Você também pode gostar
- HitachiDocumento2 páginasHitachiMauricio F CamargoAinda não há avaliações
- Laminados MetálicosDocumento8 páginasLaminados MetálicosMarcos LopesAinda não há avaliações
- Pintura Industrial Líquida - DT 12Documento163 páginasPintura Industrial Líquida - DT 12Marcos LeiteAinda não há avaliações
- Avaliação I ENG314wordDocumento4 páginasAvaliação I ENG314wordIgor AraujoAinda não há avaliações
- CMEP V - Ligas MetálicasDocumento195 páginasCMEP V - Ligas MetálicasJorge Américo Da Conceição RamosAinda não há avaliações
- Tyco k80 - PTDocumento10 páginasTyco k80 - PTRobson CustódioAinda não há avaliações
- Exercícios Taxa de Corrosão e Vida Dos MateriaisDocumento1 páginaExercícios Taxa de Corrosão e Vida Dos MateriaisPauloAinda não há avaliações
- Molde de Gaveta e PinçasDocumento19 páginasMolde de Gaveta e PinçasVih souzaAinda não há avaliações
- GusaDocumento58 páginasGusaAldinei BenitesAinda não há avaliações
- Capítulos 7 - Fundição Centrífuga e 8 - Lingotamento e LaminaçãoDocumento2 páginasCapítulos 7 - Fundição Centrífuga e 8 - Lingotamento e LaminaçãojoshuaAinda não há avaliações
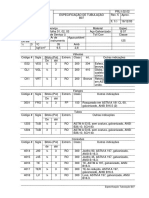
- Especificação Tubulação B07Documento3 páginasEspecificação Tubulação B07Bianca LimaAinda não há avaliações
- Livro Digital - Tratamento Térmico - Professor BerardoDocumento29 páginasLivro Digital - Tratamento Térmico - Professor BerardoAdriano José FerroAinda não há avaliações
- A10.03 Base para FormaDocumento2 páginasA10.03 Base para FormaMarlon Tiago DamacenaAinda não há avaliações
- BB Manual 2.0Documento100 páginasBB Manual 2.0Antonia RochaAinda não há avaliações
- Procedimento de Solda AluminotermicaDocumento11 páginasProcedimento de Solda AluminotermicaJerônimo Rafael100% (2)
- Plano de Manutenção Preventiva Sonda SPTDocumento1 páginaPlano de Manutenção Preventiva Sonda SPTBruno FelixAinda não há avaliações
- AcoBrasil EM Julho 2023Documento26 páginasAcoBrasil EM Julho 2023brunorodrigueslopes06Ainda não há avaliações
- PNE-20-00066 R11 Materiais de TubulaçãoDocumento26 páginasPNE-20-00066 R11 Materiais de TubulaçãoPedro BorgesAinda não há avaliações
- Relatario Processo de SoldagemDocumento24 páginasRelatario Processo de SoldagemFelippe VieiraAinda não há avaliações
- Fabricação Dos Latões FundidosDocumento22 páginasFabricação Dos Latões FundidosMatheus LopesAinda não há avaliações
- Apresentação WTR Fundição 2Documento5 páginasApresentação WTR Fundição 2Rebeca MORAESAinda não há avaliações
- Tratamentos Térmicos - Unidade 3 - AvaDocumento66 páginasTratamentos Térmicos - Unidade 3 - AvaMatheus AugustoAinda não há avaliações
- WFD 144113152255e5ec0281ee1 - Caderno Material de ConstrucaoDocumento14 páginasWFD 144113152255e5ec0281ee1 - Caderno Material de ConstrucaoGleidson AnterioAinda não há avaliações
- Catalogo Arcair CastolinDocumento4 páginasCatalogo Arcair Castolinjorge CarvalhoAinda não há avaliações
- Estudo Dirigido 02Documento12 páginasEstudo Dirigido 02Claudia MunizAinda não há avaliações
- Perguntas e Respostas para ProvaDocumento8 páginasPerguntas e Respostas para ProvaMaciel LeiteAinda não há avaliações
- 1122 Eucalar Esmalte SinteticoDocumento2 páginas1122 Eucalar Esmalte SinteticoMichel ÂngeloAinda não há avaliações
- Educação ambiental: Dialogando com Paulo FreireNo EverandEducação ambiental: Dialogando com Paulo FreireAinda não há avaliações
- Comandos ElétricosNo EverandComandos ElétricosAinda não há avaliações
- Modelos De Laudos Para Avaliação De Imóveis Urbanos E RuraisNo EverandModelos De Laudos Para Avaliação De Imóveis Urbanos E RuraisAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)