Você também pode gostar
- FaturaCEMIG 27012022Documento1 páginaFaturaCEMIG 27012022Wesley EvangelistaAinda não há avaliações
- CARTILHA - Inspecao de Gas Final - 20!9!22 FINALDocumento28 páginasCARTILHA - Inspecao de Gas Final - 20!9!22 FINALMayara MarquesAinda não há avaliações
- Eco - Aula 4Documento18 páginasEco - Aula 4AntonioSeveAinda não há avaliações
- Comprovante Light - CARLOS JOSEDocumento1 páginaComprovante Light - CARLOS JOSEVitor RodriguesAinda não há avaliações
- INTROD 04 - Planejamento Da Gestão Da QualidadeDocumento28 páginasINTROD 04 - Planejamento Da Gestão Da QualidadeDjalma RangelAinda não há avaliações
- Mauricio Abreu - Reconstruindo Uma História EsquecidaDocumento13 páginasMauricio Abreu - Reconstruindo Uma História Esquecidaryco1024100% (1)
- Painel Eletrico 3DDocumento181 páginasPainel Eletrico 3DJean Carlos100% (3)
- ENG520 Lista Exercícios Rev1 Mecânica Dos FluidosDocumento32 páginasENG520 Lista Exercícios Rev1 Mecânica Dos FluidosEverton Tavares de Souza50% (2)
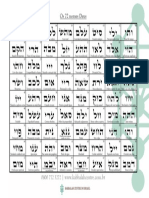
- 72 Nomes de Deus - TABELADocumento1 página72 Nomes de Deus - TABELAJean Carlos100% (2)
- 169602-Lista 4 - Fluido de Corte, Furação, Fresamento, Rosqueamento e Aplainamento 2017-1Documento2 páginas169602-Lista 4 - Fluido de Corte, Furação, Fresamento, Rosqueamento e Aplainamento 2017-1Jean CarlosAinda não há avaliações
- 20 - Mankiw - Capitulo IvDocumento2 páginas20 - Mankiw - Capitulo IvAirton Pereira da Silva LeãoAinda não há avaliações
- Arrematação ExtrajudicialDocumento2 páginasArrematação ExtrajudicialJhony AndradeAinda não há avaliações
- 08 - Edificações IndustriaisDocumento27 páginas08 - Edificações IndustriaisVinícius ZambottoAinda não há avaliações
- UntitledDocumento1 páginaUntitledNova Ana NeryAinda não há avaliações
- Dom5127 - AssinadoDocumento24 páginasDom5127 - AssinadoHelmuth SouzaAinda não há avaliações
- Briefing - Herilany FreitasDocumento6 páginasBriefing - Herilany FreitasVitória DanielaAinda não há avaliações
- Situacao Liquida Como Funciona A Equação Patrimonial de Uma EmpresaDocumento11 páginasSituacao Liquida Como Funciona A Equação Patrimonial de Uma EmpresaNayo MacamoAinda não há avaliações
- APR - ssma.ENE.25 - APR Inspeção e Fiscalização em Canteiro de Obra - REV00Documento6 páginasAPR - ssma.ENE.25 - APR Inspeção e Fiscalização em Canteiro de Obra - REV00Elizia VieiraAinda não há avaliações
- WebISS®NF0073 MONITOR RURAL 07 23Documento1 páginaWebISS®NF0073 MONITOR RURAL 07 23HADES FFAinda não há avaliações
- Economia Global e Organizações Econômicas MundiaisDocumento12 páginasEconomia Global e Organizações Econômicas MundiaisRafaela RamosAinda não há avaliações
- FP MC2023 4634Documento1 páginaFP MC2023 4634Angel Jorge LLopiz IbarraAinda não há avaliações
- Press Release Energisa ENGI11 4T21Documento79 páginasPress Release Energisa ENGI11 4T21The Capital AdvisorAinda não há avaliações
- NR 11 - Segurança No AtacarejoDocumento3 páginasNR 11 - Segurança No AtacarejoCPSSTAinda não há avaliações
- Estudo de Cenários DHL 2050Documento3 páginasEstudo de Cenários DHL 2050Matheus CostaAinda não há avaliações
- Samsung d205Documento27 páginasSamsung d205Ricardo ShiromaAinda não há avaliações
- Arnfrbol 3Documento1 páginaArnfrbol 3marcos lopesAinda não há avaliações
- Gru 29413090075390502Documento1 páginaGru 29413090075390502biathillAinda não há avaliações
- Consenso de Washington - Carlos LopesDocumento19 páginasConsenso de Washington - Carlos LopesDavid DumaresqAinda não há avaliações
- Orçamento - Troca de Acm Am Shopping.Documento1 páginaOrçamento - Troca de Acm Am Shopping.Orismar ChavesAinda não há avaliações
- 01.06 AvaliacaoDePoliticasPublicas GuiaMarcoLogico FJPDocumento54 páginas01.06 AvaliacaoDePoliticasPublicas GuiaMarcoLogico FJPAnderson GomesAinda não há avaliações
- Grelha de Correcção Exame Parte I Opção A 2020Documento2 páginasGrelha de Correcção Exame Parte I Opção A 2020celina sitoleAinda não há avaliações
- Danfe LT Nichele Comercio de Combustiveis Ltda: NF-e #000.028.973 Série 006Documento1 páginaDanfe LT Nichele Comercio de Combustiveis Ltda: NF-e #000.028.973 Série 006julio dos santos andradeAinda não há avaliações
- Fundamentos Do Serviço Social: Concepções ContemporâneasDocumento34 páginasFundamentos Do Serviço Social: Concepções ContemporâneaspriscilaAinda não há avaliações
- Diario-Oficial 16166 PDFDocumento102 páginasDiario-Oficial 16166 PDFBdksAinda não há avaliações