Você também pode gostar
- Fabricantes - Validados - LightDocumento20 páginasFabricantes - Validados - LightEloi LimaAinda não há avaliações
- Treinamento Interno - Caldeira - CompletoDocumento145 páginasTreinamento Interno - Caldeira - CompletoLeandro Aparecido Sampaio100% (1)
- Laudo Compressor Chiaperini - Recycle - 2023Documento10 páginasLaudo Compressor Chiaperini - Recycle - 2023Mauro RogérioAinda não há avaliações
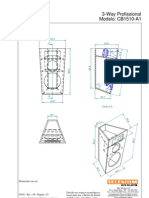
- Selenium 3 ViasDocumento5 páginasSelenium 3 Viasliqp29Ainda não há avaliações
- Abc LojasDocumento14 páginasAbc LojasThiago Barroso100% (1)
- Bomba Parcker Pgp030Documento28 páginasBomba Parcker Pgp030Felipe VenturiniAinda não há avaliações
- Plano de Manutenção Mini Grua 700 KGDocumento3 páginasPlano de Manutenção Mini Grua 700 KGabner diegoAinda não há avaliações
- Manual de Conexões para Tubos - 4300-4 BRDocumento58 páginasManual de Conexões para Tubos - 4300-4 BRMario SouzaAinda não há avaliações
- Guia AçoDocumento251 páginasGuia AçoSBFOAAinda não há avaliações
- Manual Teste de Aderencia - MED529B-Rev3 PDFDocumento6 páginasManual Teste de Aderencia - MED529B-Rev3 PDFRicardo Festrasts CostaAinda não há avaliações
- Procedimento de Emenda de Chapa Na Conformação de TamposDocumento2 páginasProcedimento de Emenda de Chapa Na Conformação de TamposLeandro Aparecido SampaioAinda não há avaliações
- Datasheet Telhado FibrocimentoDocumento7 páginasDatasheet Telhado Fibrocimentodanluri324Ainda não há avaliações
- Etp de Al A de A o Bezinal - v1-10-2017 1Documento3 páginasEtp de Al A de A o Bezinal - v1-10-2017 1André FerreiraAinda não há avaliações
- Injetor Delphi: JCB Ssangyong Action JCB Ssangyong ActionDocumento3 páginasInjetor Delphi: JCB Ssangyong Action JCB Ssangyong Actionjhonatan sanmartinAinda não há avaliações
- 2 - OrcamentoDocumento38 páginas2 - OrcamentoThalles GomesAinda não há avaliações
- RAT 0130-11 - LanteryDocumento4 páginasRAT 0130-11 - LanteryArlindo CrispimAinda não há avaliações
- Certificado de Composição Quimica Do Inox 17-4PHDocumento3 páginasCertificado de Composição Quimica Do Inox 17-4PHElielson LimaAinda não há avaliações
- Como Dimensionar Um PNLD?: Qual o Volume de Condensado? Qual A Pressão Da Aplicação?Documento1 páginaComo Dimensionar Um PNLD?: Qual o Volume de Condensado? Qual A Pressão Da Aplicação?jefferson de graciaAinda não há avaliações
- MM2008Documento36 páginasMM2008fabriciomgAinda não há avaliações
- Steel Widia Comercial Importadora de FerDocumento4 páginasSteel Widia Comercial Importadora de FerHernane MoreiraAinda não há avaliações
- Dados Cadastrais Abecom 2021Documento1 páginaDados Cadastrais Abecom 2021Leonardo MachadoAinda não há avaliações
- Catlogo Montagna - DISCO DE LIXADocumento20 páginasCatlogo Montagna - DISCO DE LIXAMatheus VilsonAinda não há avaliações
- Tomada Padrao Brasileiro BTDocumento6 páginasTomada Padrao Brasileiro BTmsantos_kanAinda não há avaliações
- Catalogo VergalhoesDocumento16 páginasCatalogo VergalhoesClaudia MartinsAinda não há avaliações
- DATABOOK - Diase Goodman EclusaDocumento18 páginasDATABOOK - Diase Goodman EclusaQualidade LagotelaAinda não há avaliações
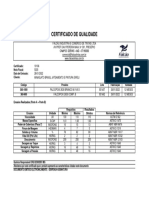
- Certificado de QualidadeDocumento1 páginaCertificado de QualidadeGustavo MoreiraAinda não há avaliações
- Datasheet Monoposte CCMDocumento21 páginasDatasheet Monoposte CCMWalter JuniorAinda não há avaliações
- Classes de Metal Duro - BRASSINTER PDFDocumento2 páginasClasses de Metal Duro - BRASSINTER PDFJacksanderAinda não há avaliações
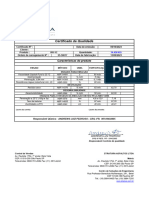
- Certificado de AnáliseDocumento1 páginaCertificado de AnáliseLeonardo Moccellin ZuffoAinda não há avaliações
- Atuador Pneumatico Grey P Aluminium K Rev07Documento11 páginasAtuador Pneumatico Grey P Aluminium K Rev07Franknon LopesAinda não há avaliações
- Fio de Alumínio Coberto para Amarração: PM-BRDocumento3 páginasFio de Alumínio Coberto para Amarração: PM-BRIvenAinda não há avaliações
- Certificado de QualidadeDocumento1 páginaCertificado de QualidadeGustavo MoreiraAinda não há avaliações
- Extra CatalogoDocumento95 páginasExtra CatalogoCarlos SandinoAinda não há avaliações
- DelfhiDocumento3 páginasDelfhijhonatan sanmartin100% (1)
- ACO 011 CatalogoMasterBarrasAco WEBDocumento14 páginasACO 011 CatalogoMasterBarrasAco WEBJardelBezerAinda não há avaliações
- Sensor de Cor BFS33MDocumento2 páginasSensor de Cor BFS33Mnunes999Ainda não há avaliações
- Memorial de Cálculo - Fundo e Corpo CilíndricoDocumento5 páginasMemorial de Cálculo - Fundo e Corpo CilíndricoJuliana DaniloAinda não há avaliações
- Torno ST 400Documento6 páginasTorno ST 400doradiinoAinda não há avaliações
- Datasheet Monoposte REV 1.5 - Pilar 2000Documento22 páginasDatasheet Monoposte REV 1.5 - Pilar 2000Leandro QueirozAinda não há avaliações
- CBCA Guia Brasil Da Construção em AçoDocumento203 páginasCBCA Guia Brasil Da Construção em AçoJose Renato MendesAinda não há avaliações
- Catálogo LA ConectoresDocumento23 páginasCatálogo LA ConectoresCleber AndradeAinda não há avaliações
- Breno ContratoDocumento10 páginasBreno ContratoRenataAinda não há avaliações
- Catalogo Protende 3a Edicao - 2008Documento18 páginasCatalogo Protende 3a Edicao - 2008Paulo César QueirozAinda não há avaliações
- ACO 005 Catalogos Acotubo2016-Web PDFDocumento56 páginasACO 005 Catalogos Acotubo2016-Web PDFDouglas Zagonel HaasAinda não há avaliações
- Folheto Poli-AlveolarDocumento4 páginasFolheto Poli-AlveolarAngelo MiguelAinda não há avaliações
- Chave de Nível Pendular Tipo Pera - Contech - Mi-D-082-In-Df-0003-R1 PDFDocumento6 páginasChave de Nível Pendular Tipo Pera - Contech - Mi-D-082-In-Df-0003-R1 PDFRichard Mayk teodoroAinda não há avaliações
- Catalago Tubo Mecânico PDFDocumento22 páginasCatalago Tubo Mecânico PDFglobaldisAinda não há avaliações
- Jn-Atf TimbradoDocumento3 páginasJn-Atf TimbradoandreAinda não há avaliações
- Catalogo Polia Aluminio V Perfil A MademilDocumento4 páginasCatalogo Polia Aluminio V Perfil A MademilAlex StenicoAinda não há avaliações
- Bullfor - Catalogo 2017Documento42 páginasBullfor - Catalogo 2017ThulioAinda não há avaliações
- Manual de Produtos Moreno 17-07-09Documento88 páginasManual de Produtos Moreno 17-07-09Paulo Wildson MoraesAinda não há avaliações
- Representação MSADocumento2 páginasRepresentação MSAAndyyy GoncalvesAinda não há avaliações
- Projeto e Laudo de Linha de Vida - AssistênciaDocumento7 páginasProjeto e Laudo de Linha de Vida - Assistênciapaulo costaAinda não há avaliações
- Datasheet Solo MonoposteDocumento8 páginasDatasheet Solo MonoposteMS Energia SolarAinda não há avaliações
- Databook - Diase Alhandra PBDocumento12 páginasDatabook - Diase Alhandra PBQualidade LagotelaAinda não há avaliações
- Projeto e Laudo de Linha de Vida - AssistênciaDocumento7 páginasProjeto e Laudo de Linha de Vida - Assistênciapaulo costaAinda não há avaliações
- 7K200 Ant Cin BT PTDocumento4 páginas7K200 Ant Cin BT PTDomingos Miguel AbreuAinda não há avaliações
- Aperam CertificadoDocumento2 páginasAperam CertificadoGuilherme AugustoAinda não há avaliações
- Desenvolvendo Um Datalogger Para Medir Decibelímetro Com PicNo EverandDesenvolvendo Um Datalogger Para Medir Decibelímetro Com PicAinda não há avaliações
- Monitorando Co2 No Pic Com Sintetizador De Voz Programado No Visual BasicNo EverandMonitorando Co2 No Pic Com Sintetizador De Voz Programado No Visual BasicAinda não há avaliações
- Telemetria Com Envio De E-mail Para Medir Decibelímetro Com Base No Esp8266 Programado Em ArduinoNo EverandTelemetria Com Envio De E-mail Para Medir Decibelímetro Com Base No Esp8266 Programado Em ArduinoAinda não há avaliações
- Formulário de Atendimento: Rede Ideal Assistência A Segurados LtdaDocumento1 páginaFormulário de Atendimento: Rede Ideal Assistência A Segurados LtdaLeandro Aparecido SampaioAinda não há avaliações
- Cap 2Documento3 páginasCap 2Leandro Aparecido SampaioAinda não há avaliações
- Cap 3 ADocumento4 páginasCap 3 ALeandro Aparecido SampaioAinda não há avaliações
- Aula 1Documento1 páginaAula 1Leandro Aparecido SampaioAinda não há avaliações
- Cap 1Documento3 páginasCap 1Leandro Aparecido SampaioAinda não há avaliações
- Introdução A Ciências Dos Materiais1 (Seleção de Materiais - Gusa - Fofo)Documento59 páginasIntrodução A Ciências Dos Materiais1 (Seleção de Materiais - Gusa - Fofo)Leandro Aparecido SampaioAinda não há avaliações
- Eixo de MoendaDocumento2 páginasEixo de MoendaLeandro Aparecido SampaioAinda não há avaliações
- 01 - Procedimento para Inspeção de FabricaçãoDocumento1 página01 - Procedimento para Inspeção de FabricaçãoLeandro Aparecido SampaioAinda não há avaliações
- Códigos Utilizados para Identificar ProcedimentosDocumento2 páginasCódigos Utilizados para Identificar ProcedimentosLeandro Aparecido SampaioAinda não há avaliações
- Croqui Soldas CX Evaporação 02 1a 1100m2Documento2 páginasCroqui Soldas CX Evaporação 02 1a 1100m2Leandro Aparecido SampaioAinda não há avaliações
- Medição Espessura Cozedor A Vácuo 01 500HLDocumento2 páginasMedição Espessura Cozedor A Vácuo 01 500HLLeandro Aparecido SampaioAinda não há avaliações
- Croqui Soldas CX Evaporação 01 2000m2Documento2 páginasCroqui Soldas CX Evaporação 01 2000m2Leandro Aparecido SampaioAinda não há avaliações
- Cap06 Geradores de VaporDocumento16 páginasCap06 Geradores de VaporLeandro Aparecido SampaioAinda não há avaliações
- Caldeiras - Apostila Univ Caxias Do SulDocumento5 páginasCaldeiras - Apostila Univ Caxias Do SulLeandro Aparecido SampaioAinda não há avaliações
- Caldeiras AquatubularesDocumento17 páginasCaldeiras AquatubularesjeovanaestevaoAinda não há avaliações