrios tipos, obtidos pela manipulao de K variveis- a velocidade se!undo a qual o substrato se move - a volta!em do ctodo - a variedade de vidros usada - a variedade de materiais de alvo usada - o !s na c>mara. As pobres caracter+sticas de adeso das camadas em formao e sua fra!ilidade exi!em o uso de materiais para m.ltiplo revestimento. :m produto padro de baixa emissividade 0loJ-)1 compreende as se!uintes camadas- (xido de estan%o 0alvo de estan%o em ambiente de oxi!/nio1. - prata 0alvo de prata em ambiente de ar!Hnio1. - Lscaven!erL 0produto no especificado, confidencial, empre!ado para evitar a oxidao da prata na entrada da c>mara final de revestimento, que possui um ambiente de oxi!/nio1. - (xido de estan%o 0alvo de estan%o em ambiente de oxi!/nio1.
34 )sse processo produ um material de colorido neutro. O uso do cobre, em ve da prata, em ar!Hnio, produ um material tin!ido. 5ontrole de qualidade e re!istro dos constituintes do produto, reali ados a cada lote e verificao, so essenciais para o processo, tanto em termos de pesquisa como de desenvolvimento. Xarantem tambm pedidos i!uais que se repitam. V"ri#i(a)o Ue cada lote produ ido, tira-se ,m" de amostra, que cortado e testado em relao ' transmisso de lu e cor. =ode ser !uardado numa biblioteca para futura verificao e para atuar como pea piloto para pedidos de substituio, para asse!urar o controle de desempen%o e cor. A transmisso e a reflexo so testadas numa pequena mquina com leitura di!ital que fornece, diretamente, porcenta!ens de transmiss&es ou reflex&es. A cor testada num spectrogard, ou mquina similarM tambm na reflexo e transmisso, em ambas as faces, revestida e no revestida. A medio sofisticada da cor essencial, j que fornece um mtodo exato e cient+fico de controle da cor, descartando a subjetividade do ol%o %umano. )m !eral, a cor definida por coordenadas, amarelo em cima para a ul em baixo verticalmente e verde ' esquerda para vermel%o ' direita %ori ontalmente. Todas as cores podem ser posicionadas com refer/ncia a essas coordenadas, ambos os tipos de mquina so %abitualmente instrumentos para uso sobre pequenas mesas. ;nstrumentos para verificar a transmisso da lu de diferentes comprimentos de onda so tambm usados com a finalidade de pesquisa. O fluxo de produo normal re!ularmente equilibrado entre produtos reflexivos de controle solar e revestimentos low-E, para ambos os casos- estoque de vidro temperado e vidro s(lido pre-encomendado. As medidas dependem do taman%o da c>mara a vcuo e podem ser de at 2m por Gm. )mbora a tecnolo!ia seja tambm usada para fa er espel%os de alum+nio bombardeado, o avano relacionado a outros produtos deve ser lento, dado o carter recente das tcnicas. )ntretanto, com ind.strias j implantadas por todo o mundo desenvolvido, e capacidade de produo de sobra, de se esperar que os produtos se multiplicaro ' medida que cresa a confiana em sua adeso, seu desempen%o e sua vida .til. 7evestimentos de pel+cula fina, se aplicados por bombardeio, imerso ou qualquer das outras tecnolo!ias, esto transformando a nature a do vidro. 8ovos revestimentos interferentes - c%e!am a G# sobre a superf+cie - esto proporcionando filtrao espectral precisa. )stes so, atualmente, mais comuns para tarefas como anlise de san!ue do que para janelas, mas a tcnica est implantada.
35 5om relao aos mtodos de revestimento, o (+a&"am"nto (om 0ons 0ion platin!1 combina a sutile a do bombardeio e sua alta velocidade da vapori ao com o raio de eltron, promovendo um revestimento mais rpido e mais aderente, mesmo em superf+cies complexas. 5om essas tecnolo!ias, os vidros do futuro j esto conosco a!ora. Tudo o que temos a fa er encontr-los. S"tor"s da Indstria A ind.stria do vidro de %oje fil%a da unio entre %ist(ria e tecnolo!ia, relacionada como est a um .nico e notvel fenHmeno qu+mico e a uma srie de sucessivas tcnicas de fabricao. A ind.stria se caracteri a por E setores- ind.stria primria, diri!ida para a fabricao do produto temperado inicial ou de al!um outro resultado da fusoM - processamento secundrio, relacionado ao que a ind.stria c%ama de Lvalor a!re!adoL, incluindo a produo de material laminado, revestido e tratado alm da vidraa m.ltiplaM - a ind.stria especiali ada, assentada ao lado dos dois primeiros setores, para quem a construo existe apenas como um de seus outros mercadosM e - instalao, preocupada em prover suprimentos e direcionar servios. A estrutura da ind.stria complicada pelo fato de que a maior parte das compan%ias est envolvida em vrios setores, de tal forma que a inte!rao entre Lreta!uardaL e Lvan!uardaL vai sendo efetuada por firmas ansiosas por asse!urar um lu!ar ao sol no mercado. )mbora a ind.stria seja al!umas ve es capa de atender 's necessidades individuais, no raro numa base de prdio a prdio, suas foras e capacidades ficam dispersas. =ode ser muito dif+cil saber onde procurar um produto e onde encontrar solu&es em ve de uma aparentemente desinteressante consulta a um catlo!o. A compreenso da ind.stria e de sua estrutura importante para desi!ners que desejam tirar o mximo dela. Produ)o &rimria
36 As ind.strias primrias so os !i!antes do ramo. A ind.stria primria cresceu em menos de cem anos de uma fra!mentada atividade artesanal para uma dimenso dominada por al!uns poucos !i!antes da ind.stria primria multinacional, presos a uma competio mundial, li!ados pelo processo e pelo mercado comuns.
Você também pode gostar
- Válvulas de Pressão Do Tipo MV.., DMV.. e SV..: 1. GeneralidadesDocumento6 páginasVálvulas de Pressão Do Tipo MV.., DMV.. e SV..: 1. GeneralidadescvfAinda não há avaliações
- Catalogo IBR 2013-DownloadDocumento13 páginasCatalogo IBR 2013-DownloadzefioravanteAinda não há avaliações
- CALDEIRASDocumento15 páginasCALDEIRASGuilherme Guarilha De AquinoAinda não há avaliações
- Ciências 75 Atividades Sobre - Ar - AtmosferaDocumento7 páginasCiências 75 Atividades Sobre - Ar - AtmosferaRosana lubeAinda não há avaliações
- Hidrostatica 1Documento57 páginasHidrostatica 1RodrigoQueirozAinda não há avaliações
- Solos - Respostas IaDocumento4 páginasSolos - Respostas IaJoanderson silvaAinda não há avaliações
- Catalogo Geral Menor SchneiderDocumento136 páginasCatalogo Geral Menor SchneiderCarlos Magno PeterleAinda não há avaliações
- Super Catalogo Schulz Especial MI Dez 23Documento42 páginasSuper Catalogo Schulz Especial MI Dez 23jprsniperAinda não há avaliações
- Imgcard - 42.809 - Julho 2021Documento16 páginasImgcard - 42.809 - Julho 2021André da Silva RamosAinda não há avaliações
- Coluna de DestilaçãoDocumento3 páginasColuna de DestilaçãoMelissa FreitasAinda não há avaliações
- Bombas HidráulicasDocumento22 páginasBombas HidráulicasMichel Neves de MirandaAinda não há avaliações
- Manual 6413Documento22 páginasManual 6413Gustavo TeixeiraAinda não há avaliações
- Takaoka DenverDocumento66 páginasTakaoka Denveralemoonlightbikers100% (2)
- Experimentos de Quimica GeralDocumento44 páginasExperimentos de Quimica GeralHugo NarroAinda não há avaliações
- 1611270056536Documento8 páginas1611270056536leidiane lima da silvaAinda não há avaliações
- Catálogo de Trocadores de Calor A Placas Gaxetado - GBRDocumento16 páginasCatálogo de Trocadores de Calor A Placas Gaxetado - GBRRenato AsAinda não há avaliações
- Equipamentos Sub-SubsuperficieDocumento102 páginasEquipamentos Sub-SubsuperficieMarcos Antonio Quintanilla Tejerina100% (3)
- Tabela Schulz PDFDocumento50 páginasTabela Schulz PDFNazareno S ArrudaAinda não há avaliações
- Manual de Instalação de Reservatórios de Polietileno para Água PotávelDocumento25 páginasManual de Instalação de Reservatórios de Polietileno para Água PotávelEduardo RibaslarAinda não há avaliações
- Mecanica Dos Fluidos - Lista de ExercíciosDocumento3 páginasMecanica Dos Fluidos - Lista de ExercíciosThiagoAinda não há avaliações
- Questionário - Síncrono - 18 - 03 - 2021 - Revisão Da TentativaDocumento5 páginasQuestionário - Síncrono - 18 - 03 - 2021 - Revisão Da TentativaTaynara CarolineAinda não há avaliações
- Esfincter Artificial Modelo AMS 800 2017Documento11 páginasEsfincter Artificial Modelo AMS 800 2017Samir AleixoAinda não há avaliações
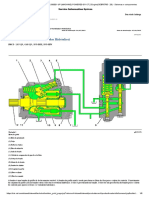
- 950H Wheel Loader JLX00001-UP (MACHINE) POWERED by C7.2 Engine (SEBP5785 - 28) - Bomba Do Pistão (Freio, Ventilador Hidráulico)Documento6 páginas950H Wheel Loader JLX00001-UP (MACHINE) POWERED by C7.2 Engine (SEBP5785 - 28) - Bomba Do Pistão (Freio, Ventilador Hidráulico)Douglas Fernandes100% (1)
- Anexo B Memorial Descritivo CompletoDocumento16 páginasAnexo B Memorial Descritivo CompletoKelper GodoyAinda não há avaliações
- Apresentação SCHP 118Documento246 páginasApresentação SCHP 118Felipe100% (1)
- 2 Revisão Do Razão 2011 Questões Ufba 2011 ComentadaDocumento8 páginas2 Revisão Do Razão 2011 Questões Ufba 2011 ComentadaRicardo LaranjeiraAinda não há avaliações
- Método de CalibraçãoDocumento12 páginasMétodo de CalibraçãoFábio VieiraAinda não há avaliações
- Mecanica Dos Fluidos - QuestoesDocumento30 páginasMecanica Dos Fluidos - QuestoesMonique Machado0% (1)
- Relatorio 03 Fernanda SalinasDocumento12 páginasRelatorio 03 Fernanda SalinasFernanda ElizaAinda não há avaliações
- Apostila Instrumentacao de Sistemas Revisao - 2 Jan - 2008 Gabarito Exercicios Medição PressaoDocumento4 páginasApostila Instrumentacao de Sistemas Revisao - 2 Jan - 2008 Gabarito Exercicios Medição PressaoJoyce Regina SimoesAinda não há avaliações