Escolar Documentos
Profissional Documentos
Cultura Documentos
Visão Computacional Aplicacada À Metrologia
Enviado por
ReynanBorliniTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Visão Computacional Aplicacada À Metrologia
Enviado por
ReynanBorliniDireitos autorais:
Formatos disponíveis
ENGEVISTA, v. 7, n. 2, p.
38-50, dezembro 2005 38
VISO COMPUTACIONAL APLICACADA METROLOGIA
DIMENSIONAL AUTOMATIZADA:
CONSIDERAES SOBRE SUA EXATIDO
*
Flvio F. Feliciano
1
Igor L. de Souza
2
Fabiana R. Leta
3
Resumo: O presente artigo tem por objetivo tratar de algumas tcnicas de Viso Computacional, que
podem ser teis em aplicaes de automao. Estas aplicaes incluem: medio de peas, inspeo visual,
anlise de conformidade, etc. Sistemas de Viso Computacional em medies sem contato so
especialmente teis quando se tm objetos pequenos ou de geometria complexa, nos quais instrumentos
convencionais no podem ser utilizados. Nestes tipos de situaes, em alguns casos possvel utilizar
Mquinas de Medio por Coordenadas (MMC). Alm do valor de MMC ser elevado, nem sempre
simples transportar a pea para mquina. Nestes casos sistemas de inspeo e medio por imagem so
boas alternativas. O sistema proposto tem como principais objetivos minimizar erros inerentes aos
operadores e facilitar processos que requerem instrumentos/equipamentos mais complexos de medio. As
seguintes premissas so feitas: (1) os objetos devem ter pequena espessura; e, (2) blocos padro so usados
para converso de unidades. Neste artigo, apresentam-se os algoritmos desenvolvidos para realizar as
medies de objetos retangulares com furos. Os resultados obtidos so comparados com aqueles obtidos
por instrumentos convencionais. So destacadas as dificuldades existentes em sistemas automatizados de
medio por imagem, a exatido destes e a importncia de compreender tais problemas ao us-los para fins
industriais. O artigo no pretende esgotar o assunto, mas apenas apresentar uma reflexo sobre medies
em imagens.
Palavras chave: Viso Computacional, Metrologia por imagem, Inspeo automatizada, Exatido.
Abstract: This paper uses some Computer Vision techniques to measure parts and discusses ordinary
difficulties of automated inspection. The parts conformity analysis using a non-contact measurement
system has been used specially to small objects, where accurate instruments are not so simple to be used. In
these cases Coordinate Measuring Machine (CMM) can be used. However, in many times it is impossible
to move the object to the CMM. In this case an image-automated inspection should be a good alternative.
The proposed system consists in a CCD camera positioned in the upper viewer of the object. Some
considerations must be pointed out: (1) the object should be thin, to reduce the height influence in the
measurement; (2) standard gages must be used to convert pixels units to millimeters units. We present the
algorithms developed to make dimensional measurements in industrial parts. A rectangle object with three
holes is analyzed. The obtained results are compared with conventional instruments measurements. We
highlight the difficulties concerned to image automated inspection, discussing accuracy and the
relationships among images and measurements.
Keywords: Computer vision, Metrology by image, Automated inspection, Accuracy.
1
Universidade Federal Fluminense, Programa de Ps-Graduao em Engenharia Mecnica
2
Universidade Federal Fluminense, Departamento de Engenharia Mecnica
3
Universidade Federal Fluminense, Programa de Ps-Graduao em Engenharia Mecnica, Laboratrio de
Metrologia Dimensional e Computacional, fabiana@lmdc.uff.br, Departamento de Engenharia Mecnica
*
Este artigo foi baseado no trabalho publicado no 18th International Congress of Mechanical Engineering em 2005.
ENGEVISTA, v. 7, n. 2, p. 38-50, dezembro 2005 39
1. INTRODUO
O uso de inspees automatizadas na
indstria vem se tornando cada vez mais uma
soluo interessante para anlise de
conformidade de peas. Em processos de
manufatura devem ser avaliados: tolerncias
dimensionais, tolerncias geomtricas,
ajustagem, incertezas e defeitos de fabricao.
Com a evoluo e reduo dos preos das
cmeras digitais, torna-se atrativo investir em
sistemas de Viso Computacional para
realizao de medies e inspees. Sistemas
deste tipo podem oferecer exatido e
repetitividade em medies sem contato,
especialmente por eliminar aspectos como
subjetividade, fadiga, lentido e custo
associados inspeo humana.
Em sistemas de medio por imagem
automatizados, o problema principal consiste
em saber combinar a tecnologia a uma
aplicao especfica de uma maneira econmica
e com a qualidade requerida. No h um
sistema que resolva todos os desafios
industriais, os sistemas so especficos e
configurados para cada aplicao. O
desenvolvimento de sistemas de viso
industriais robustos e com a necessria exatido
torna-se, portanto, um desafio.
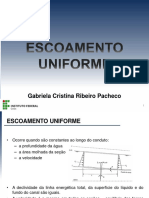
Sistemas de Viso Computacional
envolvem tcnicas de Processamento Digital de
Imagens. Existem duas abordagens comuns
nestes sistemas, a primeira refere-se a
aplicaes de reconhecimento e a segunda a
inspeo automatizada (Fig. 1). Em um sistema
para reconhecimento devem-se extrair
caractersticas dos objetos da imagem e usar
algum tipo de inteligncia computacional para
proceder a distino entre os objetos. Neste
caso no fundamental obter valores exatos
destas caractersticas, por outro lado em
sistemas de inspeo a exatido fundamenta.
A Metrologia por imagem consiste no processo
automatizado de inspeo/medio, e engloba
conceitos de Metrolgia e de Viso
Computacional. a medio sem contato que
utiliza algoritmos computacionais.
Figura 1- Sistema de Viso Computacional para medio (baseada em Gomes e Velho, 1994)
Neste contexto, podem-se destacar algumas
aplicaes industriais: identificao de erros de
peas para controle de qualidade; orientao de
robs; rastreabilidade de materiais em linhas de
produo; medio de peas. Medies por
imagem possuem grande relevncia em muitas
aplicaes. Luo et al. (2004) combinam Viso
Computacional, interferometria laser e uso de
mquina de medio por coordenadas para
desenvolver um sistema de inspeo. Eles
notaram que este tipo de sistema aumenta a
exatido das MMC. O trabalho de Khotanzad et
al. (1994) descreve um sistema para inspeo
automtica de placas de circuito impresso.
Christy et al. (2005) apresentam as tcnicas de
processamento de imagens utilizadas para
Reconhecimento Reconhecimento
Inspeo Inspeo
Medio Medio
DADOS
IMAGEM
PROCESSAMENTO
DE DADOS
PROCESSAMENTO
DE IMAGENS
VISO
COMPUTACIONAL
COMPUTAO
GRFICA
Valores exatos Valores exatos
Aproximaes Aproximaes
ENGEVISTA, v. 7, n. 2, p. 38-50, dezembro 2005 40
avaliao da qualidade da superfcie de pedaos
de madeira. Liguori et al (2001) apresentam
uma aplicao em imagens mdicas, o objetivo
medir em imagens de utrasom a espessura de
artrias. Pode-se observar que o campo de
aplicao de sistemas de Viso Computacional
bem amplo, o que leva necessidade de se
estudar a qualidade de seus resultados. Muitos
destes trabalhos no consideram a exatido da
medida atravs de imagens. De Santo et al.
(2004) apresentam um estudo sobre a avalio
de incerteza de medies por imagem.
Apesar do elevado nvel de
desenvolvimento tecnolgico no campo da
manufatura, ainda difcil obter peas
perfeitas. Para gerenciar tal limitao torna-se
necessrio utilizar tolerncias dimensionais e
geomticas que permitam a intercambialidade
das peas. Em alguns casos a rejeio de peas
se d por uma escolha inadequada do sistema
de medio e no por questes de no
conformidade.
Neste contexto, este artigo tem por objetivo
apresentar uma proposta de um sistema de
Viso Computacional voltado para a medio
de objetos, visando a anlise de sua
conformidade. Num processo automatizado
uma inspeo visual deste tipo de pea pode
consumir muito tempo e levar erros humanos
inadmissveis, que acarretam prejuzos na linha
de produo.
Para o desenvolvimento do sistema so
estudadas tcnicas de extrao das
caractersticas dimensionais de objetos em
imagem. Apresenta-se um estudo de caso
envolvendo alguns problemas possveis de
existirem em um sistema automtico de
medio. Discutem-se os cuidados a serem
tomados neste tipo de sistema e a incerteza
envolvida.
2. SISTEMA DE MEDIO POR
IMAGEM
2.1. Aspectos gerais
Uma imagem descrita por uma matriz
NxM de valores de pixel (picture element)
inteiros positivos, que indica a intensidade de
cor em cada posio (i,j) da imagem. Um dado
pixel (p(i,j)) na posio (n,m) possui um valor
numrico que representa o valor da iluminao
na rea correspondente na imagem.
Uma imagem usualmente contm alguns
objetos. Uma aplicao de viso usualmente
envolve computar certas propriedades de um
objeto, e no a imagem como um todo. Para
computar propriedades de um objeto, objetos
individuais precisam primeiramente ser
identificados como objetos separados; ento as
propriedades de objetos podem ser computadas.
Assim, um sistema de medio por imagem
pode ser dividido nas seguintes etapas: (1)
aquisio; (2) pr-processamento; (3)
segmentao de objetos; (4) reconhecimento
dos objetos de interesse; e, (5) medio (Fig. 2).
Na primeira etapa necessrio o uso de um
bom sistema de iluminao e cmera com boa
resoluo. A aplicao das tcnicas de
processamento de imagens ocorre nas etapas 2
a 4, com o objetivo de preparar a imagem para
a realizao das medies.
Figura 2 Viso global do sistema.
Processamento
de Imagens
Segmentao
de objetos
Medio dos
objetos e
inspeo
Aquisio
Reconhecimento
de objetos
ENGEVISTA, v. 7, n. 2, p. 38-50, dezembro 2005 41
O pr-processamento deve ser realizado
para aprimorar a qualidade da imagem,
reduzindo ruidos inerentes ao processo de
aquisio. O processo de segmentao ou
limiarizao utilizado para separar as reas de
interesse, que consistem nas peas a serem
medidas. O processo mais simples de
segmentao chamado de no-contextual,
pois no leva em considerao as relaes entre
os pixels e regies (Schalkoff, 1989). Neste
caso separam-se os objetos do fundo, mudando
a cor destes para preta e o do fundo para
branca, tem-se ento uma imagem binria, que
muito usual nas diversas aplicaes de Viso
Computacional.
2.2. Pr-processamento
Para interpretar uma imagem, as variaes
nos valores de intensidade devem ser
analisadas. Os nmeros de nveis de
quantificao usados mais comumente para
representar intensidades de imagens so de 256
diferentes nveis de cinza, o que implica um
maior esforo computacional e de
armazenamento. Estas limitaes encorajaram o
uso de sistemas de viso binria (uma imagem
binria contm apenas dois nveis de cinza).
Necessidades menores de memria e
tempos de execuo mais rpidos no so as
nicas razes para estudar sistemas de viso
binria. Muitas tcnicas desenvolvidas para
estes sistemas tambm so aplicveis para
sistemas de viso que usam imagens de escala
de cinza. Em geral, sistemas de viso binria
so teis em casos onde o contorno contm
informao suficiente para permitir
reconhecimento de um objeto e onde o
ambiente pode ser controlado adequadamente.
Para obter um bom contorno, os objetos devem
ser separados facilmente do fundo. O sistema
de viso binria geralmente usa um limiar para
separar objetos do fundo. O valor apropriado
deste limiar depende da iluminao e das
caractersticas reflexivas dos objetos. Para a
limiarizao ser efetiva na separao objeto-
fundo, necessrio que o objeto e o fundo
tenham contraste suficiente e que se saiba os
nveis de intensidade tanto dos objetos quanto
do fundo. Em um esquema de limiarizao fixa,
estas caractersticas de intensidade determinam
o valor do limiar (Ramesh et al, 1995).
A limiarizao distingue os objetos do
fundo em uma imagem. Em alguns casos torna-
se necessrio distinguir mais de um objeto ou
mais de uma caracterstica no objeto. Neste
caso, pode-se optar por operaes de deteco
de vizinhos similares. Em uma imagem digital
representada numa grade quadricular, um pixel
tem uma fronteira comum com quatro pixels e
compartilha um canto comum com quatro
pixels adicionais. Diz-se que dois pixels so 4-
vizinhos se eles compartilham uma fronteira
comum (Marques Filho e Vieira Neto, 1999).
Semelhantemente, dois pixels so 8-vizinhos se
eles compartilham pelo menos um canto. Por
exemplo, um pixel no local [i,j] tem 4-vizinhos
[i+1,j], [i-1,j], [i,j+1] e [i,j-1]. Os 8-vizinhos do
pixel incluem os 4-vizinhos mais [i+1,j+1],
[i+1,j-1], [i-1,j+1] e [i-1,j-1].
4-vizinhos
[i,j]
8-vizinhos
[i,j]
Figura 3. Sistemas de vizinhana de um ponto.
possvel distinguir mais de um objeto na
mesma imagem apenas considerando o sistema
de vizinhana dos pontos, sabe-se que cada
objeto tem todos os pixels referentes a ele
ligados uns aos outros, ento ao considerar uma
cor de fundo basta observar que se um
aglomerado de pixels no est conectado a
outro por nenhum pixel de mesmo tom estes
representam objetos diferentes.
Alguns cuidados devem ser tomados ao
utilizar-se esta metodologia. Na Fig.4 nota-se
que utilizando o sistema 4-vizinhos tem-se um
ponto que liga o quadrado ao circulo, o que
acarreta que o crculo e o quadrado sejam
considerados um nico objeto. Neste caso,
embora o custo computacional seja maior,
mais adequado o uso do mtodo 8-vizinhos.
ENGEVISTA, v. 7, n. 2, p. 38-50, dezembro 2005 42
Figura 4 (a) imagem original, (b)
ampliao da rea circulada em vermelho, (c)
resultado do procedimento.
Estas metodologias sero teis no estudo de
caso apresentado, no qual tem-se uma pea
retangular que apresenta trs furos com
dimetros diferentes. Neste caso considerou-se
cada furo da pea como objetos distintos e o
programa tem de identificar que cada furo no
est conectado ao outro ou ao fundo da
imagem.
2.3. Obteno de caractersticas de objetos
Na maioria das aplicaes industriais, a
localizao da cmera e o ambiente so
conhecidos, e o nmero de objetos diferentes
no grande. Depois de feita a separao de
dois ou mais objetos dentro de uma imagem,
pode-se programar o reconhecimento e extrao
de medidas de tais objetos.
Uma vez localizado o objeto, so
desenvolvidos algoritmos que extraiam
caractersticas do objeto que se encontra na
imagem j limiarizada, ou seja, todos os
processos descritos a seguir levam em
considerao que a imagem original tem apenas
dois tons (preto e branco).
Para identificar o contorno de um objeto,
fundamental para anlise da geometria, foram
desenvolvidos dois mtodos, um baseia-se em
identificar quais pixels da imagem fazem
fronteira com o fundo, o outro consiste em
identificar um pixel que esteja no limite entre
objeto e fundo e a partir dele faz-se uma
varredura no sentido horrio deste limite.
O primeiro uma soluo rpida que exige
pouco processamento, porm no permite uma
identificao seqencial, simplesmente
devolvendo uma imagem em que aparece
somente o contorno. O segundo faz uma
varredura ponto a ponto e por sua vez utiliza
mais tempo de processamento que o primeiro,
porm, nele possvel gerar uma tabela com as
coordenadas de todos os pontos do contorno, o
que pode ser til em procedimentos posteriores
(Feliciano et al, 2004).
Caractersticas de circunferncias
Este mtodo foi desenvolvido para que a
partir de uma imagem de uma circunferncia
sejam extradas as coordenadas do centro e o
mdulo do raio. Para definir o centro usado o
mtodo de determinar centrides (Feliciano et
al, 2004), que devolve as coordenada do centro
da circunferncia. Ento, feita uma varredura
dos pontos do contorno e ento calculada a
distncia de cada ponto do contorno da
circunferncia ao centride e o raio ser dado
pela mdia de todas estas distncias.
Figura 5. Exemplo de imperfeio da
circunferncia o raio mdio definido pela
mdia de todos os raios calculados.
O interessante desta abordagem que torna-
se possvel comparar facilmente as medidas
obtidas com a tolerncia de circularidade
definida.
Identificao dos Vrtices
Os mtodos que esto aqui descritos
identificam vrtices em objetos que contenham
apenas arestas em linha reta e quando
conhecido o nmero de vrtices cujas
coordenadas deseja-se obter. Foram estudados
dois mtodos. O primeiro baseia-se em
identificar os pontos do contorno com maior
distncia ao centride da figura e o segundo faz
uma varredura no contorno e identifica
mudanas bruscas de direo (Feliciano e
Souza, 2004).
Por limitao de espao apresenta-se neste
artigo apenas o segundo mtodo que se mostrou
mais eficiente. Este mtodo tem por base
identificar as retas que compem as arestas da
figura e com a intercesso das equaes de
retas destas temos um ponto em comum que
ENGEVISTA, v. 7, n. 2, p. 38-50, dezembro 2005 43
considerado um vrtice. Conhecendo todos os
pontos do contorno divide-se esta quantidade
de pontos em intervalos iguais e calculada a
equao da reta e armazenado um ponto de
cada pequeno intervalo, gerando uma tabela
com os pontos e os coeficientes angulares de
cada intervalo (Leta et al., 2005).
Tendo definido um ngulo de tolerncia
avalia-se a diferena entre cada coeficiente
angular e o seu anterior at que se ache a
diferena maior que a tolerncia, assim tirada
a mdia dos coeficientes angulares e das
distancias x e y dos pontos, gerando assim
informaes que definem uma reta. A busca
prossegue at que se encontre uma nova
diferena maior que a tolerncia e assim por
diante.
Cada reta definida corresponde a uma aresta
e ento os vrtices so definidos na interseo
destas arestas.
Figura 6. (a) figura original. (b) retas
identificadas.
A partir da obteno dos vrtices do objeto,
torna-se possvel extrair comprimentos e avaliar
algumas tolerncias geomtricas.
2.4. Obteno de caractersticas
dimensionais e geomtricas de objetos
O estudo de caso apresentado trabalha com
uma foto em tons de cinza de uma pea
retangular que apresenta trs furos com
dimetros diferentes Fig. 7. O objetivo do
sistema extrair automaticamente (sem a
interveno humana) as dimenses da borda da
pea, o dimetro de cada furo, e a posio do
centro de cada furo em relao ao canto
superior esquerdo da imagem, e
conseqentemente a distncia do centro de cada
furo as arestas laterais da figura. Estas
informaes so utilizadas para avaliao
dimensional da pea, considerando ainda as
tolerncias dimensionais e geomtricas da
mesma. Neste caso considera-se cada furo da
pea como um objeto distinto, utilizando-se a
metodologia de vizinhana descrita
previamente. Este resultado pode ser observado
na Fig. 8.
A partir da os vrtices da chapa metlica e
as circunferncias dos furos podem ser
identificados na figura (Fig. 9).
Figura 7. Foto da Pea em tons de cinza.
Figura 8 Imagem Limiarizada (preto e
branco) e separao dos objetos por cor.
Figura 9. Resultado Final, vrtices e centro
dos furos apresentam-se marcados.
ENGEVISTA, v. 7, n. 2, p. 38-50, dezembro 2005 44
3. RESULTADOS
Os resultados foram obtidos em unidades de
pixels, para conhecer estes valores devemos
primeiramente conhecer o fator de converso
pixels x milmetros. Os erros destas medidas
podem ser vistos emLeta et al. (2005).
Para obter o fator de converso, um bloco
padro foi fotografado usando a cmera em
diferentes alturas (Tab. 1). Pode-se notar que o
fator de converso () aumenta conforme a
altura da cmera diminui. Considerando que
expressa a quantidade de pixels que
corresponde a 1mm, a melhor posio de
camera aquela mais prxima ao objeto.
Para analisar a performance do sistema, uma
pea foi estudada, usando a menor altura
possvel de cmera. A pea C foi fotografada
em diferentes posies (Fig. 10). Cabe ressaltar
que a pea em estudo foi fabricada sem grande
preocupao com a exatido. Por esta razo
atribuiram-se valores altos para tolerncias de
aceitao de conformidade. Mesmo que
avaliadas por instrumentos convencionais, a
pea seria descartada por falta de conformidade
com o projeto. Em sistemas por imagem
importante avaliar os objetos em posies
rotacionadas, pois o efeito de aliasing pode
levar a erros inerentes ao processo de
digitalizao.
Tabela 1 Altura da cmera, comprimento do
bloco padro em pixels e fator de converso (R-
bloco padro -50 mm).
Imagem
Altura
(mm)
Bloco
padro
P (pixel)
Fator de
converso
R
P
=
(pixel/mm)
a 100 496 9,92
b 150 363 7,26
c 200 275 5,50
d 250 228 4,56
e 300 197 3,94
Tabela 2. Especificao.
Pea Tolerncias geomtricas e
dimensionais (mm)
T1 0,80
T2 0,80
T3 0,80
Retilineidade
T4 0,80
D1 11,00 0,50
D2 13,00 0,50
Dimetro do
furo
D3 15,50 0,50
C1 0,50
C2 0,50
Circularidade
C3 0,50
X1 14,50 0,25
X2 25,00 0,25
X3 46,00 0,25
Y1 36,00 0,25
Largura 61,00 0,50 Y2 14,50 0,25
Altura 50,00 0,50
Posio do
furo
Y3 29,00 0,25
ENGEVISTA, v. 7, n. 2, p. 38-50, dezembro 2005 45
Tabela 3. Medidas obtidas.
Pea Caracterstica
Medida
(mm)
Conformidade
Largura 61,70 no
C
Altura 49,77 sim
S1 1,30 no
S2 0,43 sim
S3 0,41 sim
Retilineidade
S4 1,10 no
D1 11,76 no
D2
13,61 no
Dimetro do furo
D3
14,75 no
C1 0,47 sim
C2
0,54 no
Circularidade
C3
0,62 no
X1 14,26 sim
X2 25,22 sim
X3 45,42 no
Y1 35,87 sim
Resoluo da imagem Y2 14,36 sim
800 x 600
Posio do furo
Y3 28,41 no
Figura 10. Digitalizao da pea em posies diferentes.
4. ERROS EM PROCESSOS DE
MEDIO POR IMAGEM
Todas as tcnicas aqui apresentadas so
utilizadas para trabalharem com objetos
contidos em imagens digitais. Portanto, as
caractersticas dimensionais obtidas dos
mesmos so extradas, em um primeiro
momento, em unidade de pixels. Para uma
aplicao real, torna-se necessrio o uso de
clculos para convert-las em unidades reais de
medida do SI. Para isso, deve-se conhecer a
resoluo das fotos tiradas. Quanto maior a
resoluo, mais exatas sero as medidas, j que
o nmeros de pixels dentro da mesma rea
aumentado. preciso tambm saber a distncia
da cmera ao objeto, ter o devido controle da
iluminao do ambiente para evitar problemas
de sombra (Fig. 11). Outros fatores que devem
ser considerados para que estas tcnicas
automatizadas (sem a interveno do usurio)
possam ser utilizadas com sucesso podem ser
vistos em Leta et al. (2005) e Feliciano e Souza
(2004), como por exemplo: imperfeies de
superfcies e objetos em que a espessura afeta a
medida (Fig. 11).
Sanando-se tais problemas, deve-se
destacar que a soluo por um sistema
automatizado ainda mais adequada do que
sistemas por imagem em que o usurio define
os pontos sobre o objeto a serem considerados
para a medio. Nestes sistemas o usurio
levado a escolher os pontos extremos para
medies, e, a partir deste tipo de escolha que
so gerados erros, pois so dependentes da
percepo e treinamento do observador.
0,4
ENGEVISTA, v. 7, n. 2, p. 38-50, dezembro 2005 46
Figura 11. Problemas que podem gerar
erros em medidas automticas por imagens.
Observando-se a Fig. 12, h possibilidade
do usurio escolher como incio da medida do
comprimento da pea pontos diferentes, j que
a borda da pea no est claramente definida.
O mesmo ocorre com relao marcao do
dimetro, em especial devido espessura da
pea. O significado de marcar erradamente a
borda para realizar uma medio pode ser
mensurado quando se converte o nmero de
pixels para a unidade de comprimento. Um
erro de 1 pixel pode representar o equivalente a
um erro de 0,25mm. Sendo que em geral no se
erra em apenas um pixel. Ou seja, torna-se
extremamente importante reduzir o erro do
operador a partir de metodologias automticas
de medio.
Figura 12. Seleo de pontos de marcao
duvidosos.
5. ANLISE DE INCERTEZAS EM
MEDIES POR VISO
COMPUTACIONAL
Em aplicaes de medio, principalmente
na realizao de calibraes, necessrio um
estudo criterioso para a expresso da incerteza
de medio. Nesta expresso so tratadas
informaes e critrios para avaliao dos
componentes que influenciam o resultado de
uma medio. A incerteza expressa,
resumidamente, o valor provvel do erro de
uma medio.
Muitas vezes os resultados de uma medio
devem ser comparados com uma tolerncia ou
limites definidos por alguma especificao ou
regulamentao. Nestes casos, o conhecimento
da incerteza da medida permite decidir se o
resultado obtido est dentro dos limites
preestabelecidos. O clculo da incerteza
depende do conhecimento detalhado da
natureza do mensurando, do padro, das
influncias externas e do processo de medio.
Para este estudo de medio atravs de
Viso Computacional torna-se importante,
tambm, obter a incerteza deste processo de
medio, que est inserido no campo da
Metrologia Computacional. Para isto foram
estudados os possveis fatores que podem
contribuir, de alguma forma, para os erros de
medio. Alm disso, necessrio,
primeiramente, destacar a diferena existente
entre a incerteza do tipo A e a incerteza do tipo
B.
Incerteza Tipo A
Em Metrologia, pode-se afirmar que a
melhor estimativa de uma grandeza, que varia
aleatoriamente, a mdia aritmtica das n
medidas efetuadas e calculada por:
n
x
x
i
=
(1)
Os valores x
i
diferem entre si por causa de
efeitos aleatrios que ocorrem durante as
medies.
A varincia estimada s
2
(x
i
) ou o desvio
padro estimado s(x
i
) caracterizam a
variabilidade dos valores medidos x
i
, isto , a
disperso dos mesmos em torno do valor
mdio. A expresso da varincia dada por:
Surface
imperfections
Imperfeies
da superfcie
shadows
depth
sombra
espessura
(50, 17)
(89,18)
x
y
(50, 17)
(89,18)
x
y
ENGEVISTA, v. 7, n. 2, p. 38-50, dezembro 2005 47
1
) (
) (
2
2
n
x x
x s
i
i
(2)
A melhor estimativa da varincia da mdia
) (
2
x
, da grandeza a medir, a varincia
experimental da mdia cuja expresso :
n
x s
x s
i
) (
) (
2
2
=
(3)
O desvio padro experimental da mdia
serve para qualificar quanto o valor mdio
x
representa a grandeza a ser medida X. Esta
estimativa tanto melhor quanto maior for o
nmero de repeties efetuadas na medio.
A expresso da incerteza Tipo A,
determinada a partir de n medies de uma
grandeza X, para graus de liberdade e nvel
de confiana p =95%, dada por:
) ( ) ( ) (
% 95
x s x t x I i
A
= =
(1)
Onde:
tp() conhecido como t de student
para um nvel de confiana p
o nmero de graus de liberdade,
definido como n-1
Incerteza Tipo B
Incertezas deste tipo so determinadas a
partir de informaes acessrias e externas ao
processo de medio. Estas informaes podem
ser obtidas de resultados de medies similares
anteriores, experincia ou conhecimento do
comportamento do instrumento, dados do
fabricante, dados fornecidos por certificados de
calibrao, referncias de manuais de instruo,
etc.
So exemplos deste tipo de incerteza:
gradiente de temperatura durante a medio;
afastamento da temperatura ambiente em
relao temperatura de referncia de 20 C,
tipo do indicador: analgico ou digital,
instabilidade na rede eltrica, paralaxe,
incerteza do padro, instabilidade do padro,
erros geomtricos, deformaes mecnicas,
histerese, estabilidade temporal, etc.
Como mencionado anteriormente, uma
anlise de incertezas para este mtodo de Viso
Computacional torna-se necessria, uma vez
que cada mtodo de medio possui incertezas
e fatores externos diferentes que podem
contribuir para o erro. Alm disto, pode-se
observar a eficincia deste mtodo e compar-
los a outros mtodos convencionais.
Para a avaliao da incerteza Tipo A,
preciso que haja um determinado nmero de
medies feitas nas mesmas condies
externas, uma vez que esta avaliao est
relacionada com a repetitividade do processo.
Uma alternativa para determin-la foi
fotografar uma mesma pea em orientaes
diferentes, ou seja, fazendo-a girar no plano em
que se encontra, mantendo fixas a altura da
cmera em relao ao objeto e a resoluo da
mesma. Deve-se lembrar que em aplicaes
reais as peas podem estar em orientaes
diferentes e aleatrias. Da mesma forma que
em um processo de medio com um
micrmetro, por exemplo, h uma grande
probabilidade de se obter leituras diferentes de
uma medida ao se repetir o processo algumas
vezes.
Com isto, extrai-se a medio desejada em
cada foto e calcula-se a incerteza utilizando-se
a expresso da incerteza Tipo A (1). preciso
lembrar que quanto maior o nmero de
fotosmelhor ser a estimativa da incerteza do
processo.
Para a estimativa da incerteza Tipo B, deve-
se levar em conta fatores externos que podem
contribuir para o erro. Foram destacados dois
fatores que podem ser relevantes.
Primeiramente, ao se calibrar uma cmera
para um processo, ou seja, fixar uma altura de
cmera e extrair o fator de converso por
comparao com a medida real de uma pea de
referncia, h uma incerteza associada a este
processo. Se a medida real conhecida da pea
foi obtida por um outro processo de medio, a
incerteza associada a este procedimento ir
contribuir para a incerteza da medio
computacional. Uma outra possibilidade
calibrar a cmera com uma foto de um bloco
padro. Neste caso a incerteza associada refere-
se incerteza do mesmo. O valor desta
incerteza pode ser obtido no certificado de
calibrao que geralmente acompanha o
conjunto de blocos padro, quando o mesmo
adquirido.
ENGEVISTA, v. 7, n. 2, p. 38-50, dezembro 2005 48
Uma segunda varivel que cabe ser
observada a temperatura do ambiente de
medio. Pode ser importante avaliar a
incerteza associada ao afastamento da
temperatura ambiente da temperatura de
referncia. Esta incerteza depende da grandeza
da dimenso do mensurando e do afastamento
da temperatura de medio da temperatura de
referncia (20C). Admitindo como sendo o
coeficiente de dilatao trmica do mensurando
e t o afastamento da temperatura em relao a
20C, tem-se que o limite a ser: a = x t x L,
onde L o comprimento avaliado. O desvio
padro para p =68% ser de:
3
) (
a
x s
i
=
(2)
Geralmente, a tolerncia aceitvel de 2
C para cima e para baixo. J em laboratrios de
calibrao ela menor (cerca de 0,5 C). A
relevncia desta incerteza depender da
aplicao e do ambiente. Se for um ambiente
com uma temperatura alta (em uma linha de
produo, por exemplo), este fator pode ser
importante. Para um laboratrio de calibrao,
este fator tambm dever ser considerado.
A Tabela.4 mostra um resumo das
variveis e seus respectivos tipos de incerteza.
Uma anlise criteriosa destas variveis
fundamental para ser determinar o que pode ser
feito para diminuir ao mximo a incerteza de
medio por este mtodo. A eficincia de um
mtodo de medio tanto maior quanto menor
for esta incerteza. Deve-se, em uma aplicao
real, determinar quais variveis podem ser
controladas ou modificadas para a melhoria do
processo. De posse destes valores, utilizam-se
as equaes (1), (2) e (3) para obter,
respectivamente, os valores da varincia,
varincia da mdia e da incerteza U
r
, devido
repetibilidade, para cada medida. Os valores
obtidos esto contidos na Tab. 5.
Tabela.4 Variveis e respectivos tipos de
incerteza.
Varivel Incerteza
Medida da pea de referncia Tipo B
Procedimento de medio
computacional
Tipo A
Temperatura ambiente Tipo B
Porm, para se obter o valor total da
incerteza do processo de medio U, deve-se
adicionar a contribuio da incerteza do bloco
padro U
b
, que de 0,53 m, conforme
mencionado anteriormente. Isto feito atravs
da seguinte relao:
U2 =Ur2 +Ub2 (3)
Onde: U =incerteza de medio
U
r
=incerteza associada a repetitividade
U
b
=incerteza associada ao bloco padro
A Tabela mostra os resultados obtidos,
para cada medida da pea. Os valores se
encontram com doze casas decimais, para que
se possa notar o efeito do clculo.
Tabela 5 Varincia, Varincia da mdia e Incerteza U
r
.
Medida Varincia Varincia da mdia Incerteza U
r
Comprimento 0,07044670 0,01408934 0,03916837
Largura 0,08572030 0,01714406 0,04766049
Furo 1 0,04278650 0,00855730 0,02378929
Furo 2 0,08264350 0,01652870 0,04594979 Dimetro
Furo 3 0,05520750 0,01104150 0,03069537
ENGEVISTA, v. 7, n. 2, p. 38-50, dezembro 2005 49
Tabela 6 Valores das incertezas.
Medida Ur Ub U
Comprimento 0,039168365200 0,00000053 0,039168365204
Largura 0,047660486800 0,00000053 0,047660486803
Furo 1 0,023789294000 0,00000053 0,023789294006
Furo 2 0,045949786000 0,00000053 0,045949786003 Dimetro
Furo 3 0,030695370000 0,00000053 0,030695370005
importante destacar que a diferena
encontrada entre os valores de incerteza para
cada medida (comprimento, largura e
dimetros), devido a diferentes variabilidades
nas medies, se deve pelas irregularidades da
pea. Portanto, ao se expressar a incerteza de
medio para uma das medidas, deve-se
associar o valor correspondente a cada uma.
Massimo et al (2000) descrevem as possveis
causas para a variabilidade das medidas na
repetitividade, ou seja, onde as condies so
mantidas fixas. Eles mencionam a incerteza
proveniente da digitalizao de uma imagem.
Para a estimativa da expresso, os autores
definiram a incerteza de um pixel de uma
imagem UI (i, j) como o parmetro que
quantifica as mudanas aleatrias da
intensidade I (i, j) do prprio pixel. A incerteza
pode ser medida como o desvio padro I (i, j)
de uma srie de N valores de I (i, j), obtidas por
N aquisies da imagem em condies
estacionrias de todos os parmetros
controlveis de influncia.
Os autores destacam trs causas provveis
para tal:
a) a quantizao da imagem, do mundo
contnuo real para o mundo discreto
computacional, relacionada
quantizao espacial e de intensidade;
b) a presena de vibraes, que contribuem
para a quantizao de intensidade;
c) a variabilidade intrnseca da origem da
luz (instabilidade, luz tremeluzindo,
etc.);
Os autores modelam expresses para a
estimativa de tais incertezas, porm estas
modelagens no foram consideradas no
presente artigo.
6. CONSIDERAES FINAIS
A escolha por tcnicas medio automticas
de por imagem requer uma avaliao detalhada
sobre os diferentes algoritmos possveis de
serem implementados, bem como as condies
de iluminao e do objeto a ser medido. Pode-
se notar que para algumas aplicaes, pode
haver mais de uma tcnica diferente. Cabe ao
usurio decidir quais tcnicas se enquadram de
modo mais satisfatrio para sua aplicao.
Este trabalho teve o objetivo de apresentar,
sem esgotar o assunto, algumas tcnicas de
processamento e anlise de imagens focadas em
Metrologia por imagem. Observa-se que os
algoritmos de Viso Computacional tm a
capacidade de facilitar bastante o trabalho
humano na indstria, alm de possibilitar a
realizao de tarefas de modo mais preciso e
eficaz, aumentando consideravelmente a
produtividade e a garantia da qualidade dos
produtos fabricados. Porm, se utilizada sem a
avaliao e os cuidados adequados pode
resultar em medidas inexatas.
7. AGRADECIMENTOS
Os autores agradecem FAPERJ pelo apoio
ao projeto temtico intitulado Metrologia
Baseada em Viso Computacional, CAPES e
ao MEC-SESU pelas bolsas de mestrado e PET
de um dos autores. Agradecem tambm ao
tcnico Alain Rangel pelo apoio na realizao
do estudo de caso.
REFERNCIAS
Christy, A.G., Senden, T.J . e Evans, P.D.
Automated measurement of checks at wood
surfaces. Measurement, Vol. 37, pp. 109118,
2005.
ENGEVISTA, v. 7, n. 2, p. 38-50, dezembro 2005 50
De Santo, M., Liguori, C., Paolillo, A. e
Pietrosanto, A. Standard uncertainty evaluation
in image-based measurements. Measurement,
Vol. 36, pp. 347358, 2004.
Feliciano, F. F. e Souza, I. L. de. Anlise de
Conformidade de Peas Atravs de Tcnicas de
Viso Computacional. Projeto Final de
Graduao. Curso de Engenharia Mecnica.
Orientadora: Fabiana R. Leta UFF. Niteri.
2004.
Gomes, J . e Velho, L. Computao grfica:
Imagem. IMPA-SBM. 1994.
Khotanzad, A., Banerjee, H., Srinath, M. D. A.,
Vision System for Inspection of Ball Bonds
and 2-D Profile of Bonding Wires in Integrated
Circuits, IEEE Transactions on Semiconductor
Manufacturing, Vol. 7, No. 4, pp. 413-422,
1994.
Leta, F. R., Feliciano, F. F. e Souza, I. L. de.
Discussing accuracy in an automatic
measurement system using computer vision
techniques. 18th International Congress of
Mechanical Engineering
ABCM, Novembro, Ouro Preto, MG, 2005.
Liguori, C., Paolillo, A., Pietrosanto, An
Automatic Measurement System for the
Evaluation of Carotid Intima-Media
Thickness, IEEE Transactions on
Instrumentation and Measurement, Vol. 50, No.
6, pp. 1684-1691, 2001.
Luo, P. F., Pan, S. P., Chu, T. C., Application
of computer vision and laser interferometer to
the inspection of line scale, Optics and Lasers
in Engineering, Vol. 42, pp. 563-584, 2004.
Marques Filho, O. e Vieira Neto,H..
Processamento Digital de Imagens, Ed.
Brasport, 1999.
Ramesh, J .; Kasturi, R. e Schunk, B.. Machine
Vision. New York, Ed. McGraw-Hill, 1995.
Você também pode gostar
- Relatorio 8 - Curva de DestilacaoDocumento5 páginasRelatorio 8 - Curva de DestilacaoAndré Luís Della VolpeAinda não há avaliações
- Stihl Fse 60Documento24 páginasStihl Fse 60Janderson Amorim FonsecaAinda não há avaliações
- Ficha01 EF Mod 8 Tecnologias 2017 18Documento6 páginasFicha01 EF Mod 8 Tecnologias 2017 18magante50Ainda não há avaliações
- Procedimento para AquisicaoDocumento5 páginasProcedimento para AquisicaoPaulo Edson FernandesAinda não há avaliações
- DS 451 SayerrazDocumento10 páginasDS 451 Sayerrazeduardo paivaAinda não há avaliações
- Mackenzie Sapatas Novo R1Documento26 páginasMackenzie Sapatas Novo R1Renan Chama MartinAinda não há avaliações
- 196397-Aula 3 - Escoamento UniformeDocumento29 páginas196397-Aula 3 - Escoamento UniformeLucas LaurianoAinda não há avaliações
- Resumo Sistemas OperacionaisDocumento10 páginasResumo Sistemas OperacionaisLuiz PicoloAinda não há avaliações
- Aula 1 - IntroduçãoDocumento43 páginasAula 1 - IntroduçãoRandal GomesAinda não há avaliações
- Manual RECOPI Nacional - Web ServiceDocumento19 páginasManual RECOPI Nacional - Web ServiceAdib DiasAinda não há avaliações
- Curto Circuito em Sistemas Elétricos - Tipos, Causas e ConsequênciasDocumento20 páginasCurto Circuito em Sistemas Elétricos - Tipos, Causas e Consequênciaslorentz franklin100% (1)
- Catalogo - Vonder - Maquinas - e - EquipamentosDocumento154 páginasCatalogo - Vonder - Maquinas - e - EquipamentosNekros PlayAinda não há avaliações
- FICHA TÉCNICA - GL - Mit - DownloadDocumento1 páginaFICHA TÉCNICA - GL - Mit - DownloadDinslei FerreiraAinda não há avaliações
- Chapa Expandida - GRADECOMDocumento5 páginasChapa Expandida - GRADECOMHumberto BermudezAinda não há avaliações
- Rafael Prudencio Sacs A Diaz 2012Documento205 páginasRafael Prudencio Sacs A Diaz 2012Marcela MartinsAinda não há avaliações
- 924G PDFDocumento24 páginas924G PDFSidney Costa Viana100% (5)
- Cinética Quimica GeralDocumento6 páginasCinética Quimica GeralJean QueirozAinda não há avaliações
- Conectores Rexroth PDFDocumento8 páginasConectores Rexroth PDFAndré ViníciusAinda não há avaliações
- Carbonato de CálcioDocumento6 páginasCarbonato de CálcioFrancisco Tomás FranciscoAinda não há avaliações
- Manual Geral para DreamboxDocumento43 páginasManual Geral para DreamboxCristiane Cardoso100% (2)
- Artigo - Gestão de ObrasDocumento10 páginasArtigo - Gestão de ObrasricardoluzAinda não há avaliações
- Redes de Computadores - Capitulo 5 (Kurose)Documento5 páginasRedes de Computadores - Capitulo 5 (Kurose)Leila RodriguesAinda não há avaliações
- Aula 1 (22-11-21) - Análise de Harmônicas e Distúrbios de Tensão (2-2021)Documento52 páginasAula 1 (22-11-21) - Análise de Harmônicas e Distúrbios de Tensão (2-2021)Marcos C I SAinda não há avaliações
- Ciclo Da Ureia - TextoDocumento2 páginasCiclo Da Ureia - TextoAyrton Correa Fernandes de CarvalhoAinda não há avaliações
- Catalogo Positivo Master N250IDocumento2 páginasCatalogo Positivo Master N250IFelipe FerreiraAinda não há avaliações
- Resolução RDC ANVISA #189, de 18jul03Documento7 páginasResolução RDC ANVISA #189, de 18jul03Camila CalhauAinda não há avaliações
- Manual Split MideaDocumento12 páginasManual Split MideasdscurAinda não há avaliações
- Apostila Geo Hist Rondônia CompletaDocumento64 páginasApostila Geo Hist Rondônia CompletaMaikon Douglas Kiister PlasterAinda não há avaliações
- PipaDocumento12 páginasPipaGuilherme Luz Botelho CoelhoAinda não há avaliações
- gvSIG Mobile No Juno SB Com Windows Mobile 6Documento3 páginasgvSIG Mobile No Juno SB Com Windows Mobile 6Cesar João AndreazzaAinda não há avaliações