Você também pode gostar
- Manual Instalação GeomembranaDocumento41 páginasManual Instalação GeomembranaRodrigoMouraMarquesAinda não há avaliações
- Nomenclatura IUPAC Compostos InorganicosDocumento14 páginasNomenclatura IUPAC Compostos InorganicosNocas100% (1)
- Apostila de Geradores de Vapor PDFDocumento88 páginasApostila de Geradores de Vapor PDFrodrigo santosAinda não há avaliações
- Metodologia Ageis - FerramentasDocumento51 páginasMetodologia Ageis - FerramentasLeonardo EliasAinda não há avaliações
- EME002 Laminao Aula 1Documento24 páginasEME002 Laminao Aula 1Leonardo EliasAinda não há avaliações
- EME002 Laminao Aula 2Documento15 páginasEME002 Laminao Aula 2Leonardo EliasAinda não há avaliações
- 5 Laboratorio Transformador Trifasico RoteiroDocumento5 páginas5 Laboratorio Transformador Trifasico RoteiroLeonardo EliasAinda não há avaliações
- 6 Laboratorio Motor Inducao Trifasico RoteiroDocumento4 páginas6 Laboratorio Motor Inducao Trifasico RoteiroLeonardo EliasAinda não há avaliações
- PCM2 2019-2 XPS e Esp AugerDocumento50 páginasPCM2 2019-2 XPS e Esp AugerMarcelo SouzaAinda não há avaliações
- Relatório IX - Pressão de VaporDocumento9 páginasRelatório IX - Pressão de VaporJeiel FrancisAinda não há avaliações
- 6 - Diagramas de Fases em Materiais CerâmicosDocumento69 páginas6 - Diagramas de Fases em Materiais CerâmicosAlexandreAinda não há avaliações
- FQT2 - Lista 01 - LiquidosDocumento3 páginasFQT2 - Lista 01 - LiquidosLeo RugieriAinda não há avaliações
- Classificação, Composição e Superfícies Dos Coloides No COTIDIANODocumento12 páginasClassificação, Composição e Superfícies Dos Coloides No COTIDIANOAnonymous UYDJtUnAinda não há avaliações
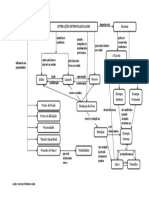
- Mapa Conceitual - Interações e EnergiaDocumento1 páginaMapa Conceitual - Interações e EnergiaGerson LimaAinda não há avaliações
- Aula 06 - Reações de EliminaçãoDocumento32 páginasAula 06 - Reações de EliminaçãoMarina Leite100% (1)
- VidrosDocumento14 páginasVidrosFabio CelassisAinda não há avaliações
- Lista de Exercícios Dilatação Térmica PDFDocumento4 páginasLista de Exercícios Dilatação Térmica PDFBruno BellateAinda não há avaliações
- As Patologias Mais Comuns Nas EstradasDocumento10 páginasAs Patologias Mais Comuns Nas EstradasTalita BarcelosAinda não há avaliações
- Trocadores de CalorDocumento33 páginasTrocadores de CalorJefferson SamuelAinda não há avaliações
- Lista 01 Unidade I FCMDocumento3 páginasLista 01 Unidade I FCMEliesio OliveiraAinda não há avaliações
- Catálogo de Produtos Spirax SarcoDocumento8 páginasCatálogo de Produtos Spirax SarcoRafael BentesAinda não há avaliações
- Alvenaria Estrutural - Resumo Completo - Pablo e MuriloDocumento20 páginasAlvenaria Estrutural - Resumo Completo - Pablo e MuriloMurilo GabrielAinda não há avaliações
- Pec 11Documento37 páginasPec 11betoassuncaoAinda não há avaliações
- Banner Uenf Confit JOANA FinalDocumento1 páginaBanner Uenf Confit JOANA FinalAna Lucia DieguesAinda não há avaliações
- Cinética ResolvidaDocumento6 páginasCinética ResolvidajnfjjuniorAinda não há avaliações
- Fluxograma de BlocosDocumento34 páginasFluxograma de BlocosElmo Sena JúniorAinda não há avaliações
- Catalogo de Acessorios 2017-2018 - MAKITADocumento288 páginasCatalogo de Acessorios 2017-2018 - MAKITARobinson ThomaziAinda não há avaliações
- 2 Série - Química - TRILHA - Semana 18Documento1 página2 Série - Química - TRILHA - Semana 18Juvenal S. PereiraAinda não há avaliações
- Células Eletroquímicas - Roteiro Aula PraticaDocumento4 páginasCélulas Eletroquímicas - Roteiro Aula PraticaAdilarAinda não há avaliações
- 19-A - Cap.17 (Antigo Cap.15) - Ligações ParafusadasDocumento22 páginas19-A - Cap.17 (Antigo Cap.15) - Ligações ParafusadasFernando LemeAinda não há avaliações
- Analisador de GasesDocumento2 páginasAnalisador de GasesDaniel NóbregaAinda não há avaliações
- Aço Destinado Às Armaduras para Estruturas de Concreto Armado - RequisitosDocumento4 páginasAço Destinado Às Armaduras para Estruturas de Concreto Armado - RequisitosSUMEHACK HackmanAinda não há avaliações
- Estudo Do Desgaste de Revestimento Interno de Um Moinho de Bolas Operando Com Rocha FosfáticaDocumento8 páginasEstudo Do Desgaste de Revestimento Interno de Um Moinho de Bolas Operando Com Rocha FosfáticaTamiris LourençoAinda não há avaliações
- Teste de TermodinâmicaDocumento2 páginasTeste de TermodinâmicaMarcus ChrystianAinda não há avaliações
- Modulo de Elasticidade Materiais EngDocumento1 páginaModulo de Elasticidade Materiais EngJohnny Pereira de Sousa0% (1)