Você também pode gostar
- Artigo Angelo JustDocumento15 páginasArtigo Angelo JustCassio BernardoAinda não há avaliações
- CozinhaCasaBanho2015 PDFDocumento102 páginasCozinhaCasaBanho2015 PDFJoão SilvaAinda não há avaliações
- Condutores, Isolantes e SemicondutoresDocumento1 páginaCondutores, Isolantes e SemicondutoresGabriel BorralhoAinda não há avaliações
- Memoria Descritiva Tipo 2 HOMEDocumento6 páginasMemoria Descritiva Tipo 2 HOMEBelmiro50% (6)
- Campo MagnéticoDocumento15 páginasCampo MagnéticoRaquel EstudoAinda não há avaliações
- Ensaio de Tração - PMR 2202Documento15 páginasEnsaio de Tração - PMR 2202Alison BarbosaAinda não há avaliações
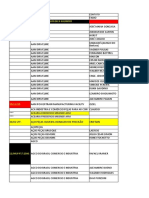
- Lista de Cliente Contato 28-05-19Documento366 páginasLista de Cliente Contato 28-05-19regis.nx4Ainda não há avaliações
- Catálogo Mikro MetaisDocumento21 páginasCatálogo Mikro MetaisPaulo PereiraAinda não há avaliações
- Materiais Ferromagnéticos, Antiferromagnéticos e Ferrimagnéticos - Materiais Ferromagnéticos, Antiferromagnéticos e FerrimagnéticosDocumento11 páginasMateriais Ferromagnéticos, Antiferromagnéticos e Ferrimagnéticos - Materiais Ferromagnéticos, Antiferromagnéticos e FerrimagnéticosPedro NegraoAinda não há avaliações
- EFU-P1-Leonardo de Amorim Casotti - PDFDocumento1 páginaEFU-P1-Leonardo de Amorim Casotti - PDFLeonardo CasottiAinda não há avaliações
- Ficha TÉcnica SiliconeDocumento3 páginasFicha TÉcnica SiliconeRafael PaivaAinda não há avaliações
- Barragens Com Núcleo de Concreto Asfáltico - Análise Do Comportamento MecânicoDocumento210 páginasBarragens Com Núcleo de Concreto Asfáltico - Análise Do Comportamento MecânicoEwerton MazoniAinda não há avaliações
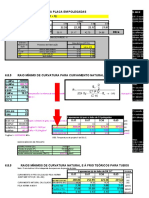
- Calculo de Raio de Curvamento de Tubos N464HDocumento13 páginasCalculo de Raio de Curvamento de Tubos N464HEduardo IdeAinda não há avaliações
- Cortizo CatálogoDocumento159 páginasCortizo CatálogoAlexandre Martins100% (1)
- E Book Eletrica ResidencialDocumento64 páginasE Book Eletrica ResidencialAntonio BritoAinda não há avaliações
- BrocasDocumento91 páginasBrocascaralbmarbat_3207679Ainda não há avaliações
- Norma 8800Documento113 páginasNorma 8800Diego de SouzaAinda não há avaliações
- Atividade 6 CIENCIADocumento5 páginasAtividade 6 CIENCIAmaiaraasm12Ainda não há avaliações
- Catálogo Constálica Agricola LightDocumento12 páginasCatálogo Constálica Agricola Lighttyna1Ainda não há avaliações
- Propriedades Fisicas e Mecanicas Do Concreto Unidade IDocumento33 páginasPropriedades Fisicas e Mecanicas Do Concreto Unidade ILuciana CostaAinda não há avaliações
- Geologia EstruturalDocumento24 páginasGeologia EstruturalAdriano Santos Machado AraujoAinda não há avaliações
- BT2013 - 092 - Instrução para Análise de Compressor e Protetor TérmicoDocumento2 páginasBT2013 - 092 - Instrução para Análise de Compressor e Protetor TérmicoAlex de OliveiraAinda não há avaliações
- 02-Dimensionamento de EixosDocumento21 páginas02-Dimensionamento de EixosMarcelo José CividiniAinda não há avaliações
- Seminário - Ensaio de DurezaDocumento31 páginasSeminário - Ensaio de DurezaHenrique SperottoAinda não há avaliações
- Apostila TensaoDocumento19 páginasApostila TensaoConrado Segalla GuerraAinda não há avaliações
- LANXESS - PU - ANO - 2021 - Espanhol TEGA RV1Documento33 páginasLANXESS - PU - ANO - 2021 - Espanhol TEGA RV1jodapero13Ainda não há avaliações
- Relatório ArgamassasDocumento20 páginasRelatório ArgamassasSamantha DelonzekAinda não há avaliações
- Parafusos e Porcas CATERPILLARDocumento70 páginasParafusos e Porcas CATERPILLARMichael FloresAinda não há avaliações
- DNER ES291 97 Entradas e Descidas D AguaDocumento6 páginasDNER ES291 97 Entradas e Descidas D AguaelieteccAinda não há avaliações
- Bolsa Tecnica para Instrumentos de Pressao Bjy 800 FolderDocumento1 páginaBolsa Tecnica para Instrumentos de Pressao Bjy 800 FolderSuper Dicas LegaisAinda não há avaliações