Escolar Documentos
Profissional Documentos
Cultura Documentos
139 1156 1 PB
Enviado por
rafael_izidio_libarino6779Título original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
139 1156 1 PB
Enviado por
rafael_izidio_libarino6779Direitos autorais:
Formatos disponíveis
APLICAÇÃO DO MÉTODO DE ANÁLISE E SOLUÇÃO DE
PROBLEMAS (MASP) PARA REDUÇÃO DAS PERDAS DE
PRODUTO ACABADO NA LINHA DE EMPACOTAMENTO EM UMA
FÁBRICA DE BATATA FRITA
Daniely Dall’Agnol Buratto 1
Reciane Horne Correia Tonon Alves 2
1
Engenheira Química, Especialista em Gestão Estratégica e Controle da Qualidade Total.
Link para o Currículo Lattes:
http://buscatextual.cnpq.br/buscatextual/visualizacv.do?id=K4237600T9.
daniely@ddasolucoes.com.br
2
Tecnóloga em Alimentos e Nutricionista, Especialista em Gestão da Qualidade e Segurança
Alimentar, Link para o Currículo Lattes:http://lattes.cnpq.br/3647204182993495.
reciane@hotmail.com
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 1 de 17
Resumo:
As empresas do ramo alimentício necessitam de processos cada vez mais eficientes para
que possam competir com as multinacionais e se manter no mercado. Este trabalho
apresenta um estudo de caso elaborado em uma fábrica de batata frita situada no Município
de Castro, e tem como objetivo aplicar o Método de Análise e Solução de Problemas
(MASP) na linha de empacotamento. Para atingir esse objetivo, foram utilizadas as
ferramentas da qualidade: gráfico de Pareto, brainstorming, diagrama de Ishikawa, teste de
hipóteses, teste dos porquês, 5w2h, as quais fazem parte e auxiliam o método de solução
de problemas. Em seguida, o estudo de caso foi apresentado através do detalhamento do
método utilizado e da descrição de como as suas etapas foram aplicadas no processo. Ao
final do estudo alcançou-se uma redução de aproximadamente 78% de perdas de batata,
quando comparadas aos primeiros valores de perdas levantados em 30 dias de
monitoramento e aos últimos 30 dias após a conclusão do trabalho.
Palavras-chaves: Ferramentas da Qualidade, Batata Frita, MASP.
Abstract:
The companies in the food industry need increasingly efficient processes so that they are
able to compete with multinationals and remain in the market. This article presents a case
study carried out in a potato chips factory located in the city of Castro, and its main goal is to
apply the Method of Analysis and Solution of Problems (MASP) in the packaging line. In
order to achieve this aim, quality tools were used: the Pareto chart, brainstorming, the
Ishikawa diagram, hypothesis test, the why’s test, 5w2h, which are part and help the Method
of Solution of Problems. Hereupon, the case study was presented throughout the breakdown
of the method applied and the description of how its steps were applied in the process. At the
end of the study a reduction of approximately 78% of potato loss was achieved, when
compared to the first loss values observed in thirty days of monitoring and at the last thirty
days after the conclusion of the article.
Keywords: Quality Tools , Potato Chips, MASP .
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 2 de 17
1. INTRODUÇÃO
O Sistema de produção já passou por várias fases de evolução, do sistema artesanal,
evoluindo para a revolução industrial, que constituiu em um conjunto de mudanças
tecnológicas e sociais.
No entanto a evolução não parou o seu desenvolvimento, que enfrenta em cada fase
maiores desafios, sejam eles de processos tecnológicos, atendimento a requisitos
específicos, ou até mesmo a situações econômicas, das quais os processos precisam ser
mais enxutos, evitando desperdícios e reduzindo custos por má qualidade.
E para sustentar este sistema de produção se faz necessária à aplicação contínua da
qualidade, aonde é fundamental a participação dos funcionários na sua elaboração,
implantação e execução. Mais afinal o que é qualidade.
O termo qualidade há muito tempo já faz parte do vocabulário de muitas pessoas, mas
como defini-lo de forma a atingir toda a dimensão do seu significado? A qualidade envolve
muitos aspectos simultaneamente e sofre alterações conceituais ao longo do tempo
(PALADINI, 1996).
Quando direcionada para gestão da qualidade, o conceito genérico de qualidade
assimila novo nuances todas relacionadas ao desempenho das operações desenvolvidas
nas organizações. Esse conceito genérico é proposto diferentemente por diversos autores
estudiosos da qualidade e baseia-se comumentemente na proposição de que a qualidade é
o resultado do que o cliente quer e como ele julga ser, constituindo-se em diretriz na busca
da excelência pelas organizações. (TOLEDO, et al, 2013).
Para Toledo (2001), a gestão da qualidade é uma abordagem adotada e o conjunto de
práticas utilizadas pela empresa para se obter, de forma eficiente e eficaz.
A qualidade não pode estar separada das ferramentas estatísticas e logicas básicas,
usadas no controle, melhoria e planejamento da qualidade. Estas ferramentas foram
largamente difundidas, porque elas fazem com que as pessoas envolvidas no controle de
qualidade vejam através de seus dados e compreendam a razão dos problemas, desta
forma sendo possível determinar soluções para eliminá-los e consequentemente melhorar a
eficiência dos processos.
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 3 de 17
Uma maneira eficaz de se aumentar a eficiência dos mais diversos processos é a
utilização das ferramentas da qualidade. Através do auxílio dessas ferramentas, o gestor é
capaz de controlar melhor o(s) processo(s) de sua responsabilidade, pois elas o ajudam em
pontos cruciais da gerência, como a busca da causa dos problemas e o grau de importância
destes.
Este trabalho consiste na aplicação do método MASP auxiliado por ferramentas da
qualidade, em uma empresa do ramo alimentício.
2. METODOLOGIA
2.1. Método de Análise e Solução de Problemas (MASP)
Segundo Imai (1992), a melhoria parte da descoberta de um problema, com isso,
pode-se perceber a necessidade de um método de solução de problemas que possibilite aos
gerentes uma análise do processo e uma posterior solução deles. É válido destacar a
importância da análise do processo a ser melhorado, pois existem diversas mudanças que
podem aumentar a capacidade de determinado ponto dele, mas não alteram a capacidade
do processo em si, logo não possibilitam nenhuma melhora.
A análise do processo é utilizada tanto na rotina, como no gerenciamento
interfuncional da empresa, pois neste caso basta considerar a nova meta proposta como o
“problema” e a análise de processo são utilizados para localizar as causas fundamentais
que devem ser alteradas de tal forma a ser conseguida a nova meta (CAMPOS, 2004).
O método MASP consiste em oito etapas de aplicação, são elas (CAMPOS, 2004):
- Identificação do problema: Consiste na definição clara do problema e da sua importância;
- Observação: O problema deve ser observado de forma sistêmica, coletando-se todas as
informações relevantes para a sua solução;
- Análise: Consiste em descobrir as causas fundamentais do problema;
- Plano de Ação: Desenvolver um plano, ou procedimento que possibilite a solução do
problema;
- Ação: Deve-se aplicar o plano de ação, assim, bloquear as causas raízes do problema;
- Verificação: O plano de ação resolveu o problema?
- Padronização: Adotar como padrão o procedimento elaborado no plano de ação;
- Conclusão: Avaliar a aplicação do método para este problema e, fortalecendo as lições
aprendidas.
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 4 de 17
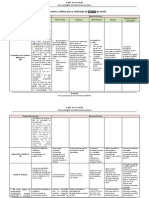
2.2. Ferramentas Importantes para a Qualidade
Dentre as ferramentas de qualidade que podem ser utilizadas auxiliando o MASP,
pode-se destacar: Diagrama de Ishikawa (causa e efeito), Gráfico de Pareto, Brainstorming
Teste de Hipóteses, Teste dos Por quês e 5w2h.
Segundo Montgomery (1985), o desenvolvimento de um bom diagrama de causa e
efeito depende do nível de conhecimento sobre o tema que está sendo desenvolvido.
Através do “know-how”, ou conhecimento adquirido do processo, deve-se utilizar o
Brainstorming para o início da elaboração do diagrama. Após isso, pode-se utilizar a
ferramenta dos cincos porquês para ir a fundo às causas do problema e chegar à sua
causa-raiz.
Expondo as possíveis causas dos problemas, o Diagrama de Ishikawa possibilita
uma abordagem efetiva nas suas correções; por conseguinte, gastos com planos de ação
falhos e intervenções desnecessárias são evitados (SLACK, CHAMBERS e JOHNSTON,
2009). “Em qualquer processo de melhoramento vale a pena distinguir entre o que é
importante e o que é menos importante” (SLACK, CHAMBERS E JOHNSTON, 2009). Essa
afirmação justifica a utilização do Gráfico de Pareto, que expõe graficamente o papel de
cada causa no efeito, possibilitando, através do combate direto as suas causas mais
frequentes, uma abordagem efetiva na solução de problemas.
Em relação ao fluxograma, segundo Goese et al. (1999): A padronização dos
processos facilita o controle dos mesmos, a qualificação e desenvolvimento da equipe e a
aplicação de tecnologias, que gera um padrão de qualidade reconhecido pelos clientes,
reduzindo as incertezas quanto à satisfação das suas expectativas e possibilita uma melhor
utilização dos seus recursos e consequentemente a redução de custos.
O ato de registrar cada estágio do processo rapidamente faz aflorar fluxos mal
organizados (SLACK, CHAMBERS e JOHNSTON, 2009); isso expõe mais uma vantagem
da utilização do fluxograma relacionado à gerência dos processos.
A folha de verificação é uma das ferramentas da qualidade que por meio da coleta de
dados, ocorre uma série de fatores de controle onde são escolhidos, listados e impressos,
formando uma espécie de formulário. É possível que os itens de controle sejam avaliados de
diversas maneiras, como através de notas ou simplesmente com a existência de um
fenômeno (PAGANO, 2000).
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 5 de 17
A imagem que o histograma forma permite compreender, rapidamente, o
comportamento do conjunto de dados, o que não seria possível em tabelas convencionais
ou listagem de números, permitindo ao gerente uma veloz análise da capacidade,
distribuição e estabilidade de um processo (CARVALHO e PALADINI, 2012).
3. ESTUDO DE CASO
3.1. A empresa
A empresa em estudo é uma fábrica de Batata Frita localizada no município de
Castro – PR que emprega aproximadamente 50 pessoas. A fábrica produz batata palha
tradicional e extrafina, e batata ondulada nos sabores, original, cebola e salsa, queijo e
churrasco. Têm capacidade de produção, em média, de 120 toneladas mês, desta produção
aproximadamente 80% refere-se à produção de batata palha. Trabalha com mais de 95% de
produção de marcas terceirizadas.
Foi escolhido o estudo de caso por este ser um método de pesquisa de natureza
empírica que investiga um fenômeno, geralmente contemporâneo, dentro de um contexto
real, quando as fronteiras entre o fenômeno e o contexto em que ele se insere não são
claramente definidas (YIN, 2001). O objetivo do estudo de caso é profundar o conhecimento
acerca de um problema não suficientemente definido, visando estimular a compreensão,
sugerir hipóteses e questões ou desenvolver a teoria (MATTAR, 1996; VOSS et al., 2002).
4. APLICAÇÃO DO MÉTODO UTILIZADO
Esta seção mostra a aplicação do método MASP ao problema em estudo, possibilitada
pela análise dos dados coletados da empresa em estudo e pela sua transformação em
informações úteis para a solução do problema. A aplicação de cada etapa do método será
aqui explicitada, mostrando-se o que foi feito e quais ferramentas foram utilizadas.
4.1. Identificação do Problema
Foi realizado um levantamento das perdas de batata frita durante o período de Julho
de 2013 à Junho de 2014. Estas perdas monitoradas referem-se a falhas no processo, que
resultam produtos não conformes, sendo estes descartados. Com o levantamento de dado
de algumas etapas do processo é possível verificar em qual delas ocorre a perda maior e a
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 6 de 17
causa desta perda, podendo então buscar alternativas para redução da perda e
consequentemente melhora do rendimento da produção.
Figura 01: Gráfico de % de Rendimento de Batata (Jul./2013 à Jun./2014)
Rendimento de Batata (%)
32
30
27,8 27,8
28 27,2 26,9
26,4 26,4
Percentual
25,8
26
26,7 26,2 26,0
24 25,1 24,9
22
20
Jul Ago Set Out Nov Dez Jan Fev Mar Abr Mai Jun
Mês
Meta Histórico
O gráfico apresenta os valores de rendimento de batata do período de julho de 2013
a junho de 2014, aonde a meta é de 26% com tendência desejável decrescente. Apesar de
os valores de rendimento estar na sua maioria próximos da meta, sabe-se que este é um
fator fundamental para garantia do lucro da empresa. Sabe-se também que é possível
melhorar a meta estabelecida de acordo com históricos de anos anteriores, com esta
proposta, foi definido pela realização do MASP, buscando esta melhora no rendimento de
batata.
4.2. Análise do Fenômeno
4.2.1. Planejamento da Coleta de Dados
Para poder identificar as perdas de batata, foi realizado um planejamento para o
levantamento de dados, todos os colaboradores foram envolvidos e o projeto foi
apresentado aos mesmos, e a forma de coleta de dados foi estabelecida conforme quadro
abaixo:
Quadro 01: Planejamento da Coleta de Dados
Quando
O que Medir Por que Como Quem Onde
(Período)
Perda de Batata Frita Detectar aonde Pesagem do volume Encarregado da linha
Final de Linha de
na linha de há maiores de batata perdida na de empacotamento de
cada turno Empacotamento
empacotamento perdas linha de cada turno
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 7 de 17
empacotamento
4.2.2. Gráfico de Pareto
Para esta etapa foi elaborado um gráfico da Pareto (Figura 02), com informações de
uma folha de verificação, aonde foram inseridos os volumes das perdas de batata na linha
de empacotamento e as causas desta perda, este monitoramento foi realizado por 30 dias.
Figura 02: Gráfico de Pareto
100,00%
100,00%
75,40%
2000
1805,32 Kg 80,00%
1500
60,00%
1000 40,00%
589,06 Kg
500 20,00%
0 0,00%
Dosagem de Produto Solda da Embalagem
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 8 de 17
Com este levantamento de dados foi possível identificar que o problema provem de
duas fontes: a primeira que é a maior, por dosagem de produto, é uma perda característica
de máquina de empacotamento, a qual será substituída, desta forma optou-se por trabalhar
com as perdas provenientes de solda da embalagem.
4.3. Análise do Processo
4.3.1. Brainstorming
A partir da análise realizada na fase de observação do problema, foram listadas
todas as causas Influentes (pistas). Um Brainstorming (chuva de ideias) foi realizado de
forma que todos puderam opinar sobre as possíveis hipóteses que poderiam influenciar
sobre o problema.
Participaram desta etapa 16 colaboradores, aonde as causas influentes foram
levantadas e estão descritas abaixo:
Quadro 02: Causas Influentes – Brainstorming
Causas Influentes 6 M´s
1 Troca periódica e programada da resistência que aquece o mordente. Máquina/Materiais
2 Silicone do formador – qualidade do silicone/substituição periódica. Máquina/Materiais
3 Alinhamento da máquina de empacotamento. Medida
4 Ajustes da correia. Máquina/Materiais
5 Máquina velha, frequentemente precisa ajustar os parâmetros. Máquina/Materiais
6 Batata não cabe na embalagem, "palitos" da batata palha são grandes. Matéria prima
7 Batata acumula na ponta da esteira elevadora. Máquina/Materiais
8 Qualidade da correia. Máquina/Materiais
9 Muitas soldas no formador. Máquina/Materiais
10 Falta de padronização da operação da máquina de empacotamento. Método
11 Filme de qualidade ruim. Material
4.3.2. Diagrama de Ishikawa
As causas que foram levantadas no Brainstorming foram organizadas na estrutura do
diagrama de Ishikawa (Figura 03). Este diagrama permite estruturar hierarquicamente as
causas de um determinado problema e relacionar com seu efeito. As causas foram
associadas conforme a sua natureza: máquina, material, mão de obra ou método.
Figura 03: Análise do Diagrama de Ishikawa
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 9 de 17
Foram identificadas possíveis causas com relação à matéria-prima, máquinas e
materiais e método. Estas causas foram levadas para a etapa seguinte, teste de hipóteses,
para identificar se a causas prováveis.
4.3.3. Teste das Hipóteses
Quadro 03: Teste de Hipóteses
Data do
N.º Hipótese a ser Testada Resultado do Teste Julgamento
teste
Troca periódica e programada da Foi verificado que a resistência que aquece o
14/11/14 1 Pouco provável
resistência que aquece o mordente; mordente não queima com frequência
Foi verificado que não há interferência na
Silicone do formador – qualidade do qualidade do silicone, e que a troca não acorre
14/11/14 2 Pouco provável
silicone/substituição periódica; com frequência, que possa interferir na perca de
batata.
As maquinas são alinhadas, conforme os
Alinhamento da máquina de
24/11/14 3 operadores de cada turno, não há procedimento Provável
empacotamento;
descrito para alinhamento das máquinas.
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 10 de 17
Foi verificado que o ajuste da correia não
14/11/14 4 Ajustes da correia; Pouco provável
interfere na perca de batata.
Foi verificado que, o fornecedor de correia é o
24/11/14 5 Qualidade da correia; Pouco provável
mesmo e o produto e padronizado.
Máquina velha, frequentemente Foi verificado que, a máquina precisa de reajuste
10/11/14 6 Muito Provável
precisa ajustar os parâmetros. dos parâmetros com frequência.
Batata não cabe na embalagem, Verificado que ocorre muitos problemas na hora
10/11/14 7 "palitos" da batata palha são de selar o pacote, porque o volume de batata Muito Provável
grandes. não cabe.
Após as mudanças da linha de empacotamento,
Batata acumula na ponta da esteira verificou-se que o ângulo da bica de saída da
10/11/14 8 Muito Provável
elevadora esteira alimentadora, interfere na caída da batata
para alimentar as máquinas de empacotamento.
Foi verificado que há poucos pontos de solda, e
14/11/14 9 Muitas soldas no formador; Pouco provável
isso não interfere na perca de batata.
Falta de padronização da operação Não há procedimento padronizado da máquina
30/10/14 10 Muito Provável
da máquina de empacotamento; disponível no setor
Filme de Qualidade Ruim (sem Foi observado que o filme de uma empresa
14/11/14 11 Provável
padrão) (específica), há mais perdas que as demais).
Para o teste de hipótese, as causas foram estudadas “in loco”, e das 11 causas
levantadas, foram identificadas 3 como muito provável, e foram estas causas, levadas ás
próximas etapas para sequência da metodologia.
4.3.4. Teste dos Porquês
Quadro 04: Teste dos Porquês
Causas prováveis ou
Por que 1 Por que 2 Por que 3 Por que 4 Por que 5
muito prováveis
6 - Máquina precisa de Porque a máquina está a máquina e as
reajustes de parâmetros obsoleta e tem falhas na balanças/caçambas - -
com frequência comunicação eficiente são de fábricas
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 11 de 17
com as balanças e diferentes
caçambas
Batata graúda, batata
7 - Volumes de batata não interfere na solda do
- - - -
cabem no pacote pacote, não selando
adequadamente.
A batata acumula na
8 - Bica da esteira esteira porque não há
elevadora interfere na um espaço para que
- - - -
caída da batata para a tenha um caimento
linha de empacotamento adequado para a linha
de empacotamento
10 - Não há procedimento
padronizado da máquina - - - - -
disponível no setor
Nesta técnica, buscou-se encontrar a causa raiz do problema, utilizando o
questionamento do problema, realiza-se cinco iterações perguntando o porquê daquele
problema, sempre questionando a causa anterior. Com as causas definidas, é necessário
elaborar um plano de ação.
4.4. Plano de Ação
Após a identificação das causas, elaboraram-se as ações para combater e
neutralizar os motivos que causam as suas respectivas perdas. Desta forma, elaborou-se
um plano de ação, utilizando-se a metodologia 5W2H. O objetivo deste plano é de colocar
em prática as contra medidas para cessar ou minimizar as perdas (Figura 04).
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 12 de 17
Figura 04: 5W2H
Esta ferramenta é basicamente um check list de determinadas atividades que
precisam ser desenvolvidas com o máximo de clareza, funciona como um mapeamento das
atividades, onde ficou definido o que será feito, quem fará o quê, em qual período de tempo,
em qual área da empresa e todos os motivos pelos quais esta atividade deve ser realizadas.
É uma ferramenta extremamente útil, uma vez que elimina qualquer dúvida que possa surgir
sobre um processo ou sua atividade.
4.5. Execução
Na execução foi colocado o Plano de Ação na prática, buscando respeitar as datas
previstas no planejamento e cobrança de cada pessoa responsável por implementar a ação
corretiva necessária. Para este monitoramento foi estabelecido uma meta de perdas de
batata, conforme apresentadas no Quadro 05.
Quadro 05: Metas de Redução de Perdas de Batata
Produto Perda Atual Meta de redução
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 13 de 17
Batata Palha 1,20% 0,50%
4.6. Verificação
Foi determinado um período de 30 dias para ajustes dos equipamentos e demais
atividades definidas no plano de ação, este período de adaptação foi necessário, já que
alguns equipamentos novos foram inseridos ao processo, precisando ajustar paramentos de
produção e qualidade. Após este período, com os ajustes definidos, iniciou um novo
levantamento de dados a fim de comparar o realizado com o planejado através da folha de
verificação contida no processo.
Com os dados obtidos, foi possível verificar que a meta foi atingida buscando resultados
ainda melhores do que o estabelecido, conforme Quadro 06.
Quadro 06: Perdas de Batata Resultados da Verificação
Produto Perda Atual Meta de redução Perda atual
Batata Palha 1,20% 0,50% 0,26%
No quadro acima temos como meta estabelecida de perda de produto acabada do
0,50%, e com os investimentos e com as melhorias realizadas, foi possível reduzir pata
0,26% a perda de batata frita.
5. PADRONIZAÇÃO
Para a efetiva manutenção dos resultados dois processos diretamente relacionados
às causas identificadas foram padronizados, a equipe foi treinada, e é avaliada
frequentemente. Estes processos referem-se aos equipamentos na linha de
empacotamento, aonde concentrava maior volume de perdas. As informações referentes
aos % de perdas são monitoradas diariamente através do Relatório de Avaliação de
Desempenho.
6. CONCLUSÃO
As perdas nos processos produtivos oneram as organizações acarretando aumento
de seus custos de produção e, consequentemente redução de sua competitividade. Com a
finalidade de contribuir com a redução dessas perdas buscou-se a partir da investigação das
ocorrências de perdas identificar os tipos predominantes e analisar suas principais causas.
Pode-se verificar, pelos resultados apresentados no Quadro 06, que o método PDCA/MASP
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 14 de 17
é de grande valia para o gerenciamento de processos, como comprovado no estudo de caso
apresentado, onde a empresa reduziu o percentual de perdas de 1,20% para 0,26%.
Economias em custo refletem em melhores condições tanto de competitividade, quanto de
atendimento aos clientes.
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 15 de 17
REFERÊNCIAS
CAMPOS, V. F. TQC – Controle da Qualidade Total (no estilo japonês). 8. ed. Nova
Lima, 2004.
CARVALHO, M. M.; PALADINI, E. P. Gestão da qualidade Teoria e Casos. 2.ed. Rio de
Janeiro: Elsevier, ABEPRO, 2012.
GOESE, I. B.; BRAGATO, L. L. V.; PEREIRA, N. N. Padronização dos processos: Uma
ferramenta gerencial. Faculdade Capixaba de Nova Venécia, 1999.
IMAI, M. Kaizen a estratégia para o sucesso competitivo. São Paulo: IMAM, 1992.
MARTINS, G. B. H. Práticas Limpas Aplicadas às Indústrias Têxteis de Santa Cataria.
1997. Dissertação (Mestrado em Engenharia de Produção) – Universidade Federal de Santa
Catarina, 1997.
MATSUBARA, E. N. Condição higiênico sanitária de meias-carcaças de suínos após o
abate e depois do resfriamento e análise da utilização de Lista de Verificação para
avaliar boas práticas no abate de suínos. 2005. Dissertação (Mestrado em Medicina
Veterinária) – Universidade de São Paulo, 2005.
MATTAR, F. N. Pesquisa de Marketing: Metodologia e Planejamento. São Paulo: Atlas,
1996.
MONTGOMERY, D.C. Introduction to statistical quality control. New York: John Wiley,
1985.
PAGANO, R. A. Uma sistemática para a implementação da Qualidade Total na indústria
de manufatura. 2000. Dissertação (Mestrado em Engenharia de Produção) – Universidade
Federal do Rio Grande do Sul, 2000.
PALADINI, E.P. Gestão da qualidade: a nova dimensão da gerência de produção.
Trabalho apresentado à UFSC como parte dos requisitos de concurso de professor titular na
área de gerência de produção. 1996.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da Produção. 3. ed. São
Paulo: Atlas, 2009.
TOLEDO, J. C. Gestão da Qualidade na agroindústria. In: BATALHA, M.O. (org). Gestão
Agroindustrial. 2 ed. São Paulo: Atlas, 2001.
TOLEDO, J. C.; BORRÁS, A. A. B.; MERGULHÃO, R. C.; MENDES, G. H.S. Qualidade:
Gestão e Métodos. Rio de Janeiro: LTC, 2013.
VOSS, C. et al. Case Research in Operations Management. International Journal of
Operations and Production Management, v. 22, n. 2, p. 195-219, 2002.
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 16 de 17
YIN, Roberto K. Estudo de caso: planejamento e métodos. 2ª Ed. Porto Alegre. Editora:
Bookmam, 2001.
Revista Técnico-Científica do CREA-PR - ISSN 2358-5420 - 7ª edição – Dezembro de 2017 - página 17 de 17
Você também pode gostar
- Modelo Quesitos GrafoDocumento6 páginasModelo Quesitos Graforafael_izidio_libarino6779Ainda não há avaliações
- 2 Avaliação Do 2º Bimestre (Matemática)Documento2 páginas2 Avaliação Do 2º Bimestre (Matemática)rafael_izidio_libarino6779Ainda não há avaliações
- Processo Cobrança de HonoráriosDocumento78 páginasProcesso Cobrança de Honoráriosrafael_izidio_libarino6779Ainda não há avaliações
- Manual FiatDocumento195 páginasManual FiatMarquinhos SousaAinda não há avaliações
- CursoDocumento13 páginasCursorafael_izidio_libarino6779Ainda não há avaliações
- Apostila de Hardware IDocumento24 páginasApostila de Hardware Irafael_izidio_libarino6779Ainda não há avaliações
- AC - Ética e Relacionamento Interpessoal PDFDocumento5 páginasAC - Ética e Relacionamento Interpessoal PDFMaurício de AlmeidaAinda não há avaliações
- Exercícios - 1 - Planejamento EstratégicoDocumento11 páginasExercícios - 1 - Planejamento EstratégicoGerisval Alves PessoaAinda não há avaliações
- Judith Martins Costa. Contratos Derivativos Cambiais. Revista de Direito Bancário e Do Mercado de Capitais v. 55 P 321Documento37 páginasJudith Martins Costa. Contratos Derivativos Cambiais. Revista de Direito Bancário e Do Mercado de Capitais v. 55 P 321Leonel FerreiraAinda não há avaliações
- Frases de Albert EinsteinDocumento4 páginasFrases de Albert EinsteinTrincas PadeiroAinda não há avaliações
- Trabalho EmrcDocumento6 páginasTrabalho EmrcMimi FilipeAinda não há avaliações
- As Cinco Manobras Da Negação Da CiênciaDocumento7 páginasAs Cinco Manobras Da Negação Da CiênciaLuciana CasagrandeAinda não há avaliações
- 202212.ead-29782819.06 - Projeto de Experiência - Gestão e Negócios - Pg1438 - Willem Augusto CesarDocumento12 páginas202212.ead-29782819.06 - Projeto de Experiência - Gestão e Negócios - Pg1438 - Willem Augusto CesarWillem CesarAinda não há avaliações
- As Categorias Do Teatro Popular em BoalDocumento6 páginasAs Categorias Do Teatro Popular em BoalAnace FilhaAinda não há avaliações
- Caderno de Prova Medicina 10-07-22 Atualizado em 06-07 SEM GABARITODocumento25 páginasCaderno de Prova Medicina 10-07-22 Atualizado em 06-07 SEM GABARITOWilliam DiasAinda não há avaliações
- II Sessão - 1 Tarefa - A Biblioteca Escolar: Desafios e Oportunidades No Contexto Da MudançaDocumento4 páginasII Sessão - 1 Tarefa - A Biblioteca Escolar: Desafios e Oportunidades No Contexto Da MudançaAna Luisa BeiraoAinda não há avaliações
- Giovannacarranza Administracaogeral Modulo16 088 PDFDocumento14 páginasGiovannacarranza Administracaogeral Modulo16 088 PDFVinicius TavaresAinda não há avaliações
- Meu Relatorio de Soja 1Documento25 páginasMeu Relatorio de Soja 1Rafael BettaAinda não há avaliações
- Tabela de ConversãoDocumento8 páginasTabela de ConversãoWesley PimentelAinda não há avaliações
- Análise Combinatória para Os Segundos AnosDocumento86 páginasAnálise Combinatória para Os Segundos AnosCarlos BraynerAinda não há avaliações
- De 3219.02 1221 944 Pra 002Documento1 páginaDe 3219.02 1221 944 Pra 002DAIWISON CIRILO DE CARVALHOAinda não há avaliações
- Resenha - Mendigos, Moleques e VadiosDocumento5 páginasResenha - Mendigos, Moleques e VadiosTenorioLimaAinda não há avaliações
- Problema HP 1215Documento6 páginasProblema HP 1215Fernando LimaAinda não há avaliações
- CEPER CompletoDocumento8 páginasCEPER CompletoAndré Luiz90% (20)
- Novo Processo de Entrega de Obras - Melnick EvenDocumento11 páginasNovo Processo de Entrega de Obras - Melnick EvenAdair Nunes JuniorAinda não há avaliações
- 23.A Comunicação Dos Mitos de Morte Nas Religiões - Fernando RipoliDocumento15 páginas23.A Comunicação Dos Mitos de Morte Nas Religiões - Fernando RipoliValk SolonAinda não há avaliações
- Cespe 2018 CGM de Joao Pessoa PB Tecnico Municipal de Controle Interno Geral ProvaDocumento6 páginasCespe 2018 CGM de Joao Pessoa PB Tecnico Municipal de Controle Interno Geral ProvaconcursandaAinda não há avaliações
- Cartografia - RevisãoDocumento39 páginasCartografia - RevisãoJulinha Campagnolo VaniAinda não há avaliações
- Manual DRGA221G PirelliDocumento63 páginasManual DRGA221G PirelliPedro GriloAinda não há avaliações
- (Aula 12) Direito Do Trabalho - FGTS e EstabilidadeDocumento14 páginas(Aula 12) Direito Do Trabalho - FGTS e EstabilidadeRaíssa MartinsAinda não há avaliações
- IBRAM AcessibilidadeEmMuseus M6Documento7 páginasIBRAM AcessibilidadeEmMuseus M6Murilo GarciasAinda não há avaliações
- Boas Vindas - Orientações IniciaisDocumento19 páginasBoas Vindas - Orientações IniciaisLuciano Jose Moreira Junior Ramal 4737Ainda não há avaliações
- Atividades e Plano de Artes 6° AnoDocumento9 páginasAtividades e Plano de Artes 6° AnoJeanaAinda não há avaliações
- Modelo - Visão Trabalho 2012015 - Gerenciamento Financeiro (FinanTech)Documento5 páginasModelo - Visão Trabalho 2012015 - Gerenciamento Financeiro (FinanTech)KerdiedAinda não há avaliações
- Alt Codes - Símbolos VariadosDocumento3 páginasAlt Codes - Símbolos VariadosSouza SilvaAinda não há avaliações
- ExercDocumento8 páginasExercAdalto OpcoesAinda não há avaliações