Você também pode gostar
- Aula 2 - Introdução À PneumáticaDocumento24 páginasAula 2 - Introdução À PneumáticaDi M. Bra100% (1)
- ProvaDocumento6 páginasProvaDi M. BraAinda não há avaliações
- 635 Mat Energia 635Documento2 páginas635 Mat Energia 635Di M. BraAinda não há avaliações
- Caderno 132 PDF - 113Documento11 páginasCaderno 132 PDF - 113Di M. BraAinda não há avaliações
- Gabarito DefinitivoDocumento1 páginaGabarito DefinitivoDi M. BraAinda não há avaliações
- Prova 4 PDFDocumento8 páginasProva 4 PDFDi M. BraAinda não há avaliações
- Boletim de AtualidadesDocumento4 páginasBoletim de AtualidadesDi M. BraAinda não há avaliações
- EditalDocumento12 páginasEditalDi M. BraAinda não há avaliações
- Raio CriticoDocumento6 páginasRaio CriticoAmandio Uamusse UamusseAinda não há avaliações
- Artigo - Analise Dos Desafios para A Difusão Dos Veículos Elétricos e Híbridos No BrasilDocumento22 páginasArtigo - Analise Dos Desafios para A Difusão Dos Veículos Elétricos e Híbridos No BrasilDi M. Bra0% (1)
- SENAI - Leitura e Interpretação de Desenho Técnico IDocumento108 páginasSENAI - Leitura e Interpretação de Desenho Técnico IJardel90% (21)
- Edital 00118Documento56 páginasEdital 00118erikabedinAinda não há avaliações
- NBR 10126 - 1987 - Cotagem em Desenho TécnicoDocumento13 páginasNBR 10126 - 1987 - Cotagem em Desenho Técnicotico 43Ainda não há avaliações
- NBR 13142 - Desenho Técnico - Dobramento de CópiaDocumento3 páginasNBR 13142 - Desenho Técnico - Dobramento de CópiaAnna Cristina100% (1)
- NBR 8196 99Documento2 páginasNBR 8196 99Daywison Kessler100% (1)
- Revisão p2Documento4 páginasRevisão p2Di M. BraAinda não há avaliações
- NBR 10582 - Apresentacao Da Folha para Desenho TecnicoDocumento4 páginasNBR 10582 - Apresentacao Da Folha para Desenho TecnicoAnna Cristina100% (1)
- NBR 160224 - Folha de Desenho Layout e DimensõesDocumento4 páginasNBR 160224 - Folha de Desenho Layout e DimensõesAnna Cristina100% (1)
- NBR 10067 - Principios Gerais de Representação de Desenhos TecnicosDocumento14 páginasNBR 10067 - Principios Gerais de Representação de Desenhos TecnicosAdriano Gaio0% (1)
- Apostida de Torneamento PDFDocumento27 páginasApostida de Torneamento PDFCarvalhoAinda não há avaliações
- Apostila Introducao Ao MatlabDocumento88 páginasApostila Introducao Ao MatlabDi M. BraAinda não há avaliações
- GuiaEstudanteBrasileiro2014a PDFDocumento55 páginasGuiaEstudanteBrasileiro2014a PDFDi M. BraAinda não há avaliações
- Artigo - Analise Dos Desafios para A Difusão Dos Veículos Elétricos e Híbridos No BrasilDocumento22 páginasArtigo - Analise Dos Desafios para A Difusão Dos Veículos Elétricos e Híbridos No BrasilDi M. Bra0% (1)
- Artigo - Analise Dos Desafios para A Difusão Dos Veículos Elétricos e Híbridos No BrasilDocumento22 páginasArtigo - Analise Dos Desafios para A Difusão Dos Veículos Elétricos e Híbridos No BrasilDi M. Bra0% (1)
- Engenharia EconômicaDocumento105 páginasEngenharia EconômicaIvo AndréAinda não há avaliações
- EM504 Aula1 2013Documento51 páginasEM504 Aula1 2013Di M. BraAinda não há avaliações
- Artigo - Analise Dos Desafios para A Difusão Dos Veículos Elétricos e Híbridos No BrasilDocumento22 páginasArtigo - Analise Dos Desafios para A Difusão Dos Veículos Elétricos e Híbridos No BrasilDi M. Bra0% (1)
- Cap3 10Documento84 páginasCap3 10Di M. BraAinda não há avaliações
- Tabela Mestre Pfui (Aula) PreenchidaDocumento20 páginasTabela Mestre Pfui (Aula) PreenchidaLuiz VianaAinda não há avaliações
- Peneira VibratoriaDocumento2 páginasPeneira VibratoriaGabriel Fonseca100% (1)
- LISTA DE EXERCÍCIOS RESOLVIDOS MATERIAIS DE CONSTRUÇÃO Parte 1Documento6 páginasLISTA DE EXERCÍCIOS RESOLVIDOS MATERIAIS DE CONSTRUÇÃO Parte 1Marcelo Vinicius GomesAinda não há avaliações
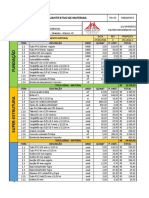
- Planilha Material - Davi - Maricá-Rev00Documento3 páginasPlanilha Material - Davi - Maricá-Rev00Fábio DantasAinda não há avaliações
- Exercícios - Substâncias Puras e Misturas 09Documento3 páginasExercícios - Substâncias Puras e Misturas 09Jacqueline Alexandrino33% (3)
- Lista de Reações QuímicasDocumento1 páginaLista de Reações QuímicasVinícius L. RibeiroAinda não há avaliações
- Soldagem Na Industria Do PetroleoDocumento902 páginasSoldagem Na Industria Do Petroleonk16251732Ainda não há avaliações
- Nomenclatura Dos Compostos InorgânicosDocumento3 páginasNomenclatura Dos Compostos InorgânicosAline Araújo Do NascimentoAinda não há avaliações
- Sintex 5 - 271216Documento2 páginasSintex 5 - 271216Thiago MolverstetAinda não há avaliações
- Fundição de AreiaDocumento20 páginasFundição de AreiaEDMARAinda não há avaliações
- Argaplus 1KDocumento1 páginaArgaplus 1Kevandro silvaAinda não há avaliações
- 52-Propriedades ColigativasDocumento5 páginas52-Propriedades Coligativasnv77vnmAinda não há avaliações
- CPOS Insumos.186Documento93 páginasCPOS Insumos.186Henrique Oliveira100% (1)
- Decormetal Suportes PrumosDocumento40 páginasDecormetal Suportes PrumosRodrigo CorreiaAinda não há avaliações
- NBR 6120 Cargas para o Cálculo de Estruturas de EdificaçõesDocumento5 páginasNBR 6120 Cargas para o Cálculo de Estruturas de EdificaçõesEverton CandidoAinda não há avaliações
- Relopa CubusDocumento9 páginasRelopa CubusOvelha NegraAinda não há avaliações
- 1 6 Metais Complexos e CorDocumento36 páginas1 6 Metais Complexos e Corcarla soares100% (1)
- Osb Construçoes - CamapuãDocumento9 páginasOsb Construçoes - Camapuãevelinfotos01Ainda não há avaliações
- Slide TCC - InanaraDocumento41 páginasSlide TCC - InanaraIna BarrosoAinda não há avaliações
- Ponto Ebulicao Destilacao LQODocumento8 páginasPonto Ebulicao Destilacao LQOLetícia BorgesAinda não há avaliações
- Laudo LP Caminhão MunckDocumento2 páginasLaudo LP Caminhão MunckEmerson MeloAinda não há avaliações
- 2 - Aços 1Documento53 páginas2 - Aços 1Canal News/NovidadesAinda não há avaliações
- 01 - Ácidos Graxos Totais (Agt)Documento219 páginas01 - Ácidos Graxos Totais (Agt)Ana Paula ZapeliniAinda não há avaliações
- Laje Alveolar ProtendidaDocumento1 páginaLaje Alveolar ProtendidaJoão Bosco VieiraAinda não há avaliações
- Relatório de Prática Experimental Lab 5Documento13 páginasRelatório de Prática Experimental Lab 5Thalita MedeirosAinda não há avaliações
- Alumina e AlumínioDocumento100 páginasAlumina e AlumínioGuilherme Vitor CadilheAinda não há avaliações
- Aula #06 - Estudo Das ArgamassasDocumento55 páginasAula #06 - Estudo Das ArgamassasGabriela FerreiraAinda não há avaliações
- Tracos e Custos para Concreto CelularDocumento11 páginasTracos e Custos para Concreto CelularFabio MedeirosAinda não há avaliações
- Roteiro - Ácidos e BaseDocumento2 páginasRoteiro - Ácidos e BaseAne MeiraAinda não há avaliações
- Apostila Esgoto Copasa PDFDocumento8 páginasApostila Esgoto Copasa PDFTaco PinhoAinda não há avaliações