Você também pode gostar
- AvaliaçãoDocumento7 páginasAvaliaçãoRafael StangeAinda não há avaliações
- TMF Iv 5Documento12 páginasTMF Iv 5Rafael StangeAinda não há avaliações
- TMF Iv 4Documento7 páginasTMF Iv 4Rafael StangeAinda não há avaliações
- TMF Iv 3Documento8 páginasTMF Iv 3Rafael StangeAinda não há avaliações
- EM921 - Conteúdo Das AulasDocumento27 páginasEM921 - Conteúdo Das AulasRafael StangeAinda não há avaliações
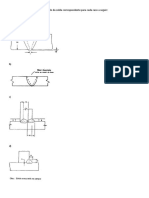
- Soldagem - SimbologiaDocumento3 páginasSoldagem - SimbologiaRafael StangeAinda não há avaliações
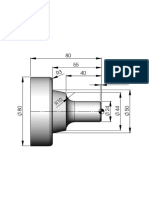
- Peça 01Documento1 páginaPeça 01Rafael StangeAinda não há avaliações
- Lista de Exercícios - Materiais IDocumento4 páginasLista de Exercícios - Materiais IRafael StangeAinda não há avaliações
- Questões - DiagramaDocumento13 páginasQuestões - DiagramaRafael StangeAinda não há avaliações
- 9 - Tipos de Reações Químicas - Oxidação-ReduçãoDocumento23 páginas9 - Tipos de Reações Químicas - Oxidação-ReduçãoRaquel MedeirosAinda não há avaliações
- Tabela de VC para TorneamentoDocumento1 páginaTabela de VC para TorneamentoMarco SilvaAinda não há avaliações
- Lubrificantes Pastosos, Ponto de Gota, Classificação, Aplicação, Trasporte, Segurança, Uso, Armazenamento, Descarte, Contaminação e FolgasDocumento28 páginasLubrificantes Pastosos, Ponto de Gota, Classificação, Aplicação, Trasporte, Segurança, Uso, Armazenamento, Descarte, Contaminação e FolgasGabriel RenanAinda não há avaliações
- Flag - Revitalização FachadaDocumento2 páginasFlag - Revitalização FachadaVictor BandeiraAinda não há avaliações
- Estudo Dirigido 3Documento6 páginasEstudo Dirigido 3rodrigoAinda não há avaliações
- Durabilidade Dos Polimeros PDFDocumento71 páginasDurabilidade Dos Polimeros PDFWaltoy DinizAinda não há avaliações
- RochasDocumento4 páginasRochasrufeAinda não há avaliações
- Ficha Técnica - Thinner 2750 - AnjoDocumento3 páginasFicha Técnica - Thinner 2750 - AnjoIasminAinda não há avaliações
- Catalogo Multi Fix 2020Documento45 páginasCatalogo Multi Fix 2020Edimilson RodriguesAinda não há avaliações
- Pratica 2 - Hidrocarbonetos Saturados e InsaturadosDocumento2 páginasPratica 2 - Hidrocarbonetos Saturados e InsaturadosNunu ManusseAinda não há avaliações
- Especialidade de Modelagem e Fabricação de SabãoDocumento3 páginasEspecialidade de Modelagem e Fabricação de SabãoFelipe Richter100% (3)
- Osmose Reversa - Limpeza Química em MembranasDocumento16 páginasOsmose Reversa - Limpeza Química em MembranasAlexandre MacedoAinda não há avaliações
- Ficha Tecnica Agua SanitariaDocumento2 páginasFicha Tecnica Agua Sanitariamell mullerAinda não há avaliações
- MatalografiaDocumento16 páginasMatalografiaCristiano MendesAinda não há avaliações
- Trabaio de QuimicaDocumento9 páginasTrabaio de QuimicapaunucuxdAinda não há avaliações
- Soldagem Etrepanação de TubulaçõesDocumento43 páginasSoldagem Etrepanação de TubulaçõesVictorGomesSerafina100% (1)
- Forjasul td2017Documento1 páginaForjasul td2017hassAinda não há avaliações
- LM - Decoracao Outono-Inverno 2017Documento56 páginasLM - Decoracao Outono-Inverno 2017fxavierAinda não há avaliações
- ZamacDocumento2 páginasZamacVANTs UP Imagens AéreasAinda não há avaliações
- Oqrj 2014 Em3 1 FaseDocumento7 páginasOqrj 2014 Em3 1 FasesfsgdfgAinda não há avaliações
- Cálculo e Detalhamento de Um Painel de Laje Maciça em Concreto ArmadoDocumento6 páginasCálculo e Detalhamento de Um Painel de Laje Maciça em Concreto Armadocainã LemosAinda não há avaliações
- Ata de Registro de Preços de Eng - 2018 MAIO - CASCAVEL E FOZDocumento32 páginasAta de Registro de Preços de Eng - 2018 MAIO - CASCAVEL E FOZValquir Pacheco NetoAinda não há avaliações
- 3-Memorial Descritivo EstruturalDocumento12 páginas3-Memorial Descritivo EstruturalMarci RodriguesAinda não há avaliações
- Pavimentos 2017 XDocumento7 páginasPavimentos 2017 XDavid Alexandre Reis FerreiraAinda não há avaliações
- Relatório EstradasDocumento5 páginasRelatório EstradasCkengenharia EngenhariaAinda não há avaliações
- CALIBRAÇÃODocumento55 páginasCALIBRAÇÃOCarlos SelbachAinda não há avaliações
- Melflex - Condulete À Prova de Explosão - Mxca15Documento4 páginasMelflex - Condulete À Prova de Explosão - Mxca15Luiz Felipe OliveiraAinda não há avaliações
- Aula 00 - Substâncias e Misturas - Caderno de Questões - UNESPDocumento189 páginasAula 00 - Substâncias e Misturas - Caderno de Questões - UNESPSandra Campos VargasAinda não há avaliações
- Aula Prática I - Saponificação de LipídeosDocumento2 páginasAula Prática I - Saponificação de Lipídeosfabio mirandaAinda não há avaliações
- Rotulo Fispq 301 - Nonruster P - 33Documento1 páginaRotulo Fispq 301 - Nonruster P - 33Alisson Amaro100% (1)