Você também pode gostar
- Slide - CitoplasmaDocumento29 páginasSlide - CitoplasmauniversohelpAinda não há avaliações
- Química - Questões Do Livro 2 BimestreDocumento3 páginasQuímica - Questões Do Livro 2 BimestreisabellaAinda não há avaliações
- Prevencao IncendioDocumento30 páginasPrevencao IncendioNikki FerreiraAinda não há avaliações
- FA Nº4 - 7ano - 19 20Documento8 páginasFA Nº4 - 7ano - 19 20Cristina RodriguesAinda não há avaliações
- Ac Retinol e Peeling FenolDocumento4 páginasAc Retinol e Peeling FenolClaudia SoaresAinda não há avaliações
- TCC Formulação Avaliação Máscara CapilarDocumento57 páginasTCC Formulação Avaliação Máscara CapilarJulliêndryos AndréAinda não há avaliações
- L 26Documento7 páginasL 26Elias DanielAinda não há avaliações
- Xenobioticos Do SoloDocumento11 páginasXenobioticos Do SoloStrygiforms0% (1)
- Influência Da Temperatura Na Velocidade Das ReaçõesDocumento3 páginasInfluência Da Temperatura Na Velocidade Das ReaçõesSabrina AfonsoAinda não há avaliações
- Substâncias OrganicasDocumento32 páginasSubstâncias OrganicasJoão PedroAinda não há avaliações
- Apostila de SOQUETAGEMDocumento37 páginasApostila de SOQUETAGEMLuizAlexandria100% (1)
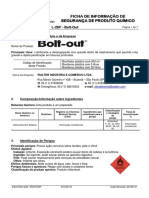
- Fispq64846 6862 14050Documento5 páginasFispq64846 6862 14050Everton SantosAinda não há avaliações
- Relatório 4 - Titulação Potenciométrica Ácido Acético (Editando)Documento17 páginasRelatório 4 - Titulação Potenciométrica Ácido Acético (Editando)jeneffer alice reisAinda não há avaliações
- ExercicioDocumento2 páginasExercicioKarollyne Santana PaixãoAinda não há avaliações
- Experimento FotossinteseDocumento13 páginasExperimento FotossinteseJAP73Ainda não há avaliações
- Relatorio - PinturaDocumento14 páginasRelatorio - PinturaMarcelo NelsonAinda não há avaliações
- Aulas Teóricas Graduação Fisiologia VegetalDocumento102 páginasAulas Teóricas Graduação Fisiologia VegetalVALDINEI JUNIO BRITO VILELAAinda não há avaliações
- Guia CRE Regulamento 1272-2008, ECHA 2019Documento205 páginasGuia CRE Regulamento 1272-2008, ECHA 2019José SilvaAinda não há avaliações
- Lamina PURECYS FinalDocumento2 páginasLamina PURECYS FinalczykAinda não há avaliações
- Aula - Transformações Da Matéria II - Transformações QuímicasDocumento67 páginasAula - Transformações Da Matéria II - Transformações QuímicasPussygirl GirlAinda não há avaliações
- Biologia Humana ComprimidoDocumento184 páginasBiologia Humana ComprimidoAntonio Levy Botero NetoAinda não há avaliações
- Atividade - Aula 2Documento2 páginasAtividade - Aula 2heorAinda não há avaliações
- Coral Coralit Ultra Resistência Alto Brilho PretoDocumento13 páginasCoral Coralit Ultra Resistência Alto Brilho PretoWesley MeloAinda não há avaliações
- Biofertilizante Supermagro - 2022Documento2 páginasBiofertilizante Supermagro - 2022Leonardo AGAinda não há avaliações
- REFRATOMETRIADocumento8 páginasREFRATOMETRIAISABELLA MARQUES DO NASCIMENTOAinda não há avaliações
- Especificação Técnica - Solbrax ECO 145-210Documento1 páginaEspecificação Técnica - Solbrax ECO 145-210Junior MalheiroAinda não há avaliações
- Teste 1 7A PDFDocumento4 páginasTeste 1 7A PDFIsabel FernandesAinda não há avaliações
- Resumo CarnesDocumento3 páginasResumo CarnesmayyvidooAinda não há avaliações
- Princípios de Combate A Incendio Presente Do NWNDocumento74 páginasPrincípios de Combate A Incendio Presente Do NWNValesco RobertoAinda não há avaliações
- Exercicios Diagramas de FaseDocumento7 páginasExercicios Diagramas de FaseDário JuniorAinda não há avaliações