Você também pode gostar
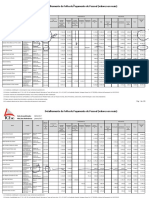
- DetalhamentoFolhaPagamentoPessoal JaneiroDocumento109 páginasDetalhamentoFolhaPagamentoPessoal JaneiroRenan Cruz MineiroAinda não há avaliações
- HRST BR Estimativa Quinto AndarDocumento12 páginasHRST BR Estimativa Quinto AndarKaterine BodembergAinda não há avaliações
- AVCB Plano de Acao 2022 EditadoDocumento6 páginasAVCB Plano de Acao 2022 EditadoEdu FrancoAinda não há avaliações
- Curso 2214Documento93 páginasCurso 2214WILLIAN100% (1)
- Planeamento e Gestão Da ProduçãoDocumento60 páginasPlaneamento e Gestão Da ProduçãoDENIS SIQUEIRA SILVAAinda não há avaliações
- Duilio de Avila BêrniDocumento34 páginasDuilio de Avila BêrniLiodoro MelloAinda não há avaliações
- Resumo Direito TributárioDocumento8 páginasResumo Direito TributárioMatheus PeriusAinda não há avaliações
- Empresas EstataisDocumento17 páginasEmpresas EstataisWallyson DiegoAinda não há avaliações
- 271 Comportamento OrganizacionalDocumento10 páginas271 Comportamento OrganizacionalWalmir JuniorAinda não há avaliações
- Teoria Geral Do Estado e Relações InternacionalDocumento23 páginasTeoria Geral Do Estado e Relações InternacionalDulce Carlos BahaneAinda não há avaliações
- O Que São Requisitos Funcionais e Requisitos Não FuncionaisDocumento9 páginasO Que São Requisitos Funcionais e Requisitos Não FuncionaisGEORGE LUIZ MoraesAinda não há avaliações
- Gestão de Projetos de ArquiteturaDocumento155 páginasGestão de Projetos de Arquiteturaluan gutyerreAinda não há avaliações
- Dissertação Marluce CostaDocumento60 páginasDissertação Marluce CostaS A Artes Comunicação VisualAinda não há avaliações
- Carlos Alberto Cury Calia de SouzaDocumento29 páginasCarlos Alberto Cury Calia de SouzaLucas SampaioAinda não há avaliações
- Croqui - Entrega Ao ClienteDocumento35 páginasCroqui - Entrega Ao ClienteMarco BriAinda não há avaliações
- Aula 1Documento5 páginasAula 1LarissaAinda não há avaliações
- Edital Pregão Eletrônico 26-2023 - Medicamentos PDFDocumento44 páginasEdital Pregão Eletrônico 26-2023 - Medicamentos PDFClaudio JuniorAinda não há avaliações
- Refrátarios Contendo Carbono Propriedades, Características e Variáveis em Sua Composição PDFDocumento31 páginasRefrátarios Contendo Carbono Propriedades, Características e Variáveis em Sua Composição PDFIsaac Brasil AlmeidaAinda não há avaliações
- Cap 3 - Micro IscamDocumento58 páginasCap 3 - Micro IscamsigauqueAinda não há avaliações
- Controle AsoDocumento13 páginasControle AsoDaniel Ferri HassamAinda não há avaliações
- 4 - Serviços - Livro Do EstudanteDocumento410 páginas4 - Serviços - Livro Do EstudanteMurilo RodriguesAinda não há avaliações
- Negócio FamiliarDocumento6 páginasNegócio FamiliarDaniela GomesAinda não há avaliações
- Geografia Globalização.3° AnoDocumento4 páginasGeografia Globalização.3° AnoClaudemir Oliviera0% (1)
- Oficio 010 - 2023 - Solicitapap de Compatibilidade de Sistema de Pregao EletronicoDocumento1 páginaOficio 010 - 2023 - Solicitapap de Compatibilidade de Sistema de Pregao EletronicoAdrianno José de OliveiraAinda não há avaliações
- 4.2 - Modelagem Funcional PDFDocumento97 páginas4.2 - Modelagem Funcional PDFFernando CarlinhaAinda não há avaliações
- Analistaassuntosadministrativos02 09 2012saopaulo ProvaDocumento20 páginasAnalistaassuntosadministrativos02 09 2012saopaulo ProvaizuhaginoAinda não há avaliações
- Nota Técnica 172 - 2014Documento6 páginasNota Técnica 172 - 2014Rafael Pires RubimAinda não há avaliações
- Diario-Oficial 17773Documento64 páginasDiario-Oficial 17773lyvyaAinda não há avaliações
- Jornadas de Contabilidade: Actas - 1985Documento753 páginasJornadas de Contabilidade: Actas - 1985Instituto Superior de Contabilidade e Administração da Universidade de AveiroAinda não há avaliações
- Programação Cliente ServidorDocumento18 páginasProgramação Cliente ServidorAmilton Neves Jr.Ainda não há avaliações