Você também pode gostar
- Tumarã NDocumento35 páginasTumarã NDeivite HenriqueAinda não há avaliações
- Navio NegreiroDocumento3 páginasNavio NegreiroLeila BrandãoAinda não há avaliações
- Sete TrombetasDocumento1 páginaSete TrombetasCaio Alcântara67% (3)
- A Imagem Sobrevivente: Historia Da Arte e Tempo Dos Fantasmas Segundo Aby Warburg Páginas 315 A 335Documento21 páginasA Imagem Sobrevivente: Historia Da Arte e Tempo Dos Fantasmas Segundo Aby Warburg Páginas 315 A 335Carine KAinda não há avaliações
- Direito Objetivo e SubjetivoDocumento8 páginasDireito Objetivo e SubjetivoNadia DavidAinda não há avaliações
- William R. Downing - O Propósito de DeusDocumento9 páginasWilliam R. Downing - O Propósito de DeusFabiane BarthAinda não há avaliações
- Ferramentas Da MenteDocumento357 páginasFerramentas Da MenteEscola Ser CriançaAinda não há avaliações
- 13 - Tipos de Rna e Código GenéticoDocumento24 páginas13 - Tipos de Rna e Código GenéticoMarcela FerreiraAinda não há avaliações
- Ata Sacramental Discursos SUDDocumento2 páginasAta Sacramental Discursos SUDDiego100% (2)
- Aula Pratica 9 Hormonios GastrointestinaisDocumento3 páginasAula Pratica 9 Hormonios GastrointestinaisIsadora SeixasAinda não há avaliações
- SÍNTESEEEEDocumento3 páginasSÍNTESEEEESarah Gonçalves NunesAinda não há avaliações
- Poema de Ricardo ReisDocumento2 páginasPoema de Ricardo ReisDiana GonçalvesAinda não há avaliações
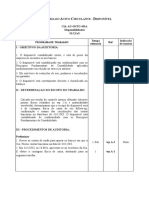
- Auditori ADocumento82 páginasAuditori AFelisbela Serino100% (1)
- Trabalho em Grupo 9 AnoDocumento3 páginasTrabalho em Grupo 9 AnoValtair Alves MorenoAinda não há avaliações
- Fonte Simetrica ProjetoDocumento18 páginasFonte Simetrica ProjetoOderlei EduardoAinda não há avaliações
- 2 SimuladoDocumento11 páginas2 SimuladoraianyprausemartinsAinda não há avaliações
- O Napoleao de Notting Hill G. K.Documento186 páginasO Napoleao de Notting Hill G. K.Basuitt IXAinda não há avaliações
- A Expansão Marítima EuropéiaDocumento10 páginasA Expansão Marítima EuropéiaRonaldo de CarvalhoAinda não há avaliações
- Joao Batista Dos Santos Abreu Arco IrisDocumento95 páginasJoao Batista Dos Santos Abreu Arco IrisCelio EstevesAinda não há avaliações
- DC 2Documento39 páginasDC 2Marina Gomes de OliveiraAinda não há avaliações
- PALAZZO, Luiz. Complexidade, Caos e Auto-OrganizaçãoDocumento25 páginasPALAZZO, Luiz. Complexidade, Caos e Auto-OrganizaçãoJordan MedeirosAinda não há avaliações
- H. Lefebvre - Urbano (O)Documento11 páginasH. Lefebvre - Urbano (O)paolocolosso50% (2)
- Sobral MetroforDocumento242 páginasSobral Metroforterra2013Ainda não há avaliações
- Guia MultPaz GYN - DigitalDocumento40 páginasGuia MultPaz GYN - DigitalMAURICIO MACHADOAinda não há avaliações
- Analista de Administração e Finanças - Tipo 1 AlgásDocumento14 páginasAnalista de Administração e Finanças - Tipo 1 AlgásSamir CafeAinda não há avaliações
- Modelo de Gestão Financeira Aplicada A Construção Civil PDFDocumento74 páginasModelo de Gestão Financeira Aplicada A Construção Civil PDFRonaldoPereiraAinda não há avaliações
- 286 - Lição - 1 - gESTÃO DE mARKETING CRECIDocumento10 páginas286 - Lição - 1 - gESTÃO DE mARKETING CRECILobosAinda não há avaliações
- Portfólio Empresarial: Maestria - Educação & TreinementoDocumento12 páginasPortfólio Empresarial: Maestria - Educação & TreinementoMaestria Educação e TreinamentoAinda não há avaliações
- 7º Ano A, B, C - PORTUGUÊSDocumento5 páginas7º Ano A, B, C - PORTUGUÊSveyveAinda não há avaliações
- Texto para Aula Invertida - Sequência NuméricaDocumento1 páginaTexto para Aula Invertida - Sequência NuméricaFUNDAMENTAL ANOS INICIAISAinda não há avaliações