Você também pode gostar
- Dimensionamento de Linha de VidaDocumento17 páginasDimensionamento de Linha de VidaEricles Dias Moraes FilhoAinda não há avaliações
- PMOCDocumento4 páginasPMOCEricles Dias Moraes Filho100% (1)
- 04 - As Cinco Viagens Do Comp MaçomDocumento4 páginas04 - As Cinco Viagens Do Comp MaçomDanielGuimarãesCostaAinda não há avaliações
- Recuperação - 9 Ano - 1 Bimestre 2019Documento2 páginasRecuperação - 9 Ano - 1 Bimestre 2019Daiane de Oliveira Freitas100% (2)
- Ficha de Exercícios de TicDocumento9 páginasFicha de Exercícios de TicFátima Canico100% (1)
- 2011 Etapas Necessarias Implantacao Sistema Gestao IntegradoDocumento11 páginas2011 Etapas Necessarias Implantacao Sistema Gestao IntegradoEricles Dias Moraes FilhoAinda não há avaliações
- Orixás Na Umbanda As Origens As Lendas Os Cantos e Os Rituais PDFDocumento112 páginasOrixás Na Umbanda As Origens As Lendas Os Cantos e Os Rituais PDFwesleysampa100% (2)
- Planilha Análise SWOTDocumento5 páginasPlanilha Análise SWOTJoséAntonioBarbosaAinda não há avaliações
- Psicopatologia ForenseDocumento6 páginasPsicopatologia ForenseSheila SerpaAinda não há avaliações
- Manual InjetronicDocumento19 páginasManual InjetronicAdriano ValenteAinda não há avaliações
- Tabela de Equivalência de Equivalência - IndustriaisDocumento2 páginasTabela de Equivalência de Equivalência - IndustriaisEricles Dias Moraes Filho50% (2)
- Cartilha Uti Neontal USFDocumento11 páginasCartilha Uti Neontal USFAnaVendrametto22Ainda não há avaliações
- Reich HoldDocumento64 páginasReich HoldEricles Dias Moraes FilhoAinda não há avaliações
- Modelo Manual Da QualidadeDocumento14 páginasModelo Manual Da QualidadeEricles Dias Moraes FilhoAinda não há avaliações
- Movimentação de Cargas - GruaDocumento19 páginasMovimentação de Cargas - GruaEricles Dias Moraes FilhoAinda não há avaliações
- Daniel de Araújo BarrosDocumento1 páginaDaniel de Araújo BarrosEricles Dias Moraes FilhoAinda não há avaliações
- Moacir R. Darolt, 2015Documento76 páginasMoacir R. Darolt, 2015108206Ainda não há avaliações
- Christine Delphy O Inimigo PrincipalDocumento21 páginasChristine Delphy O Inimigo PrincipalEloisa RosalenAinda não há avaliações
- Joseane Búfalo - O Imprevisto PrevistoDocumento13 páginasJoseane Búfalo - O Imprevisto PrevistonaedlesteAinda não há avaliações
- Sistemas Digitais II: Andrade, Marco Túlio Carvalho deDocumento54 páginasSistemas Digitais II: Andrade, Marco Túlio Carvalho deJovinoAinda não há avaliações
- Cartilha BraskemDocumento29 páginasCartilha BraskemLuis Felipe BirmannAinda não há avaliações
- Colapso Urss CausasDocumento310 páginasColapso Urss CausasMariana Lessa de SantanaAinda não há avaliações
- Exercício Avaliativo - Módulo 1 - Revisão Da TentativaDocumento2 páginasExercício Avaliativo - Módulo 1 - Revisão Da TentativaDebora BarrosAinda não há avaliações
- Referencial Curricular Ciências Da Natureza 2019Documento227 páginasReferencial Curricular Ciências Da Natureza 2019Genailson MenezesAinda não há avaliações
- M140U1S1 - Regime Jurídico - Definições e Utilizações-TipoDocumento27 páginasM140U1S1 - Regime Jurídico - Definições e Utilizações-TipoBeatriz SilvaAinda não há avaliações
- Meneses Paulo Etnocentrismo e Relativismo CulturalDocumento11 páginasMeneses Paulo Etnocentrismo e Relativismo CulturalCleide LopesAinda não há avaliações
- Filogênese, Ontogênese e CulturaDocumento19 páginasFilogênese, Ontogênese e CulturaPriscila Biemann100% (1)
- CFG - Português-InglêsDocumento16 páginasCFG - Português-InglêsLucas JordyAinda não há avaliações
- Plano de Gerenciamento Do Projeto - TemplateDocumento6 páginasPlano de Gerenciamento Do Projeto - TemplateGabriel Marra MenegazAinda não há avaliações
- Relatório - Teste de Solubilidade, Recristalização e Partição (Amêndoa de Bacuri)Documento16 páginasRelatório - Teste de Solubilidade, Recristalização e Partição (Amêndoa de Bacuri)Raimunda BrancoAinda não há avaliações
- Cap 7: Memória - GazzanigaDocumento35 páginasCap 7: Memória - GazzanigaGodar100% (2)
- Tratamento Analise Da Informacao PDFDocumento36 páginasTratamento Analise Da Informacao PDFDavi FrankAinda não há avaliações
- Universidade Federal Do Maranhão Centro de Ciências Sociais Programa de Pós-Graduação Mestrado em EducaçãoDocumento189 páginasUniversidade Federal Do Maranhão Centro de Ciências Sociais Programa de Pós-Graduação Mestrado em EducaçãoPjtISAinda não há avaliações
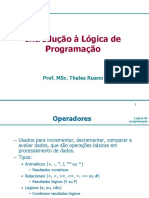
- Aula2 AlgoritmosDocumento8 páginasAula2 AlgoritmosDaniel HenriqueAinda não há avaliações
- Origens - Sangue e Trevas RPGDocumento3 páginasOrigens - Sangue e Trevas RPGClebson FantasticoAinda não há avaliações
- Ideias PericiasDocumento4 páginasIdeias PericiasTerror da zueraAinda não há avaliações
- Atividade Semana 4.docx - 1Documento7 páginasAtividade Semana 4.docx - 1Lih FerreiraAinda não há avaliações
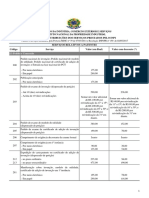
- Tabela de Retribuicao de Servicos de Patentes Inpi 20170606Documento6 páginasTabela de Retribuicao de Servicos de Patentes Inpi 20170606Lucas RaithsAinda não há avaliações
- Saberes Localizados-HarawayDocumento35 páginasSaberes Localizados-HarawayCamila Midori MoreiraAinda não há avaliações