Escolar Documentos
Profissional Documentos
Cultura Documentos
96-0229 Portuguese Lathe
Enviado por
Odil Elizandro BaldiatiDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
96-0229 Portuguese Lathe
Enviado por
Odil Elizandro BaldiatiDireitos autorais:
Formatos disponíveis
I Torno - Manual do operador
96-0229 rev Y 01-2010
HAAS AUTOMATION, INC.
CERTIFICADO DE GARANTIA LIMITADA
Abrange o equipamento CNC da Haas Automation, Inc.
Efectivo desde 01.01.09
A Haas Automation Inc. ("Haas" ou "Fabricante") fornece uma garantia limitada para todos os centros de
rotao, mquinas rotativas e fresadoras novos (em conjunto, "Mquinas CNC") e aos seus componentes
("Componentes") (excepto aqueles indicados abaixo sob o ttulo Limites e Excluses da Garantia) fabrica-
dos e vendidos pela Haas ou pelos seus distribuidores autorizados conforme o previsto neste Certifcado. A
garantia prevista neste certifcado uma garantia limitada e a nica garantia do fabricante, sendo sujeita aos
termos e condies deste certifcado.
Cobertura Limitada de Garantia
Cada Mquina CNC e os seus componentes (em conjunto, "Produtos Haas") so garantidos pelo fabricante
contra defeitos de material e mo-de-obra. Esta garantia apenas fornecida ao comprador fnal e utilizador
fnal para a mquina CNC (o "cliente"). O perodo desta garantia limitada de um (1) ano, excepto para as
fresadoras de sala de ferramentas, as quais possuem um perodo de garantia de seis (6) meses. O perodo
de garantia inicia-se a partir da data de entrega da mquina CNC nas instalaes do cliente. O cliente
poder adquirir uma extenso do perodo de garantia Haas ou a um distribuidor autorizado (extenso de
garantia).
Reparao ou Substituio Apenas:
A nica responsabilidade do fabricante e a nica soluo do cliente, relativamente a qualquer dos produtos
Haas limita-se reparao ou substituio, discrio do fabricante, do produto defeituoso sob esta garan-
tia.
Exonerao de Garantia
Esta garantia a nica fornecida pelo fabricante e substitui todas as outras, independentemente do gnero
ou natureza, expresso ou implcita, escrita ou oral, incluindo, mas no se limitando a, qualquer garantia
implcita de mercado, garantia implcita de conformidade para uma utilizao especfca ou qualquer outra
garantia de qualidade, desempenho ou no-infraco. Todas as outras garantias, de qualquer gnero, so
exoneradas pelo fabricante e prescindidas pelo cliente.
Limites e Excluses da Garantia
Os componentes sujeitos a desgaste temporal ou durante a utilizao normal, incluindo mas no se limitando
a, a pintura, acabamento e condio das janelas, lmpadas, vedantes, sistema de remoo de aparas,
etc. so excludos desta garantia. Para manter esta garantia os procedimentos de manuteno especifca-
dos pela fbrica devem ser cumpridos e registados. Esta garantia nula se o fabricante determinar que (i)
qualquer produto Haas foi sujeito a mau manuseio, m utilizao, abuso, negligncia, acidente, instalao
incorrecta, manuteno inadequada, armazenamento indevido, operao ou aplicao indevida, (ii) qualquer
produto Haas foi indevidamente reparado ou mantido pelo cliente, um tcnico de manuteno no autor-
izado ou qualquer outra parte no autorizada, (iii) o cliente ou qualquer indivduo que tente efectuar qualquer
modifcao a qualquer produto Haas sem o consentimento escrito do fabricante e/ou (iv) qualquer produto
Haas utilizado para uso no comercial (tal como uso pessoal ou domstico). Esta garantia no cobre danos
ou defeitos provenientes de infuncia externa ou por matrias para alm do controlo razovel do fabricante,
incluindo mas no se limitando a, roubo, vandalismo, incndio, condies climatricas (tais como chuva,
inundaes, vento, trovoadas ou terramotos) ou actos blicos ou de terrorismo.
Sem limitar a generalidade de quaisquer excluses ou limitaes descritas neste certifcado, esta garantia
no inclui qualquer garantia em que a mquina ou componentes obedeam s especifcaes de produo
do cliente ou a outros requisitos, ou que o funcionamento da mquina e componentes seja ininterrupto ou
livres de erros. O fabricante no se responsabiliza no que respeita utilizao da mquina ou componen-
tes por qualquer pessoa, e o fabricante no deve ser responsabilizado por qualquer falha de concepo,
produo, funcionamento, desempenho ou outro da mquina ou componentes para alm da reparao ou
substituio do mesmo como fcou estabelecido na garantia limitada acima.
II Torno - Manual do operador
96-0229 rev Y 01-2010
Limitao da Responsabilidade e Danos
O fabricante no pode ser responsabilizado pelo cliente ou qualquer outro por prejuzo de lucros, perda de
dados, extravio de produtos, prejuzo de rendimentos, prejuzo de utilizao, custo de tempo parado, be-
nevolncia comercial, ou quaisquer outros danos acidentais ou resultantes, por aco em contrato ou preju-
zo, provocados por ou relacionados com a mquina ou componentes, outros produtos e servios fornecidos
pelo fabricante ou revendedor, ou pela falha de peas ou produtos provocada pela utilizao da mquina
ou componentes, mesmo se o fabricante ou revendedor tenha sido avisado da possibilidade de tais danos.
Todos estes danos e reclamaes so exonerados pelo fabricante e abdicados pelo cliente. A nica respons-
abilidade do fabricante e a nica soluo do cliente, relativamente a a qualquer dos produtos Haas limita-se
reparao ou substituio, discrio do fabricante, do produto defeituoso sob esta garantia.
O cliente aceita as limitaes e restries prescritas neste certifcado, incluindo mas no se limitando a,
restrio por direito de recuperao de danos, proveniente do contrato com o fabricante ou com o represen-
tante autorizado. O cliente entende e aceita que o preo do equipamento seria superior o fabricante fosse
responsabilizado por danos ou reclamaes para alm da abrangncia desta garantia.
Contrato Total
Este Certifcado sobrepe-se a qualquer e a todo o contrato, acordo, representao ou garantias, tanto orais
como escritos, entre as partes ou pelo fabricante no que respeita ao mbito deste certifcado, e contm todos
os contratos e acordos entre as partes no que respeita ao mbito. Pelo presente o fabricante rejeita expres-
samente quaisquer outros contratos, promessas, representaes ou garantias, quer orais ou escritos, que
sejam adicionais ou inconsistentes com qualquer clusula ou termos deste certifcado. Nenhum termo ou
clusula prescrita neste certifcado pode ser modifcada nem alterada excepto por contrato escrito assinado
por ambas as partes. No obstante o que se segue, o fabricante ir honrar a Extenso da Garantia apenas
pela extenso do perodo de garantia aplicvel.
Portabilidade
Esta garantia transfervel do utilizador fnal original para outra parte se a mquina for vendida por via pri-
vada antes do fnal do perodo de garantia e desde que seja efectuada comunicao escrita ao fabricante e
que esta garantia no seja nula no momento da transferncia. O transferente desta gaarantia estar sujeito
a todos os termos e clusulas deste certifcado.
Diversos
Esta garantia ser imputvel pelas leis do Estado da Califrnia sem aplicao de regras de confitos de leis.
Toda e qualquer disputa decorrente desta garantia ser resolvida num tribunal de competncia jurisdicional
localizado no Condado de Ventura, Condado de Los Angeles ou Condado de Orange, Califrnia. Qualquer
termo ou disposio deste certifcado que seja invlido ou no aplicvel em qualquer situao ou jurisdio
no afectar a validade ou aplicabilidade dos restantes termos e clusulas aqui presentes ou a validade ou
aplicabilidade do termo ou disposio quebrado em qualquer outra situao ou jurisdio.
III Torno - Manual do operador
96-0229 rev Y 01-2010
Registo da Garantia
Consulte o manual de instrues primeiro se tiver algum problema com a mquina. Se isto no resolver o
problema, contacte o distribuidor Haas autorizado. Como ltimo recurso, telefone directamente para a Haas
para o nmero indicado abaixo.
Haas Automation, Inc.
2800 Sturgis Road
Oxnard, California 93030-8933 EUA
Telefone: (805) 278-1800
FAX: (805) 278-8561
Para registar o utilizador fnal desta mquina para actualizaes e boletins de segurana do produto, neces-
sitamos da entrega imediata do registo da mquina. Preencha completamente e envie por correio para o
endereo acima ao cuidado de (VF-1, GR-510, VF-6, etc. o que for aplicvel) REGISTRATIONS. Inclua
uma cpia da factura para validar a data de garantia e para cobrir quaisquer opes adicionais que possa ter
adquirido.
Nome da empresa: ______________ Nome de Contacto: ___________________
Endereo: _____________________________________________________
_____________________________________________________________
_____________________________________________________________
Revendedor: __________________ Data de Instalao: _______/_______/________
Modelo N. : ______________ Nmero de Srie: _______________________
Telefone: ( ____ ) _____________ FAX: ( ______ ) __________________
IV Torno - Manual do operador
96-0229 rev Y 01-2010
Procedimento de satisfao do cliente
Caro Cliente,
A sua satisfao total e benevolncia so da maior importncia tanto para a Haas Automation, Inc. como para o distribuidor
Haas onde adquiriu o seu equipamento. Habitualmente quaisquer reclamaes que possa ter acerca da venda ou do funciona-
mento do equipamento sero prontamente resolvidas pelo distribuidor.
No entanto, se no fcar satisfeito com a soluo das reclamaes e aps o ter apresentado directamente a um membro da
equipa de gesto de revendedores, ao Director Geral ou ao proprietrio da empresa revendedora, proceda da seguinte forma:
Contacte o Haas Automation's Customer Service Center telefonando para 800-331-6746 e pea para ligar ao Customer Ser-
vice Department. Tenha a seguinte informao disponvel quando nos telefonar, para podermos resolver os seus problemas o
mais rpido possvel:
Nome, nome de empresa, endereo e nmero de telefone
Modelo da mquina e nmero de srie
Nome do revendedor e o nome do ltimo contacto com o revendedor
Natureza da reclamao
Se desejar escrever Haas Automation, utilize este endereo:
Haas Automation, Inc.
2800 Sturgis Road
Oxnard, CA 93030
Att: Customer Satisfaction Manager
endereo de correio electrnico: Service@HaasCNC.com
Assim que contactar o Haas Automation Customer Service Center envidaremos todos os esforos para trabalhar directamente
consigo e com o seu distribuidor para resolvermos rapidamente os seus problemas. Na Haas Automation sabemos que um
bom relacionamento entre cliente-distribuidor-fabricante ajudaro ao sucesso continuado para todos os envolvidos.
.
ETL LISTED
CONFORMS TO
NFPA STD 79
ANSI/UL STD 508
UL SUBJECT 2011
CERTIFIED TO
CAN/CSA STD C22.2 NO.73
9 7 0 0 8 4 5 C E R T I F I E D
Comentrios do cliente
Se tiver algum problema ou questo no que respeita o Manual do Operador da Haas,
contacte-nos pelo e-mail, pubs@haascnc.com. Ficamos a aguardar qualquer sugesto
que possa ter.
Todas as mquinas de ferramentas CNC da Haas tm
a marca Listada ETL, certicando que esto conformes
com a Norma de Electricidade NFPA 79 para a
Maquinaria Industrial e a equivalente canadiana, CAN/
CSA C22.2 N. 73. As marcas listadas ETL e cETL foram
atribudas a produtos que passaram com sucesso nos
testes da Intertek Testing Services (ITS), uma alternativa
aos Underwriters' Laboratories.
A certicao ISO 9001:2000 do Ser-
vio de Gesto TUV (um registo ISO)
serve como uma avaliao imparcial
do sistema de gesto de qualidade da
Haas Automation. Este sucesso rea-
rma a conformidade da Haas Auto-
mation com os padres denidos pela
Organizao Internacional de Norma-
lizao e conrma o compromisso da
Haas em responder s necessidades e
exigncias dos seus clientes no merca-
do global.
Certicao
Traduo das instrues originais
V Torno - Manual do operador
96-0229 rev Y 01-2010
.
As informaes contidas neste manual esto constan-
temente a ser actualizadas. As ltimas actualizaes e
outras informaes teis esto disponveis para downlo-
ad gratuito em formato .pdf (v a www.HaasCNC.com e
clique em on "Manual Updates" sob o menu pendente
"Customer Service" na barra de navegao).
Declarao de Conformidade
PRODUTO: Tornos CNC (Centros Rotativos)
*Incluindo todas as opes instaladas em fbrica ou campo instaladas por
um Outlet de Fbrica Haas certifcado (HFO)
FABRICADO POR: Haas Automation, Inc.
2800 Sturgis Road, Oxnard, CA 93030 805-278-1800
Declaramos, sob nossa responsabilidade que os produtos acima enunciados, aos quais esta
declarao se refer, cumprem com as regulaes defnidas na directiva CE para Centros de
Maquinao:
Directiva de Maquinaria 2006/42/CE
Directiva de Compatibilidade Electromagntica 2004/108/CE
EN 61000-6-1:2001 Compatibilidade Electromagntica (EMC) - Parte 6-1: Padres genricos
EN 61000-6-3:2001 Compatibilidade Electromagntica (EMC) - Parte 6-3: Padres genricos
Directiva de Baixa Voltagem 2006/95/CE
Padres Adicionais:
EN 614-1:2006+A1:2009
EN 894-1:1997+A1:2008
EN 14121-1:2007
RoHS: EM CONFORMIDADE por Iseno por documentao do produtor. Isento por:
a) Ferramenta industrial fxa de larga escala
b) Controlo e sistemas de controlo
c) Chumbo como um elemento de liga em ao
VI Torno - Manual do operador
96-0229 rev Y 01-2010
1 Torno - Manual do operador
96-0229 rev Y 01-2010
.
PENSE NA SEGURANA!
PROCEDIMENTOS DE SEGURANA HAAS
NO FIQUE PRESO
NO SEU TRABALHO
Todas as mquinas de torno-revlver
apresentam riscos relacionados com as peas
rotativas, cintas e roldanas, electricidade de
alta tenso, rudos e ar comprimido. Ao utilizar
mquinas CNC e respectivos componentes,
deve sempre seguir as precaues de
segurana, de modo a reduzir o risco de
ferimentos pessoais e danos mecnicos.
Importante Esta mquina deve ser apenas operada por pessoal devidamente
formado, de acordo com o Manual do Operador, os autocolantes de segurana,
os procedimentos e instrues de segurana para operao segura da mquina.
.
Especicaes e Limites de Utilizao Geral do Produto
Ambiental (utilizao apenas no interior)*
Mnim ximo
Temperatura de Funcionamento 5C (41F) 50C (122F)
Temperatura de Armazenamento -20C (-4F) 70C (158F)
Humidade Ambiente 20% relativa, sem condensao 90% relativa, sem condensao
Altitude Nvel do Mar 6000 ps (1829 m)
Rudo
Mnim ximo**
Emitido a partir de todas as reas da
mquina durante a utilizao numa
posio tpica do operador
Superior a 70 dB Superior a 85 dB
* No opere a mquina em atmosferas explosivas (vapores explosivos e / ou partculas)
** Tome precaues para evitar danos na audio do rudo da mquina/maquinao. Use proteco auditiva, altere a aplicao de corte (ferramentas,
velocidade do fuso, velocidade do eixo, xao, caminho programado) para reduzir o rudo e / ou restringir o acesso rea da mquina durante o corte.
2 Torno - Manual do operador
96-0229 rev Y 01-2010
LER ANTES DE OPERAR ESTA MQUINA:
Somente o pessoal autorizado dever trabalhar nesta mquina. A presena de pessoal no qualifcado repre-
senta um perigo para o pessoal e para a mquina e a operao inadequada anula os termos da garantia.
Verifque a existncia de peas e ferramentas danifcadas antes de operar a mquina. Qualquer pea ou
ferramenta danifcada deve ser correctamente reparada ou substituda por pessoal autorizado. No operar a
mquina se qualquer componente apresentar sinais de funcionamento incorrecto. Contacte o supervisor da
ofcina.
Utilizar proteco visual e auditiva adequada durante a operao da mquina. recomendada a utilizao
de culos de segurana contra impactos aprovados pela ANSI e proteco auditiva aprovada pela OSHA, de
modo a reduzir os riscos de leses visuais e perda de audio.
No operar a mquina sem que as portas estejam fechadas e os bloqueios internos funcionem correcta-
mente. As ferramentas de corte rotativas podem provocar leses graves. Durante a execuo de um progra-
ma, o revlver da ferramenta pode movimentar-se rapidamente a qualquer momento e em qualquer direco.
O boto de Paragem de Emergncia o interruptor grande, circular, vermelho localizado no Painel de Con-
trolo. Premir o boto de Paragem de emergncia pra instantaneamente todos os movimentos da mquina,
os servo-motores, o comutador de ferramentas e a bomba de refrigerao. Utilize o boto de Paragem de
emergncia apenas em situaes de emergncia, de modo a evitar parar abruptamente a mquina.
O painel elctrico deve ser fechado e a chave e trincos no compartimento de controlo devem ser sempre
trancados, excepto durante as tarefas de instalao e reparao. Durante essas tarefas, apenas electricistas
qualifcados devero ter acesso ao painel. Quando o disjuntor principal est ligado, existe uma sada de alta
tenso do painel elctrico (incluindo placas de circuitos e circuitos lgicos) e alguns componentes funcionam
a altas temperaturas. Por conseguinte, deve ser exercido um extremo cuidado. Aps a instalao da mqui-
na, o compartimento deve ser trancado e a chave deve ser disponibilizada apenas ao pessoal de servio
qualifcado.
Consulte os cdigos e regras de segurana locais antes de operar a mquina. Contacte o seu agente sempre
que necessitar de enderear questes de segurana.
NO modifcar ou de qualquer forma alterar este equipamento. Caso sejam necessrias modifcaes,
todos os pedidos devero ser processados pela Haas Automation, Inc. Qualquer modifcao ou alterao
de qualquer Centro de Fresagem ou de Torno Haas poder conduzir a ferimentos pessoais e/ou danos da
mquina e anular os termos da garantia.
da responsabilidade do proprietrio da ofcina certifcar-se de que todas as pessoas envolvidas na insta-
lao e operao da mquina conhecem devidamente as instrues de instalao, operao e segurana,
fornecidas com a mquina, ANTES de realizarem qualquer tipo de trabalho. A principal responsabilidade pela
segurana do proprietrio da ofcina e dos indivduos que trabalham com a mquina.
No operar a mquina com a porta aberta.
No operar a mquina sem a formao adequada.
Utilizar sempre culos de proteco.
A mquina controlada automaticamente e pode iniciar a operao a qualquer momento.
As peas afxadas de forma incorrecta ou inadequada podem ser ejectadas com um fora mortal.
No exceder as rpm do mandril indicadas.
Rpm superiores reduzem a fora de aperto do mandril.
Uma barra fxa no apoiada no pode exceder o extremo do tubo de traco.
3 Torno - Manual do operador
96-0229 rev Y 01-2010
Os mandris devem ser lubrifcados semanalmente e inspeccionados regularmente.
As pinas dos mandris no devem fcar salientes para alm do dimetro do mandril.
No trabalhar peas maiores que o mandril.
Seguir todos os avisos do fabricante do mandril e trabalhar de acordo com os procedimentos.
A presso hidrulica deve ser correctamente defnida, de modo a fxar a pea sem qualquer distoro.
A corrente elctrica deve cumprir as especifcaes neste manual. Tentar executar a mquina a
partir de qualquer outra fonte pode provocar graves danos materiais e anular os termos da garantia.
No premir ARRANQUE/REINICIAR no painel de controlo sem que a instalao esteja concluda.
No tentar operar a mquina sem que tenham sido concludas todas as instrues de instalao.
Nunca efectuar manuteno na mquina com a corrente elctrica ligada.
As peas afxadas de forma incorrecta, a altas velocidades, podem perfurar a porta de segurana. Re
querem-se rpm reduzidas para proteger o operador ao executar operaes perigosas (por exemplo,
ao rodar peas de grandes dimenses ou fxadas marginalmente). No seguro rodar peas de
grandes dimenses ou afxadas marginalmente.
As janelas devem ser substitudas caso se encontrem danifcadas ou muito riscadas - Substituir
imediatamente as janelas riscadas.
No processar matrias-primas txicas ou infamveis. Podem estar presentes fumos mortais.
Consultar o fabricante acerca do manuseamento seguro de produtos de matrias-primas antes do
processamento.
Siga estas instrues para efectuar trabalhos na mquina:
Operao normal - Mantenha a porta fechada e os resguardos instalados, enquanto a mquina estiver a
operar.
Carregamento e descarregamento de peas - O operador abre a porta ou resguardo, termina a tarefa e fecha
a porta ou resguardo antes de pressionar incio de ciclo (arranque de movimento automtico)
Carregamento ou descarregamento de ferramenta - O operador entra na rea da mquina para carregar
ou descarregar ferramentas. Sai completamente da rea antes do comando de movimento automtico ser
executado (por exemplo, prxima ferramenta, ATC/Torre FRENTE/REV).
Confgurao de trabalho de maquinao - Pressione paragem de emergncia antes de adicionar ou remover
acessrios de maquinao.
Limpeza / Manuteno de Mquina - Pressione paragem de emergncia ou corte de alimentao antes na
mquina antes de entrar no compartimento.
No entre nunca na rea de maquinao quando a mquina estiver em movimento; podem ocorrer
leses graves ou morte.
Funcionamento sem Vigilncia
As mquinas da Haas CNC completamente isoladas so concebidas para funcionar sem vigilncia; no en-
tanto, o processo de maquinao pode no ser seguro para operar sem controlo.
respondabilidade do proprietrio da ofcina defnir as mquinas de forma segura e usar as melhores
prticas em tcnicas de maquinao, tambm sua responsabilidade gerir o desenrolar destes mtodos. O
processo de maquinao deve ser controlado para evitar danos se ocorrer uma situao perigosa.
Por exemplo, se existir o risco de incndio devido a material maquinado, ento deve ser instalado um
sistema de supresso de incndio adequado para reduzir o risco de leso de pessoal, equipamento e edif-
4 Torno - Manual do operador
96-0229 rev Y 01-2010
cios. Deve ser contactado um especialista adequado para instalar ferramentas de controlo antes das mqui-
nas serem deixadas a trabalhar sem vigilncia.
especialmente importante seleccionar equipamento de controlo que possa imediatamente desempenhar
uma aco adequada sem interveno humana para evitar um acidente, no caso de ser detectado um prob-
lema.
UTILIZAES E DIRECTRIZES PARA O FUNCIONAMENTO SEGURO DA MQUINA
Todas as mquinas de torno-revlver apresentam riscos relacionados com as peas rotativas de corte, cintas
e roldanas, electricidade de alta tenso, rudos e ar comprimido. Ao utilizar mquinas de torno-revlver e
respectivos componentes, deve sempre seguir as precaues de segurana, de modo a reduzir o risco de
ferimentos pessoais e danos mecnicos. LER TODOS OS AVISOS, PRECAUES E INSTRUES AD-
EQUADOS ANTES DE OPERAR ESTA MQUINA.
MODIFICAES MQUINA
NO modifcar ou de qualquer forma alterar este equipamento. Caso sejam necessrias modifcaes,
todos os pedidos devero ser processados pela Haas Automation, Inc. Qualquer modifcao ou alterao de
qualquer centro de fresagem Haas poder conduzir a ferimentos pessoais e/ou danos da mquina e anular
os termos da garantia.
AUTOCOLANTES DE SEGURANA
Para ajudar a assegurar que os perigos da ferramenta CNC so rapidamente comunicados e entendidos, os
autocolantes com smbolos de perigo so colocados nas Mquinas Haas em locais onde exista perigo. Se
os autocolantes fcarem danifcados ou desgastados, ou se forem necessrios autocolantes adicionais para
realar um ponto de segurana particular, contacte o seu agente ou o representante da Haas. Nunca altere
ou remova qualquer autocolante ou smbolo de segurana.
Cada perigo defnido e explicado no autocolante de segurana geral, localizado na parte da frente da
mquina. Localizaes particulares de perigos so marcadas com smbolos de aviso. Reveja e compreenda
as quatro partes de cada aviso de segurana, explicadas abaixo, e familiarize-se com os smbolos nas pgi-
nas seguintes.
.
Smbolo de aviso Perigo do Nvel de Segurana / Mensagem Smbolo de aco
AVISO
Risco de leso fsica grave. A mquina
no pode proteger das toxinas.
Fludo de refrigerao, partculas nas,
limalhas e fumos podem ser perigosos.
Siga os dados e avisos especcos de segurana do
material do fabricante.
Smbolo de Aviso - Identica o perigo
potencial e refora a mensagem escrita.
Mensagem Escrita - Clarica ou
refora o objectivo do smbolo de aviso.
A: Perigo.
B: Consequncia se o aviso for
ignorado.
C: Aco para evitar leses. Consulte
tambm o Smbolo de Aco.
Perigo do Nvel de Segurana - Cor codicada para
indicar o risco de ignorar um perigo.
Vermelho + "PERIGO" = O perigo PROVOCAR a morte
ou leses graves se ignorado.
Laranja + "AVISO" = O perigo PODER PROVOCAR a
morte ou leses graves se ignorado.
Amarelo + "CUIDADO" = O perigo PODE PROVOCAR
uma leso ligeira a moderada se ignorado.
Azul + "AVISO" = Indica uma aco para evitar danos na mquina.
Verde + "INFORMAO" = Pormenores sobre os
componentes da mquina.
Smbolo de Aco: Indica
aces para evitar leses. Os
crculos azuis indicam aces
obrigatrias para evitar o
perigo, os crculos vermelhos
com barras vermelhas indicam
aces proibidas para evitar
o perigo.
A
B
C
5 Torno - Manual do operador
96-0229 rev Y 01-2010
AUTOCOLANTES DE AVISO PARA FRESADORAS
.
PERIGO
Perigo de Electrocusso.
Pode ocorrer morte por choque
elctrico.
Desligue e desbloqueie a energia
antes da manuteno.
A Mquina Automtica
pode arrancar a qualquer
momento.
Podem ser provocadas leses
ou a morte por um operador
sem formao.
Leia e compreenda o manual do
operador e os sinais de segurana
antes de usar esta mquina.
Risco de leso fsica grave.
A mquina no pode prote-
ger das toxinas.
Fludo de refrigerao, partculas
nas, limalhas e fumos podem
ser perigosos.
Siga os dados e avisos especcos de
segurana do material do fabricante.
Risco de leso corporal grave.
O compartimento pode no
parar todos os tipos de projctil.
Faa um controlo duplo da denio
do trabalho antes de quaisquer
maquinaes. Siga sempre as prticas
seguras da maquinao. No opere
com portas ou janelas abertas ou com
as proteces removidas.
Risco de incndio e exploso.
Amquina no est concebida para
resistir ou conter explosivos ou fogo.
No maquine materiais explosivos,
inamveis ou udos de refrigerao.
Consulte os dados e avisos especcos
de segurana do material do fabricante.
Risco de leso corporal.
Cortes graves, abrases e
leses fsicas podem resultar de
deslizes e quedas.
Evite usar a mquina em reas molha-
das, hmidas ou pouco iluminadas.
Podem ocorrer leses severas.
As peas mveis podem
emaranhar, desviar e cortar.
Ferramentas ou limalhas aadas
podem cortar a pele facilmente.
Assegure-se de que a mquina no
est em funcionamento automtico
antes de alcanar o interior.
Risco de leses visuais e auditivas.
Detritos mveis em olhos sem
proteco podem provocar per-
da da viso. Os nveis de rudo
podem exceder 70 dBA.
Devem usar-se culos de seurana
e proteco auditiva quando estiver a
operar ou estiver na rea da mquina.
As janelas de segurana podem tornar-se frgeis e perder a eccia se expostas a refrigerantes e lubricantes da mquina ao longo do tempo. Se houver
sinais de descolorao, ssuras, forem encontradas fracturas, substitua-as imediatamente. As janelas de segurana devem ser substituidas a cada dois anos.
AVISO
Podem ocorrer leses
severas.
As peas mveis podem
emaranhar e desviar.
Prenda sempre vesturio largo e
cabelo comprido.
Risco de leso corporal
grave.
Siga as prticas seguras de
xao. As peas inadequa-
damente xas podem ser
projectadas com fora fatal.
Fixe com segurana as peas de
trabalho e xaes.
Perigo de impacto.
Os componentes da
mquina podem esmagar
e cortar.
No manuseie nenhuma parte da
mquina durante o funcionamento
automtico. Mantenha-se sempre
afastado das peas mveis.
As peas mveis podem
esmagar.
O comutador da ferramenta mover-
se- e esmagar a sua mo.
Nunca colque a sua mo no fuso
e pressione ATC FWD, ATC REV,
NEXTTOOL, ou provoque um
ciclo de comutao da ferramenta.
2009 Haas Automation, Inc.
29-0769 Rev E
No permita que pessoas sem formao operem a mquina.
No altere ou modique a mquina de qualquer forma.
No opere esta mquina com componentes desgastados ou dancados.
Sem peas a utilizar pelo utilizador no interior. A mquina deve ser reparada ou mantida apenas por tcnicos de manuteno autorizados.
AVISO
Limpar a pelcula do ltro semanalmente.
Retire a tampa do depsito de refrigerao e limpe qualquer sedimento de esteja dentro do depsito
semanalmente.
No use gua, resultar em dano por corroso permanente. necessrio refrigerante inibidor de ferrugem.
No use lquidos txicos ou inamveis como refrigerante.
Manuteno do
Depsito de Refrigerao
Filtro da porta
6 Torno - Manual do operador
96-0229 rev Y 01-2010
AUTOCOLANTES DE AVISO PARA TORNOS
.
PERIGO
Perigo de Electrocusso.
Pode ocorrer morte por choque
elctrico.
Desligue e desbloqueie a energia
antes da manuteno.
A Mquina Automtica
pode arrancar a qualquer
momento.
Podem ser provocadas leses
ou a morte por um operador
sem formao.
Leia e compreenda o manual do
operador e os sinais de segurana
antes de usar esta mquina.
Risco de leso fsica grave.
A mquina no pode prote-
ger das toxinas.
Fludo de refrigerao, partculas
nas, limalhas e fumos podem
ser perigosos.
Siga os dados e avisos especcos de
segurana do material do fabricante.
Risco de leso corporal grave.
O compartimento pode no
parar todos os tipos de projctil.
Faa um controlo duplo da denio
do trabalho antes de quaisquer
maquinaes. Siga sempre as prticas
seguras da maquinao. No opere
com portas ou janelas abertas ou com
as proteces removidas.
Risco de incndio e exploso.
Amquina no est concebida para
resistir ou conter explosivos ou fogo.
No maquine materiais explosivos,
inamveis ou udos de refrigerao.
Consulte os dados e avisos especcos
de segurana do material do fabricante.
Risco de leso corporal.
Cortes graves, abrases e
leses fsicas podem resultar de
deslizes e quedas.
Evite usar a mquina em reas molha-
das, hmidas ou pouco iluminadas.
Podem ocorrer leses severas.
As peas mveis podem
emaranhar, desviar e cortar.
Ferramentas ou limalhas aadas
podem cortar a pele facilmente.
Assegure-se de que a mquina no
est em funcionamento automtico
antes de alcanar o interior.
Risco de leses visuais e
auditivas.
Detritos mveis em olhos sem
proteco podem provocar per-
da da viso. Os nveis de rudo
podem exceder 70 dBA.
Devem usar-se culos de seurana
e proteco auditiva quando estiver a
operar ou estiver na rea da mquina.
As janelas de segurana podem tornar-se frgeis e perder a eccia se expostas a refrigerantes e lubricantes da mquina ao longo do tempo. Se houver
sinais de descolorao, ssuras, forem encontradas fracturas, substitua-as imediatamente. As janelas de segurana devem ser substituidas a cada dois anos.
AVISO
Podem ocorrer leses
severas.
As peas mveis podem emara-
nhar e desviar.
Prenda sempre vesturio largo e
cabelo comprido.
Risco de leso corporal
grave e perigo de impacto.
Uma barra no apoiada pode
cair com resultados mortais.
No prolongue a bigorna de barra
do tubo de traco sem o suporte
adequado.
No aplique foras de maquinao
excessivas, pois fazendo-o pode retirar
a barra do suporte.
No permita impulsos do carrinho ou
ferramenta no descanso ou contra-
ponto; a pea pode car solta.
No aperte excessivamente o
descanso.
Risco de leso corporal grave.
As peas inadequadamente
xas podem ser projectadas
com fora fatal.
Uma RPM alta reduz a fora de
xao da bucha.
No maquine usando uma denio
insegura ou exceda a RPM da bucha.
As partes mveis podem
cortar.
Ferramentas podem cortar a
pele com facilidade.
No manuseie nenhuma parte da
mquina durante o funcionamento
automtico. No toque em peas de
trabalho rotativas.
No permita que pessoas sem formao operem a mquina.
Acesso restrito para abrir tornos de estrutura aberta.
Utilize o descanso ou o contra-ponto para apoiar barras longas e siga
sempre as prticas de maquinao.
No altere ou modique a mquina de qualquer forma.
No opere esta mquina com componentes desgastados ou dancados.
Amquina deve ser reparada ou mantida apenas por tcnicos autorizados.
AVISO
Limpar a pelcula do ltro semanalmente.
Retire a tampa do depsito de refrigerao e limpe qualquer sedimento de esteja dentro do depsito semanal-
mente.
No use gua, resultar em dano por corroso permanente. necessrio refrigerante inibidor de ferrugem.
No use lquidos txicos ou inamveis como refrigerante.
29-0765 Rev F
2009 Haas Automation, Inc.
Filtro da
Porta
Filtro do
Comparti-
mento
Ranhura da
Sustentao
da Bomba
7 Torno - Manual do operador
96-0229 rev Y 01-2010
OUTROS AUTOCOLANTES DE SEGURANA
Outros autocolantes podem ser encontrados na sua mquina, dependendo do modelo e opes instaladas:
.
AVISO
No abra esta janela enquanto a mquina estiver em
funcionamento.
Pressione a Paragem de Emergncia ou desligue a mquina antes de abrir.
O interior da mquina pode estar escorregadio e tem arestas aadas que podem cortar.
29-0779 Rev D
2009 Haas Automation, Inc.
AVISO
Risco de leso corporal grave.
As peas podem ser ejectadas
com fora letal.
No aperte excessivamente o
descanso.
Siga sempre as prticas seguras da
maquinao.
Risco de leso corporal grave.
As foras de maquinao deec-
tiro a barra e podem desaloc-la
do apoio do contra-ponto.
A barra cair e provocar leses.
No aplique cargas de corte excessi-
vas pea de trabalho. Siga sempre
as prticas seguras da maquinao.
AVISO
As partes mveis podem
cortar e esmagar.
O contra-ponto move-se automa-
ticamente e tem pontos de perigo.
Pressione o boto de Paragem de
Emergncia antes de mudar a posi-
o do contra-ponto.
Consulte o captulo do contra-ponto para mais explicaes.
29-0611 Rev B
Contra-ponto Ajustvel
8 Torno - Manual do operador
96-0229 rev Y 01-2010
.
PERIGO
Sem Etapa
Risco de electrocusso, leso
corporal ou dano da mquina.
No suba nem permanea nesta rea.
29-0746 Rev C
DECLARAO DE AVISOS, PRECAUES E NOTAS
Ao longo deste manual, as informaes importantes e crticas so antecedidas da palavra "Aviso", "Cuidado"
e "Nota"
Avisos so utilizados quando existe perigo extremo para o operador e/ou para a mquina. Tome todas as
medidas necessrias para respeitar os avisos. No continue o trabalho caso no seja possvel seguir as
instrues do aviso. Segue-se um exemplo de um aviso:
AVISO! Nunca colocar as mos entre o comutador de ferramentas e a cabea do veio.
Precaues so utilizadas quando existe potencial para ferimentos pessoais menores ou danos mecnicos,
por exemplo:
ATENO! Desligar a mquina antes de proceder a quaisquer tarefas de manuteno.
As notas so utilizadas para fornecer informaes adicionais ao operador acerca de um passo ou procedi-
mento em particular. Estas informaes devem ser tomadas em considerao pelo operador ao executar o
passo, de modo a certifcar-se de que no existe qualquer confuso, por exemplo:
NOTA: Se a mquina estiver equipada com a bancada de folga Z opcional, siga estas directrizes:
CONFORMIDADE FCC
Este equipamento foi testado e encontra-se em conformidade com os limites para a classe A de dispositi-
vos digitais, de acordo com a parte 15 das regras FCC. Estes limites foram concebidos para fornecer uma
proteco razovel contra interferncia perigosa quando o equipamento funciona num ambiente comercial.
Este equipamento gera, utiliza e pode erradiar energia de frequncia rdio se no for instalado e utilizado
de acordo com o manual de instrues, e pode causar interferncia danosa em comunicaes de rdio. O
funcionamento deste equipamento numa rea residncial pode causar interferncia danosa, caso em que o
utilizador deve corrigir a interferncia s suas expensas.
9 Torno - Manual do operador
96-0229 rev Y 01-2010
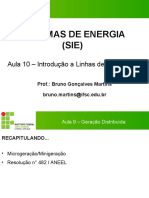
INTRODUO
Segue-se uma introduo visual a um centro de tornear Haas. Algumas das funes apresentadas sero
realadas nos respectivos captulos.
.
Placa de Dados
Modelo
Nmero de Srie
Data de Fabrico
Voltagem
Fase
Hertz
Carga Completa
Carga Maior
Capacidade de Interrupo de Curto-circuito
Diagrama de Instalao Elctrica
Proteco de corrente excessiva fornecida pelos
terminais de fornecimento da mquina)
Aviso Voltagens letais dentro da cabine!
Desligue da fonte da alimentao antes de abrir
a cabine!
Pessoal de servio com formao apenas!
Fabricado nos EUA
Controlo Remoto de
Avano
Vista C
(Vista Rodada para Maior
Clareza)
Lista de Referncia de
Cdigo G & M
Marcador de
Trabalho
Quadro
Manter para
Execuo
USB
Bloqueio MEM
Execuo - Congurao
Porta - Substituio
Interruptor da Luz de
Trabalho
(Proteco GFI)
Vista A
(Vista Rodada 90 Sentido Horrio)
Bandeja de Ferramenta
Fixador da Alavanca
da Prensa
Manual do Operador
e Informao de
Montagem (Guarda-
dos no Interior)
Conjuntos do Painel de Lubricao e
Refrigerao
(Fundo do Lado Inferior - Ver Vista B)
Ver Vista A
Calha de Descarga de
Limalha
Cesto de Limalha
Pistola de Ar
Interruptores de P do
Contra-ponto e da Bucha
Colector de peas
Porta de Acesso
Motor do Fuso
Unidade de Potncia
Hidrulica (UPH)
Colctor de Refrigerante
Caixa de Controlo
Elctrico Principal
(Ver Vista C)
Caixa de Ferramenta
Manmetros PSI de
Ar do Contra-ponto e
da Bucha
Regulador da
Presso de Ar
Manmetro de Presso de Ar
Bomba de
leo
Reservatrio de leo
Ar na
Extermi-
dade da
Mangueira
Bico do Jacto de
Ar Conduta de Ar
Filtro de leo
Conjunto de Painel de Refrigerao
(Compartimento de Trs Esquerda Retirado)
Vista B
(Vista Rodada a 180)
Filtro de Admisso
Bomba de Refrigerao
de Alta Presso
Bomba de Refrigera-
o Padro
Recipiente
de leo
Drenado
Disjunctor
Principal
Ventilador da
Caixa de Controlo
( executado
intermitentemente
MX.
MN.
10 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Torre de Ferramenta
Unidade de
Potncia
Hidrulica
(UPH)
Colector de peas
(Opcional)
Motor do Fuso
Suporte de Descanso
(Opcional)
Contra-ponto
(Opcional)
Sonda de
Ferramenta
(Opcional)
Maquinao
Rotativa (Opcional)
Colector de peas
(Opcional)
Conjunto do Eixo C
(Opcional)
Conjunto do Fuso Secundrio
(TL-15 & TL-25 apenas)
Mandril
11 Torno - Manual do operador
96-0229 rev Y 01-2010
VISOR E MODOS DE CONTROLO
A exibio de controlo organizada em receptculos que variam dependendo do modo de controlo actual, e
das teclas do visor que so usadas. A ilustrao que se segue exibe a estrutura bsica do visor:
.
Modo Actual
Painel do Visor
do Programa
Janela do Visor Principal
Estado de
Velocidade e de
Avano /
Ajuda do Editor
Visor da posio /
Medidores da Carga
do Eixo / rea de
Transferncia
Temporizado-
res, COntado-
res/ Gesto de
Ferramentas
Messages
(Mensagens)
Entrada
A interaco com a informao pode ser levada a cabo dentro da vidraa activa actualmente. Apenas uma
vidraa est activa a uma dada altura, e tal indicado com um fundo branco. Por exemplo, para trabalhar
com a tabela de Desvios de Ferramenta, comece por activ-la pressionado a tecla Desvio at que seja
exibido um fundo branco, depois efectue as alteraes aos dados. Mudar a vidraa activa com um modo de
controlo tipicamente feito com as teclas do visor.
As funes de controlo esto organizadas em trm modos: Defnio, Edio, e Operao. Cada modo
disponibiliza toda a informao necessria para desempenhar tarefas que caem sob o modo, organzada
para caber num visor. Por exemplo, o modo deDefnio exibe tanto a tabela de trabalho como de desvio de
ferramenta e informao de posio. O modo de edio disponibiliza duas vidraas de edio do prograna e
acede aos sistemas VQCP e IPS/WIPS (Se instalado).
Modos de acesso usando as teclas de modo, como se segue:
Defnio: Teclas ZERO RET, HAND JOG. Disponibiliza todas as funes de controlo para defnio da
mquina.
Edio: Teclas EDIT, MDI/DNC, LIST PROG. Disponibilizam todas as funes de edio, gesto e transfer-
ncia de programas.
Funcionamento: tecla MEM. Disponiviliza todas as funes de controlo necessrias para fazer uma pea.
O modo actual exibido no ttulo no cimo do visor.
Note que funes de outros modos podem continuar a ser acedidas a partir do modo activo usando as teclas
do visor. Por exemplo, enquanto estiver no modo de Operao, premindo OFFSET exibir as tabelas de
desvios na vidraa activa; alterne o visor de desvio usando a tecla OFFSET. premindo PROGRM CONVRS
na maioria dos modos mudar para a vidraa de edio para o programa activo actual.
12 Torno - Manual do operador
96-0229 rev Y 01-2010
MENUS DE NAVEGAO COM SEPARADORES
Os menus com separadores so usados em diversas funes de controlo, tais como Parmetros, Defnies,
Ajuda, Lista Prog. e IPS. Para navegar nestes menus, use as teclas de setas para seleccionar um separador,
depois prima Enter para abrir o separador. Se o separador seleccionado contiver sub separadores, use as
teclas de setas e Enter para seleccionar aquele que se apropria.
Para subir um nvel no separador, prima Cancel.
TECLADO INTRODUO AO TECLADO
O teclado est dividido em oito seces: Teclas de funo, Teclas de incrementos, Teclas de substituio,
Teclas de visualizao, Teclas de cursor, Teclas Alfa, Teclas de modo e Teclas de nmeros. Existem, adicio-
nalmente, teclas e funes diversas, localizadas no anexo e no teclado, que so descritas sucintamente.
.
Ligar Alimentao- Liga a mquina.
Desligar Alimentao- Desliga a mquina.
Indicador de Carga do Veio - Mostra a carga do veio em valores percentuais.
Paragem de Emergncia - Pra todas as movimentaes dos eixos, pra o veio, a torre e desliga a bomba
de refrigerao.
Interruptor de Incrementos - Utilizado para incrementar todos os eixos. Tambm pode ser utilizado para
percorrer os cdigos de programas ou itens do menu durante a edio.
Incio do Ciclo - Inicia um programa. Este boto tambm utilizado para iniciar um programa no Modo de
grfcos.
13 Torno - Manual do operador
96-0229 rev Y 01-2010
Suspenso de Alimentao - Pra todas as movimentaes dos eixos. Nota: O veio continua a rodar du-
rante o corte.
Repor - Pra a mquina (os eixos, o veio, a bomba de refrigerao e a torre so parados). Este no um
mtodo de paragem da mquina recomendado, pois pode ser difcil continuar a partir desse ponto.
Arranque/Reiniciar - Ao premir esta tecla, os eixos voltam posio zero da mquina e pode ocorrer uma
comutao de ferramenta. Ver Defnio 81, no captulo Defnies, para obter mais informaes. Tal no
funciona para tornos com sala de ferramentas, tornos com sub-fusios, ou carregador automtico de peas
(APL).
Desligar Automtico - Posiciona automaticamente os eixos a zero e prepara a mquina para o encerra-
mento.
Interruptor de Bloqueio de Memria - Este interruptor impede a edio de programas e a alterao de
defnies, por parte do operador, quando colocado na posio de bloqueio. Segue-se uma descrio da
hierarquia dos bloqueios:
O interruptor bloqueia as Defnies e todos os programas.
A Defnio 7 bloqueia parmetros.
A Defnio 8 bloqueia todos os programas.
A Defnio 23 bloqueia 9xxx programas.
A Defnio 119 bloqueia desvios.
A Defnio 120 bloqueia as variveis da macro.
Segunda Incio - Este boto acelera todos os eixos para as coordenadas especifcadas no Desvio de tra-
balho G154 P20. Esta funo opera em qualquer modo, excepto no DNC.
Interruptor de Luz de Trabalho - Este interruptor acende a luz de trabalho no interior da mquina.
Aviso Sonoro do Teclado - Localizado no topo da bandeja de peas. O volume pode ser ajustado virando a
tampa.
TECLAS DE FUNO
Teclas F1- F4 Estes botes tm diferentes funes, dependendo do modo de funcionamento escolhido. Por
exemplo, F1-F4 activam uma aco diferente no Modo de edio, no Modo de programa e no Modo de des-
vio. Ver o captulo acerca do modo especfco para obter mais descries e exemplos.
X Dia Mesur (Medio do Dimetro X Utilizado para registar os desvios de mudana de ferramenta no
eixo X na pgina de desvio durante a confgurao da pea.
Ferramenta Seguinte - Utilizado para seleccionar a ferramenta seguinte a partir da torre (normalmente uti-
lizado durante a confgurao da pea).
X/Z - Utilizado para alternar entre os modos de incrementos dos eixos X e Z durante a confgurao da pea.
Z Face Mesur (Medio da face Z) Utilizado para registar desvios da mudana de ferramentas do eixo Z
na pgina de desvio durante a confgurao da pea.
TECLAS DE INCREMENTOS
Aparas Frente (Sem-fm de Aparas para a Frente) - Inicia o sem-fm de aparas opcional na direco "Fr-
ente", movimentando as aparas para fora da mquina.
Paragem de Aparas (Paragem do Sem-fm de Aparas) - Pra a movimentao do sem-fm.
Aparas REV (Inverso do Sem-fm de Aparas) - Inicia o sem-fm de aparas opcional na direco "Trs", til
para desimpedir emperramentos e resduos do sem-fm.
X/-X e Z/-Z (teclas do eixo) - Permite ao operador incrementar os eixos manualmente, mantendo o boto
14 Torno - Manual do operador
96-0229 rev Y 01-2010
individual sob presso e premindo os eixos pretendidos e utilizando o interruptor de incrementos.
Rpido - Quando premido em simultneo com uma das teclas anteriores (X+, X-, Z+, Z-), permite que os
eixos se movimentem na direco seleccionada velocidade do incremento mximo.
<- TS Premir esta tecla movimenta o contra-ponto na direco do veio.
TS Rpido - Aumenta a velocidade do cabeote mvel quando premido em simultneo com uma das res-
tantes teclas do corta-ponto mvel.
-> TS - Premir esta tecla afasta o contra-ponto do veio.
Incremento XZ (2-Eixos)
Os eixos X e Z do torno podem ser incrementados em simultneo usando os botes de incremento X e Z. Ao
manter qualquer combinao das teclas de incremento +/-X e +/-Z ir provocar dois incrementos do eixo. Ao
libertar ambas as teclas de incremento ir provocar a reverso do controlo no modo de incremento do eixo
X. Se apenas uma nica tecla for libertada, o controlo ir cotinuar a incrementar o eixo nico da tecla ainda
mantida. Nota: As regras da zona restrita do contra-ponto normal esto activas enquanto engrenado no
incremento XZ.
TECLAS DE SUBSTITUIO
Estas teclas proporcionam ao utilizador a possibilidade de substituir a velocidade da movimentao dos eixos
de no-corte (rpida), alimentaes programadas e velocidades do veio.
-10 - Reduz a velocidade de alimentao em 10%.
100% - Defne a velocidade de alimentao substituda como a velocidade de alimentao programada.
+10 - Aumenta a velocidade de alimentao em 10%.
-10 - Reduz a velocidade do veio actual em 10%.
100% - Defne a velocidade do veio substituda como velocidade programada.
+10 - Aumenta a velocidade do veio actual em 10%.
Controlo de Alimentao do Interruptor (Velocidade de Controlo do Interruptor) - Premir este boto per-
mite a utilizao do interruptor de incrementos para controlar a velocidade de alimentao em incrementos
de 1%.
Veio de Controlo de Interruptor (Veio de controlo do interruptor) - Premir este boto permite a utilizao do
interruptor de incrementos para controlar a velocidade do veio em incrementos de 1%.
FWD (Para a frente) - Inicia a movimentao do veio na direco Para a frente (para a direita). Este boto
est desactivado em mquinas CE (exportao).
REV - (Para trs) - Inicia a movimentao do veio na direco Para trs (para a esquerda). Este boto est
desactivado em mquinas CE (exportao).
O veio pode ser iniciado ou parado com os botes FWD ou REV sempre que a mquina se encontre numa
paragem de Bloco nico ou que o boto SUSPENSO DE ALIMENTAO tenha sido premido. Quando o
programa reiniciado com Cycle Start (Incio do ciclo), o veio volta velocidade previamente defnida.
PARAR - Pra o veio.
5% / 25% / 50% / 100% Rpido - Limita os rpidos da mquina ao valor apresentado na tecla. O boto 100%
Rapid (100% Rpido) permite um rpido velocidade mxima.
15 Torno - Manual do operador
96-0229 rev Y 01-2010
Utilizao de substituio
A velocidade de alimentao pode variar de 0% a 999% do valor programado durante a operao. Esta
alterao conseguida com os botes de velocidade de alimentao +10%, -10% e 100%. A substituio
da velocidade de alimentao no produz efeitos nos ciclos de vazamento. A substituio da velocidade de
alimentao no altera a velocidade de qualquer dos eixos auxiliares. Durante a incrementao manual, a
substituio da velocidade de alimentao ajusta as velocidades seleccionadas com o teclado. Permite, as-
sim, o controlo fno da velocidade dos incrementos.
Tambm possvel variar a velocidade do veio, de 0% a 999%, utilizando as substituies do veio. Tambm
no produz efeitos nos ciclos de vazamento. No modo de Bloco nico, o veio pode ser parado. Inicia auto-
maticamente ao continuar o programa com o boto Cycle Start (Incio do ciclo).
Premindo a tecla Handle Control Feedrate (Velocidade de alimentao de controlo do interruptor), possvel
utilizar o interruptor de incrementos para controlar a velocidade de alimentao em incrementos a partir de
1%.
Os movimentos rpidos (G00) podem ser limitados a 5%, 25% ou 50% da velocidade mxima, utilizando
o teclado. Se o rpido de 100% for demasiado rpido, pode defni-lo como 50% do mximo atravs da
Defnio 10.
Na pgina Defnies, possvel desactivar as teclas de substituio, de modo a que o operador no possa
seleccion-las. So as Defnies 19, 20 e 21.
O boto SUSPENSO DE ALIMENTAO funciona como um boto de substituio, uma vez que repe
o rpido e as velocidade de alimentao em zero ao ser premido. O boto Cycle Start (Incio do ciclo) tem
de ser premido depois de uma Feed Hold (Suspenso da alimentao). O interruptor da porta, no compar-
timento, produz um resultado semelhante, mas apresenta "Suspenso da Porta" quando a porta aberta.
Ao fechar a porta, o controlo estar em Feed Hold (Suspenso da alimentao) e tem de premir Cycle Start
(Incio do ciclo) para continuar. Door Hold (Suspenso da porta) e Feed Hold (Suspenso da alimentao)
no param os eixos auxiliares.
O operador pode substituir a defnio de refrigerao, premindo o boto REFRIGERAO. A bomba
permanece ligada ou desligada at insero do cdigo M seguinte ou at uma aco do operador (ver
Defnio 32).
As substituies podem ser repostas nos valores predefnidos com M06, M30 e/ou premindo REPOR (ver
Defnies 83, 87,88).
TECLAS DE VISUALIZAO
As teclas de visualizao proporcionam acesso aos visores da mquina, informaes operacionais e pginas
de ajuda. So frequentemente utilizadas para alternar as janelas activas dentro de um modo de funo. Algu-
mas destas teclas mostram ecrs adicionais quando premidas mais do que uma vez.
Prgrm/Convrs - Selecciona a janela de programa activo na maioria dos modos. No modo EDIT:MDI, prime
para aceder VQC e IPS (se instalado).
Posio - Selecciona a janela de posies, localizada no centro inferior da maioria dos visores. Exibe as
posies actuais do eixo. Alterna entre posies relativas premindo a tecla POSIO. Para fltrar os eixos
exibidos na janela, escreva a letra para cada eixo que pretende exibir e prima ESCREVER/INTRODUZIR. A
posio de cada eixo exibida na ordem que indica.
Desvio - Prima para alternar entre as duas tabelas de desvios. Seleccione a tabela de Desvios de Ferramen-
ta para exibir a geometria de comprimento da ferramenta, desvios de raio, desvios de desgaste e posio da
refrigerao. Seleccione a tabela de Desvios de Trabalho para exibir e editar as localizaes especfcas do
desvio do trabalho de cdigo G usado nos programas.
Comandos Actuais - Prima PGINA PARA CIMA/PGINA PARA BAIXO para percorrer os menus de Ma-
16 Torno - Manual do operador
96-0229 rev Y 01-2010
nuteno, Vida da Ferramenta, Carga da Ferramenta, Gesto Avanada da Ferramenta (ATM), Variveis do
sistema, Defnies e temporizador do Relgio/defnies do contador.
Alarmes / Mensagens - Mostra o visualizador de alarmes e ecrs de mensagens. Existem trs ecrs de
alarmes; o primeiro mostra os alarmes actualmente activos (primeira presso do boto Alarm/Mesgs). Prima
a tecla de Seta Direita para ver o Histrico de Alarmes. Use as teclas de Seta para Cima e para Baixo para
percorrer as etradas do histrico de alarme e prima F2 para escrever um disco.
Premir novamente a Seta para a direita muda para o ecr visualizador de alarmes. Este ecr mostra um
alarme de cada vez com a respectiva descrio. A predefnio o ltimo alarme no histrico de alarmes.
Percorra os alarmes pressionadno as teclas de seta cima e baixo ou introduza um nmero de alarme e pres-
sione Introduzir ou as teclas de seta cima/baixo para exibir o nome e a descrio.
Premir ALARME/MENSAGENS uma segunda vez mostra uma pgina de mensagens e notas do utilizador.
Utilize o teclado para inserir mensagens para outros operadores/programadores ou escreva notas para um
projecto actual. Se houver uma mensagem, ser exibida de cada vez que a mquina for ligada, at ser apa-
gada. Ver o captulo Mensagens para obter mais detalhes.
Parmetros / Diagnsticos - Mostra os parmetros que defnem o funcionamento da mquina. Os parmet-
ros so organizados por categoria num menu com separadores, ou para encontrar um parmetro conhecido,
escreva o nmero e prima a seta para cima ou baixo. Os parmetros so defnidos na fbrica e no devem
ser modifcados excepto por pessoal autorizado da Haas.
Uma segunda presso da tecla PARAM / DGNOS mostra a primeira pgina de dados de diagnstico. Estas
informaes so principalmente utilizadas para a resoluo de problemas por um tcnico de servio da Haas
certifcado. A primeira pgina de dados de diagnstico composta por entradas e sadas discretas. Premir
Page Down (Pgina para baixo) mostra as pginas adicionais dos dados de diagnstico.
Defnies / Grfcos - Mostra e permite a alterao das defnies do utilizador. Tal como os Parmetros,
as Defnies esto organizadas por categoria num menu com separadores. Para encontrar uma defnio
conhecida, escreva o nmero e prima a seta para cima ou para baixo.
Premir a tecla DEFINIES / GRFICOS uma segunda vez activa o modo Grfcos. No modo Grfcos,
pode visualizar o caminho da ferramenta gerada do programa e, se necessrio, depurar o programa antes da
sua execuo (ver Modo Grfcos no captulo Funcionamento)
Ajuda/Calc - Exibe tpicos de ajuda num menu com separadores. A ajuda disponvel inclui breves descries
dos cdigos G e M, funes de defnies de controlo, questes de resoluo de problemas e manuteno.
O menu de ajuda tambm inclui diversos calculadores.
Premindo a tecla AJUDA/CALC dentro de alguns modos chamar uma janela de ajuda instantnea. Use esta
janela para aceder a tpicos de ajuda relativos aos modo actual, e tambm para executar certas funes
de acordo com o observado no menu. Para aceder ao menu com separador descrito acima a partir de uma
janela de ajuda instantnea, prima AJUDA/CALC uma segunda vez. Pressione AJUDA/CALC uma terceira
vez para retomar ao visor activo quando AJUDA/CALC foi pressionado pela primeira vez.
TECLAS DE CURSOR
As Teclas de cursor do ao utilizador a possibilidade se movimentar pelos vrios ecrs e campos no controlo
e so utilizadas na edio dos programas CNC.
Incio - Este boto movimenta o cursor para o item mais acima no ecr; na edio, este o bloco superior
esquerdo do programa.
Setas Cima/Baixo - movem um item, bloco ou campo para cima ou para baixo.
Pgina Cima/Baixo - Teclas utilizadas para mudar os ecrs ou mover uma pgina para cima/para baixo ao
visualizar um programa.
17 Torno - Manual do operador
96-0229 rev Y 01-2010
Seta Esquerda - Utilizada para seleccionar individualmente itens editveis ao visualizar um programa; movi-
menta o cursor para a esquerda. utilizada para percorrer as seleces da defnio e movimenta a janela
de zoom para a esquerda no modo de grfcos.
Seta Direita - Utilizada para seleccionar individualmente itens editveis ao visualizar um programa; movi-
menta o cursor para a direita. utilizada para percorrer as seleces da defnio e movimenta a janela de
zoom para a direita no modo de grfcos.
Fim - Este boto, basicamente, move o cursor para o item mais abaixo no ecr. No modo de edio, este o
ltimo bloco do programa.
TECLAS ALFA
As Teclas Alfa permitem ao utilizador a introduo de letras do alfabeto juntamente com alguns caracteres
especiais. Alguns dos caracteres especiais so introduzidos premindo, primeiro, a tecla "Shift".
Shift - A tecla SHIFT proporciona acesso a caracteres adicionais no teclado. Os caracteres adicionais encon-
tram-se na parte superior esquerda de algumas teclas alfabticas e numricas. Premir SHIFT e, em seguida,
o caracter, introduz esse caracter na linha de entrada de dados. Ao inserir texto, a predefnio Maisculas;
para inserir caracteres minsculos, prima e mantenha pressionada a tecla SHIFT.
Quando um controlo tem um quinto eixo instalado, o eixo B seleccionado para incrementos premindo "B" e
depois o Interruptor de Incrementos.
EOB - Este caracter Fim de bloco. apresentado no ecr como um ponto e vrgula (;) e signifca o fm de
uma linha do programa.
( ) - Os parntesis so utilizados para separar comandos do programa CNC dos comentrios de texto do
utilizador. Devem ser sempre introduzidos aos pares. Nota: Sempre que uma linha de cdigo invlida seja
recebida atravs da porta RS-232 durante a recepo de um programa, adicionada ao programa entre
parntesis.
/ - A barra para a direita utilizada na funo Eliminao do bloco e nas expresses Macro. Se este smbolo
for o primeiro smbolo num bloco e se a funo Block Delete (Eliminao do bloco) estiver activada, esse
bloco ignorado na execuo. O smbolo tambm utilizado para a diviso (dividir por) nas expresses macro
(ver o captulo Macro).
[ ]- Os parntesis rectos so utilizados nas funes macro. As macros so uma funo do software opcional.
TECLAS DE MODO
As teclas de modo mudam o estado operacional da ferramenta da mquina CNC. Depois de premir um boto
de modo, os botes na mesma fla so disponibilizados ao utilizador. O modo actual sempre apresentado
na linha superior, mesmo direita do visor actual.
Editar - Selecciona o modo de edio. Este modo utilizado para editar programas na memria de contro-
los. O modo de edio disponibiliza duas janelas de edio: uma para o programa actual activo, e outro para
edio de fundo. Troque entre as duas janelas premindo a tecla EDIT. Nota: Enquanto estiver a usar este
modo num programa activo, prima F1 para aceder aos menus de ajuda instantneos.
Inserir - Ao premir este boto, so inseridos comandos no programa na posio do cursor. Este boto tam-
bm insere texto da rea de transferncia para o ponto actual do cursor; ainda utilizado para copiar blocos
de cdigo num programa.
Alterar - Premir este boto altera o comando ou o texto realado para os comandos ou texto recm introduzi-
dos. Este boto tambm altera as variveis para o texto armazenado na rea de transferncia ou movimenta
um bloco seleccionado para outro local.
Eliminar - Elimina o item onde se encontra o cursor ou elimina um bloco do programa seleccionado.
18 Torno - Manual do operador
96-0229 rev Y 01-2010
Anular - Anula as ltimas 9 alteraes de edio e anula a seleco de um bloco realado.
MEM (Memria) - Selecciona o modo de memria. Esta pgina mostra o programa actualmente seleccionado
no controlo. Os programas so executados a partir deste modo, e a seta MEM contm teclas que controlam
a forma como o programa e executado.
Bloco nico - Activa ou desactiva um nico bloco. Quando um nico bloco est activado, apenas um bloco
do programa executado a cada presso do boto Cycle Start (Incio do ciclo).
Execuo de Teste - usado para verifcar o movimento actual da mquina sem cortar uma pea (consulte
a seco Execuo de Teste no Captulo Operao).
Opt Stop (Paragem opcional) - Activa ou desactiva as paragens opcionais. Consulte tambm G103.
Quando esta funo est activada (On) e programado um cdigo M01 (paragem opcional), a mquina pra
ao chegar a M01. A mquina continua a operao depois de premir Cycle Start (Incio do ciclo). No entanto,
dependendo da funo de anteviso (G103), poder parar imediatamente (ver a seco Anteviso do bloco).
Por outras palavras, a funo de anteviso do bloco pode fazer com que o comando Optional Stop (Paragem
opcional) ignore o M01 mais prximo.
Se premir o boto PARAGEM OPCIONAL durante um programa, surtir efeito na linha aps a linha realada
quando o PARAGEM OPCIONAL for premido.
Eliminar Bloco - Activa/desactiva a funo de eliminao do bloco. Os blocos com uma barra ("/") como o
primeiro item so ignorados (no executados) quando esta opo activada. Se uma barra se encontrar
dentro da linha do cdigo, os comandos depois da barra sero ignorados se esta funo for activada. ELIMI-
NAO DO BLOCO ter efeito duas linhas depois de ser premido, excepto quando for utilizada a compen-
sao de corte; neste caso, a eliminao do bloco s surtir efeito, no mnimo, quatro linhas depois da linha
realada. O processamento abrandado para os caminhos que contenham eliminaes de blocos durante a
usinagem a alta velocidade. ELIMINAR BLOCO permanecer activo quando a alimentao for estabelecida.
MDI/DNC - O modo MDI o modo de "Entrada de Dados Manual" atravs do qual um programa pode ser
escrito, mas no inserido na memria. O modo DNC ("Controlo Numrico Directo"), permite que grandes
programas sejam "doseados" no controlo, de modo a que possam ser executados (ver a seco Modo DNC)
Refrigerao - Activa ou desactiva a refrigerao opcional. A HPC (Refrigerao a Alta Presso) activada,
premindo o boto SHIFT seguido do boto REFRIGERAO. Note que, uma vez que a HPC e a refrigerao
normal partilham o mesmo orifcio, no podem estar activadas em simultneo.
Interruptor de Incrementos - Roda o veio velocidade seleccionada na Defnio 98 (RPM do interruptor
de incrementos do veio).
Torre FWD - Roda a torre da ferramenta para a frente para a ferramenta sequencial seguinte. Se Tnn for
introduzido na linha de entrada, o revlver avana na direco para a frente para ferramenta nn.
Torre REV - Roda a torre da ferramenta para trs para a ferramenta anterior. Se Tnn for introduzido na linha
de entrada, o revlver avana na direco inversa para a ferramenta nn.
Interruptor de Incrementos - Selecciona o modo de incrementos do eixo .0001, .1 - 0.0001 polegadas
(0.001mm) para cada diviso no interruptor de incrementos. Para o teste, .1 polegadas/min.
.0001/.1, .001/1., .01/10., .1/100. - O primeiro nmero (nmero superior), quando no modo de polegadas,
selecciona essa quantidade para ser incrementada por cada clique do interruptor de incrementos. Quando o
torno est no modo MM, o primeiro nmero multiplicado por dez ao incrementar o eixo (por exemplo, .0001
passa a 0.001mm). O segundo nmero (nmero inferior) utilizado para o modo de teste e para seleccionar
a velocidade de alimentao e os movimentos do eixo.
Zero Ret (Retorno a zero) - Selecciona o modo Retorno a zero, que mostra a localizao do eixo em quatro
categorias diferentes, sendo: Operador, Trabalho G54, Mquina e Dist (distncia) a percorrer. possvel
subir ou descer a pgina para visualizar cada categoria num formato maior.
19 Torno - Manual do operador
96-0229 rev Y 01-2010
Todos - Repe todos os eixos na posio zero. semelhante ao Power Up/Restart (Arranque/Reiniciar),
excepto que no ocorre uma mudana de ferramenta. Pode ser utilizado para estabelecer a posio inicial de
zero. Tal no funciona em tornos com sala de ferramentas, tornos com sub-fusios, ou carregador automtico
de peas (APL).
Origem - Coloca os visores e temporizadores seleccionados a zero.
nico - Repe um eixo na posio zero. Prima a letra do eixo pretendido e, em seguida, prima o boto Singl
Axis. Pode ser utilizado para mover um eixo simple para a posio zero.
INCIO G28 Repe todos os eixos na posio zero no movimento rpido. Home G28 (Incio G28) remetem
para um nico eixo da mesma forma que se introduzir a letra de um eixo e premir o boto G28. ATENO!
No existe uma mensagem de aviso para alertar de qualquer possvel coliso.
List Prog (Lista de Programas) - Mostra os programas armazenados no controlo.
Selec Prog - Faz com que o programa realado na lista de programas seja o programa actual. Note que o
programa actual precedido por um "A" na lista de programas.
Enviar - Transmite o programa atravs da porta de srie RS-232.(consultar a seco RS-232).
Receber - Recebe os programas atravs da porta de srie RS-232.(consultar a seco RS-232).
Apagar Prog - Apaga o programa seleccionado pelo cursor no modo Lista Prog ou todo o programa quando
estiver no Modo MDI.
TECLAS NUMRICAS
As teclas numricas permitem que o utilizador introduza nmeros e alguns caracteres especiais no controlo.
Cancelar - A tecla Cancelar utilizada para eliminar o ltimo carcter introduzido.
Espao - Utilizado para formatar comentrios colocados nos programas ou na rea de mensagens.
Escrever/Introduzir - Tecla de validao geral.
- (Sinal menos) - Utilizado para introduzir nmeros negativos.
. (Ponto decimal) - Utilizado para a preciso decimal.
MARCADOR DE TRABALHO
A luz de aviso fornece confrmao visual rpida do estado actual da mquina. Existem quatro estados de
aviso:
Desligado: A mquina est em repouso.
Verde Fixo: A mquina est em execuo.
Verde Intermitente: A mquina parou mas est num estado pronto. necessria a entrada do operador para
continuao.
Vermelho Intermitente: Ocorreu uma falha ou a mquina est em Paragem de Emergncia.
VISORES DE POSIO
Janela de Posies - Localizada no centro inferior do ecr, a janela de posies exibe as posies actuais
do eixo relativamente a quatro pontos de referncia (Operador, Trabalho, Mquina e Distncia a Percorrer).
Prima a tecla POSIES para activar a janela de posies e prima-a novamente para percorrer as exibies
disponveis da posio. Quando a janela est activa, pode mudar os eixos exibidos escrevendo as letras na
ordem desejada e depois premindo ESCREVER/INTRODUZIR. Por exemplo, escrever "X" exibir apenas
20 Torno - Manual do operador
96-0229 rev Y 01-2010
o eixo X. Escrever "ZX" exibir aqueles eixos na ordem indicada. Est disponvel uma exibio de posies
maiores premindo COMANDOS ACTUAIS, depois PGINA PARA CIMA ou PGINA PARA BAIXO at ser
exibida a posio.
Visor de Operador - Este visor utilizado para mostrar a distncia que o operador incrementou qualquer
um dos eixos. Tal no representa a distncia actual a que o eixo est do zero da mquina, excepto quando
a mquina ligada pela primeria vez. Os eixos podemser colocados a zero escrevendo a letra do eixo e
premindo a tecla Origin (Origem).
Visor de Trabalho - Este visor mostra a posio de X, Y e Z em relao pea; no a origem da mquina.
No arranque, mostra o valor de desvio do trabalho G54 automaticamente. A posio s pode ser alterada
atravs da introduo de valores nos desvios de trabalho de G55 a G59, G110 a G129 ou atravs de um
comando de um G92 num programa.
Visor da Mquina - Exibe as posies dos eixos relativas ao zero da mquina.
Distncia a Percorrer - Este visor exibe a distncia remanescente antes dos eixos chegarem posio
comandada. Quando no modo de incremento manual, esta exibio da posio pode ser usada para exibir a
distncia movida. Pode colocar a zero este visor mudando os modos (EDIT, MEM, MDI) e depois voltando a
trocar para incremento manual.
ECR OFFSETS (DESVIOS)
Existem duas tabelas de desvios, a tabela de Geometria/Desgaste de Ferramenta e a segunda a tabela do
desvio de Zero do Trabalho. Dependendo do modo, estas tabelas podem aparecer em duas janelas de visu-
alizao diferentes ou podem partilhar uma janela; utilize o boto DESVIO para alternar entre tabelas.
Geometria/Desgaste de Ferramenta - Esta tabela mostra os nmeros da ferramenta e a geometria do
comprimento da ferramenta. Prima a seta do cursor esquerdo quando o cursor estiver na primeira columa da
tabela de geometria da ferramenta para aceder tabela de desgaste da ferramenta.
Para introduzir valores nestes campos, introduza um nmero com o teclado e prima F1. Introduzir um nme-
ro com o teclado e premir F2 insere o negativo do valor introduzido nos desvios. Introduzir um valor e premir
ESCREVER/INTRODUZIR adiciona o valor ao actualmente introduzido. Para limpar todos os valores na
pgina, prima ORIGEM; o torno ir apresentar "Todos a Zero (S/N)". Prima S para defnir todos os valores a
zero ou prima N para deixar todos os inalterados.
Desvio de Zero do Trabalho - Esta tabela apresenta todos os valores introduzidos, de modo a que cada
ferramenta saiba onde a pea est localizada. possvel defnir um valor para cada eixo. Utilize as teclas
de seta para percorrer cada coluna ou os botes Page Up (Pgina para cima) ou Page Down (Pgina para
baixo) para aceder a outros desvios na seco Work Zero (Trabalho a zero).
Para que cada ferramenta localize a pea, as ferramentas utilizadas num programa devem "Tocar fora" da
pea (ver seco Operaes).
Tambm possvel introduzir um valor, escrevendo um nmero e premindo F1 ou pode adicionar o valor ao
valor existente, premindo INTRODUZIR/ESCREVER. Introduzir um nmero com o teclado e premir F2 insere
o negativo do valor introduzido nos desvios. Para limpar todos os valores na pgina, prima ORIGEM; o torno
ir apresentar "Todos a Zero (S/N)". Prima S para defnir todos os valores a zero ou prima N para deixar
todos inalterados.
VISOR DE COMANDOS ACTUAIS
Seguem-se as vrias pginas de Comandos Actuais no controlo. Prima o boto Current Commands (Coman-
dos Actuais) e utilize os botes Page Up/Down (Pgina para cima/para baixo) para navegar nas pginas.
Visor de Verifcao de Comando do Programa - A informao de comando actual persiste ao longo da
maioria dos modos. A informao do fuso, tal como a velocidade, carga, direco, ps de superfcie por
21 Torno - Manual do operador
96-0229 rev Y 01-2010
minuto (SFM), carga da limalha e engrenagem de transmisso actual (se equipada) exibida na janela infe-
rior esquerda do visor em todos os modos excepto no de Edio.
As posies dos eixos so exibidas na janela de visualizao central inferior. Percorra o sistema de co-
ordenadas (operador, trabalho, mquina ou distncia a percorrer) usando a tecla POSIO. Esta janela
tambm exibe a informao carregada para cada eixo em algumas exibies.
O nvel de refrigerao exibido perto do canto direito do ecr.
Comando de Visor Actual - Este visor de leitura apenas enumera os cdigos de programas activos no cen-
tro superior do ecr.
Aceda aos ecrs seguintes premindo COMANDOS ACTUAIS, depois PGINA CIMA ou PGINA BAIXO para
percorrer entre os ecrs.
Visor de Temporizadores de Operao - Este visor mostra o tempo total actual, o tempo de incio do ciclo
(o montante total de tempo durante o qual a mquina executou um programa) e o tempo de alimentao (o
montante total de tempo de alimentao da mquina). Estes tempos podem ser repostos a zero, utilizando as
teclas do cursor para cima e para baixo para realar o ttulo pretendido e premindo o boto ORIGEM.
Listados por baixos destes tempos esto dois contadores M30, que so utilizados para contar as peas ter-
minadas. Podem ser repostos a zero independentemente para fornecerem o nmero de peas por turno e o
nmero total de peas.
Alm do mais, podem ser controladas duas variveis macro dentro deste ecr.
Visor de Variveis Macro - Este visor mostra uma lista de variveis da macro e os respectivos valores
actuais. medida que o controlo executa o programa, as variveis so actualizadas. Alm disso, as variveis
podem ser modifcadas neste visor; consulte a seco "Macros" para mais informaes.
Cdigos Activos - Indica os cdigos dos programas activos. um ecr expandido do visor do cdigo de
programa descrito acima.
Visor de Posies - Disponibiliza uma viso alargada das posies actuais da mquina, com todos os
pontos de referncia (operador, mquina, trabalho, distncia a percorrer) exibida de imediato. Pode tambm
avanar manualmente os eixos a partir deste ecr.
Manuteno - Esta pgina permite ao operador activar e desactivar uma srie de verifcaes (ver seco
Manuteno).
Vida til da Ferramenta - Este visor mostra o tempo que a ferramenta utilizada numa alimentao (Tempo
de Alimentao), o tempo que a ferramenta se encontra na posio de corte (Tempo Total) e o nmero de
vezes que a ferramenta foi utilizada (Utilizao). Estas informaes so utilizadas para ajudar a prever a vida
til da mquina. Os valores neste visor podem ser repostos a zero, realando o valor e premindo o boto
ORIGEM. O valor mximo 32767; depois de atingir este valor, o controlo recomea a partir do zero.
Este visor tambm pode ser utilizado para gerar um alarme quando uma ferramenta tiver sido utilizada um
nmero especfco de vezes. A ltima coluna tem o rtulo "Alarme"; introduzir um nmero nessa coluna faz
com que a mquina crie um alarme (#362, Alarme de Utilizao da Ferramenta) ao atingir essa contagem.
Monitor e Visor Carga de Ferramenta - O operador pode introduzir o montante mximo de carga da ferra-
menta, em %, que se espera para cada ferramenta. O operador pode seleccionar a aco adequada a tomar
quando se exceder esta carga. Este visor proporciona a entrada deste ponto de alarme e tambm mostra a
carga mais elevada da ferramenta na alimentao anterior.
A funo de monitor de carga da ferramenta opera sempre que a mquina se encontrar numa operao de
alimentao (G01, G02 ou G03). Se o limite for excedido, ocorre a aco especifcada na Defnio 84 (ver o
captulo Defnies para obter uma descrio).
No se recomenda que utilize a monitorizao da carga da ferramenta enquanto em G96, Modo de Veloci-
22 Torno - Manual do operador
96-0229 rev Y 01-2010
dade Constante da Superfcie. No possvel para o sistema distinguir a carga devido a uma acelerao do
fuso a partir da carga na ferramenta. As situaes de sobrecarga da ferramenta podem ser geradas durante
os avanos do eixo X, devido a uma acelerao do fuso enquanto estiver no modo de velocidade da super-
fcie constante G96.
Monitor de Carga de Eixo - A carga do eixo de 100% para representar a carga mxima contnua. Podem
ser apresentados at 250%; no entanto, uma carga do eixo acima de 100%, durante um perodo de tempo
prolongado, pode conduzir a um alarme de sobrecarga.
VISOR ALARMS / MESSAGES (ALARMES / MENSAGENS)
Alarmes
Seleccione o visor Alarmes premindo o boto ALARME / MENSAGENS. Existem trs tipos de ecrs de
alarmes. A primeira fle mostra todos os alarmes actuais. Premir a tecla de Seta para a direita muda para o
ecr Alarm History (Histrico de alarmes), que mostra os alarmes recebidos previamente. Premir novamente
a Seta para a direita muda para o ecr visualizador de alarmes. Este ecr mostra um alarme de cada vez
com a respectiva descrio. Pode percorrer todos os alarmes, premindo as teclas de Seta para cima e para
baixo. Para ver os detalhes do Alarme para um nmero de alarme conhecido, escreva o nmero enquanto o
visualizador de alarme est activo, depois prima ESCREVER/INTRODUZIR ou a tecla do cursor esquerda/
direita.
Nota: possvel utilizar o cursor e os botes Page Up (Pgina para cima) e Page Down (Pgina para baixo)
para se movimentar por entre um grande nmero de alarmes.
Messages (Mensagens)
O Visor Mensagem pode ser seleccionado, premindo duas vezes o boto ALARME/MENSAGENS. Este um
visor de mensagem do operador e no tem qualquer outro efeito na operao do controlo. Utilize o teclado
para introduzir as mensagens. possvel utilizar as teclas de cancelar e de espao para remover mensagens
existentes e o boto Delete (Eliminar) para remover uma linha completa. Os dados so automaticamente
armazenado e mantidos mesmo no estado de desligado. A pgina do visor de mensagens aparece durante o
arranque se no existirem novos alarmes.
FUNO DO VISOR SETTING / GRAPHIC (DEFINIES / GRFICOS)
As Defnies so seleccionadas premindo o boto DEFINIES/GRFICOS. Existem algumas funes
especiais nas defnies que alteram o comportamento do torno; consulte a seco "Defnies" para obter
uma descrio mais detalhada.
A funo Grfcos seleccionada premindo duas vezes o boto DEFINIES/GRFICOS. Graphics (Grf-
cos) um teste visual do seu programa de peas sem a necessidade de movimentar os eixos, nem o risco
de danifcar a ferramentas ou as peas devido a erros de programao. Esta funo pode ser considerada
como mais til que o modo Dry Run (Teste), uma vez que todos os desvios do seu trabalho, desvios da
ferramenta e limites de deslocao podem ser verifcados antes da execuo da mquina. O risco de falha
durante a confgurao bastante reduzido.
Operao do modo Graphics (Grfcos)
Para executar um programa no modo Graphics (Grfcos), tem de carregar o programa e o controlo tem de
estar no modo MEM, MDI ou Edit. A partir de MEM ou MDI, prima a tecla DEFINIES/GRFICOS duas
vezes para seleccionar o modo Grfcos. A partir do modo Editar, prima ARRANQUE DE CICLO enquanto a
janela de edio do programa activo seleccionada para iniciar uma simulao.
O ecr Graphics (Grfcos) conta com vrias funes disponveis.
Key Help Area (rea de ajuda das teclas) O lado inferior esquerdo da janela de exibio de grfcos a
rea de ajuda das teclas de funes. As teclas de funes actualmente disponveis so apresentadas aqui
juntamente com uma breve descrio da sua utilizao.
23 Torno - Manual do operador
96-0229 rev Y 01-2010
Locator Window (Janela do Localizador) A pea inferior direita da janela exibe a rea completa da tabela e
indica onde a ferramenta est actualmente localizada durante a simulao.
Janela Tool Path (Caminho da ferramenta) No centro do ecr est uma grande janela que representa a
vista superior dos eixos X e Y. Mostra os caminhos da ferramenta durante uma simulao de grfcos do
programa. Os movimentos rpidos so apresentados como linhas pontilhadas, enquanto que o movimento
de alimentao representado por linhas fnas contnuas. (Nota: a Defnio 4 pode desactivar o caminho
rpido.) Os locais onde utilizado um ciclo de perfurao so marcados com um X. Nota: a Defnio 5 pode
desactivar a marca de perfurao.
Adjusting Zoom Prima F2 para exibir um rectngulp (janela de zoom) indicando a rea a ser aumentada.
Use a tecla PGINA PARA BAIXO para diminuir o tamanha da janela de zoom (aproximao) e use a tecla
PGINA PARA CIMA para aumentar o tamanho da janela de zoom (afastamento). Use as Teclas de Seta
do Cursor para mover a janela de zoom para a localizao desejada e prima ESCREVER/INTRODUZIR
para completar o zoom e redefnir a escala da janela do trajecto da ferramenta. A janela do localizador (vista
pequena no canto inferior direito) mostra toda a tabela com uma descrio do local onde a janela Tool Path
(Caminho da ferramenta) est aumentada. A janela de Tool Path apagada quando aproximada, e o progra-
ma deve ser executado novamente para ver o caminho da ferramenta.
A escala e a posio da janela Tool Path (Caminho da ferramenta) guardada nas Defnies 65 a 68. Deixar
os grfcos para editar o programa e, depois, voltar a Graphics (Grfcos) mantm a escala anterior em vigor.
Premir F2 e, em seguida, a tecla Home (Incio) para expandir a janela Tool Path (Caminho da ferramenta)
para cobrir toda a tabela.
Z Axis Part Zero Line (Linha zero da pea do eixo Z) Esta funo consiste numa linha horizontal apresen-
tada na barra do eixo Z, no canto superior direito do ecr de grfcos, para indicar a posio do desvio de
trabalho do eixo Z actual, mais o comprimento da pea actual. Durante a execuo de um programa, a parte
sombreada da barra indica a profundidade do movimento do eixo Z. Pode observar a posio da ponta da
ferramenta relativamente posio zero da pea no eixo Z durante a execuo do programa.
Control Status (Estado de controlo) A parte inferior esquerda do ecr mostra o estado de controlo. o
mesmo que as ltimas quatro linhas de todos os outros ecrs.
Position Pane A janela de posio exibe as localizaes dos eixos tal como exibiria durante a execuo de
uma pea.
F3 / F4 Use estas teclas para comtrolar a velocidade de simulao. F3 diminui a velocidade, F4 aumenta a
velocidade.
DATA E HORA
O controlo contm uma funo de relgio e data. Para ver a data e hora, prima COMANDOS ACTUAIS, de-
pois PGINA PARA CIMA/BAIXO at surgir a data e a hora.
Para fazer ajustes, prima Paragem de Emergncia, escreva a data actual (no formato MM-DD-AAAA) ou
a hora actual (no formato HH:MM), e prima ESCREVER/INTRODUZIR. Faa um Reset Paragem de
Emergncia quando tiver terminado.
SEPARADOR FUNO AJUDA/CALCULADORA
Prima a tecla AJUDA/CALC para exibir o menu de ajuda com separadores. Se ao premir AJUDA/CALC
chamar um menu de ajuda instantneo, prima novamente AJUDA/CALC para obter acesso ao menu com
separadores. Separadores de navegao usando as teclas de Seta do Cursor. Prima ESCREVER/INTRO-
DUZIR para seleccionar separadores e prima CANCELAR para recuar um nvel no separador. As categorias
principais de separador e seus sub-separadores esto descritos aqui:
24 Torno - Manual do operador
96-0229 rev Y 01-2010
Help (Ajuda)
Cdigos G: Ver uma lista de Cdigos G.
Cdigos M: Ver uma lista de Cdigos M.
Funes: Ver uma lista de novas funes de software.
ndice: Seleccione este separador para ver vrios tpicos de ajuda. Prima ESCREVER/INTRODUZIR para
exibir informao sobre o tpico.
Mesa de Perfurao
Exibe uma tabela com o tamanho da perfurao caracterizando equivalentes decimais e tamanhos de aber-
turas.
Calculator (Calculadora)
As funes da calculadora esto disponveis no terceiro separador de Ajuda. Seleccione a calculadora dos
separadores inferiores e prima ESCREVER/INTRODUZIR para a utilizar.
Todas as funes da Calculadora procedem a operaes simples de somar, subtrair, multiplicar e dividir.
Quando uma das funes seleccionada, apresentada uma janela da calculadora com as opes pos-
sveis (LOAD (Carregar), +, -, * e /). LOAD (Carregar) est realado inicialmente e as outras opes podem
ser seleccionadas com as setas do cursor para a esquerda e para a direita. Os nmeros so introduzidos
com o teclado e premindo a tecla ESCREVER/INTRODUZIR. Quando um nmero introduzido e LOAD
(Carregar) est seleccionado, esse nmero introduzido directamente na janela da calculadora. Quando um
nmero introduzido quando uma das outras funes (+ - * /) est seleccionada, o clculo realizado com o
nmero recm introduzido e qualquer nmero que j se encontrasse na janela da calculadora. A calculadora
tambm aceita uma expresso matemtica, tal como 23*4-5.2+6/2, avaliando-a (procedendo primeiro multi-
plicao e diviso) e colocando o resultado, neste caso 89.8, na janela.
Note que a informao no pode ser introduzida em qualquer campo onde a etiqueta estiver destacada.
Deve apagar a informao noutros campos at a etiqueta no estar mais destacada para mudar o campo
directamente.
Teclas de funo: As teclas de funo podem ser utilizadas para copiar e colar os resultados calculados
numa seco de um programa ou noutra rea da funo da Calculadora.
F3: Nos modos EDITAR e MDI, a tecla F3 copia o valor realado de fresa triangular/circular/cnica para a
linha de entrada de dados, na parte inferior do ecr. Trata-se de uma funo til quando a soluo calculada
for utilizada num programa.
Na funo Calculator (Calculadora), premir F3 copia o valor na janela da calculadora para a entrada de da-
dos realada para proceder aos clculos Triangulares, Circulares ou de Fresagem.
F4: Na funo Calculadora, este boto utiliza o valor dos dados Triangular, Circular e de Fresagem/Cnica
realados para carregar, somar, subtrair, multiplicar ou dividir com a calculadora.
Funo Trigonometry Help (Ajuda de trigonometria)
A pgina da calculadora Trigonometry (Trigonometria) ajuda a resolver um problema de tringulos. Introduza
os comprimentos e os ngulos de um tringulo e, depois de introduzidos os dados sufcientes, o controlo
resolve o tringulo e mostra os restantes valores. Utilize os botes do cursor Cima/Baixo para seleccionar
o valor a introduzir com ESCREVER/INTRODUZIR. Para entradas que tenham mais do que uma soluo,
introduzir o ltimo valor de dados uma segunda vez faz com que a soluo possvel seguinte seja apresen-
tada.
25 Torno - Manual do operador
96-0229 rev Y 01-2010
.
CALCULATOR
F3 copies calculator value to highlighted field in this
or other calculator screens. F3 also copies calculator
value to the data entry line of edit screens.
F4 copies highlighted data to the calculator field.
SIDE 1 10.0000
SIDE 1 SIDE 2
SIDE 3
ANGLE 3
ANGLE 2
ANGLE 1
SIDE 2 14.7958
SIDE 3 14.4244
(MACHINE ANGLE 1 40.000
0.0000 in ANGLE 2 72.000
0.0000 in 68.000
Z 3.5179 in
Y
Y ANGLE 3
LOAD + - * /
HELP (MEM) O00000 N00000000
0.000000000
Circular Interpolation Help (Ajuda de interpolao circular)
A pgina da calculadora Circular ajuda a resolver um problema com crculos. Introduza o centro, o raio, os
ngulos e os pontos de incio e de fm; depois de introduzidos os dados sufcientes, o controlo resolve o mo-
vimento circular e mostra os restantes valores. Utilize os botes do cursor Up/Down (Para cima/para baixo)
para seleccionar o valor a introduzir com Write (Escrever). Alm disso, lista os formatos alternativos com os
quais um movimento pode ser programado com G02 ou G03. Os formatos podem ser seleccionados utilizan-
do os botes do cursor Cima/Baixo e F3 para importar a linha realada para o programa a ser editado.
.
CALCULATOR
E
S
G91 G2 X3. Y22. 0416 R13. 4536
16 19. J10.
16 R13. 4536
16 19. J10
CENTER X 13.0000
CENTER Y 20.0000
START X 4.0000
START Y 10.0000
END X 7.0000
32.0416
13.4536
111.527
DIRECTION CW
END Y
RADIUS
ANGLE
LOAD + - * /
HELP (MEM) O00000 N00000000
0.000000000
(MACHINE)
0.0000 in
0.0000 in
Z 3.5179 in
X
Y
Para entradas que tenham mais do que uma soluo, introduzir o ltimo valor de dados uma segunda vez
faz com que a soluo possvel seguinte seja apresentada. Para alterar o valor de CW (para a direita) para o
valor de CCW (para a esquerda), realce a coluna CW/CCW e prima o boto ESCREVER/INTRODUZIR.
Circle-Line Tangent Calculator (Calculadora de tangente crculo-linha)
Esta funo oferece a possibilidade de determinar pontos de interseco onde um crculo e uma linha se
encontram para formarem uma tangente. Introduza dois pontos, A e B, numa linha e um terceiro ponto, C,
apastado dessa linha. O controlo ir calcular o ponto de interseco. O ponto o local onde uma linha nor-
mal do ponto C intersecciona a linha AB, bem como a distncia da perpendicular para essa linha.
26 Torno - Manual do operador
96-0229 rev Y 01-2010
.
CIRCLE-CIRCLE TANGENT
CIRCLE1 X
CIRCLE1 Y
RADIUS 1
CIRCLE2 X
CIRCLE2 Y
RADIUS 2
TANGT A X
Y
TANGT B X
Y
TANGT C X
Y
TANGT D X
Y
5.0000
6.0000
4.0000
0.0000
0.0000
2.0000
1.3738
7.6885
7.3147
2.7378
-1.8131
0.8442
1.1573
-1.6311
a
b
c
d
Type: STRAIGHT
Use F and T to form G-code.
F1 for alternate solution
CIRCLE-LINE TANGENT
POINT A X
Y
X POINT B
Y
POINT C X
Y
RADIUS
TANGT PT X
TANGT PT Y
5.0000
3.0000
1.0000
4.0000
0.0000
0.0000
4.1231
1.0000
4.0000
a
b
c
Circle-Line Tangent Calculator (Calculadora de tangente crculo-crculo)
Esta funo oferece a possibilidade de determinar pontos de interseco entre dois crculos ou pontos. O
utilizador fornece a localizao de dois crculos e respectivos raios. Em seguida, o controlo calcula todos os
pontos de interseco, que so formados pela tangente das linhas para ambos os crculos. Note que para
cada condio de entrada (dois crculos distintos), existem at oito pontos de interseco. So obtidos quatro
pontos a partir do desenho de tangentes rectas e quatro pontos atravs da formao de tangentes cruzadas.
A tecla F1 utilizada para alternar entre os dois diagramas. Quando "F" premido, o controlo solicita os
pontos De e Para (A, B, C, etc.), que especifquem um segmento do diagrama. Se o segmento for um arco,
o controlo tambm solicita C ou W (CW (para a direita) ou CCW (para a esquerda)). , ento, apresentado
o cdigo G na parte inferior do ecr. Quando "T" introduzido, o ponto anterior passa a ser o novo ponto De
e o controlo solicita um novo ponto Para. Para introduzir a soluo (linha de cdigo), mude para o modo MDI
ou Editar e prima F3, uma vez que o cdigo G j se encontra na linha de entrada.
Grfco Drill/Tap (Perfurar/Abrir)
Um grfco de Drill (Perfurar) e Tap (Abrir) est disponvel no menu de ajuda com separadores.
INDICADOR DO NVEL DE REFRIGERAO
O nvel de refrigerante exibido no ecr COMANDOS ACTUAIS e no canto superior direito do ecr no modo
MEM. Uma barra vertical exibe o estado da refrigerao. O visor pisca quando o fuido de refrigerao atingir
um ponto que possa provocar a intermitncia do fuxo do fuido.
EXECUTAR-PARAR-INCREMENTAR-CONTINUAR
Esta funo permite ao operador para um programa em execuo, afastar-se da pea e retomar a execuo
do programa. Segue-se o procedimento de operao:
1. Prima SUSPENSO DE ALIMENTAO para parar o programa
2. Prima X ou Z seguido pelo INTERRUPTOR DE INCREMENTOS. O controlo ir armazenar as posies
actuais de X e Z. Nota: Os eixos diferentes de X e Z no podem ser incrementados.
3. O controlo mostra a mensagem "Afastar". Utilize o interruptor de incrementos, o interruptor de incrementos
remoto e os botes de bloqueio para afastar a pea da ferramenta. O fuso pode ser controlado premindo
CW, CCW, PARAR. Se necessrio, as inseres da ferramenta podem ser mudadas. Ateno: Quando o
programa continuado, os desvios antigos iro ser utilizados para a posio de retorno. Como tal, no
seguro nem se recomenda a comutao de ferramentas e a alterao de desvios quando o programa inter-
rompido.
4. Incremente para a posio mais prxima possvel da posio armazenada ou para uma posio onde
exista um caminho rpido no obstrudo para voltar posio armazenada.
5. Volte ao modo anterior premindo MEM, MDI ou DNC. O controlo s continua se o modo que se encontrava
em vigor tiver sido parado e re-introduzido.
6. Prima ARRANQUE DE CICLO. O controlo ir mostrar a mensagem Retorno de Avano e rpido de X e Y
27 Torno - Manual do operador
96-0229 rev Y 01-2010
a 5% da posio em que SUSPENSO DE ALIMENTAO foi premida, depois retoma ao eixo Z. Ateno:
O controlo no segue o caminho utilizado para o afastamento. Se premir SUSPENSO DE ALIMENTAO
durante este movimento, o movimento dos eixos da fresadora entra num estado de pausa e mostra a men-
sagem "Suspenso de Retorno do Avano". Premir ARRANQUE DE CICLO faz com que o controlo retome o
movimento de Retorno do Avano. Quando o movimento concludo, o controlo assume novamente o estado
de suspenso de alimentao.
7. Prima novamente ARRANQUE DE CICLO e o programa retoma o funcionamento normal. Consulte tam-
bm a Defnio 36 do Reincio do Programa.
OPES
Teste da Opo de Controlo de 200 Horas
As opes que, normalmente, requerem um cdigo de desbloqueio (Rosca rgida, Macros, etc.) podem agora
ser activadas e desactivadas, conforme necessrio, introduzindo simplesmente o nmero "1" em vez do
cdigo de desbloqueio para a activao. Introduza "0" para desactivar a opo. Uma opo activada desta
forma desactivada automaticamente aps um total de 200 horas de funcionamento. Note que a desactiva-
o s ocorre quando a corrente elctrica da mquina desligada. Uma opo pode ser activada perma-
nentemente atravs da introduo do cdigo de desbloqueio. Note que a letra "T" apresentada direita da
opo, no ecr de parmetros, durante o perodo de 200 horas. Note que a opo do circuito de segurana
uma excepo; s pode ser activada ou desactivada atravs de cdigos de desbloqueio.
Para introduzir 1 ou 0 na opo, tem de ter a Defnio 7 (Bloqueio de Parmetros) desligada e o boto
Emergency Stop (Paragem de emergncia) premido.
Quando a opo atinge as 100 horas, a mquina emite um alarme advertindo que o perodo de teste est
prestes a chegar ao fm.
Para activar uma opo permanentemente, contacte o seu representante.
Comando do Disco Duro, USB e Ethernet
O armazenamento e a transferncia de dados entre a(s) sua(s) mquina(s) Haas e a rede. Os fcheiros de
programas so facilmente transferidos para e da memria, e permite DNC de fcheiros grandes at 800 blo-
cos por segundo.
Macros
Crie subrotinas para ciclos encamizados personalizados, rotinas de sondas, solicitao do operador, funes
ou equaes matemticas, e mquinas de famlias de peas com variveis.
Porta Automtica
A opo de porta automtica abre as portas da mquina automaticamente atravs do programa de peas.
Isto reduz a fadiga do operador e permite um funcionamento no assistido quando utilizado com um robot.
Sopro de jacto automtico
O Sopro de Jacto Automtico mantm a sua pea de trabalho limpa. Com as portas fechadas, um cdigo M
activou o jacto de ar para limpar as aparas e refrigerao da bucha e da pea de trabalho.
Pr-confgurador da Ferramenta
O brao da ferramenta-sonda manual oscila para baixo para uma defnio rpida da ferramenta. Toque na
ponta da ferramenta para a sonda e os desvios serem automaticamente introduzidos.
Iluminao de Intensidade Alta
As luzes de halognio proporcionam brilho, mesmo a iluminao da rea de trabalho para inspeco de
peas, confgurao do trabalho e alteraes ideal para trabalho como o fabrico de moldes. As luzes ligam
e desligam automaticamente, quando as portas se abrem e fecham, ou podem ser activadas manualmente
atravs de um interruptor nas luzes.
28 Torno - Manual do operador
96-0229 rev Y 01-2010
Disposio da Luneta
A plataforma de instalao da luneta proporciona um apoio aumentado para operaes com eixo comprido
ou eixo estreito. Os orifcios de instalao da indstria padro aceitam a maioria dos amarradores das lun-
etas do mercado.
Rels de Funo M
Adicione rels extra para aumentar a produtividade. Estas sadas de cdigo M adicional podem ser utilizadas
para activar sondas, bombas auxiliares, carregadores de peas, etc.
Contra-ponto
O contra-ponto hidrulico totalmente programvel pode ser activado atravs do programa de peas ou con-
trolado directamente pelo operador com o interruptor de p padro.
Colector de peas
A calha de peas opcional roda para a posio de apanhar a pea terminada e direcciona-a para um recep-
tculo localizado na porta frontal. No h necessidade de parar a mquina e abrir a porta para recuperar
peas.
Avano de barras
Concebido para impulsionar a produtividade e operaes de de viragem de linha aerodinmica, este avano
de barras comandado pelo servo exclusivo para tornos Haas CNC. Caractersticas nicas tornam a con-
fgurao e o funcionamento simples, como uma grande porta de acesso para a alterao da cuba interna do
fuso, e um ajuste nico ajuste da defnio do dimetro da barra.
Ferramentas elctricas
A opo de ferramentas elctricas permite-lhe comandar ferramentas comandadaspor VDI padro axial ou
radial para desempenhar operaes secundrias tais como perfurao ou roscagem, ambas na face da pea
e em torno do dimetro. O fuso principal proporciona a indexao em incrementos precisos para o posiciona-
mento de peas e repetio.
Eixo C
O eixo C fornece um movimento do fuso de alta preciso, bidireccional que completamente interpolado
com o movimento de X e / ou Z. A interpolao cartesiana para polar permite a programao das operaes
de contorno da face, utilizando as tradicionais coordenadas X e Y.
Interruptor de Tecla de Bloqueio da Memria
Bloqueia a memria para prevenir a edio acidental ou no aprovada de programas por pessoal no autor-
izado. Tambm pode ser utilizado para bloquear defnies, parmetros, desvios e variveis macro.
Orientao do Fuso
A opo de orientao do fuso permite o posicionamento do fuso num ngulo especfco, programado,
utilizando o motor do fuso padro e o codifcador do fuso padro para a retroalimentao. Esta opo propor-
ciona um posicionamento independente, rigoroso (0.1 grau).
Filtro Auxiliar
Este sistema de fltro do tipo saco n. 2 de 25 microns retira as partculas de contaminao e por minuto,
da refrigerao antes de poderem recircular atravs da bomba de refrigerao. O fltro obrigatrio para
mquinas equipadas com refrigerao de alta presso ao maquinar-se moldes de ferro, de alumnio e outros
materiais abrasivos, e pode ser igualmente utilizado noutras mquinas no HPC.
Interruptor Remoto de Avano
O Interruptor de Incrementos Remoto de Cor Melhorado (RJH) apresenta um ecr de cristais lquidos (LCD)
e controlos para maior funcionalidade. Tambm apresenta uma luz LED de alta intensidade.
29 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Arran-
que do
Ciclo
Suspenso
da Alimen-
tao
Teclas de funo
LCD a Cores
Teclas de Setas
Corpo do
elctrodo
Roda de Impulso
Boto de Polegar de
Seleco do Eixo
Boto de In-
cremento da
Lanadeira
Consulte a seco relativa a desvios e funcionamento da mquina para mais informao sobre estes tpicos.
LCD: Exibe a informao da mquina e o interface RJH.
Teclas de Funo (F1-F5): Teclas de funo varivel. Cada tecla corresponde a uma etiqueta na base do
ecr LCD. Ao premir uma tecla de funo desempenhar ou alternar o menu correspondente. As funes
alternadas so destacadas quando esto ligadas
Arranque de Ciclo: Comea o movimento do eixo programado.
Suspenso da Alimentao: Pra o movimento do eixo programado.
Teclas de Seta: Usadas para navegar entre campos do menu (cima/baixo) e para seleccionar velocidades
de incremento de impulso (esquerda/direita).
Roda de Impulso: Incrementa um eixo seleccionado atravs do incremento seleccionado. Trabalha como o
interruptor de incrementos no controlo.
Incremento da Lanadeira: Roda at 45 graus no sentido dos ponteiros do relgio ou no sentido inverso
ao dos ponteiros do relgio a partir do centro, e retorna ao centro quando libertado. Usado para incrementar
eixos a velocidades variveis. Quanto mais o incremento da lanadeira for rodado da posio central, mais
rapidamente o eixo se move Deixe o boto da lanadeira voltar ao centro para parar o movimento.
Seleco do Eixo: Usado para seleccionar algum dos eixos disponveis para incrementar. O eixo seleccio-
nado exibido na parte inferior do ecr. A posio direita mais distante deste selector usada para aceder
ao menu auxiliar.
Remover a unidade do cabeote liga-o. Em Incremento Manual, o controlo de incremento rodado do anexo
para RJH-C (o volante no anexo est desactivado).
Volte a colocar RJH no seu bero para o desligar e retorne o controlo de incremento para o anexo.
A funo do boto de impulso e do boto da lanadeira enquanto dispositivos para percorrer para mudar o
valor do campo defnvel pelo utilizador tal como o desvio da ferramenta, comprimento, desgaste, etc.
Funo integrada de "Pnico": Pressione qualquer tecla durante o movimento do eixo para parar instan-
taneamente o fuso e todo o movimento dos eixos. Premindo Suspenso de Alimentao enquanto o fuso
est em movimento e o cotrolo est no modo de Interruptor de Incrementos ir parar o fuso. A mensagem
"BOTO PREMIDO ENQUANTO O EIXO ESTAVA EM MOVIMENTOSELECCIONAR NOVAMENTE O
EIXO" aparece no ecr. Mova o boto de seleco do eixo para um eixo diferente para apagar.
Se o boto de seleco do eixo for movido enquanto o avano da lanadeira rodado, a mensagem "Se-
leco de eixo alterada enquanto o eixo estava em movimento - Seleccionar Novamente o Eixo"
aparece no visor e qualquer movimento do eixo pra. Mova o boto de seleco do eixo para um eixo difer-
ente para apagar o erro.
30 Torno - Manual do operador
96-0229 rev Y 01-2010
Se o boto de avano da lanadeira for rodado a partir da sua posio centrada quando o Interruptor de
Incrementos Remoto removido do seu bero ou quando o modo de controlo mudado para um modo com
movimento (por exemplo, do modo MDI para o de Interruptor de Incrementos), a mensagem "Lanadeira
DescentradaSem Eixo Seleccionado" aparece no ecr e no ocorrer qualquer movimento do eixo.
Mova o boto de seleco do eixo para apagar o erro.
Se o boto de avano por impulso for rodado enquanto o boto de avano da lanadeira estiver em uso, a
mensagem "Comandos de avano em confito Seleccionar Novamente o Eixo" aparece no visor e
pra qualquer movimento do eixo. Mova o boto de seleco do eixo para um eixo diferente para apagar o
erro, depois volte para voltar a seleccionar o eixo anteriormente seleccionado.
NOTA: Se algum dos erros acima falhar ao apagar quando o boto de seleco do eixo for movido,
pode haver um problema com o boto de avano da lanadeira. Contacte o Servio da Haas pra reparao/
substituio.
Se o contacto entre o RJH e o controlo for quebrado por algum motivo (corte de cabo ou desligado, etc.),
pra qualquer movimento do eixo. Quando ligado novamente, a mensagem "Falha de Comunicao RJH
/ ControloSeleccionar Novamente Eixo" aparece no visor RJH. Mova o boto de seleco do eixo
para apagar o erro. Se o erro no se apagar, coloque o RJH no seu bero, espere que se desligue e depois
remova-o do bero.
NOTA: Este erro tambm pode indicar uma falha no SKIBIF, RJH-E, ou na instalao elctrica. Se o
erro continuar, pode ser necessrio um diagnstico adicional e uma reparao.
Menus RJH
RJH usa quatro menus de programa para controlar o avano manual, defnir os desvios de comprimento da
ferramenta, defnir coordenadas de trabalho e exibir o programa actual. Os quatro ecrs exibem a informao
de forma diferente, as as opes de navegao e alterao so sempre controladas da mesma forma, como
observado nesta ilustrao.
.
Mensagens de
Modo Actual e de
Ajuda Sensvel ao
Contexto
Setas para cima/
baixo para selec-
cionar campos
Mude o valor com
o Boto de Impul-
so/Lanadeira
Eixo Actualmente
Seleccionado e Posio
Teclas de Funo (Variam com o modo)
Prximo Ecr
Cursor da Esquerda/Direita para mu-
dar a velocidade de avano do impulso
(destacado actualmente)
rea de Dados de
Trabalho
(Visor Varia)
Avano Manual RJH
Este menu contm uma ampla exibio da posio actual da mquina. Rodando o incremento da lanadeira
ou boto de impulso mover o eixo actualmente seleccionado. Seleccione o incremento usando as teclas
de seta para a esquerda e para a direita. O sistema de cooordenada da posio actual est destacado na
rea da tecla de funao do ecr e pode ser mudado premindo uma tecla de funo diferente. Para colocar a
posio do operador em zero, prima a tecla de funo sob OPER para seleccionar a posio, depois prima a
31 Torno - Manual do operador
96-0229 rev Y 01-2010
tecla de funo novamente (agora l ZERO).
.
Desvios de Ferramenta RJH
Use este menu para defnir e verifcar os desvios da ferramenta. Seleccione os campos usando as teclas de
funo e mude os valores usando o boto de impulso. Seleccione os eixos usando o boto de polegar. A lin-
ha do eixo (na base do visor) deve estar destacada para incrementar esse eixo. Prima DEFINIR para registar
a posio actual do eixo na tabela de desvio e use as teclas de seta para seleccionar as defnies de Raio e
Ponta. Para fazer ajustes nos valores da tabela, seleccione AJUSTAR, use o boto de impulso ou da lana-
deira para seleccionar a quantidade para aumentar ou diminuir o valor (use as setas para a esquerda e para
a direita para mudar o incremento), depois prima INTRODUZIR para aplicar o ajuste.
.
ATENO! Mantenha-se afastado da torre ao comutar ferramentas.
Desvios de Trabalho RJH
Seleccione WK CS para mudar o cdigo G do desvio de trabalho. Manualmente avance o eixo seleccionado
com a lanadeira ou boto de impulso quando o campo do eixo da base do ecr estiver destacado. Prima
DEFINIR para registar a posio actual do eixo na tabela de desvio de trabalho. Mova o selector do eixo para
o prximo eixo e repita o processo para defnir esse eixo. Para fazer ajustes para um valor defnido, mova o
selector do eixo para o eixo desejado. Prima AJUSTAR e use o boto de impulso para aumentar ou diminuir
o valor de ajuste, depois prima INTRODUZIR para aplicar o ajuste.
32 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Menu Auxiliar
O menu auxiliar de RJH apresenta controlo da refrigerao da mquina e da luz do RJH. Aceda ao menu
movendo o selector do eixo para a posio mais distante direita (indicado por um cone da pgina moldado
na caixa de RJH). Alterne as funes disponveis premindo a tecla de funo correspondente.
.
Menu Auxiliar Menu de Utilitrios
Menu de Utilitrios
Prima UTIL para aceder ao menu de utilitrios para diagnstico tcnico e prima AUX para voltar ao Menu
Auxiliar.
.
Ecr de Programa (Modo de Execuo)
Este modo exibe o programa actualmente em execuo. Introduza o modo de execuo pressionando MEM
ou MDI no anexo de controlo. As opes do separador na base do ecr disponibilizam controlos para ligar/
desligar a refrigerao, boco nico, paragem opcional e apagar bloco. Os comandos alternados tais como
COOL (REFRIGERAO) aparecero destacados quando ligados. Os botes ARRANQUE DE CICLO e
SUSPENSO DE AVANO funcionam da mesma forma que os botes no anexo. Retorne ao avano pre-
mindo AVANO MANUAL no anexo de controlo ou volte a colocar RJH no bero para continuar a executar o
programa a partir do anexo.
33 Torno - Manual do operador
96-0229 rev Y 01-2010
FUNCIONAMENTO
ARRANQUE DA MQUINA
Ligue a mquina, premindo o boto Power-On (Arranque) no teclado.
A mquina passa por um teste automtico e, em seguida, apresenta o ecr Messages (Mensagens), caso
tenha sido deixada uma mensagem, ou o ecr Alarms (Alarmes). Em qualquer dos casos, o torno ter um
alarme. Premir REPOR algumas vezes ir limpar os alarmes. Se um alarme no puder ser apagado, a
mquina pode estar a necessitar de manuteno. Se for este o caso, contacte o seu representante.
Depois dos alarmes serem apagados, a mquina necessita de um ponto de referncia a partir do qual
comeam todas as operaes. Este ponto chamado "Incio". Para colocar a mquina no ponto de incio,
prima o boto ARRANQUE/REINICIAR. Note que tal no funciona para tornos com sala de ferramentas,
tornos com sub-fusios, ou carregador automtico de peas (APL). Para estas mquinas, cada eixo deve ser
posicionados separadamente.
AVISO! O movimento automtico ir comear quando esta tecla for premida. Manter afastado do
interior da mquina e do comutador de ferramenta.
Depois de encontrado o ponto de incio, apresentada a pgina Current Commands (Comandos actuais) e a
mquina est pronta para o funcionamento.
INTRODUO PROGRAMAO
Manual Data Input (MDI - Introduo de dados manual)
A Manual Data Input (MDI - Introduo de dados manual) um meio de comandar os movimentos automti-
cos da CNC sem a utilizao de um programa formal.
Prima MDI/DNC para aceder a este modo. O cdigo de programao introduzido, escrevendo os coman-
dos e premindo ESCREVER/INTRODUZIR no fm de cada linha. Note que introduzido automaticamente
um End of Block (EOB - Fim de bloco) no fm de cada linha.
.
Para editar o programa MDI, utilize as teclas direita do boto Edit (Editar). Coloque o cursor no ponto que
est a alterar sendo, em seguida, possvel utilizar as funes de edio.
Para introduzir um comando adicional numa linha, escreva o comando e prima ESCREVER/INTRODUZIR.
Para alterar um valor, utilize os botes de setas ou o interruptor de incrementos para realar o comando,
introduza o novo comando e prima ALTERAR.
Para eliminar um comando, realce o comando e prima ELIMINAR.
A tecla Undo (Anular) inverte as alteraes (at 9 vezes) implementadas no programa MDI.
Os dados contidos no MDI so mantidos depois de sair do modo MDI e depois de desligar a mquina. Para
limpar os comandos do MDI actuais, prima o boto Erase Prog (Apagar programa).
34 Torno - Manual do operador
96-0229 rev Y 01-2010
Programas numerados
Para criar um novo programa, prima List Prog (Lista de programas) para aceder ao visor de programas e
lista de modos de programas. Introduza o nmero de um programa (Onnnnn) e prima SELECCIONAR
PROG ou ESCREVER/INTRODUZIR. Se o programa existir, seleccionado. Se o programa no existir,
criado. Prima EDITAR para visualizar o novo programa. Um novo programa composto apenas pelo nome
do programa e um Fim de bloco (;). Os programas numerados so mantidos quando a mquina desligada.
Edio bsica do MDI e programas numerados
A nica diferena entre um programa MDI e um programa numerado o cdigo O. Para editar um programa
MDI, basta premir MDI/DNC. Para editar um programa numerado, seleccione-o e, em seguida, prima Edit
(Editar).
Escreva os dados do programa e prima Enter. Os dados do programa dividem-se em trs categorias, en-
dereos, comentrios ou EOBs.
.
Para adicionar um cdigo de programa ao programa existente, realce a rea que ser precedida pelo cdigo
adicional, escreva o dados e prima INSERIR. Mais de um cdigo; tal como X e Z, pode ser introduzido antes
de premir Insert INSERIR.
Os dados de endereo consistem numa letra seguida por um valor numrico. Por exemplo: G04 P1.0. O G04
comanda uma hesitao (pausa) e P1.0 o comprimento (1 segundo) da hesitao.
Os comentrios podem ser compostos por caracteres alfabticos ou numricos, mas tm de encontrar-se en-
tre parntesis. Por exemplo: (hesitao de 1 segundo). Os comentrios podem um mximo de 80 caracteres.
O texto em minsculas pode ser introduzido entre parntesis (comentrios). Para introduzir texto em mins-
culas, primeiro, prima SHIFT (ou mantenha sob presso) e, em seguida, a letra ou letras.
possvel introduzir Fim de Bloco, premindo o boto EOB e so apresentados como um ponto e vrgula (;).
So utilizados como uma quebra de linha no fm de um pargrafo. Na programao CNC, um EOB inserido
no fm de uma sequncia do cdigo do programa.
Um exemplo de uma linha de cdigo utilizando os trs tipos de comandos seria: G04 P1. (hesitao de 1
segundo);
Nao h necessidade de introduzir espaos entre comandos. Os espaos so automaticamente introduzidos
entre elementos para facilitar a leitura e a edio.
Para alterar os caracteres, realce uma parte do programa, utilizando as teclas de seta ou o interruptor de
incrementos, introduza o cdigo de substituio e prima ALTERAR.
Para eliminar caracteres ou comandos, destaque-os e prima ELIMINAR.
Utilize o boto ANULAR para inverter quaisquer alteraes. O boto Undo (Anular) funciona para as ltimas
nove entradas.
No h um comando guardado. O programa guardado medida que cada linha introduzida.
35 Torno - Manual do operador
96-0229 rev Y 01-2010
Converter um programa MDI num programa numerado
Um programa MDI pode ser convertido num programa numerado. Para faz-lo, coloque o cursor no incio do
programa (ou prima a tecla INCIO), introduza o nome de um programa (os programas tm de ser nomeados
utilizando o formato Onnnnn; a letra "O" seguida por um mximo de 5 algarismos) e prima Alterar. Desta
forma, adiciona o programa lista de programas e limpa o MDI. Para aceder novamente ao programa, prima
LIST PROG e seleccione-o.
Pesquisar o programa
No modo Edit (Editar) ou Mem, possvel utilizar as teclas de cursor para cima e para baixo para pesquisar
cdigos especfcos ou texto no programa. Para pesquisar caracteres em particular, introduza os caracteres
na linha de entrada de dados (ou seja, G40) e prima as teclas de cursor para cima ou para baixo. A tecla do
cursor para cima pesquisa o item introduzido para trs (na direco do incio do programa) e a tecla do cur-
sor para baixo pesquisa para a frente (em direco ao fm do programa).
Eliminar programas
Para eliminar um programa, prima List Prog (Lista de programas). Utilize as teclas do cursor para cima ou
para baixo para realar o nmero do programa (ou escreva o nmero do programa) e prima a tecla Erase
Prog (Apagar programa). Para apagar programas mltiplos, destaque cada programa para ser apagado e
prima Write para os seleccionar. Prima a tecla Erase Prog (Apagar Prog) para apagar os fcheiros.
Realar ALL (Todos) no fm da lista e premir a tecla Erase Prog (Apagar programa), apaga todos os pro-
gramas na lista. Existem alguns programas importantes que so includos com sua mquina; so eles o
O02020 (aquecimento do veio) e O09997, O09999 (Cdigo de Inspeco Visual). Dever guardar estes
programas antes de apagar todos os programas. A tecla Undo (Anular) no recupera programas que tenham
sido eliminados.
Renomear programas
Depois de criar um programa, possvel atribuir um novo novo ao nmero do programa, mudando o nome
(Onnnnn), no modo Edit (Editar), na primeira linha e premindo a tecla Alter (Alterar).
Nmero mximo de programas
Se for atingido o nmero mximo de programas (500) na memria de controlos, apresentada a mensagem
"Directrio cheio" e no possvel criar o programa.
Seleco de programas
Aceda ao directrio de programas, premindo LIST PROG; desta forma, visualiza os programas armazenados.
Percorra para o programa pretendido e prima SELECCIONAR PROG para seleccionar o programa. Introduzir
o nome do programa e premir SELECCIONAR PROG tambm selecciona o programa.
Depois de premir SELECCIONAR PROG aparece a letra "A" junto ao nome do programa. Este o programa
est agora activo e ser executado ao mudar para o modo Mem e ao premir ARRANQUE DE CICLO. tam-
bm o programa que ver no visor Edit (Editar).
O programa activo permanece activo depois de desligar a mquina.
CNC TRANSFERNCIA DE DADOS
Os programas numerados podem ser copiados a partir do controlo CNC para um computador pessoal (PC)
e vice-versa. melhor se os programas forem guardados num fcheiro que termine em ".txt". Dessa forma,
os fcheiros so reconhecidos por qualquer PC como um fcheiro de texto simples. Os programas podem ser
transferidos atravs de vrios mtodos diferentes, tais como RS-232, disquetes DNC e USB. As defnies,
desvios e variveis da macro podem ser transferidas entre o CNC e um PC de forma semelhante.
Um Cdigo G desconhecido recebido pelo CNC convertido num comentrio, armazenado no programa e
gerado um alarme. No entanto, os dados continuam a ser carregados no controlo. Isto ir ocorrer quando se
tenta carregar macros sem a opo de Macro instalada.
36 Torno - Manual do operador
96-0229 rev Y 01-2010
RS-232
RS-232 uma forma de ligar o controlo Haas CNC a outro computador. Esta funo permite ao programador
carregar e descarregar programas, defnies e desvios da ferramenta a partir de um PC.
Os programas so enviados ou recebidos atravs da porta RS-232 (Porta Srie 1), localizada na parte lateral
da caixa do controlo (no no anexo do operador).
necessrio um cabo (no includo) para ligar o controlo CNC ao PC. Existem dois estilos de ligao RS-
232: o conector de 25 pinos e o conector de 9 pinos. O conector de 9 pinos o mais comum para a ligao
de PCs.
.
Pino n1 Proteco de Terra
Pinon 2 TXD-Transmitir Dados
Pino n3, RXD-Receber Dados
Pino n4 RTS (opcional)
Pino n5 CTS (opcional)
Pino n7 Sinal de Terra
Pino 1 Terra
Pino 2 Preto
Pino 3 Vermelho
Pino 7 Verde
Pino 1 Terra
Pino 2 Preto
Pino 3 Vermelho
Pino 7 Verde
Pino 7
Verde
Pino 1 Terra
Pino 2 Vermelho
Pino 3 Preto
Pino 5
Verde
Pino 9
Pino 1
Pino 1
Pino 1
Pino 14
Pino 13
Pino 13
Pino 13
Pino 1
Pino 14
Pino 25
Pino 25
Pino 25
Pino 14
AVISO! Uma das principais causas de danos electrnicos a ausncia de uma boa ligao de terra
no torno CNC e no computador. A ausncia de uma ligao de terra danifca o CNC, o computador
ou ambos.
Comprimento do cabo
Em seguida, so listadas as taxas baud e o respectivo comprimento mximo do cabo.
taxa baud 9,600: RS-232 de 100 feet (30 m)
taxa baud 38,400: RS-232 de 25 feet (8 m)
taxa baud 115,200: RS-232 de 6 feet (2 m)
As defnies entre o controlo CNC e o outro computador devem ser correspondentes. Para alterar a
defnio no controlo CNC, aceda pgina Defnies (prima DEFINIES/GRFICO) e percorra para as
defnies de RS-232 (ou aceda a "11" e prima a seta para cima ou para baixo). Utilize as setas para cima/
para baixo para realar as defnies e as setas para a esquerda/para a direita para alterar os valores. Prima
ESCREVER/INTRODUZIR quando a seleco adequada estiver realada.
As defnies (e predefnies) que controlam a porta RS-232 so:
Taxa Baud 11 (9600) 24 Lder para puno (Nenhum)
12 Paridade (Par) 25 Padro EOB (CR LF)
13 Bits de paragem (1) 37 Nmero de bits de dados (7)
14 Sincronizao Xligado/Xdesligado
Existem vrios programas diferentes que estabelecem ligao ao controlo Haas. Um exemplo o programa
Hyper Terminal, instalado com a maior parte das aplicaes Microsoft Windows. Para alterar as defnies
neste programa, avance para o menu pendente Ficheiro, no canto superior esquerdo. Escolha a opo
Propriedades a partir do menu e, em seguida, prima o boto Confgurar. Desta forma, abre as defnies da
porta; altere estas defnies para que correspondam s defnies do controlo CNC.
Para receber um programa do PC, prima LIST PROG. Movimente o cursor para a palavra Todos e prima
RECV RS-232 e o controlo recebe todos os programas principais e sub-programas at receber um "%" indi-
cando o fm de uma entrada. Todos os programas enviados para o controlo a partir do PC devem comear
com uma linha contendo um nico "%" e devem terminar com uma linha contendo um nico "%". Note que ao
utilizar All , os seus programas tm de ter um nmero de programa formatado da Haas (Onnnnn). Se no exi-
stir nmero de programa, digite um nmero de programa antes de premir RECV RS-232 e o programa ser
37 Torno - Manual do operador
96-0229 rev Y 01-2010
armazenado com esse nmero ou seleccione um programa existente para entrada e este ser substitudo.
Para enviar um programa para o PC, utilize o cursor para seleccionar o programa e prima ENVIAR RS-232.
Pode seleccionar All (Todos) para enviar todos os programas na memria do controlo. possvel activar uma
defnio (Defnio 41) para adicionar espaos sada RS-232 e melhorar a legibilidade dos seus progra-
mas.
Tambm possvel enviar individualmente pginas de parmetros, defnies, desvios e variveis da macro
atravs de RS-232 seleccionando o modo LIST PROG, seleccionando o ecr do visor pretendido e premindo
ENVIAR. As pginas podem ser recebidas, premindo RECV e seleccionando o fcheiro no PC a ser recebido.
O fcheiro pode ser visualizado num PC, adicionando ".txt" ao nome do fcheiro a partir do controlo CNC. Abra
o fcheiro num PC. Se for recebida uma mensagem de abortar, verifque a confgurao entre o torno, o PC e
o cabo.
CONTROLO NUMRICO DO FICHEIRO (FNC)
Um programa pode ser executado do seu local na rede ou de um dispositivo de armazenamento (dispositivo
de memria USB, disquete, disco duro). Para executar um programa de uma dada localizao, v at ao
ecr Gestor do Dispositivo (Prima LIST PROG), destaque um programa no dispositivo seleccionado e prima
SELECCIONAR PROG. O programa ser exibido na janela de programa activo, e um "FNC" prximo do
nome do programa em List Prog indica que est actualmente activo um programa FNC. Os sub-programas
podem ser chamados usando M98, disponibilizado que o sub-programa est no mesmo directrio do progra-
ma principal. Adicionalmente, deve ser atribudo nome ao sub-programa usando a conveno de nomeao
da Haas com sensibilidade s letras, ex. O12345.nc.
AVISO: O programa pode ser modifcado remotamente, e a carga ter efeito da prxima vez que o
programa for executado. Os sub-programas podem ser mudados enquanto o programa CNC estiver
em execuo.
A edio de programas no permitida em FNC. O programa exibido e pode ser pesquisado mas no edi-
tado. A edio pode ser feita a partir de um computador em rede ou carregando o programa na memria.
Para executar um programa em FNC:
1. Prima LIST PROG, depois navegue para o menu de separador para o dispositivo adequado (USB, disco
duro, Partilha de Rede).
2. Desa o cursor para o programa desejado e prima SELECCIONAR PROG. O programa aparecer na
janela Active Program (Programa Activo) e pode ser executado directamente a partir do dispositivo de
memria.
Para sair do FNC, destaque novamente o programa e prima SELECT PROG ou seleccione um programa na
memria CNC.
CONTROLO NUMRICO DIRECTO (DNC)
O Controlo Numrico Directo (DNC) outro mtodo de carregar um programa no controlo. a capacidade
de executar um programa medida que est a ser recebido pela porta RS-232. Esta funciona difere de um
programa carregada atravs da porta RS-232, pois no existe um limite de tamanho do programa CNC. O
programa executado pelo controlo medida que enviado pelo mesmo; o programa no armazenado no
controlo.
38 Torno - Manual do operador
96-0229 rev Y 01-2010
.
;
O01000 ;
(G-CODE FINAL QC TEST CUT) ;
(MATERIAL IS 2x8x8 6061 ALUMINUM) ;
;
(MAIN) ;
;
M00 ;
(READ DIRECTIONS FOR PARAMETERS AND SETTINGS) ;
(FOR VF - SERIES MACHINES W/4TH AXIS CARDS) ;
(USE / FOR HS, VR, VB, AND NON - FORTH MACHINES) ;
(CONNECT CABLE FOR HA5C BEFORE STARTING
THE PROGRAM) ;
(SETTINGS TO CHANGE) ;
(SETTING 31 SET TO OFF) ;
;
;
DNC RS232
DNC END FOUND
PROGRAM (DNC) N00000000
WAITING FOR DNC . . .
DNC RS232
PROGRAM (DNC) N00000000
DNC a Aguardar Programa Programa recebido do DNC
O DNC activado utilizando o Parmetro 57 de 18 bits e a Defnio 55. Active os bits do parmetro (1) e
mude a Defnio 55 para On (Ligado). Recomenda-se que o DNC seja executado com o Xmodem ou pari-
dade seleccionados, uma vez que ser detectado um erro na transmisso e o programa DNC parado sem
falha do sistema. As defnies entre o controlo CNC e o outro computador devem ser correspondentes. Para
alterar a defnio no controlo CNC, aceda pgina Defnies (prima DEFINIES/GRFICO) e percorra
para as defnies de RS-232 (ou aceda a "11" e prima a seta para cima ou para baixo). Utilize as setas para
cima/para baixo para realar as variveis e as setas para a esquerda/para a direita para alterar os valores.
Prima Enter quando a seleco adequada estiver realada. As defnies do RS-232 recomendadas para o
DNC so:
11 Seleco da Velocidade de Transferncia de Dados: 19200 14 Sincronizao: XMODEM
12 Seleco de paridade: NENHUM 37 Bits de dados RS-232: 8
13 Bits de paragem: 1
DNC seleccionado premindo MDI/DNC duas vezes no cimo da pgina. O DNC requer um mnimo de 8k da
memria do utilizador disponvel. Verifcar a quantidade de memria livre na base da pgina List Programs.
O programa enviado para o controlo deve comear e terminar com um %. A taxa de dados seleccionada
(Defnio 11) para a porta RS-232 deve ser sufcientemente rpida para suportar a taxa de execuo do
bloco do seu programa. Se a taxa de dados for demasiado lenta, a ferramenta pode parar durante um corte.
Comece por enviar o programa para o controlo antes de premir ARRANQUE DE CICLO. Depois de ser apre-
sentada a mensagem "Programa DNS encontrado", prima ARRANQUE DE CICLO
USB / DISCO DURO / RESPONSVEL DO DISPOSITIVO ETHERNET
O controlo Haas integra um responsvel do dispositivo que exibe os dispositivos de memria disponveis na
mquina num menu com separador.
Introduzir o Gestor de Dispositivos, prima LIST PROG. Navegue no menu com separador usando as teclas
de setas para seleccionar o separador do dispositivo adequado e prima ESCREVER/INTRODUZIR.
Quando estiver a pesquisar uma lista de programas dentro de um separador de dispositivo, use as teclas
de seta para cima/para baixo para destacar programas e prima A para adicionar o programa destacado
seleco.
O exemplo que se segue exibe o directrio para o dispositivo USB. O programa seleccionado na memria
exibido com um "A". O fcheiro seleccionado tambm exibir no visor de programa activo.
39 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Navegao do Menu de
Separadores
Setas do Cursor: Navegar pelos Separadores
WRITE/ENTER (ESCREVER/INTRODUZIR):
Seleccione um Separador
CANCEL (CANCELAR): Retroceda um Nvel do
Separador
Seleco de programas
Setas do Cursor: Mova o cursor de Seleco
WRITE/ENTER (ESCREVER/INTRODUZIR):
Adicione um Programa Seleco ( colocada uma
Marca de Vericao)
SELECT PROG: Torna o Programa Seleccionado o
Programa Activo ("A") ou selecciona o Programa para FNC
INSERT: Crie uma Nova Pasta no Directrio Actual
(Escreva o Nome da Pasta, depois Inserir)
ALTER: Atribua um novo nome Pasta ou ao
Programa
Modo de Ajuda
Pressione HELP/CALC para aceder ao Menu de
Ajuda Instantneo. Navegue usando as Teclas
da Seta do Cursor. Escolha Opes para os
Programas Seleccionados (Copiar, Eliminar Etc.)
Data e Hora
Tamanho do Ficheiro
Sub-directrio
Programa Seleccionado
Programa Activo
Programa Destacado Separador Activo
Directrios de Navegao
Para introduzir um sub-directrio, percorra o sub-directrio e prima ESCREVER/INTRODUZIR.
Para deixar um sub-directrio, v para o topo do sub-directrio e prima Introduzir CANCELAR. Ambas as
opes retornaro ao responsvel do dispositivo.
Criar Directrios
Crie uma nova pasta, introduzindo um nome e premindo INSERIR.
Para criar um novo sub-directrio, v para o directrio onde o novo sub-directrio estar localizado,introduza
um nome e prima INSERIR. So exibidos sub-directrios com os seus nomes seguidos por "DIR".
Copiar Ficheiros
Destaque um fcheiro e prima ESCREVER/INTRODUZIR para o seleccionar. Uma marca de verifcao
aparece perto do nome do fcheiro. Escolha um destino e prima F2 para copiar o fcheiro.
Note que fcheiros copiados da memria de controlo para um dispositivo tero a extenso ".NC" adicionada
ao fnal do nome do fcheiro. No entanto, o nome pode ser modifcado introduzindo um novo nome, no di-
rectrio de destino, e depois premir F2.
Duplicar um Ficheiro
Um fcheiro existente pode ser duplicado utilizado o gestor de Dispositivos. Seleccione um fcheiro premindo
ESCREVER/INTRODUZIR depois prima CANCELAR para regressar ao menu com separadores do nvel su-
perior. Seleccione o separador do dispositivo de destino, prima ESCREVER/INTRODUZIR, depois seleccione
o directrio de destino no dispositivo se aplicvel. Prima F2 para duplicar o fcheiro seleccionado, ou escreva
o novo nome e depois prima F2 para mudar o nome no directrio de destino.
Conveno de Nomeao de Ficheiro
Os nomes dos fecheiros devem ser mantidos no formato tpico de 8.3. Por exemplo: program1.txt. No entan-
to, alguns programas CAD/CAM utilizam ".NC" como um reconhecimento de tipo de fcheiro, que aceitvel.
Ficheiros desenvolvidos no controlo sero nomeados com a letra "O" seguida por 5 dgitos. Por exemplo,
O12345.NC.
Renomear
Para mudar o nome de um fcheiro, destaque o fcheiro, escreva o novo noome e prima ALTERAR.
Apagar
Para apagar um fcheiro de programa de um dispositivo, destaque o fcheiro e prima ELIMINAR PROG.
40 Torno - Manual do operador
96-0229 rev Y 01-2010
Ajuda No Visor
A ajuda No Visor est disponvel premindo AJUDA/CALC. Seleccione as funes do menu instantneo e
prima ESCREVER/INTRODUZIR para executar ou use a tecla de atalho listada. Para sair do visor de Ajuda,
prima a tecla CANCELAR, para regressar ao gestor de dispositivos.
RECOLHA DE DADOS DA MQUINA
A Recolha de Dados da Mquina activada pela Defnio 143, o que permite ao utilizador extrair infor-
mao do controlo usando um comando Q enviado atravs da porta RS-232 (ou usando uma embalagem
opcional de hardware). Esta funo baseada no software e requer um computador adicional para solicitar,
interpretar e guardar dados do controlo. Algumas variveis Macro tambm podem ser defnidas pelo com-
putador remoto.
Recolha de Informao Usando a Porta RS-232
O controlo apenas responde a um comando Q quando a Defnio 143 est ON (LIGADA). utilizado o
seguinte formato de sada:
STX, CSV resposta, ETB, CR/LF, 0x3E
STX (0x02) marca o incio da informao. Este caracter de controlo para o computador remoto.
CSV so as Variveis Separadas por Vrgula, uma ou mais variveis de informao separadas por vrgulas.
ETB (0x17) o fm da informao. Este caracter de controlo para o computador remoto.
CR/LF diz ao computador remoto que o segmento da informao est completo e para se mover para a
prxima linha.
0x3E Exibe a entrada de dados.
Se o controlo estiver ocupado, exibe-se "Estado, Ocupado". Se um pedido no for reconhecido, o controlo
exibe Desconhecido" e apresenta uma nova entrada de dados. Podem ser utilizados os seguintes comandos:
Q100 - Nmero de Srie da Mquina Q301 - Tempo de Movimento (total)
>Q100 >Q301
S/N, 12345678 C. S. TEMPO, 00003:02:57
Q101 - Verso do Software de Controlo Q303 - Tempo do ltimo Ciclo
>Q101 >Q303
SOFTWARE, VER M16.01 LTIMO CICLO, 000:00:00
Q102 - Nmero de Modelo da Mquina Q304 - Tempo do Ciclo Anterior
>Q102 >Q304
MODELO, VF2D CICLO ANTERIOR, 000:00:00
Q104 - Modo (LIST PROG, MDI, etc.) Q402 - M30 Contador de Peas n1
(redefnvel no controlo)
>Q104 >Q402
MODO, (MEM) M30 N.1, 553
Q200 - Alterao de Ferramenta (total) Q403 - M30 Contador de Peas n2
(redefnvel no controlo)
>Q200 >Q403
ALTERAES DE FERRAMENTA, 23 M30 N.2, 553
Q201 - Nmero de Ferramenta em utiliza-
o
Q500 - Trs em Um (PROGRAMA,
Oxxxxx, ESTADO, PEAS, xxxxx)
>Q201 >Q500
UTILIZAO DE FERRAMENTA, 1 ESTADO, OCUPADO
41 Torno - Manual do operador
96-0229 rev Y 01-2010
Q300 - Tempo de Arranque (total) Q600 Macro ou varivel do sistema
>Q300 >Q600 801
P.O. TEMPO, 00027:50:59 MACRO, 801, 333.339996
O utilizador pode solicitar os contedos de qualquer macro ou varivel de sistema atravs da utilizao
do comando Q600, por exemplo, "Q600 xxxx" . Tal exibir o contedo da varivel macro xxxx no controlo
remoto. Alm disso, as variveis macro de 1 a -33 100-199, 500-699, 800-999 e de 2001 a 2800 podem
ser escritas atravs da utilizao de um comando "E", por exemplo, "Exxxx yyyyyy.yyyyyy" em que xxxx
a varivel macro e yyyyyy.yyyyyy o novo valor. Note que este comando deve apenas ser utilizado quando
no existe presena de quaisquer alarmes.
Hardware Opcional de Utilizao da Recolha de Informao
Este mtodo usado para proporcionar estado mquina para um computador remoto, e fca activo com a
instalao de um quadro de rel de cdigo M Suplente 8 (todos os 8 se tornam dedicados s funes abaixo
e no podem ser mais usados pra o funcionamento normal do cdigo M), um rel com energia, um conjunto
extra de contactos de Paragem de Emergncia e um conjunto de cabos especiais. Contacte o seu represen-
tante para informao sobre preos destas peas.
Uma vez instalados os rel de sada 40 a 47, utilizado um rel de arranque e um interruptor de Paragem
de Emergncia para comunicar o estado do controlo. Parmetro 315, parcela 26 "Rels de Estado" deve ser
desligado. Os cdigos M suplentes padro continuam disponveis para utilizao.
Estaro disponveis os seguintes estados para a mquina:
* contactos de Paragem de Emergncia. Isto ser fechado quando o interruptor de Paragem de Emergn-
cia for pressionado.
* Energia Ligada - 115 VAC. Indica que o controlo est ligado. Deve estar ligado a um rel de bobine 115
VAC para interface.
* Rel de Sada Suplente 40. Indica que o controlo est em In-Cycle (a funcionar).
* Rels de Sada Suplentes 41 e 42:
11 = modo MEM & sem alarmes (modo AUTO.)
10 = modo MDI & sem alarmes (modo Manual.)
01 = modo de Bloco nico (modo nico)
00 = outros modos (zero, DNC, jog, list prog, etc.)
* Rels de Sada Suplentes 43 e 44:
11 = Paragem de Suspenso de Avano (Suspenso de Avano.)
10 = M00 ou M01 pra
01 = M02 ou M30 pra (Paragem de Programa)
00 = nenhum dos acima (pode ser paragem de bloco nico ou RESET.)
* Rel de Sada Suplente 45 (Substituio de Graduao de Avano est activa e Graduao do Avano
NO 100%)
* Rel de Sada Suplente 46 (Substituio da Velocidade do Fuso activa e Velocidade do Fuso NO
100%)
* Rel de Sada Suplente 47 Controlo est em modo EDIT - Editar
INSTALAO DE PEAS
necessrio afxar correctamente a pea no mandril. Consulte o manual do fabricante da bucha ou do colar
para o procedimento adequado da fxao de uma pea de trabalho.
FERRAMENTAS
O cdigo Tnn utilizado para seleccionar a ferramenta a utilizar num programa.
42 Torno - Manual do operador
96-0229 rev Y 01-2010
Modo de incrementos
O Jog Mode (Modo de incrementos) permite incrementar cada um dos eixos para o local pretendido. Antes
de incrementar os eixos, necessrio colocar os eixos no incio (ponto de referncia dos eixos de incio).
Para aceder ao modo de incrementos, prima BOTO DE INCREMENTOS e, em seguida, prima um dos
eixos pretendidos (p. ex., X, Z, etc.) e utilizar os botes de incrementos ou o interruptor de incrementos para
movimentar os eixos. Existem diferentes velocidades de incrementos que podem ser utilizadas no modo de
incrementos; so elas: .0001, .001, .01 e .1.
Defnio do desvio da ferramenta
O prximo passo consiste em tocar as ferramentas. Ao faz-lo defne a distncia da ponta da ferramenta
parte lateral da pea. Introduza a pgina do desvio Tool Geometry (Geometria da Ferramenta). Esta deve
ser a primeira pgina no ecr de desvios, se no, utilize o boto pgina cima at que a pgina de Geometria
da Ferramenta seja seleccionada, e prima MEDID DI X. O controlo ir emitir uma entrada de dados para o
dimetro da pea. Se o dimetro for desconhecido, introduza um valor. Pode tambm tocar fora do dimetro
da pea e premir MEDID FACE Z. Isto defne o desvio da coordenada de trabalho para o eixo Z.
Tambm possvel introduzir os desvios manualmente, escolhendo uma das pginas de desvios, movimen-
tado o cursor para a coluna pretendida, escrevendo um nmero e premindo ESCREVER/INTRODUZIR ou
F1. Premir F1 introduz o nmero na coluna seleccionada. Introduzir um valor e premir ESCREVER/INTRO-
DUZIR adiciona a quantidade introduzida ao nmero na coluna seleccionada.
1. Carregue uma ferramenta no revlver de ferramentas.
2. Prima o boto (A) INTERRUPTOR DE INCREMENTOS
3. Prima .1/100. (B) (O torno movimenta-se a uma velocidade rpida quando o interruptor rodado).
4. Alterne entre os botes de incrementos X e Z at que a ferramenta toque na parte lateral da pea a cerca
de 1/8 de polegada da margem frontal.
5. Coloque uma folha de papel entre a ferramenta e a pea. Cuidadosamente, aproxime a ferramenta o
mais possvel, mantendo a possibilidade de movimentar o papel.
.
A B D C E F
6. Pima DESVIO (C), at que a tabela de Geometria da Ferramenta esteja disponvel.
7. Prima MEDID DI X (D). O controlo ir pedir o dimetro da pea. Este procedimento leva a posio X,
localizada na parte inferior esquerda do ecr e o dimetro da pea e coloca-a com posio da pea.
8. Recue a ferramenta a partir da pea e posicione a ponta da ferramenta de forma a que toque a face do
material.
9. Prima MEDID FACE Z (E). Isto ir levar a actual posio Z e escrev-la para o desvio da ferramenta.
10. O cursor movimenta-se para a localizao do eixo Z para a ferramenta.
43 Torno - Manual do operador
96-0229 rev Y 01-2010
11. Prima PRXIMA FERRAMENTA (F).
Repita todos os passos anteriores para cada ferramenta no programa.
Torreta Hbrida VDI para Desvio da Linha Central BOT
Prima INTERRUPTOR DE INCREMENTOS e entre na pgina de desvio da Geomatria da Ferramenta. Selec-
cione a linha de valor da linha central e prima F2.
SL-20/30 - Escreva um valor de 4.705 e prima ESCREVER/INTRODUZIR para o desvio da posio da
ferramenta BOT na quantidade correcta a partir das posies VDI. 4.705 uma linha central de desbaste.
Fisicamente, mea a linha central correcta, depois ajuste adequadamente (dentro de um intervalo de 4.697 -
4.713).
SL-40 - Escreva um valor de 5.520 e prima ESCREVER/INTRODUZIR para o desvio da posio da fer-
ramenta BOT na quantidade correcta a partir das posies VDI. 5.520 uma linha central de desbaste.
Fisicamente, mea a linha central correcta, depois ajuste adequadamente (dentro de um intervalo de 5.512
- 5.528).
Confgurao de ferramentas adicional
Existem outras pginas de confgurao de ferramentas dentro de Comandos Actuais. Prima COMANDOS
ACTUAIS e, em seguida, prima os botes Pgina para cima/para baixo para percorrer estas pginas.
A primeira a pgina que apresenta "Carga do Veio" no topo da pgina. O programador pode adicionar um
limite de carga da ferramenta. O controlo procede referncia cruzada destes valores e pode ser defnido
para desencadear uma aco especfca, caso seja atingido o limite (ver Defnio 84).
A segunda pgina a Tool Life (Vida til da ferramenta). Nesta pgina existe uma coluna designada
"Alarme". O programador pode colocar um valor nesta coluna, o que faz com que a mquina pare depois da
ferramenta ter sido utilizada o determinado nmero de vezes.
Defnir o Zero da pea (pea de trabalho)
Part Zero (Zero da pea) um ponto de referncia defnido pelo utilizador, que o controlo CNC utilizar para
movimentar todos os movimentos.
1. Seleccione a ferramenta n. 1 premindo MDI/DNC, introduza T1 e prima TORRE FRENTE.
2. Avance X e Z at a ferramenta entrar em contacto com a face da pea.
3. Prima MEDID FACE Z para defnir a pea zero.
FUNES
Modo de grfcos
Uma forma segura de resolver problemas num programa consiste em execut-lo no modo de grfcos. No
ocorre qualquer movimento na mquina, em alternativa o movimento ilustrado no ecr.
O modo Graphics (Grfcos) pode ser executado a partir dos modos Memory (Memria), MDI, DNC ou Edit
(Editar). Para executar um programa, prima DEFINIES/GRFICOS at ser apresentada a pgina Grf-
cos. No modo Editar, prima ARRANQUE DE CICLO a partir da janela de programa activo para introduzir o
modo Grfcos. Para executar DNC no modo de grfcos, primeiro, tem de seleccionar DNC e, em seguida,
avanar para o visor de grfcos e enviar o seu programa para o controlo das mquinas (Ver a seco DNC).
Existem trs funes prticas de visualizao no modo Graphics (Grfcos) a que pode aceder, premindo
uma das teclas de funo (F1, F2, F3 e F4). F1 o boto de ajuda, que lhe dar uma breve descrio de
cada uma das funes possveis no modo Graphics (Grfcos). F2 o boto de ampliao, que amplia
qualquer rea do ecr de grfcos, utilizando os botes de setas,Pgina para Cima e Pgina para Baixo para
controlar o nvel de aproximao, e premindo o boto Write (Escrever). F3 e F4 so usados para controlar
a velocidade da simulao. Note que nem todas as funes ou movimentos da mquina so simulados nos
grfcos.
44 Torno - Manual do operador
96-0229 rev Y 01-2010
Operao de teste
A funo Dry Run (Teste) utilizada para verifcar rapidamente um programa sem cortar peas. Execuo de
Teste seleccionado, premindo TESTE DE EXECUO no modo MEM ou MDI. No modo Dry Run (Teste),
todos os rpidos e alimentaes so executados velocidade seleccionada com os botes de velocidade de
incrementos.
Execuo de Teste s pode ser activado ou desactivado depois de um programa ser completamente conclu-
do ou ao premir REPOR. Dry Run (Teste) continua a efectuar todas as alteraes da ferramenta solicitadas.
As teclas de substituio podem ser utilizadas para ajustar as velocidades do veio no Dry Run (Teste). Nota:
O modo Graphics (Grfcos) igualmente til e poder ser mais seguro, uma vez que no movimenta os
eixos da mquina antes da verifcao do programa (ver o captulo anterior acerca da funo Grfcos).
Executar programas
Para executar um programa, tem de carregar um programa na mquina. Depois de introduzir um programa
e defnir os desvios, execute o programa, premindo ARRANQUE DE CICLO. Sugere-se que o programa seja
executado no modo Grfcos antes de fazer algum corte.
Edio de segundo plano
Background Edit (Edio de segundo plano) permite editar um programa durante a execuo de um outro
programa.
Para activar a Edio de segundo plano enquanto um programa est em execuo, prima EDITAR at a
janela de Edio de segundo plano (no lado direito do ecr) estar activa. Prima SELECCIONAR PROG para
seleccionar um programa para a edio de segundo plano (deve ser um programa carregado na Memria)
da lista e prima ESCREVER/INTRODUZIR para comear a edio de segundo plano. Para seleccionar um
programa diferente para a edio de segundo plano, prima SELECCIONAR PROG da janela de edio de
segundo plano e escolha um novo programa da lista.
Todas as alteraes efectuadas durante a Background Edit (Edio de segundo plano) no afectam o pro-
grama em execuo ou os seus sub-programas. As alteraes entram em vigor da prxima vez que execu-
tar o programa. Para sair da edio de segundo plano e retomar o programa em execuo, prima PRGRM
CONVRS.
Pode no ser possvel utilizar CYCLE START durante a Edio de segundo plano. Se o programa incluir uma
paragem programada (M00 ou M30), saia de Edio de segundo plano (premir F4) e, em seguida, prima AR-
RANQUE DE CICLO para retomar o programa.
NOTA: Todos os dados do teclado so desviados para o Editor de segundo plano sempre que um
comando M109 est activo e o Editor de segundo plano entrado. Logo que a edio esteja completa (pre-
mindo Prgrm/Convrs) a entrada de teclado ir retomar M109 no programa em execuo.
Temporizador de Sobrecarga do Eixo
Quando um fuso ou um eixo sobregarregado, ir arrancar um temporizador e o visor na janela POSIO.
Inicia em 1,5 minutos e conta at zero. exibido um alarme (SOBRECARGA DO SERVO) quando o tempo
expirar a zero.
EXECUTAR-PARAR-INCREMENTAR-CONTINUAR
Esta funo permite ao operador para um programa em execuo, afastar-se da pea e retomar a execuo
do programa. Segue-se o procedimento de operao:
1. Prima SUSPENSO DE ALIMENTAO para parar o programa
2. Prima X ou Z seguido pelo INTERRUPTOR DE INCREMENTOS. O controlo ir armazenar as posies
actuais de X e Z. Nota: Os eixos diferentes de X e Z no podem ser incrementados.
3. O controlo mostra a mensagem "Afastar". Utilize o interruptor de incrementos, o interruptor de incrementos
remoto e os botes de bloqueio para afastar a pea da ferramenta. O fuso pode ser controlado premindo
45 Torno - Manual do operador
96-0229 rev Y 01-2010
CW, CCW e PARAR. Se necessrio, as inseres da ferramenta podem ser mudadas.
Ateno: Quando o programa continuado, os desvios antigos sero usados para a posio de
retorno. Por conseguinte, no seguro nem recomendado mudar ferramentas e desvios quando o
programa interrompido.
4. Incremente para a posio mais prxima possvel da posio armazenada ou para uma posio onde
exista um caminho rpido no obstrudo para voltar posio armazenada.
5. Volte ao modo anterior premindo MEM ou MDI/DNC. O controlo s continua se o modo que se encontrava
em vigor tiver sido parado e re-introduzido.
6. Prima ARRANQUE DE CICLO. O controlo ir mostrar a mensagem Retorno de Avano e rpido de X e Y
a 5% da posio em que SUSPENSO DE ALIMENTAO foi premida, depois retoma ao eixo Z. Ateno:
O controlo no segue o caminho utilizado para o afastamento. Se premir SUSPENSO DE ALIMENTAO
durante este movimento, o movimento dos eixos da fresadora entra num estado de pausa e mostra a men-
sagem "Suspenso de Retorno do Avano". Premir ARRANQUE DE CICLO faz com que o controlo retome o
movimento de Retorno do Avano. Quando o movimento concludo, o controlo assume novamente o estado
de suspenso de alimentao.
7. Prima novamente ARRANQUE DE CICLO e o programa retoma o funcionamento normal. Consulte tam-
bm a Defnio 36 do Reincio do Programa.
SUB-ROTINAS
As sub-rotinas (sub-programas) so, normalmente, uma srie de comandos repetidos vrias vezes num pro-
grama. Em vez de repetirem os comandos muitas vezes no programa principal, as sub-rotinas so escritas
num programa distinto. O programa principal tem um comando nico que "chama" o programa de sub-rotina.
possvel chamar uma sub-rotina, utilizando M97 ou M98 e um endereo P. O cdigo P o mesmo que o
nmero do programa (Onnnnn) da sub-rotina a chamar.
As sub-rotinas podem incluir um L ou uma contagens de repeties. Se existir um L, a chamada da sub-roti-
na repetida esse nmero de vezes antes do programa principal continuar com o bloco seguinte.
OPERAES DA TORRETA DA FERRAMENTA
A baixa presso de ar ou volume insufciente reduzem a presso aplicada ao grampo do revlver/pisto do
revlver e abranda o tempo de ndice do revlver ou no desprende o grampo do revlver.
Para carregar ou alterar ferramentas, seleccione o modo MDI e, em seguida, prima TORRE FRENTE ou
TORRE REV e a mquina indexa a torre na posio da ferramenta. A torre ir trazer a ferramenta introduzida
para a posio de corte, se Tnn for introduzido antes da presso de TORRE FRENTE ou TORRE REV.
IMPORTANTE Introduza tampas de proteco em quaisquer bolsos da torre vazios para os proteger da acu-
mulao de resduos.
46 Torno - Manual do operador
96-0229 rev Y 01-2010
..
Os revlveres aparafusados so equipados com botes de localizao do excntrico, que permitem o ajuste
fno dos suportes da ferramenta ID para a linha central do veio.
Monte o suporte da ferramenta no revlver e alinhe o suporte da ferramenta para o veio no eixo X. Mea o
alinhamento do eixo Y. Se necessrio, remova o suporte da ferramenta e utilize uma ferramenta estreita no
orifcio do boto do came para rodar o excntrico para o desalinhamento correcto.
A tabela que se segue d o resultado para posies especfcas do boto de came.
.
90
0
0
15 .0018"
30 .0035"
45 .0050"
60 .0060"
75 .0067"
90 .0070
Rotation Resultado
Sem alterao
46 Torno - Manual do operador
96-0229 rev Y 01-2010
FUNES DA FERRAMENTA
O cdigo Tnnoo utilizado para seleccionar a ferramenta seguinte (nn) e o desvio (oo). A utilizao deste
cdigo difere ligeiramente, dependendo do sistema de coordenadas FANUC ou YASNAC da Defnio 33.
Sistema de coordenadas FANUC
Os cdigos T tm o formato Txxyy em que xx especifca o nmero da ferramenta de 1 ao valor no Parmetro
65; e yy especifca a geometria da ferramenta e os ndices de desgaste da ferramenta de 1 a 50. Os valores
X e Z da geometria da ferramenta so adicionados aos desvios do trabalho. Se for utilizada a compensao
do nariz da ferramenta, yy especifca o ndice da geometria da ferramenta para o raio, cone e ponta. Se yy =
00, no aplicada a geometria ou desgaste da ferramenta.
Sistema de coordenadas YASNAC
Nos cdigos T com o formato, nn tem diferentes signifcados, dependendo do cdigo T estar dentro ou fora
de um bloco G50. O valor oo especifca o desgaste da ferramenta de 1 a 50. Se for utilizada a compensao
de nariz da ferramenta, 50+oo especifca o ndice de mudana da ferramenta para o raio, cone e ponta. Se
apresentar oo+00, no aplicado qualquer desgaste da ferramenta ou compensaes de nariz da ferramenta.
Fora de um bloco G50, nn especifca o nmero da ferramenta de 1 ao valor no Parmetro 65.
Dentro de um bloco G50, nn especifca o ndice de mudana da ferramenta de 51 a 100. Os valores X e Z de
mudana da ferramenta so subtrados aos desvios do trabalho (e, assim, so o sinal oposto s geometrias
da ferramenta utilizadas no sistema de coordenadas FANUC).
Desvios da ferramenta aplicados por T0101, FANUC vs YASNAC
Defnir um desgaste da ferramenta negativo nos desvios de desgaste da ferramenta, afasta mais a ferra-
menta na direco negativa do eixo. Assim, para a rotao e face O.D., defnir um desvio negativo no eixo X
resulta numa pea com um dimetro mais pequeno e defnir um valor negativo no eixo Z resulta na retirada
de mais material da face.
Nota: No necessria movimentao de X ou Z antes de efectuar a mudana da ferramenta e, na maior
parte dos casos, ser uma perda de tempo colocar X ou Z na posio inicial. No entanto, se a pea de
trabalho ou acessrio for muito grande, posicione X ou Z antes da comutao de ferramenta de forma a
prevenir um embate entre a ferramenta e a pea ou o acessrio.
A baixa presso de ar ou volume insufciente reduzem a presso aplicada ao grampo do revlver/pisto do
revlver e abranda o tempo de ndice do revlver ou no desprende o grampo do revlver.
Depois ARRANQUE/REINCIO e ZERO RET, o controlo certifca-se de que a torre da ferramenta est na
posio normal. Para carregar ou alterar ferramentas, seleccione o modo MDI e, em seguida, prima TORRE
FRENTE ou TORRE REV e a mquina indexa a torre na posio da ferramenta. O visor Curnt Comds (Co-
mandos actuais) mostra a ferramenta que est actualmente em posio.
FUNCIONAMENTO DA PASSAGEM DO TUBO POR SUCO
A unida hidrulica fornece a presso necessria para prender uma pea.
Procedimento de ajuste da fora do grampo
1. Avance para a Defnio 92, na pgina Defnies e escolha 'I.D.' ou 'O.D. Fixao. No execute
este procedimento com um programa em execuo.
2. Solte o boto de bloqueio na base do boto de ajuste
3. Rode o boto de ajuste at o indicador apresentar a presso pretendida
4. Aperte o boto de bloqueio
47 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Parafuso de
Denio
Passagem do tubo por suco Avisos
Aviso! Verifque a pea de trabalho no mandril ou no colar depois de alguma perda de energia. Uma
falha de corrente pode reduzir a presso de fxao na pea de trabalho, que pode alternar no man-
dril ou colar.
Nunca anexe paragens de comprimento ao cilindro hidrulico; podem resultar danos.
No trabalhar peas maiores que o mandril.
Observe todos os avisos do fabricante do mandril.
A presso hidrulica tem de ser defnida correctamente.
Consulte "Informao do Sistema Hidrulico" na mquina para um funcionamento seguro. A defnio da
presso para alm das recomendaes ir danifcar a mquina e/ou fxar inadequadamente a pea de
trabalho.
As pinas dos mandris no devem fcar salientes para alm do dimetro do mandril.
As peas afxadas de forma incorrecta ou inadequada sero ejectadas com uma fora mortal.
No exceder as RPM do mandril indicadas.
RPM superiores reduzem a fora de aperto do mandril. Ver o grfco seguinte.
.
Fora
MX
Fora de Grampagem
Total dos Tr~Es Dentes
a Presso Mxima
Presses Mximas de
Funcionamento
Bucha de 5''
Bucha de 6''
Bucha de 8''
Bucha de 10''
Bucha de 12''
Bucha de 15''
Bucha de 18''
Contra-ponto
PSI (kgf/cm
2
)
(kgf)
R
P
M
lbs
NOTA: Os mandris devem ser lubrifcados semanalmente e mantidos livres de resduos.
48 Torno - Manual do operador
96-0229 rev Y 01-2010
SUBSTITUIO DO MANDRIL E DA FLANGE
Remoo do Mandril
1. Movimente ambos os eixos para as respectivas posies zero. Retire as pinas do mandril.
2. Remova os trs (3) parafusos que montam o receptculo central (ou placa) a partir do centro do
mandril e remova o mandril.
3. Afxe o mandril e remova os seis (6) SHCS que prendem o mandril fange.
4. Coloque uma chave de mandril no interior do orifcio central do mandril e desaparafuse o mandril
da passagem do tubo por suco. Se equipado, remova a placa do adaptador.
remoo do Colar
1. Desaperte o parafuso no lado do nariz do veio. Utilizando uma chave de fanges, desaparafuse a
fange do nariz do veio.
2. Retire os seis (6) SHCS do nariz do veio e remova-o.
3. Remova o adaptador da fange da passagem do tubo por suco.
.
Comando
Tubo de Suco
Adaptador do Fecho de Colar
Parafuso de Denio
Ranhura do Parafuso
de Denio
Mandril
Chave de Colar
Nariz do Fuso
O-Ring
Face do
Fuso
Prato Adaptador
de Bucha
Mandril
6X SHCS
6X SHCS
Instalao do Mandril
NOTA: Se necessrio, instale uma placa adaptadora antes de instalar o mandril
1. Limpe a face do veio e a face posterior do mandril. Posicione o cavalinho no topo do veio.
2. Remova as pinas do mandril. Remova o receptculo central ou a placa de cobertura da frente do
mandril. Se disponvel, instale uma guia de montagem na passagem do tubo por suco e faa
deslizar o mandril sobre a mesma.
3. Oriente o mandril de modo a que um dos orifcios da guia fque alinhado com o cavalinho. Utilize
a chave do mandril para enroscar o mandril na passagem do tubo por suco.
4. Aparafuse o mandril completamente na passagem do tubo por suco e recue cerca de 1/4 de
volta. Alinhe o cavalinho com um dos orifcios no mandril. Aperte os seis (6) SHCS.
5. Instale o receptculo central ou placa com trs (3) SHCS .
6. Instale as pinas. Se necessrio, substitua a placa da tampa posterior. Est localizada no lado
esquerdo da mquina.
Instalao do Colar
1. Enrosque o adaptador da fange na passagem do tubo por suco.
2. Coloque o nariz do veio no veio e alinhe um dos orifcios na parte posterior do nariz do veio com
o cavalinho.
3. Aperte o nariz do veio no veio com os seis (6) SHCS.
49 Torno - Manual do operador
96-0229 rev Y 01-2010
4. Enrosque a fange no nariz do veio e alinhe a ranhura na fange com um parafuso no nariz do
veio. Aparafuse o parafuso no lado do nariz do veio.
PLACA DA COBERTURA DO TUBO POR SUCO
necessrio retirar a placa da cobertura no fnal do tubo de suco se utilizar uma barra de alimentao.
Substitua a placa da cobertura em qualquer altura que o material da barra no esteja a ser alimentado auto-
maticamente.
.
Placa da
Tampa
REPOSICIONAR AS PINAS DO MANDRIL
Reposicione as pinas do mandril quando a deslocao do impulso da pina no conseguir gerar uma fora
de afxao sufciente para segurar o material, por exemplo, quando mudar para uma material com um
dimetro mais pequeno.
A pea no fca sufcientemente afxada se no existir um impulso adicional antes de atingir a parte
inferior das pinas.
.
1. Utilize uma chave sextavada para soltar os dois SHCS que fxam a pina ao mandril.
2. Faa deslizar a pina para a nova posio e aperte novamente os dois SHCS.
3. Repita o procedimento para as duas pinas restantes. As pinas devem permanecer concn-
tricas.
COMPENSAO CNICA
A defeco da pea ocorre se no estiver suportada no centro com preciso ou se for demasiada longa e
no tiver suporte. Isto faz com que o corte seja demasiado incipiente e a pea resultante no sufciente-
mente cortada. Isto aplica-se ao corte O.D e I.D. A Compensao cnica oferece a possibilidade de compen-
sar, adicionando um valor calculado ao movimento de X, com base na posio do corte Z. O ponto zero do
cone defnido como 0.0 da coordenada de trabalho zero de Z. O cone introduzido na pgina de mudana
50 Torno - Manual do operador
96-0229 rev Y 01-2010
da ferramenta como um nmero de local 5 e armazenado numa matriz indexada por ferramenta, chamada
"Cone" na pgina Mudana / Geometria da ferramenta. O valor introduzido deve ser a defexo no eixo X
dividida pelo comprimento no eixo Z, sobre o qual a defexo ocorre. O intervalo deste valor situa-se entre 0
e .005; este valor representa uma inclinao.
FERRAMENTAS ELCTRICAS
Esta opo no instalvel no campo.
.
INTRODUO
A opo de ferramentas elctricas permite ao utilizador conduzir ferramentas radiais ou axiais VDI para
executar operaes como fresagem, perfurao ou aplainamento. O veio principal do torno indexvel em
incrementos de um grau para um preciso posicionamento e capacidade de repetio da pea. possvel
fresar formas, utilizando os cdigos G de movimento do veio.
Notas de Programao
O comando da ferramenta elctrica desliga-se automaticamente quando comandada uma mudana de fer-
ramenta.
O veio principal pode ser afxado (M14 e M15) para a utilizao de ferramentas elctricas. Desprende-se
automaticamente quando comandada uma nova velocidade do veio principal ou ao premir Reset (Repor).
A velocidade mxima da ferramenta elctrica de 3000 RPM.
As ferramentas elctricas Haas foram concebidas para um esforo de fresagem mdio, por exemplo: Fresa-
gem de um dimetro de 3/4 pol. mx. em ao mdio.
Dimetros de ferramentas grandes podem necessita de suportes de ferramentas de reduo.
CDIGOS M PARA FERRAMENTAS ELCTRICAS
Ver tambm o Captulo Cdigos M.
CMD do ngulo M19 (opcional)
Um M19 orienta o veio para a posio zero. Pode ser adicionado um valor P, fazendo com que o veio seja
orientado para uma posio especfca (em graus). Graus de preciso - P arrredonda para o grau inteiro mais
prximo e R arrendonda para o centsimo de grau mais prximo (x.xx). O ngulo visualizado no ecr Cur-
rent Commands Tool Load (Comandos actuais, Carregar ferramenta).
51 Torno - Manual do operador
96-0229 rev Y 01-2010
M133 Ferramenta elctrica - Comando para a frente
M134 Ferramenta elctrica - Comando para trs
M135 Ferramenta elctrica - Comando de paragem
Exemplo de programa:
Crculo do orifcio do parafuso 3 orifcios a 120o em 3" BHC
%
O0050
T101
G54
G00 X3.0 Z0.1
G98
M19 P0
G04 P2. (Hesitao para a estabilizao do motor; o perodo de tempo depende da confgurao)
M14
M133 P2000
G01 Z-0.5 F40.0
G00 Z0.1
M19 P120
G04 P2. (Hesitao para a estabilizao do motor; o perodo de tempo depende da confgurao)
M14
G01 Z-0.5
G00 Z0.1
M19 P240
G04 P2. (Hesitao para a estabilizao do motor; o perodo de tempo depende da confgurao)
M14
G01 Z-0.5
G00 Z0.1
M15
M13
.
120
0
0
0
240
0
3 BHC
FRESAGEM SINCRONIZADA
O movimento sincronizado G32 um modo de controlo em que os eixos X, Z so comandados para se
movimentarem em distncias a velocidades de alimentao constantes e o veio comandado para rodar a
velocidades constantes.
O G32 habitualmente utilizado para criar roscas; o veio roda a RPM constantes e o movimento do eixo Z
constante inicia na mesma marca de referncia do eixo Z para cada impulso. Podem ser repetidos muitos
impulsos, uma vez que a marca de referncia marca o local do incio da rosca.
Podem ser trabalhadas formas geomtricas, utilizando o G32; no entanto; os movimentos G32 podem ser
complicados de criar e difceis de ajustar no programa fnal. Para libertar o utilizador desta tarefa, o controlo
CNC da Haas conta com um cdigo G de ciclo encamisado,l que simplifca a criao de formas geomtricas
simples. O Ciclo de aplainamento G77 automatiza os movimentos de 1 ou mais formas uniformes.
Alm dos movimentos sincronizados, o G5 um modo de movimentos que aceita comandos ponto a ponto e
controla o veio como um dispositivo rotativo, semelhante ao movimento de uma bancada rotativa. coman-
dado num movimento de ponto a ponto de ngulo e distncia.
52 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Os caminhos do G32 entre pontos
comandados so curvos
O movimento de G32 inclui tanto a
taxa de deslocamento e comandos da
posio de X numa RPM constante
Usando G32, muitos comandos de
movimento pequeno podem resultar
em formas geomtricas
RPM
Constante
Fuso
Trajectria
CDIGOS DE CONTROLO FINO DO VEIO E CDIGOS G DE FERRAMENTAS ELCTRICAS
Introduo
Muitas utilizaes de ferramentas elctricas envolvem a manuteno do veio fxo durante o corte com a fer-
ramenta elctrica. Para determinados tipos de operaes, necessrio movimentar este veio de uma forma
controlada durante o corte com a ferramenta elctrica.
O Fine Spindle Control (FSC - Controlo fno do veio) , habitualmente, mais utilizado para criar caractersti-
cas na face ou junto face de uma pea, tais como entalhes, ranhuras e superfcies planas. Normalmente,
utilizada uma fresa fnal apontada para o eixo Z para executar o corte depois de perfurar os orifcios. As
ferramentas elctricas so quase sempre necessrias para utilizar o FSC. No recomendada a rotao de
ponto nico, uma vez que a folha de superfcie por minuto necessria demasiado elevada para a funo
FSC.
Limitaes
A principal funo do veio a rotao rpida. A introduo de cdigos G para o FSC no altera o desenho
mecnico do motor do veio. Assim, deve conhecer determinados factores que se aplicam quando o veio est
em rotao a um binrio muito reduzido. Esta situao limita a profundidade de corte que pode ser executa-
da, em termos prticos, com a ferramenta elctrica enquanto o veio no est bloqueado. Em muitos casos,
dever "seguir" o movimento do fuso com o movimento no eixo X.
.
Corte ligeiro Corte pesado Cortadora grande
O tipo de corte e a cortadora tm impacto no acabamento da pea.
O limite tambm se aplica ao posicionamento do veio em geral. Esta situao produz um efeito ao tentar
executar cortes junto linha central.
O nmero de pontos de controlo depende do raio e da direco do caminho da cortadora. Caminhos da cor-
tadora com um raio grande e um ngulo oco em direco ao centro, resultam em poucos pontos de controlo.
53 Torno - Manual do operador
96-0229 rev Y 01-2010
.
ngulo Mnimo
Controlvel
Caminho da
Ferramenta
INSTALAO DE FERRAMENTAS ELCTRICAS
1. Introduza a ponta da ferramenta no suporte da porca ER-AN. Enrosque o suporte da porca na
porca da unidade da fange.
2. Coloque a chave de tubos ER-32-AN sobre a ponta da ferramenta e engrene os dentes do supor-
te da porca ER-AN. Enrosque o suporte da porca ER-AN mo, utilizando uma chave de tubos.
3. Coloque a Chave 1 sobre o pino e bloqueie contra a porca da unidade da fange. Pode ser
necessrio rodar a porca da unidade da fange para engrenar a chave.
4. Engrene os dentes da chave de tubos com a Chave 2 e aperte.
.
Chave 2
Porca do Aloja-
mento do Colar
ER-32-AN
Orifcio da
Porca
ER-32-AN Chave de Tubo
Pino
Chave 1
Suporte de Ferramenta
ADAPTADOR VDI INSTALAO
Os adaptadores VDI possibilitam a utilizao de ferramentas VDI-40 na torre Haas.
.
Vista Explodida do
Adaptador VDi
Instalao do Adaptador VDi VDi com Cavilha cilndrica e
o Comparador
VDI-40
Haste
Prato
Manga
Chave
Anel
Circular
Ferramenta
VDI
Procedimento de instalao:
54 Torno - Manual do operador
96-0229 rev Y 01-2010
1. Instale a placa sobre o encabadouro da ferramenta VDI-40. Oriente a salincia da placa para o
contra-orifcio da ferramenta VDI.
2. Faa deslizar a manga do adaptador para o encabadouro da ferramenta com o corte voltado para
a base do encabadouro da ferramenta. Alinhe o corte com o perfl do dente do encabadouro.
3. Introduza a chave no corte da manga. Certifque-se de que o perfl do dente da chave encaixa
correctamente no encabadouro da ferramenta.
4. Coloque o O-ring no entalhe, tal como apresentado. O O-ring impede a chave de cair.
5. Instale a ferramenta VDI com o adaptador no revlver. Certifque-se de que o pino de localizao
do revlver e o orifcio da placa esto correctamente alinhados.
6. Aperte a porca para bloquear a unidade.
EIXO C
Esta opo proporciona um movimento do veio bidireccional de alta preciso, completamente interpolado
com o movimento de X e / ou Z. Podem ser comandadas velocidades do veio de .01 a 60 RPM.
O funcionamento do Eixo C depende da massa, dimetro e comprimento da pea de trabalho e/ou do
suporte de trabalho (mandril). Contacte o Departamento de Aplicaes da Haas se for usada uma confgura-
o invulgarmente pesada, de dimetro grande, ou longo.
.
FUNCIONAMENTO
M154 Engrenagem do eixo C
M155 Desengrenagem do eixo C
Defnio 102, Dimetro, utilizada para calcular a taxa de alimentao.
O torno desengrena automaticamente o travo do veio quando o eixo C recebe o comando para movimentar
e engrena novamente em seguida (se tiver sido previamente engrenado).
So possveis movimentos de incrementos do eixo C, utilizando o cdigo de endereo "H", tal como apresen-
tado no exemplo que se segue.
G0 C90.; (o eixo C movimenta-se para 90. graus)
H-10.; (o eixo C movimenta-se para 80. graus)
55 Torno - Manual do operador
96-0229 rev Y 01-2010
Programas de amostra
.
1
2
3
4 5 6
7
8
9
Exemplo n 1
%
O0054
T101
G54
M133 P2000
M154
G00 G98 (avano/min) X2.0 Z0
C90
G01 Z-0.1 F6.0
X1.0
C180. F10.0
X2.0
G00 Z0.5
M155
M135
G28
M30
%
.
N8
N7
N6 N4
N3
Exemplo n 2
%
O01054
T101
G54
G00X3.0Z0.1
M19 (Orientar Fuso)
G00 Z0.5
G00 X1.
M133 P1500
G98 G1 F10. Z-.25 (Introduzir no orifcio pr-furado)
G05 R90. F40.(Fazer Ranhura)
G01 F10. Z0.5 (Recuar)
M135
G99 G28 U0 W0
G28
M30
%
TRANSFORMAO DE CARTESIANO PARA POLAR
A programao de coordenadas de Cartesiano para Polar converte os comandos de posio de X,Y em
movimentos rotativos do eixo C e lineares do eixo X. A programao de coordenadas de Cartesiano para
Polar reduz em grande medida a quantidade de cdigos necessrios para comandar movimentos complexos.
Normalmente, uma linha recta necessita de muitos pontos para defnir o caminho, enquanto que no Carte-
siano, so necessrios apenas os pontos fnais. Esta funo permite a programao de trabalhos na face no
sistema de coordenadas Cartesianas.
Notas de programao:
Os movimentos programados devem sempre posicionar a linha central da ferramenta.
Os caminhos da ferramenta nunca devem cruzar a linha central do veio. Os cortes que tm de cruzar o cen-
tro do veio podem ser concludos com duas passagens paralelas em cada um dos lados do centro do veio.
A converso de Cartesiano para Polar um comando modal (ver captulo do Cdigo G).
INTERPOLAO CARTESIANA
Os comandos de coordenadas Cartesianas so interpretados como movimentos do eixo linear (movimentos
do revlver) e movimentos do veio (rotao da pea de trabalho).
56 Torno - Manual do operador
96-0229 rev Y 01-2010
Exemplo de programa
%
O00069
N6 (Quadrado)
G59
( TOOL 11, .75 DIA. Endmill )
(Corte no centro)
T1111
M154
G00 C0.
G97 M133 P1500
G00 Z1.
G00 G98 X2.35 Z0.1 (Posio)
G01 Z-0.05 F25.
G112
G17 (Defnido para o plano XY)
G0 X-.75 Y.5
G01 X0.45 F10. (Ponto 1)
G02 X0.5 Y0.45 R0.05 (Ponto 2)
G01 Y-0.45 (Ponto 3)
G02 X0.45 Y-0.5 R0.05 (Ponto 4)
G01 X-0.45 (Ponto 5)
G02 X-0.5 Y-0.45 R0.05 (Ponto 6)
G01 Y0.45 (Ponto 7)
G02 X-0.45 Y0.5 R0.05 (Ponto 8)
G01 X0.45 (Ponto 9) Y.6
G113
G18 (Defnido para o plano XZ)
G00 Z3.
M30
%
COMPENSAO DO NARIZ DA FERRAMENTA UTILIZANDO G112
A Compensao da cortadora do nariz da ferramenta muda o caminho programado da ferramenta, de modo
a que a linha central da ferramenta seja movimentada para a esquerda ou para a direita do caminho progra-
mado. A pgina Offset (Desvio) utilizada para introduzir a mudana da ferramenta na coluna do raio. O des-
vio introduzido como um valor de raio para os valores de geometria. O valor compensado calculado pelo
controlo a partir dos valores itroduzidos no Raio. A compensao do raio do cortador apenas est disponvel
usando G17 dentro de G112.
G41 selecciona a compensao da cortadora esquerda.
G42 selecciona a compensao da cortadora direita.
G40 cancela a compensao da cortadora.
Os valores de desvio introduzidos para o raio devem ser nmeros positivos. Se o desvio incluir um valor
negativo, a compensao da cortadora funciona como se tivesse sido especifcado o cdigo G oposto. Por
exemplo, um valor negativo introduzido para um G41 comporta-se como se fosse introduzido um valor posi-
tivo para G42.
Ao seleccionar Yasnac para a Defnio 58, o controlo deve ter a capacidade de posicionar o lado da ferra-
menta juntamente com todas as arestas do contorno programado sem cortar demasiado nos dois movimen-
tos seguintes. Um movimento circular junta todos os ngulos externos.
Ao seleccionar Fanuc para a Defnio 58, o controlo no requer que a aresta de corte da ferramenta seja
colocada juntamente com todas as arestas do contorno programado, evitando o corte em demasia. Os ngu-
los exteriores inferiores ou iguais a 270 graus so acompanhados por um canto agudo e ngulos exteriores
superiores a 270 graus atravs de um movimento linear adicional. Os diagramas que se seguem mostram
57 Torno - Manual do operador
96-0229 rev Y 01-2010
como a compensao da cortadora funciona para os dois valores da Defnio 58.
NOTA: Quando cancelado, o caminho programado volta ao mesmo como sendo o centro do caminho
da cortadora. Cancele a compensao da cortadora (G40) antes de terminar um programa.
.
Compensao do Cortador G42 - (YASNAC) Compensao do Cortador G42 - (FANUC)
Centro actual
do caminho de
ferramenta
G40 nes-
te Bloco
G42 neste Bloco
G40 nes-
te Bloco G42 neste Bloco
Centro actual
do caminho de
ferramenta
Caminho
programado
Caminho
programado
Raio Raio
Movimento Extra
Entrada e Sada
O corte no deve ser executado ao entrar e sair da compensao da cortadora ou ao mudar a compensao
do lado esquerdo para o lado direito. Quando a compensao da cortadora activada, a posio de incio do
movimento a mesma que a posio programada, mas a posio de fm ser o desvio, esquerda ou dire-
ita do caminho programado, com o montando introduzido na coluna do desvio do raio. No bloco que desliga
a compensao da cortadora, a compensao ser desligada quando a ferramenta alcanar o fm da posio
do bloco. De forma semelhante, ao mudar a compensao da esquerda para a direita ou da direita para a
esquerda, o ponto de incio do movimento necessrio para alterar a direco da compensao da cortadora
ser o desvio para um lado do caminho programado e termina no ponto que o desvio do lado oposto do
caminho programado. O resultado de tudo isto que a ferramenta movimenta-se atravs de um caminho que
pode no ser o mesmo que o caminho ou direco pretendida. Se a compensao da cortadora for ligada ou
desligada num bloco sem qualquer movimento de X-Y, no feita qualquer alterao posio da ferramen-
ta at ser encontrado o prximo movimento de X ou Y.
Quando rodar a compensao da cortadora num movimento seguido por um segundo movimento num n-
gulo inferior a 90, existem duas formas de calcular o primeiro movimento, tipo A ou tipo B (Defnio 43). A
primeira, tipo A, movimenta a ferramenta directamente para o ponto de incio do desvio para o segundo corte.
Os diagramas nas pginas que se seguem ilustram as diferenas entre o tipo A e o tipo B para as defnies
Fanuc e Yasnac (Defnio 58).
.
O movimento inferior ao raio compensado
da cortadora
Pea de trabalho
Ferramenta
Aplicao incorrecta da compensao da cortadora
Note que um pequeno corte, inferior ao raio da ferramenta e no ngulo certo face ao movimento anterior ap-
enas funcionar com a defnio Fanuc. gerado um alarme de compensao da cortadora caso a mquina
esteja defnida para a defnio Yasnac.
Ajustes de alimentao da compensao da cortadora
Ao utilizar a compensao da cortadora em movimentos circulares, existe a possibilidade proceder a ajustes
de velocidade face ao que foi programado. Se o corte acabado pretendido se encontrar no interior de um
movimento circular, a ferramenta deve ser abrandada para assegurar que a alimentao da superfcie no
excede os limites pretendidos.
58 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Entrada de Compensao da Cortadora (YASNAC)
Tipo A Tipo B
Entrada de Compensao da Cortadora (estilo FANUC)
Tipo A Tipo B
Caminho
programado
Caminho de Centro
da Ferramenta
Caminho
programado
Caminho de Cen-
tro da Ferramenta
Caminho de
Centro da Ferramenta
Caminho
programado
Caminho
programado
Caminho de
Centro da Ferramenta
Caminho
programado
Caminho de Centro
da Ferramenta
Caminho de
Centro da Ferramenta
Caminho
programado
Caminho de
Centro da Ferramenta
Caminho
programado
Caminho
programado
Caminho de Centro
da Ferramenta
Exemplo de Compensao da Cortadora
.
2" (50mm) Material da Barra
Ponto de Incio
Caminho
programado
e centro do
caminho de
ferramenta
(Ferramenta .500" Fresa Rectilnea de 4 Ranhuras)
59 Torno - Manual do operador
96-0229 rev Y 01-2010
COMPENSAO DO NARIZ DA FERRAMENTA
Introduo
A Compensao do nariz da ferramenta uma funo que permite ao utilizador ajustar um caminho da
ferramenta programado para diferentes tamanhos da cortadora ou para o desgaste da cortadora normal. O
utilizador pode faz-lo atravs da introduo dos dados do desvio mnimo no momento de execuo sem
qualquer esforo de programao adicional.
Programao
A Compensao do nariz da ferramenta utilizada com o raio do nariz da ferramenta alterado e o desgaste
da cortadora tem de ser contabilizado para superfcies curvas ou cortes cnicos. A Compensao do nariz
da ferramenta, geralmente, no necessita de ser utilizado quando os cortes programados ocorrem unica-
mente no eixo X ou Z. Para cortes cnicos e circulares, uma vez que o raio do nariz da ferramenta muda,
pode ocorrer o sub- ou sobre-corte. Na fgura, suponha que imediatamente aps a confgurao, C1 o raio
da cortadora que corta o caminho da ferramenta programado. medida que a cortadora desbasta at C2, o
operador pode ajustar o desvio da geometria da ferramenta para dar dimenso ao comprimento e dimetro
da pea. Ao faz-lo, ocorreria um raio mais pequeno. Se for utilizada a compensao do nariz da ferramenta,
obtm-se um corte correcto. O controlo ajusta automaticamente o caminho programado com base no desvio
para o raio do nariz da ferramenta, tal como confgurado no controlo. O controlo altera ou gera o cdigo para
cortar a geometria da pea correcta.
.
R2
C1
C2
R1
R2
R1
Caminho da
Ferramenta
Corte aps desgaste
Corte Pretendido
Caminho da ferramenta
compensado
Corte Pre-
tendido e
caminho da
ferramenta
Caminho da Ferramenta para 2 Raios da Cortadora Caminho Criado quando TNC utilizado
Note que o segundo caminho programado coincide com a dimenso da pea fnal. Embora as peas no
tenham de ser programadas utilizando a compensao do nariz da ferramenta, o mtodo preferido, uma
vez que simplifca a deteco e resoluo dos problemas.
CONCEITOS DA COMPENSAO DO NARIZ DA FERRAMENTA
A compensao do nariz da ferramenta funciona atravs da mudana do Caminho da ferramenta programa-
do para a direita e para a esquerda. Normalmente, o programador programa o caminho da ferramenta para
o tamanho concludo. Quando a compensao do nariz da ferramenta utilizada, o controlo compensa o
dimetro com base nas instrues especiais escritas no programa. So utilizados dois comandos de cdigo
G para fazer esta compensao dentro de um plano di-dimensional. O G41 comanda o controlo para mudar
para a esquerda do caminho da ferramenta programado e o G42 comanda o controlo para mudar para a
direita do controlo programado. Outro comando, o G40, fornecido para cancelar qualquer mudana feita
pela compensao do nariz da ferramenta.
60 Torno - Manual do operador
96-0229 rev Y 01-2010
.
G41
G42
Caminho da Ferramenta e curso das fer-
ramentas de direco em relao pea
Caminho da ferramenta programado
TNC Direita
TNC Esquerda
PONTA=2
PONTA=3
Direco da Ponta 3
Raio do nariz da ferramenta
Ponta da ferramenta
imaginria
Mudana de direco Ponta da ferramenta imaginria
A mudana de direco baseia-se na direco do movimento da ferramenta em relao ferramenta e em
que lado a pea se encontra. Ao pensar em que direco a mudana compensada ir ocorrer na compensa-
o do nariz da ferramenta, imagine olhar baixo para a ponta da ferramenta e dirigir a ferramenta. Comandar
o G41 movimenta a ponta da ferramenta para a esquerda e o G42 movimenta a ponta da ferramenta para a
direita. Isto signifca que a rotao normal O.D. requer um G42 para a correcta compensao da ferramenta,
enquanto que a rotao normal I.D. requer um G41.
A compensao do nariz da ferramenta assume que uma ferramenta compensada tem um raio na ponta
da ferramenta que deve ser compensado. o chamado Raio do nariz da ferramenta. Uma vez que difcil
determinar exactamente onde est o centro deste raio, normalmente, confgurada uma ferramenta, utilizan-
do a chamada Ponta da ferramenta imaginria. O controlo tambm tem de saber em que direco a ponta
da ferramenta se encontra em relao ao centro do raio do nariz da ferramenta, ou a Direco da ponta. A
direco da ponta deve ser especifcada para cada ferramenta.
O primeiro movimento compensado , normalmente, um movimento a partir de uma posio no compen-
sada para uma posio compensada e, por conseguinte, pouco habitual. O primeiro movimento designado
movimento de "Aproximao" e necessrio quando se utiliza compensao do nariz da ferramenta. Da
forma semelhante, tambm necessrio um movimento de "Partida". Num movimento de partida, o controlo
movimenta-se de uma posio compensada para uma posio no compensada. Ocorre um movimento
de partida quando a compensao do nariz da ferramenta cancelada com um comando G40 ou Txx00.
Embora os movimentos de aproximao e de partida possam ser planeados com preciso, normalmente, so
movimentos no controlados e a ferramenta no deve estar em contacto com a pea quando ocorrem.
UTILIZAR A COMPENSAO DO NARIZ DA FERRAMENTA
Seguem-se os passos utilizados para programar uma pea utilizando a TNC:
Programe a pea com as dimenses acabadas.
Aproximao e Partida - Certifque-se de que existe um movimento de aproximao para cada caminho
compensado e determine a direco (G41 ou G42) em que utilizado. Certifque-se de que tambm existe
um movimento de partida para cada caminho compensado.
Raio e Desgaste do Nariz da Ferramenta - Seleccione uma insero padro (ferramenta com raio) a ser
utilizada para cada ferramenta. Defna o raio do nariz da ferramenta para cada ferramenta compensada.
Coloque o desvio de desgaste da ferramenta correspondente em zero para cada ferramenta.
Direco da Ponta da Ferramenta - Introduza a direco da ponta da ferramenta para cada ferramenta que
est a utilizar a compensao, G41 ou G42.
61 Torno - Manual do operador
96-0229 rev Y 01-2010
Desvio da Geometria da Ferramenta - Defna a geometria do comprimento da ferramenta e limpe os des-
vios de desgaste de cada ferramenta.
Verifcao da Geometria da Compensao - Depure o programa no modo de grfcos e corrija qualquer
problemas da geometria de compensao do nariz da ferramenta que possam ocorrer. possvel detectar
um problema de duas formas: gerado um alarme indicando a interferncia da compensao, ou a geome-
tria incorrecta gerada no modo de grfcos.
Executar e Inspeccionar o Primeiro Artigo Ajuste o desgaste compensado para a pea confgurada.
MOVIMENTOS DE APROXIMAO E DE PARTIDA PARA A COMPENSAO DO NARIZ DA FERRAMENTA
O primeiro movimento de X ou Z na mesma linha, que contm um G41 ou um G42 o chamado movimento
de "Aproximao" . A aproximao deve ser um movimento linear, que seja um G01 ou um G00. O primeiro
movimento no compensado, embora no fm do movimento de aproximao, a posio da mquina possa
ser completamente compensada. Ver a seguinte fgura.
.
(G40)
(G42)
Caminho compensado
Caminho programado
Pea Acabada
Movimentos de aproximao e de partida.
Qualquer linha de cdigo com um G40 cancela a compensao do nariz da ferramenta e chama-se movi-
mento de "Partida" . A partida deve ser um movimento linear, que seja um G01 ou um G00. O incio de um
movimento de partida completamente compensado; a posio neste ponto estar no ngulo certo face ao
ltimo bloco programado. No fm do movimento de partida, a posio da mquina no compensada. Ver a
fgura anterior.
A fgura que se segue mostra a condio imediatamente antes de cancelar a compensao do nariz da
ferramenta. Algumas geometrias resultam no sobre- ou sub-corte da pea. Esta situao controlada pela
incluso de um cdigo de endereo I e K no bloco de cancelamento G40. I e K num bloco G40 defnem um
vector, que utilizado para determinar a posio-alvo compensada do bloco anterior. O vector , normal-
mente, alinhado com uma aresta ou parede da pea concluda. A fgura que se segue mostra como I e J
podem corrigir um corte no desejado num movimento de partida.
.
(G40) (G40 I.. K..)
-K
I
Utilizao de I e K num bloco G40.
Corte
Excessivo
62 Torno - Manual do operador
96-0229 rev Y 01-2010
DESVIO DO RAIO DO NARIZ DA FERRAMENTA E DESVIO DO DESGASTE
Cada ferramenta rotativa que utilize a compensao do nariz da ferramenta, requer um Raio do Nariz da
Ferramenta. A ponta da ferramenta (raio do nariz da ferramenta) especifca o nvel de compensao que o
controlo d a uma ferramenta. Se forem utilizadas inseres padro para a ferramenta, ento, o raio do nariz
da ferramenta , simplesmente, o raio da ponta da ferramenta da insero.
Associado a cada ferramenta, na pgina de desvios de geometria, est um Desvio do raio do nariz da fer-
ramenta. A coluna com a designao "Raio" o valor para o raio do nariz da ferramenta de cada ferramenta.
Se o valor de qualquer desvio do raio do nariz da ferramenta for defnido como zero, no gerada qualquer
compensao para essa ferramenta.
Associado com cada desvio do raio est um Desvio de desgaste do raio, localizado na pgina de desvio de
desgaste. O controlo adiciona o desvio de desgaste ao desvio do raio para obter um raio efectivo, que ser
utilizado para gerar valores compensados.
Deve ser feitos pequenos ajustes (valores positivos) ao desvio do raio durante as execues de produo na
pgina de desvio do desgaste. O utilizador pode, assim, localizar facilmente o desgaste para uma determina-
da ferramenta. Ao utilizar uma ferramenta, a insero , normalmente, desgastada de modo a exista um raio
maior no fm da ferramenta. Ao substituir uma ferramenta desgastada por uma nova, o desvio do desgaste
deve ser colocado em zero.
importante lembrar que os valores de compensao do nariz da ferramenta so apresentados em termos
de raio e no dimetro. Esta situao importante ao cancelar a compensao do nariz da ferramenta. Se
a distncia incremental de um movimento de partida compensado no for o dobro do raio da ferramenta
de corte, ocorre o sobre-corte. Lembre-se sempre de que os caminhos programados so apresentados em
termos de dimetro e permitem o dobro do raio da ferramenta nos movimentos de partida. O bloco Q de
ciclos encamisados que requerem uma sequncia PQ pode ser, frequentemente, um movimento de partida.
O exemplo que se segue ilustra como a programao incorrecta pode resultar no sobre-corte.
Exemplo
A Defnio 33 FANUC: X Z Raio Ponta
Geometria da ferramenta
8:
-8.0000 -8.0000 0.0160 2
%
O0010;
G28;
T808 ; (Barra de perfurao)
G97 S2400 M03 ;
G54 G00 X.49 Z.05;
G41 G01 X.5156 F.004 ;
Z-.05 ;
X.3438 Z-.25
Z-.5 ;
X.33; (Mover menos de .032; o valor necessrio para evitar o corte com um movimento de partida antes de TNC ser
cancelada).
G40 G00 X.25 ;
Z.05 ;
G28;
M30;
%
63 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Um Programa Invlido utilizando TNC e G70
Erro ao Cortar
COMPENSAO DO NARIZ DA FERRAMENTA E GEOMETRIA DO COMPRIMENTO DA FERRAMENTA
As geometrias de comprimento de ferramentas que utilizem a compensao do nariz da ferramenta so con-
fguradas da mesma forma que as ferramentas que no utilizem a compensao. Consulte a seco "Ferra-
mentas" deste manual, para obter detalhes acerca das ferramentas de toques fora e registo das geometrias
do comprimento da ferramenta. Quando confgurada uma nova ferramenta, o desgaste da geometria deve
ser defnido como zero.
Muitas vezes, uma ferramenta apresenta um desgaste no uniforme. Esta situao ocorre quando aconte-
cem cortes particularmente pesados numa das arestas da ferramenta. Neste caso, pode ser aconselhvel
ajustar o Desgaste da geometria de X ou Z em vez do Desgaste do raio. Ao ajustar o desgaste da geometria
X ou Z, o operador pode, frequentemente, compensar o desgaste do nariz da ferramenta no uniforme. O
desgaste da geometria do comprimento muda todas as dimenses para um nico eixo.
O design do programa pode no permitir ao operador compensar o desgaste, utilizando a mudana de
geometria do comprimento. O desgaste a ajustar pode ser determinado atravs da verifcao de vrias
dimenses de X e Z numa pea concluda. Resulta um desgaste uniforme em alteraes de dimenses se-
melhantes nos eixos X e Z e sugere que o desvio do desgaste do raio deve ser aumentado. O desgaste que
afecta as dimenses num eixo sugere apenas o desgaste da geometria do comprimento.
Um bom design do programa, com base na geometria da pea a ser cortada deve eliminar problemas de
desgaste no uniforme. Geralmente, confar nas ferramentas de acabamento que usam o raio inteiro da cor-
tadora para a compensao do nariz da ferramenta.
COMPENSAO DO NARIZ DA FERRAMENTAS EM CICLOS ENCAMISADOS
Alguns ciclos encamisados ignoram a compensao do nariz da ferramenta, esperam uma estrutura de codi-
fcao especfca ou executam a sua prpria actividade de ciclo encamisado (ver tambm a seco "Ciclos
encamisados").
Os ciclos encamisados que se seguem ignoram a compensao do raio do nariz da ferramenta. Cancele a
compensao do nariz antes de qualquer um destes ciclos encamisados.
G74 Ciclo de entalhe da face fnal, perfurao alargada
G75 O.D./I.D. Ciclo de entalhe da face fnal, perfurao alargada
G76 Ciclo de corte de rosca, passagem mltipla
G92 Ciclo de corte de rosca, modal
EXEMPLO DE PROGRAMAS QUE UTILIZAM A COMPENSAO DO NARIZ DA FERRAMENTA
Exemplo 1
Compensao do nariz da ferramenta geral utilizando os modos de interpolao padro G01/G02/G03.
64 Torno - Manual do operador
96-0229 rev Y 01-2010
.
B
C
A
S
P
Q
S
P
Q
Posio Inicial
Bloco de Incio
Bloco de Trmino
Exemplo de Geral de TNC
Preparao
Mudar a Defnio 33 para FANUC.
Confgure as seguintes ferramentas
Insero T1 com um raio de .0312, desbaste
Insero T2 com um raio de .0312, acabamento
Ferramenta larga de entalhes T3 .250 com um raio de .016/mesma ferramenta para os desvios 3 e 13
Ferra-
menta
Desvio X Z Raio Ponta
T1 01 -8.9650 -12.8470 .0312 3
T2 02 -8.9010 -12.8450 .0312 3
T3 03 -8.8400 -12.8380 .016 3
T3 13 -12.588 .016 4
Exemplo de programa Descrio
%
O0811 (G42 Teste BCA) (Exemplo 1)
N1 G50 S1000
T101 (Ferramenta 1, Desvio 1. Direco da
ponta para desvio 1 3)
G97 S500 M03
G54 G00 X2.1 Z0.1 (Mover para o ponto S)
G96 S200
G71 P10 Q20 U0.02 W0.005 D.1 F0.015 (Desbaste P para Q com T1 utilizando
G71 e TNC. Defnir sequncia PQ do
caminho da pea)
N10 G42 G00 X0. Z0.1 F.01 (P)(G71 Tipo II, TNC direito)
G01 Z0 F.005
X0.65
X0.75 Z-0.05
Z-0.75
G02 X1.25 Z-1. R0.25
G01 Z-1.5 (A)
G02 X1. Z-1.625 R0.125
G01 Z-2.5
G02 X1.25 Z-2.625 R0.125 (B)
G01 Z-3.5
65 Torno - Manual do operador
96-0229 rev Y 01-2010
X2. Z-3.75
N20 G00 G40 X2.1 (Cancelamento TNC)
G97 S500
G28 (Zero para a folga de mudana de fer-
ramenta)
M01
N2 G50 S1000
T202
G97 S750 M03 (Ferramenta 2, Desvio 2 Direco da
ponta 3)
G00 X2.1 Z0.1 (Mover para o ponto S)
G96 S400
G70 P10 Q20 (Acabar P para Q com T2 utilizando G70
e TNC)
G97 S750
G28 (Zero para a folga de mudana de fer-
ramenta)
M01
N3 G50 S1000
T303 (Ferramenta 3, Desvio 3 Direco da
ponta 3)
G97 S500 M03 (Entalhe para o ponto B utilizando
Desvio 3)
G54 G42 X1.5 Z-2.0 (Mover para o ponto C TNC direito)
G96 S200
G01 X1. F0.003
G01 Z-2.5
G02 X1.25 Z-2.625 R0.125 (B)
G40 G01 X1.5 (Cancelamento TNC- Entalhe para o
ponto A, utilizando Desvio 4)
T313 (Mudar desvio para o outro lado da fer-
ramenta)
G00 G41 X1.5 Z-2.125 (Mover para o ponto C - aproximao
de TNC)
G01 X1. F0.003
G01 Z-1.625
G03 X1.25 Z-1.5 R0.125 (A)
G40 G01 X1.6 (Cancelamento TNC)
G97 S500
G28
M30
%
Note que utilizado o modelo sugerido do captulo anterior para G70. Note tambm que a compensao
activada na sequncia PQ, mas cancelada aps a concluso de G70.
Exemplo 2
TNC com um ciclo encamisado de desbaste G71
66 Torno - Manual do operador
96-0229 rev Y 01-2010
Preparao
Mudar a Defnio 33 para FANUC.
Ferramentas
Insero T1 com um raio de .032, desbaste
Desvio Ferramenta Raio Ponta
T1 01 .032 3
Exemplo de programa Descrio
%
O0813 (Exemplo 3)
G50 S1000
T101 (Seleccionar ferramenta 1)
G00 X3.0 Z.1 (Rpido para o ponto de incio)
G96 S100 M03
G71 P80 Q180 U.01 W.005 D.08 F.012 (Desbaste P para Q com T1 utili-
zando G71 e TNC Defnir sequncia
PQ do caminho da pea)
N80 G42 G00 X0.6 (P)(G71 Tipo I, TNC direito)
G01 Z0 F0.01 (Incio do caminho da pea de
acabamento)
X0.8 Z-0.1 F0.005
Z-0.5
G02 X1.0 Z-0.6 I0.1
G01 X1.5
X2.0 Z-0.85
Z-1.6
X2.3
G03 X2.8 Z-1.85 K-0.25
G01 Z-2.1 (Q) (Fim do caminho da pea)
N180 G40 G00 X3.0 M05 (Cancelamento TNC)
G28 (Zero X para a folga de mudana de
ferramenta)
M30
%
Note que esta pea um caminho G71 Tipo I. Ao utilizar-se TNC muito incomum haver um caminho de
Tipo II, pois os mtodos de compensao apenas conseguem compensar a ponta da ferramenta numa di-
reco.
Exemplo 3
TNC com um ciclo encamisado de desbaste G72
67 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Z-1.600 Z-.900
Z-.600
.000
X 3.0
X 2.0
X 1.4
X .8
X 1.0
R .100
Preparao
Denio 33 Ferra-
mentas FANUC
Insero T1 com um raio de .032, desbaste
Insero T2 com um raio de .016, acabamento
Ferramenta Desvio Raio Ponta
T1 01 .032 3
T2 02 .016 3
23 Graus
45 x .100
TNC com Exemplo G72
Exemplo de programa Descrio
%
O0813 (Exemplo 3)
G50 S1000
T101 (Seleccionar ferramenta 1)
G00 X3.0 Z.1 (Rpido para o ponto de incio)
G96 S100 M03
G71 P80 Q180 U.01 W.005 D.08 F.012 (Desbaste P para Q com T1 utilizando
G71 e TNC Defnir sequncia PQ do
caminho da pea)
N80 G42 G00 X0.6 (P)(G71 Tipo I, TNC direito)
G01 Z0 F0.01 (Incio do caminho da pea de aca-
bamento)
X0.8 Z-0.1 F0.005
Z-0.5
G02 X1.0 Z-0.6 I0.1
G01 X1.5
X2.0 Z-0.85
Z-1.6
X2.3
G03 X2.8 Z-1.85 K-0.25
G01 Z-2.1 (Q) (Fim do caminho da pea)
N180 G40 G00 X3.0 M05 (Cancelamento TNC)
G28 (Zero X para a folga de mudana de
ferramenta)
M30
%
G72 utilizado em vez de G71 uma vez que os impulsos de desbaste em X so mais longos que os impul-
sos de desbaste de Z de um G71. Por conseguinte, mais efcaz utilizar G72.
Exemplo 4
TNC com um ciclo encamisado de desbaste G73
Preparao
Mudar a Defnio 33 para FANUC
Ferramentas
Insero T1 com um raio de .032, desbaste
68 Torno - Manual do operador
96-0229 rev Y 01-2010
Insero T2 com um raio de .016, acabamento
Desvio Ferramenta Raio Ponta
T1 01 .032 3
T2 02 .016 3
Exemplo de programa Descrio
%
O0815 (Exemplo 4)
T101 (Seleccionar Ferramenta 1)
G50 S1000
G00 X3.5 Z.1 (Mover para o ponto S)
G96 S100 M03
G73 P80 Q180 U.01 W0.005 I0.3 K0.15 D4 F.012 (Desbaste P para Q com T1
utilizando G73 e TNC)
N80 G42 G00 X0.6 (Sequncia PQ do caminho
da pea, G72 Tipo I, TNC
direito)
G01 Z0 F0.1
X0.8 Z-0.1 F.005
Z-0.5
G02 X1.0 Z-0.6 I0.1
G01 X1.4
X2.0 Z-0.9
Z-1.6
X2.3
G03 X2.8 Z-1.85 K-0.25
G01 Z-2.1
N180 G40 X3.1 (Q)
G00 Z0.1 M05 (Cancelamento TNC)
(******Sequncia de trmino opcional*****)
G28 (Zero para a folga de mudan-
a de ferramenta)
M01
T202 (Seleccionar ferramenta 2)
N2 G50 S1000
G00 X3.0 Z0.1 (Mover para o ponto de incio)
G96 S100 M03
G70 P80 Q180 (Acabar P para Q com T2
utilizando G70 e TNC)
G00 Z0.5 M05
G28 (Zero para a folga de mudan-
a de ferramenta)
M30
%
G73 melhor utilizado quando pretender remover uma quantidade consistente de material dos eixos X e Z.
69 Torno - Manual do operador
96-0229 rev Y 01-2010
Exemplo 5
TNC com um ciclo de rotao de desbaste modal G90
.
X 3.0
X 2.3476
X .500
Preparao
Denio 33 Ferra-
mentas FANUC
Insero T1 com um raio de .032, desbaste
Ferramenta Desvio Raio Ponta
T1 01 .032 3
30 Graus
TNC com Exemplo G90
Exemplo de programa Descrio
%
O0816 (Exemplo 5)
T101 (Seleccionar ferramenta 1)
G50 S1000
G00 X4.0 Z0.1 (Mover para o ponto de incio)
G96 S100 M03
(DESBASTE A NGULO DE 30 GRAUS PARA
X2. E Z-1.5 USANDO G90 E TNC)
G90 G42 X2.55 Z-1.5 I-0.9238 F0.012
X2.45 (Passagens adicionais opcionais)
X2.3476
G00 G40 X3.0 Z0.1 M05 (Cancelamento TNC)
G28 (Zero para a folga de mudana
de ferramenta)
M30
%
Exemplo 6
TNC com um ciclo de rotao de desbaste modal G94
.
X 1.000
Z 1.277 Z .700
Z .000
X 3.000
Preparao
Denio 33 Ferra-
mentas FANUC
Insero T1 com um raio de .032,
desbaste
Ferramenta Desvio Raio Ponta
T1 01 .032 3
30 Graus
TNC com Exemplo G94
Exemplo de programa Descrio
%
O0817 (Exemplo 6)
G50 S1000
70 Torno - Manual do operador
96-0229 rev Y 01-2010
T101 (Seleccionar ferramenta 1)
G00 X3.0 Z0.1 (Mover para o ponto de incio)
G96 S100 M03
G94 G41 X1.0 Z-0.5 K-0.577 F.03 (Desbastar ngulo de 30 para X1. e Z-0.7
utilizando G94 e TNC)
Z-0.6 (Passagens adicionais opcionais)
Z-0.7
G00 G40 X3. Z0.1 M05 (Cancelamento TNC)
G28 (Zero para a folga de mudana de ferra-
menta)
M30
%
PONTA DA FERRAMENTA IMAGINRIA E DIRECO
Num torno no fcil determinar o centro do raio de uma ferramenta. As arestas de corte so defnidas ao
tocar fora de uma ferramenta para registar a geometria da ferramenta. O controlo pode calcular onde se
encontra o centro do raio da ferramenta, utilizando informaes acerca das arestas, o raio da ferramenta e
a direco em que se espera que a cortadora corte. Os desvios de geometria do eixo X e Z cruzam-se num
ponto, chamado a Ponta da ferramenta imaginria, que ajuda na determinao da direco da ponta da fer-
ramenta. A Direco da ponta da ferramenta determinada por um vector com origem no centro do raio da
ferramenta e que se estende at ponta da ferramenta imaginria, veja os seguintes valores.
A direco da ponta da ferramenta de cada ferramenta codifcada com um nmero inteiro de 0 a 9. O c-
digo de direco da ponta encontra-se junto ao desvio do raio na pgina de desvios de geometria. Recomen-
da-se que seja especifcada uma direco de ponta para todas as ferramentas que utilizem a compensao
do nariz da ferramenta. A fgura que se segue um resumo do esquema de codifcao da ponta juntamente
com exemplos de orientao da cortadora.
Note que a ponta indica para a pessoa de confguraro, como o programador tenciona medir a geometria de
desvio da ferramenta. Por exemplo, se a folha de confgurao mostrar a direco da ponta 8, o programador
tenciona que a geometria da ferramenta seja na aresta e na linha central da insero da ferramenta.
71 Torno - Manual do operador
96-0229 rev Y 01-2010
.
0
1
2
3
4
5
6
7
8
9
Cdi-
go da
Ponta
Orientao Imaginria
da Ponta da
Ferramenta
Localizao
do Centro da
Ferramenta
Cdi-
go da
Ponta
Orientao Imaginria
da Ponta da
Ferramenta
Localizao
do Centro da
Ferramenta
Zero (0) indica uma direco
no especicada. Geralmente
no utilizada quando se
pretende Compensao do
Nariz da Ferramenta.
Direco X+, Z+:
Desligar ferramenta
Direco X+, Z-:
Desligar ferramenta
Direco X-, Z-:
Desligar ferramenta
Direco X-, Z+:
Desligar ferramenta
Direco Z+:
Aresta da
ferramenta
Direco X+:
Aresta da
ferramenta
Direco Z-:
Aresta da
ferramenta
Direco X-:
Aresta da
ferramenta
Mesmo que
Ponta 0
PROGRAMAR SEM A COMPENSAO DO NARIZ DA FERRAMENTA
Clculo manual da compensao
Ao programar uma linha recta nos eixos X ou Z, a ponta da ferramenta toca a pea no mesmo ponto que to-
caram os desvios da ferramenta originais nos eixos X e Z. No entanto, ao programar um chanfro ou ngulo, a
ponta no toca na pea nos mesmos pontos. O local onde a ponta toca depende do grau do ngulo a cortar
e do tamanho da insero da ferramenta. Pode ocorrer sobre- ou subcorte quando se programa uma pea
sem qualquer compensao.
As pginas que se seguem contm tabelas e ilustraes que demonstram como calcular a compensao
para programar a pea com preciso.
Juntamente com cada grfco esto trs exemplos de compensao, utilizando ambos os tipos de inseres
e cortes em trs ngulos diferentes. Junto a cada ilustrao encontra-se um programa de amostra e uma
explicao sobre como a compensao foi calculada.
Consulte as ilustraes nas pginas seguintes.
A ponta da ferramenta mostrada como um crculo, com os pontos X e Z realados. Estes pontos designam
onde os desvios do dimetro de X e da face de Z so tocados.
Cada ilustrao uma pea com um dimetro de 3", com linhas que se prolongam a partir da pea e se cru-
zam em ngulos de 30, 45 e 60.
O ponto em que a ponta da ferramenta se cruza com as linhas onde o valor da compensao medido.
72 Torno - Manual do operador
96-0229 rev Y 01-2010
O valor da compensao a distncia da face da ponta da ferramenta ao canto da pea. Note que a ponta
da ferramenta est um pouco desviada do canto da pea; esta situao ocorre , de modo a que a ponta da
ferramenta esteja na posio correcta para fazer o movimento seguinte e evitar qualquer sobre- ou sub-corte.
Utilize os valores do grfcos (tamanho do ngulo e do raio) para calcular a correcta posio do caminho da
ferramenta para o programa.
GEOMETRIA DA COMPENSAO DO NARIZ DA FERRAMENTA
A fgura que se segue mostra as vrias geometrias para a compensao do nariz da ferramenta. Est orga-
nizada em quatro categorias de interseco. As interseces podem ser: 1) linear para linear, 2) linear para
circular, 3) circular para linear, ou 4) circular para circular. Para alm destas categorias, as interseces esto
classifcadas em ngulo de interseco e aproximao, modo para modo ou movimentos de partida.
So suportados dois tipos de compensao FANUC, Tipo A e Tipo B. A compensao predefnida a de Tipo
A.
Linear-para-Linear (Tipo A)
.
G41
G41
G41
G42
G42
G42
r r
r
r
r
r
r
r
r r
r r
r r
r
r
r
r
r
r
r
r
r
r
ngulo: <90
ngulo: >180
ngulo: >=90, <180
Aproximao Modo para Modo Partida
Aproximao Modo para Modo Partida
Aproximao Modo para Modo Partida
73 Torno - Manual do operador
96-0229 rev Y 01-2010
Linear-para-Circular (Tipo A)
.
G41
G41
G41
G42
G42
G42
r
r
r
r
r
r
r
r
r
r
c
r
r
r
ngulo: <90
ngulo: >180
ngulo: >=90, <180
Aproximao Modo para Modo Partida
No
Permitido
No
Permitido
No
Permitido
No
Permitido
No
Permitido
No
Permitido
Aproximao Modo para Modo Partida
Aproximao Modo para Modo Partida
Circular-para-Linear (Tipo A)
.
G41
G41
G41
G42
G42
G42
ngulo: <90
ngulo: >180
ngulo: >=90, <180
Aproximao Modo para Modo Partida
Aproximao Modo para Modo Partida
Aproximao Modo para Modo Partida
No
Permitido
No
Permitido
No
Permitido
No
Permitido
No
Permitido
No
Permitido
74 Torno - Manual do operador
96-0229 rev Y 01-2010
Grfco de raio e ngulo da ferramenta (RAIO 1/32)
A medio X calculada com base no dimetro da pea.
N-
GULO
Xc TRANS-
VERSAL
Zc LONGITUDINAL N-
GULO
Xc TRANS-
VERSAL
Zc LONGITUDINAL
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
.0010
.0022
.0032
.0042
.0052
.0062
.0072
.0082
.0092
.01
.0011
.0118
.0128
.0136
.0146
.0154
.0162
.017
.018
.0188
.0196
.0204
.0212
.022
.0226
.0234
.0242
.025
.0256
.0264
.0272
.0278
.0286
.0252
.03
.0306
.0314
.032
.0326
.0334
.034
.0346
.0354
.036
.0366
.0310
.0307
.0304
.0302
.0299
.0296
.0293
.0291
.0288
.0285
.0282
.0280
.0277
.0274
.0271
.0269
.0266
.0263
.0260
.0257
.0255
.0252
.0249
.0246
.0243
.0240
.0237
.0235
.0232
.0229
.0226
.0223
.0220
.0217
.0214
.0211
.0208
.0205
.0202
.0199
.0196
.0193
.0189
.0186
.0183
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
62.
63.
64.
65.
66.
67.
68.
69.
70.
71.
72.
73.
74.
75.
76.
77.
78.
79.
80.
81.
82.
83.
84.
85.
86.
87.
88.
89.
.0372
.0378
.0386
.0392
.0398
.0404
.0410
.0416
.0422
.0428
.0434
.0440
.0446
.0452
.0458
.0464
.047
.0474
.0480
.0486
.0492
.0498
.0504
.051
.0514
.052
.0526
.0532
.0538
.0542
.0548
.0554
.056
.0564
.057
.0576
.0582
.0586
.0592
.0598
.0604
.0608
.0614
.062
.0180
.0177
.0173
.0170
.0167
.0163
.0160
.0157
.0153
.0150
.0146
.0143
.0139
.0136
.0132
.0128
.0125
.0121
.0117
.0113
.0110
.0106
.0102
.0098
.0094
.0090
.0085
.0081
.0077
.0073
.0068
.0064
.0059
.0055
.0050
.0046
.0041
.0036
.0031
.0026
.0021
.0016
.0011
.0005
75 Torno - Manual do operador
96-0229 rev Y 01-2010
Circular-para-Circular (Tipo A)
.
G41
G41
G41
G42
G42
G42
r
r
r
r
r
r
r
r
ngulo: <90
ngulo: >180
ngulo: >=90, <180
Aproximao Modo para Modo Partida
Aproximao Modo para Modo Partida
Aproximao Modo para Modo Partida
No
Permitido
No
Permitido
No
Permitido
No
Permitido
No
Permitido
No
Permitido
No
Permitido
No
Permitido
No
Permitido
No
Permitido
No
Permitido
No
Permitido
Diagrama de clculo do raio do nariz da ferramenta
.
C
L
Z0
Z -1.2683
Z
X
Z
X
45
0
C
L
30
o
X.4736
Z - 2.1651
Z - 1.250
X.4634
Z - 2.188
Z
X
X
Z
G0 X0 Z.1
G1 Z0
X.4736
X 3.0 Z-2.188
G0 X0 Z.1
G1 Z0
X.4634
X 3.0 Z-1.2683
Z0
Comp Z = .0229
Comp. X = .0264
.5" Dia.
3" Dia.
3" Dia.
.5" Dia.
Comp. X = .0366
Comp Z
= .0183
1/32 TNR
1/32 TNR
1/32 TNR
1/32 TNR
Programa
Programa
Cdigo Compensao (1/32 TNR)
(X.5 Comp. 0.0264)
(Comp Z-2.1651 0.0229)
Nota: Valor de Compensao Para ngulo
de 30
Cdigo
Compensao (1/32 TNR)
(X.5 Comp. 0.0366)
(Comp. Z-1.250+ 0.0183)
Nota: Valor de Compensao Para
ngulo de 45
76 Torno - Manual do operador
96-0229 rev Y 01-2010
Diagrama de clculo do raio do nariz da ferramenta
.
C
L
30
o Z-2.1651
X.4868
X.4817
X.4772
Z
X
X
Z
Z
X
Z
X
G0 X0 Z.1
G1 Z0
X.4772
X 3.0 Z-.467
Z
X
Z
X
60
0
45
0 Z-1.25
Z-.7217
.
. Z0
G0 X0 Z.1
G1 Z0
X.4868
X 3.0 Z-2.1765
Z0
C
L
Z0
C
L
G0 X0 Z.1
G1 Z0
X.4816
X 3.0 Z-1.2592
Z-2.1765
Z-1.2592
Z-.7283
Comp Z
= .0114
Comp. X = .0132
.5" Dia.
3" Dia.
3" Dia.
3" Dia.
.5" Dia.
.5" Dia.
Comp. X = .0184
Comp Z = .0092
Comp Z = .0066
Comp. X = .0228
1/64 TNR
Programa
Cdigo Compensao (1/64 TNR)
(X.5 Comp. 0.0228)
(Comp Z-.7217 +0.0066)
Nota: Utilizando Valores de Compensa-
o Para 60
Programa
Cdigo Compensao (1/64 TNR)
(X.5 Comp. 0.0132)
(Comp Z-2.1651 0.0114)
Nota: Utilizando Valores de Compensao
Para 30
1/64 TNR
1/64 TNR
1/64 TNR
1/64 TNR
1/64 TNR
Cdigo Compensao (1/64 TNR)
(X.5 Comp. 0.0184)
(Comp Z-1.25 +0.0092)
Nota: Utilizando Valores de Compensao
Para 45
Programa
77 Torno - Manual do operador
96-0229 rev Y 01-2010
Grfco de raio e ngulo da ferramenta (RAIO 1/64)
A medio X calculada com base no dimetro da pea.
N-
GULO
Xc TRANS-
VERSAL
Zc LONGITUDINAL N-
GULO
Xc TRANS-
VERSAL
Zc LONGITUDINAL
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
.0006
.0001
.0016
.0022
.0026
.0032
.0036
.0040
.0046
.0050
.0054
.0060
.0064
.0068
.0072
.0078
.0082
.0086
.0090
.0094
.0098
.0102
.0106
.011
.0014
.0118
.012
.0124
.0128
.0132
.0136
.014
.0142
.0146
.015
.0154
.0156
.016
.0164
.0166
.017
.0174
.0176
.018
.0184
.0155
.0154
.0152
.0151
.0149
.0148
.0147
.0145
.0144
.0143
.0141
.0140
.0138
.0137
.0136
.0134
.0133
.0132
.0130
.0129
.0127
.0126
.0124
.0123
.0122
.0120
.0119
.0117
.0116
.0114
.0113
.0111
.0110
.0108
.0107
.0103
.0104
.0102
.0101
.0099
.0098
.0096
.0095
.0093
.0092
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
62.
63.
64.
65.
66.
67.
68.
69.
70.
71.
72.
73.
74.
75.
76.
77.
78.
79.
80.
81.
82.
83.
84.
85.
86.
87.
88.
89.
.00186
.0019
.0192
.0196
.0198
.0202
.0204
.0208
.021
.0214
.0216
.022
.0222
.0226
.0228
.0232
.0234
.0238
.024
.0244
.0246
.0248
.0252
.0254
.0258
.0260
.0264
.0266
.0268
.0272
.0274
.0276
.0280
.0282
.0286
.0288
.029
.0294
.0296
.0298
.0302
.0304
.0308
.031
.0090
.0088
.0087
.0085
.0083
.0082
.0080
.0078
.0077
.0075
.0073
.0071
.0070
.0068
.0066
.0064
.0062
.0060
.0059
.0057
.0055
.0053
.0051
.0049
.0047
.0045
.0043
.0041
.0039
.0036
.0034
.0032
.0030
.0027
.0025
.0023
.0020
.0018
.0016
.0013
.0011
.0008
.0005
.0003
78 Torno - Manual do operador
96-0229 rev Y 01-2010
PROGRAMAO
Os controlos CNC utilizam uma grande variedade de sistemas de coordenadas e desvios, que permitem
controlar a localizao do ponto da ferramenta na pea. Este captulo descreve a interaco entre os vrios
sistemas de coordenadas e desvios de ferramentas.
Sistema de coordenadas efectivo
O sistema de coordenadas efectivo o total da soma de todos os sistemas de coordenadas e desvios em
vigor. o sistema que apresentado sob o rtulo "Trabalho" no visor de posies. tambm o mesmo que
os valores programados num programa de cdigo G, assumindo que no est a ser executada a Compensa-
o do nariz da ferramenta. Coordenada Efectiva = coordenada global + coordenada comum+ coordenada
de trabalho + coordenada secundria + desvios de ferramenta.
Sistemas de Coordenada de Trabalho FANUC - As coordenadas de trabalho so uma mudana de co-
ordenadas opcional e adicional em relao ao sistema de coordenadas global. Existem 26 sistemas de co-
ordenadas de trabalho disponveis num controlo Haas, designadas de G54 a G59 e de G110 a G129. G54
a coordenada de trabalho em vigor quando o controlo est ligado. A ltima coordenada de trabalho mantm-
se em vigor at ser utilizada outra coordenada de trabalho ou at que a mquina seja desligada. A seleco
de G54 pode ser anulaada, assegurando que os valores de X e Z na pgina de desvios do trabalho para G54
esto defnidos como zero.
Sistema de Coordenada Secundria FANUC - Um sistema de coordenadas secundrio um sistema de
coordenadas dentro de uma coordenada de trabalho. S existe um sistema de coordenadas secundrio
disponvel e defnido atravs do comando G52. Qualquer G52 defnido durante um programa, removido
depois do programa concluir com um M30, Reset ou encerramento.
Sistema de Coordenada Comum FANUC - O sistema de coordenadas comum (Comm) encontra-se na
segunda pgina do visor de desvios de coordenadas de trabalho, mesmo abaixo do sistema de coordena-
das global (G50). O sistema de coordenadas comum guardado na memria depois de desligar a corrente.
O sistema de coordenadas comum pode ser alterado manualmente com o comando G10 ou utilizando
variveis da macro.
Troca da Coordenada de Trabalho YASNAC - Os controlos YASNAC discutem uma mudana de coordena-
das de trabalho. Serve a mesma funo que o sistema de coordenadas comum. Quando a Defnio 33 est
defnida como YASNAC, apresentada na pagina do visor de desvios de trabalho como T00.
Sistema de Coordenada da Mquina YASNAC - As coordenadas efectivas retiram o valor das coordenadas
zero da mquina. As coordenadas da mquina podem ser referenciadas, especifcando G53 com X e Z num
bloco de movimento.
Desvios da Ferramenta YASNAC - Existem dois desvios disponveis: Desvios de geometria e desvios de
desgaste. Os desvios de geometria ajustam diferentes comprimentos e larguras das ferramentas, de modo
a que cada ferramenta chegue ao mesmo plano de referncia. Os desvios de geometria so, normalmente,
concludos no momento da confgurao e permanecem fxos. Os desvios de desgaste permitem ao opera-
dor proceder a pequenos ajustes nos desvios de geometria para compensar o desgaste normal da ferra-
menta. Os desvios de desgaste so, normalmente, zero no incio de um ciclo de produo e podem mudar
medida que o tempo avana. Num sistema compatvel com FANUC, os desvios de geometria e desgaste so
utilizados no clculo do sistema de coordenadas efectivas.
Os desvios da Geometria no esto disponveis; so substitudos pelos desvios da troca da ferramenta (50
desvios de troca da ferramenta numerados entre 51 e 100). Os desvios de mudana da ferramenta YASNAC
modifcam as coordenadas globais para permitir comprimentos da ferramenta variveis. Os desvios de mu-
dana da ferramenta devem ser utilizados antes de invocar a utilizao de uma ferramenta, com um coman-
do G50 Txx00. O desvio de mudana de ferramenta substitui qualquer desvio de mudana global calculado e
um comando G50 substitui uma mudana de ferramenta seleccionada previamente.
79 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Z
C
L
X
/
2
Deslocamento
da Ferramenta
51
Deslocamento da Ferramenta 51
Mquina
(0,0)
G50 Desvio de Trabalho
(0,0)
Fuso
000101
N1 G51 (Retorna a Mquina a
Zero)
N2 G50 T5100; (Desvio Para
Ferramenta 1)
.
.
.
%
G50 YASNAC Alterao de Ferramenta
Defnio automtica de desvios da ferramenta
Os desvios da ferramenta so registados automaticamente, utilizando a tecla MEDID DI X ou MEDID FACE
Z. Se o desvio de trabalho comum, global ou actualmente seleccionado tiver valores atribudos, o desvio da
ferramenta registado difere das coordenadas da mquina por estes valores. Depois de confgurar as fer-
ramentas para um trabalho, todas as ferramentas devem ser comandadas para um ponto de referncia de
coordenada X, Z seguro como um local de mudana de ferramenta.
Sistema de coordenadas global (G50)
O sistema de coordenadas global um sistema de coordenada nica, que afasta todas as coordenadas de
trabalho e desvios da ferramenta do zero da mquina. O sistema de coordenadas global calculado pelo
controlo para que a localizao da mquina actual se transforme nas coordenadas efectivas atravs de
um comando G50. Os valores do sistema de coordenadas globais calculados podem ser vistos no visor de
desvios de coordenadas de trabalho, mesmo por baixo do desvio de trabalho auxiliar 129. O sistema de co-
ordenadas globais reposto em zero automaticamente quando o controlo CNC ligado. A coordenada global
no alterada ao premir REPOR.
SUGESTES E TRUQUES
Programao
Os programas breves repetidos muitas vezes no repem o tapete de chip se a funo de intermitncia
estiver activada. O tapete continua para o incio e paragem nos momentos comandados. Ver Defnies 114
e 115.
O ecr mostra as cargas no veio e no eixo, a velocidade e alimentao actuais, posies e os cdicos ac-
tualmente activos enquanto um programa executado. Mudar os modos de exibio mudar a informao
exibida.
Para limpar desvios e variveis de macro, prima ORIGEM no ecr de Desvios (Macros). O controlo mostra
o comando: Zero All (Todos zero (S/N)). Se for introduzdio "S", todos os Desvios (Macros) apresentados na
rea sero repostos a zero. Os valores nas pginas do visor Current Commands (Comandos actuais) tam-
bm podem ser eliminados. Os registos Vida da ferramenta, Carga da ferramenta e Temporizador podem ser
limpos, seleccionando aquele a limpar e premindo ORIGEM. Para limpar todos os contedos numa coluna,
coloque o cursor no topo da coluna, num ttulo e prima ORIGEM.
possvel seleccionar outro programa rapidamente, introduzindo, simplesmente, o nmero do programa
(Onnnnn) e premindo a seta para cima ou para baixo. A mquina tem de estar no modo Mem ou Edit. Pes-
quisar um comando especfco num programa tambm pode ser conseguido em Mem ou Edit. Introduza o
cdigo de endereo (A, B, C etc.) ou o cdigo de endereo e o valor. (A1.23) e prima o boto de seta para
cima ou para baixo. Se o cdigo de endereo for introduzido sem um valor, a pesquisa pra na utilizao
seguinte dessa letra.
Transfra ou grave um programa em MDI na lista de programas, posicionando o cursor no incio do programa
MDI, introduza um nmero de programa (Onnnnn) e prima Alterar.
Reviso de Programa - A Reviso do programa permite percorrer e rever o programa activo no lado direito
80 Torno - Manual do operador
96-0229 rev Y 01-2010
do ecr, enquanto visualiza o programa a ser executado no lado esquerdo do ecr. Para introduzir a Reviso
do Programa, prima F4 enquanto a janela de edio que contm o programa est activa.
Editar no Fundo - Esta funo permite a edio de programao durante a execuo de um programa.
Prima EDITAR at janela de Edio de segundo plano (no lado direito do ecr) estar activa. Seleccione um
programa para editar da lista e prima ESCREVER/INTRODUZIR. Prima SELECCIONAR PROG desta janela
para seleccionar outro programa. possvel editar o programa durante a execuo; no entanto, as edies
no programa em execuo s entram em vigor quando o programa terminar com um M30 ou RESET.
Janela de Zoom de Grfcos - F2 activa a janela de zoom quando estiver no modo de grfcos. PGINA
PARA BAIXO aumenta o zoom e PGINA PARA CIMA expande a vista. Utilize as teclas de setas para movi-
mentar a janela sobre a rea pretendida da pea e prima ESCREVER/INTRODUZIR. Prima F2 e INCIO para
ver a vista de tabela completa.
Copiar Programas - No modo Editar, possvel copiar um programa para outro programa, uma linha ou um
bloco de linhas num programa. Comece por defnir um bloco com a tecla F2, depois coloque o cursor na l-
tima linha do programa para defnir, prima F2 ou ESCREVER/INTRODUZIR para realar o bloco. Seleccione
outro programa para copiar a seleco. Coloque o cursor no ponto em que o bloco copiado ser colocado e
prima Insert (Inserir).
Carregar Ficheiros - Carregar vrios fcheiros seleccionando-os no responsvel do dispositivo, depois prima
F2 para seleccionar um destino.
Editar Programas - Premir a tecla F4 no modo Editor exibir outra verso do programa actual na janela
direita. possvel editar diferentes partes dos programas alternadamente, premindo a EDITAR para mudar
de um lado para o outro. O programa actualizado depois de mudar para o outro programa.
Duplicar um Programa - Utilizando o modo Lista de programas, possvel duplicar o programa existente.
Para faz-lo, seleccione o nmero do programa que pretende duplicar, escreva o nmero de um novo pro-
grama (Onnnnn) e prima F2. Tal tambm pode ser feito atravs do menu de ajuda pop-up. Prima F1, depois
seleccione a opo da lista. Escreva o nome do novo programa e prima ESCREVER/INTRODUZIR.
Diversos programas podem ser enviados para a porta de srie. Seleccione os programas desejados da lista
de programas destacando-os e premindo ESCREVER/INTRODUZIR. Prima ENVIAR RS232 para transferir
os fcheiros.
Desvios
Introduzir desvios: Premir ESCREVER/INTRODUZIR adiciona o nmero introduzido ao valor seleccionado
pelo cursor. Premir F1 substitui o registo do desvio seleccionado pelo cursor. Premir F2 introduzir o valor
negativo como o desvio.
Premir DESVIO alterna entre as janelas de Desvios de comprimento da ferramenta e Desvio zero do tra-
balho.
Defnies e Parmetros
O interruptor de incrementos utilizado para percorrer as defnies e parmetros, quando no no modo de
incrementos. Introduza um nmero de parmetro ou de defnio conhecido e prima a tecla de seta cima ou
baixo para o seleccionar.
Este controlo pode desligar-se automaticamente utilizando as defnies. Estas defnies so: Defnio 1
para desligar depois da mquina estar inactiva durante nn minutos e Defnio 2 para desligar quando M30
for executado.
Bloqueio da memria (Defnio 8) quando est Ligada, as funes de edio da memria esto blo-
queadas. Quando est Desligada, a memria pode ser modifcada.
Dimensionar (Defnio 9) muda de Inch (Polegada) para MM; esta alterao muda todos os valores.
Repor o ponteiro do programa (Defnio 31), activa e desactiva o ponteiro do programa, voltando ao incio
81 Torno - Manual do operador
96-0229 rev Y 01-2010
do programa.
Escala de Nmero Inteiro F (Defnio 77), utilizado para alterar a interpretao da taxa de alimentao.
Uma taxa de alimentao pode ser mal interpretada se no existir um ponto decimal no comando Fnn. As
seleces para esta defnio pode ser "Predefnido" para reconhecer uma 4 casa decimal. Outra seleco
"Inteiro", que reconhece uma taxa de alimentao para uma posio decimal seleccionada para uma taxa de
alimentao que no tenha uma casa decimal.
Arredondamento do canto mx. (Defnio 85) utilizado para defnir a preciso de arredondamento do canto
exigido pelo utilizador. possvel programa qualquer taxa de alimentao at ao mximo sem erros acima
dessa defnio. O controlo s abranda nas curvas apenas quando necessrio.
Repor substituio de reposies (Defnio 88) activa e desactiva a tecla Reset (Repor), colocando as sub-
stituies a 100%.
Incio do ciclo / Suspenso da alimentao (Defnio 103 ) quando esta defnio est em On (Ligada), tem
de premir e manter sob presso Cycle Start (Incio do ciclo) para executar um programa. Soltar Cycle Start
(Incio do ciclo), gera uma condio de Feed Hold (Suspenso da alimentao).
Interruptor de Incrementos para Bloco nico (Defnio 104 ) pode ser utilizado para percorrer um programa.
Inverter o interruptor de incrementos gera uma condio de Feed Hold (Suspenso da alimentao).
Bloqueio do desvio (Defnio 119) impede o operador de alterar qualquer um dos desvios.
Bloqueio da Varivel da Macro (Defnio 120) impede o operador de alterar qualquer uma das variveis da
macro.
Funcionamento
Interruptor de Bloqueio da Memria - impede o operador de editar programas e de alterar as defnies a
partir da posio bloqueada.
Tecla G28 de Incio - Repe todos os eixos na posio zero. Para enviar apenas um eixo para o incio da
mquina, introduza a letra do eixo e prima INCIO G28. Para colocar todos os eixos em zero no visor Pos-
to-Go, no interruptor de incrementos, prima qualquer modo de funcionamento (Edit, Mem, MDI, etc.) e, em
seguida, voltar ao Handle Jog (Interruptor de incrementos). Cada eixo pode ser colocado a zero indepen-
dentemente para mostrar uma posio relativa para o zero seleccionado. Para faz-lo, avance para a pgina
Pos-Oper, aceda ao modo do interruptor de incrementos, posicione os eixos na posio pretendida e prima
ORIGEM para colocar esse visor a zero. Alm disso, possvel introduzir um nmero para o visor da posio
do eixo. Para faz-lo, introduza um eixo e o nmero, por exemplo, X2.125 e, em seguida, ORIGEM.
Vida da ferramenta - Dentro da pgina Current Commands (Comandos actuais) existe um monitor da vida
da ferramenta (utilizao). Este registo conta de cada vez que a ferramenta utilizada. O monitor da vida da
ferramenta pra a mquina depois da ferramenta chegar ao valor na coluna de alarmes.
Sobrecarga da ferramenta A carga da ferramenta pode ser defnida no monitor Carga da ferramenta, que
muda o funcionamento normal da mquina caso atinja a carga da ferramenta defnida para essa ferramenta.
Quando encontrada uma condio de sobrecarga da ferramenta, podem ser defnidas quatro aces
atravs da Defnio 84.
Alarme Gera um alarme
Suspenso da alimentao Pra a alimentao
Sinal sonoro Emite um alarme sonoro
Alimentao automtica Aumenta ou reduz automaticamente a taxa de alimentao
A velocidade do fuso pode ser verifcada atravs do visor "Acto" de Comandos Actuais. As RPM do eixo do
veio das ferramentas elctricas tambm so apresentadas nesta pgina.
possvel seleccionar um eixo para incrementar, introduzindo o nome desse eixo na linha de entrada e pre-
82 Torno - Manual do operador
96-0229 rev Y 01-2010
mindo INTERRUPTOR DE INCREMENTOS.
O visor Help (Ajuda) apresenta todos os cdigos G e M listados. Estes esto disponveis dentro do primeiro
separador do menu de separadores Ajuda.
As velocidades de Jogging (Incrementar) de 100, 10, 1.0 e 0.1 polegadas por segundo podem ser ajustadas
atravs dos botes Feed Rate Override (Substituio da taxa de alimentao). Isto d 10% a 200% adicio-
nais ao controlo.
Calculator (Calculadora)
O nmero na caixa da calculadora pode ser transferido para a linha de entrada de dados, premindo F3 no
modo Editar ou MDI. Desta forma, transfere o nmero da caixa da calculadora para a memria intermdia de
Edit ou MDI (introduza uma letra X, Z, etc., para o comando a utilizar com o nmero a partir da calculadora).
Os dados de Trig, Circular ou Fresagem realados podem ser transferidos para carregar, somar, subtrair,
multiplicar ou dividir na calculadora, seleccionando o valor e premindo F4.
Podem ser introduzidas expresses simples na calculadora. Por exemplo, 23*4-5.2+6/2, ser avaliado ao
premir a tecla ESCREVER/INTRODUZIR e o resultado (89.8 neste caso), apresentado na caixa da calcula-
dora.
SISTEMA DE PROGRAMAO INTUITIVA (IPS)
Introduo
O software opcional do Sistema de Programao Intuitiva (IPS) simplifca o desenvolvimento dos programas
completos da CNC.
Para introduzir o menu IPS, prima MDI/DNC, depois PROGRM CONVRS. Navegue atravs dos menus,
utilizando as teclas de setas para a esquerda e para a direita. Para seleccionar o menu prima ESCREVER/
INTRODUZIR. Alguns menus tm sub-menus, que novamente utilizam as telas de setas para a esquerda
e para a direita e ESCREVER/INTRODUZIR para seleccionar o sub-menu. Utilize as teclas de setas para
navegar atravs das variveis. Firme uma varivel utilizando o painel numrico e prima ESCREVER/INTRO-
DUZIR. Para sair do menu prima CANCELAR.
Para sair dos menus IPS, prima qualquer uma das teclas do Visor, excepto DESVIO. Prima MDI/DNC, depois
PROGRM CONVRS para retomar os menus IPS.
Um programa introduzido atravs dos menus IPS tambm est acessvel no modo MDI.
Modo Automtico
Os desvios da Ferramenta e do Trabalho devem ser confgurados antes de poder ocorrer uma operao
automtica. Introduza os valores para cada ferramenta utilizada no visor de Confgurao. Os desvios de fer-
ramenta sero referidos quando aquela ferramenta for chamada no funcionamento automtico.
Em cada um dos seguintes visores interactivos ser pedido ao utilizador que introduza os dados necessrios
para completar tarefas comuns de maquinao. Quando todos os dados tiverem sido introduzidos, ao premir
ARRANQUE DE CICLO, comear o processo de maquinao.
Gravador IPS
O gravador IPS fornece um mtodo simples de colocao de cdigo G gerado por IPS num novo programa
ou num existente.
1. Para aceder a IPS, prima MDI/DNC, depois PROGRM CONVRS. Consulte o Manual do Operador do
Sistema de Programao Intuitivo (ES0609, disponvel electronicamente a partir do website da Haas) para
mais informaes sobre a utilizao de IPS.
2. Quando o gravador est disponvel, aparece uma mensagem a vermelho, no canto inferior direito do sepa-
rador.
83 Torno - Manual do operador
96-0229 rev Y 01-2010
.
VQC GROOVING THREADING DRILL & TAP MANUAL CHAMFER AND RADIUS
TOOL NUMBER
WORK OFFSET
Z START PT
DIA TO CUT
Z DIMENSION
DEPTH OF CUT
MAX RPM
SFM
1 1000
54 0.0000 in 200
0.0000 in 0.0500 in
RAPID
Press <CYCLE START>
to run in MDI or <F4>
to record output to a
program.
SETUP TURN & FACE
FILLET RADII
0.0000 in
OUTSIDE DIA. FEED PER REV
0.0000 in 0.0100 in
TOOL NOSE
0.0315 in
0.0000 in
FEED OD TURN ID TURN FACE PROFILE
3. Prima F4 para aceder ao menu do gravador IPS. Escolha a opo de menu 1 ou 2 para continuar ou a
opo 3 para cancelar e retomar a IPS. F4 tambm retoma a IPS a partir de qualquer ponto no gravador IPS.
.
Menu de Registo IPS
Opo de Menu 1: Seleccionar / Criar Programa
Seleccione esta opo de menu para escolher um programa existente na memria ou criar um novo progra-
ma no qual o cdigo G ser introduzido.
1. Para criar um novo programa, introduza a letra O seguida do nmero de programa pretendido e prima
ESCREVER/INTRODUZIR. O programa novo criado, seleccionado e exibido. Prima novamente ESCREV-
ER/INTRODUZIR para inserir o cdigo G IPs no novo programa.
2. Para seleccionar um programa existente, introduza o nmero do programa utilizando o formato O
(Onnnnn), depois prima ESCREVER/INTRODUZIR para seleccionar e abrir o programa. Para escolher de
uma lista de programas existentes, prima ESCREVER/INTRODUZIR sem entrada. Utilize o as teclas do cur-
sor para escolher um programa e prima ESCREVER/INTRODUZIR para o abrir.
84 Torno - Manual do operador
96-0229 rev Y 01-2010
.
VQC GROOVING THREADING DRILL & TAP MANUAL CHAMFER AND RADIUS
TOOL NUMBER
WORK OFFSET
Z START PT
DIA TO CUT
Z DIMENSION
DEPTH OF CUT
MAX RPM
SFM
1 1000
54 0.0000 in 200
0.0000 in 0.0500 in
RAPID
Press <CYCLE START>
to run in MDI or <F4>
to record output to a
program.
SETUP TURN & FACE
FILLET RADII
0.0000 in
OUTSIDE DIA. FEED PER REV
0.0000 in 0.0100 in
TOOL NOSE
0.0315 in
0.0000 in
FEED OD TURN ID TURN FACE PROFILE
Select / Create Program F4 CANCEL
O00000 (PROGRAM A)
O00001 (PROGRAM B)
O00002 (PROGRAM C)
O00003 (PROGRAM D)
O00004 (PROGRAM E)
O00005 (PROGRAM F)
O00006 (PROGRAM G)
Choose a program by using the cursor
keys and press WRITE to select.
or
Enter a O followed by a new program
number and press WRITE to create.
3. Utilizando a teclas de seta, mova o cursor para o ponto de insero pretendido para um novo cdigo.
Prima ESCREVER/INTRODUZIR para inserir um cdigo.
Opo de Menu 2: Sada para Programa Actual
1. Seleccione esta opo para abrir o programa seleccionado actualmente na memria.
2. Utilizando a teclas de seta, mova o cursor para o ponto de insero pretendido para um novo cdigo.
Prima ESCREVER/INTRODUZIR para inserir um cdigo.
Ligar e Desligar a Opo
A opo IPS alternada para ligada ou desligada usando o parmetro 315 bit 31 (Sist. de Prog. Intuitivo). Os
tornos com a poo podem ser devolvidos aos ecrns de programa tradicional da Haas rodando a parcela
deste parmetro para 0.
Para tal, pressione PARAM/DGNOS. Introduza "315" e prima a seta para baixo. Use a seta para a esquerda
e para a direita, ou avance para percorrer at ltima parcela do parmetro (Sist. de Prog. Intuitivo). Prima o
Boto de Paragem de Emergncia, escreva "0" (zero) e prima enter.
Para reactivar a opo IPS, percorra at ao bit do parmetro como anteriormente descrito, prima o boto de
Paragem de Emergncia, escreva "1" e prima Enter. Ir necessitar do cdigo de activao; consulte a lista de
parmetros entregue com a mquina ou contacte o seu agente.
85 Torno - Manual do operador
96-0229 rev Y 01-2010
Importador de Ficheiro DXF
Esta funo pode criar rapidamente um programa de cdigo G CNC a partir de um fcheiro .dxf. Tal efectua-
se em trs passos:
.
Exit
Activate Zoom
Prev Chain pt
Next Chain pt
Select Point
Cancel Action
Select Group
Chng Line Width
EDIT: EDIT
X
Z
0.0000
0.0000
Type: START
Group: 0
Chain: 0
EXTRA KEY COMMANDS
Enter Origin Point: Use one of the following and press the WRITE key:
X: 0.0000 1) Jog to X and Z position on part. (Use jog axis keys)
Z: 0.0000 2) Use up and down arrows to select point.
3) Enter X and Z coordinates.
INPUT:
CURRENT GROUPS
(F1)
(F4)
(LEFT)
(RIGHT)
(UP/DOWN)
(CANCEL)
(PG UP/DOWN)
(ALTER)
A funo do importador DXF fornece uma ajuda no ecr ao longo do processo. A caixa de realce do
passo mostra quais os passos completos deixando o texto a verde aps cada passo completo. As teclas
necessrias so defnidas ao lado dos passos. Teclas adicionais so identifcadas na coluna esquerda
para utilizao avanada. Assim que completado um caminho de ferramenta, este pode ser inserido em
qualquer programa na memria. Esta funo ir identifcar tarefas repetitivas e execut-las automaticamente,
por exemplo, encontrando todos os orifcios com o mesmo dimetro. Contornos longos tambm so auto-
maticamente unidos.
NOTA: O importador DXF est apenas disponvel com a opo IPS.
Comece por defnir as ferramentas de corte em IPS. Seleccione um fcheiro .dxf e prima F2. O controlo ir
reconhecer um fcheiro DXF e import-lo para o editor.
1. Defna a origem da pea.
Tal pode ser executado por trs mtodos.
a. Seleco de Ponto
b. Por Incrementos
c. Introduo de Coordenadas
Utilize as teclas de seta ou o interruptor de incrementos para realar um ponto; prima ESCREVER/INTRO-
DUZIR para aceitar o ponto realado como origem. Isto utiliza-se para defnir a informao da coordenada de
trabalho da pea em bruto.
2. Cadeia / Grupo
Este passo encontra a geometria da(s) forma(s). A funo auto-cadeia ir encontrar a maioria da geometria
da pea. Se a geometria for complexa e ramifcada, exibido um pedido de entrada para que o operador
possa selccionar um dos ramos. A auto-cadeia ir continuar assim que um ramo for seleccionado.
86 Torno - Manual do operador
96-0229 rev Y 01-2010
.
CHAIN OPTIONS CANCEL - Exit
AUTOMATIC CHAINING
MANUAL CHAINING
REMOVE GROUP REFERENCES
REMOVE ALL GROUP REFERENCES
AUTOMATICALLY FINDS A PATH TO
CHAIN. IF MULTIPLE PATHS ARE
ENCOUNTERED, WILL SWITCH TO MANUAL
CHAINING
TOOLPATH OPERATION CANCEL - Exit
FACE
CONTOUR
DRILL
ISLAND
Create a single pass contour tool path.
Utilize o interruptor de incrementos ou a teclas de seta para escolher o ponto de incio do caminho de ferra-
menta. Prima F2 para abrir a caixa de dilogo. Escolha a melhor opo para a aplicao pretendida. A funo
de auto-cadeia normalmente a melhor escolha, pois desenha automaticamente o caminho de ferramenta
para uma funo de pea. Prima ESCREVER/INTRODUZIR. Isto ir alterar a cor dessa funo de pea e
adicionar um grupo ao registo, sob "Grupo Actual" esquerda da janela.
3. Seleccione o Caminho de Ferramenta
Este passo aplica uma operao de caminho de ferramenta a um determinado grupo de cadeia. Seleccione
o grupo e prima F3 para escolher o caminho de ferramenta. Utilize o interruptor de incrementos para dividir
uma aresta da funo de pea; tal utiliza-se como ponto de entrada da ferramenta. Assim que o caminho
de ferramenta for seleccionado, o modelo IPS (Sistema de Programao Intuitivo) para esse caminho ser
exibido.
A maioria dos moldes IPS so preenchidos com predefnies razoveis. Derivam das ferramentas e dos
materiais confgurados. Nota: As ferramentas de corte devem ter sido confguradas anteriormente em IPS.
Prima F4 para gravar o caminho de ferramenta assim que o modelo estiver completo; adicione o segmento
do cdigo G a um programa existente ou crie um novo programa. Prima EDITAR para retomar funo de
importao de DXF para criar o caminho de ferramenta seguinte.
.
IPS RECORDER CANCEL - Exit
1.) Select / Create Program
2.) Output to current program
This option allows you to select a
program currently in memory from a list
or
create a new program file.
IMAGEM VIVA
Esta funo permite ao operador visualizar uma simulao em tempo real do corte da pea. A Imagem Viva
padro com a verso de software do torno 9.03 e posterior.
A imagem viva de um pea requer que o operador confgure o material e as ferramentas antes de executar o
programa da pea.
Confgurao:
Confgurao de Material - Os valores de dados para material e dimenses de pina so armazenados no
ecr de Confgurao de Material. A imagem viva aplica estes dados armazenados a cada ferramenta.
NOTA: Ligue a Defnio 217 (conforme ilustrado em defnies) para mostrar as pinas da bucha no
visor.
1. Prima MDI/DNC, depois PROGRM CONVRS para aceder ao modo IPS de Incrementos.
87 Torno - Manual do operador
96-0229 rev Y 01-2010
.
2. Utilize as teclas de seta direita/esquerda para seleccionar o separador DEFINIES e prima ES-
CREVER/INTRODUZIR. Utilize as teclas de seta direita/esquerda para seleccioanr o separador
de MATERIAL e prima ESCREVER/INTRODUZIR para exibir o ecr de Confgurao de Mate-
rial.
.
VQC SETUP
STOCK TOOL WORK
STOCK DIA.
STOCK LENGTH
6.0000 in
JAWTHKNS
JAW HEIGHT
3.5000 in
STOCK FACE
0.0500 in
HOLE SIZE
STEP HEIGHT
2.0000 in
CLAMP STOCK
0.2500 in
STOCK JAWS
6.0000 in 1.5000 in
0.0000 in
TAILSTOCK
STOCK ORIENT.
MN SPINDLE
STOCK ORIENT.
RAPID PT.
N/A
CLAMPING PT.
N/A
MACHINE PT.
N/A
Os ecrs so navegados usando as teclas de seta esquerda/direita/cima/baixo ao longo das variveis. Para
introduzir a informao requerida por uma seleco de parmetro, utilize o teclado numrico, depois prima
ESCREVER/INTRODUZIR. Para sair do ecr, prima CANCELAR.
O ecr de Confgurao de Material exibe os parmetros de material e da pina da bucha que podem ser
alterados para executar uma determinade pea.
Assim que os valores so introduzidos prima F4 para gravar a informao de material e de pina no progra-
ma. Seleccione uma das escolhas e prima introduzir. O controlo ir introduzir as novas linhas de cdigo no
cursor. Certifque-se de que o novo cdigo introduzido na linha aps o nmero de programa.
Exemplo de programa
%
O01000 ;
;
G20 (MODO IMPERIAL) ; (Incio de informao de imagem viva)
(MATERIAL);
([0.0000, 0.1000] [[6.0000, 6.0000]) ; ([Tamanho de Orifcio, Face] [Dimetro, Comprimento])
(PINAS);
([1.5000, 1.5000] [0.5000, 1.0000]) ; ([Altura, Espessura] [Fixao, Altura do Passo]) (Fim de Informao de Imagem Viva)
M01 ;
;
[Programa de Pea]
A vantagem de introduo de Defnies de Material no programa que essas podero ser gravadas com o
programa e o ecr de Confgurao de Material no requer quaisquer dados adicionais quando o programa
for executado no futuro.
Outras defnies para Imagem Viva, tais como Desvio de X e Z, Imagem Viva de Caminho Rpido e de
Avano, Mostrar Pinas da Bucha, so acedidas premindo DEFINIES/GRFICOS, digitando na primeira
defnio de IMAGEM VIVA (202) e premindo a seta cima. Consulte a seco de defnies para mais infor-
maes.
88 Torno - Manual do operador
96-0229 rev Y 01-2010
.
202 LIVE IMAGE SCALE (HEIGHT)
203 LIVE IMAGE X OFFSET
205 LIVE IMAGE Z OFFSET
206 STOCK HOLE SIZE
207 Z STOCK FACE
208 STOCK OD DIAMETER
209 LENGTH OF STOCK
210 JAW HEIGHT
211 JAW THICKNESS
212 CLAMP STOCK
213 JAW STEP HEIGHT
214 SHOW RAPID PATH LIVE IMAGE
215 SHOW FEED PATH LIVE IMAGE
217 SHOW CHUCK JAWS
218 SHOW FINAL PASS
219 AUTO ZOOM TO PART
220 TS LIVE CENTER ANGLE
221 TAILSTOCK DIAMETER
222 TAILSTOCK LENGTH
GENERALPROGRAMI/O LIVE IMAGE POWER SETTINGS MAINTENANCE SYSTEM CONTROL PANEL
LIVE IMAGE
1.1050
0.0000
0.0000
0.0000
0.0500
6.5000
6.0000
3.5000
2.5000
0.2500
2.0000
OFF
OFF
ON
OFF
OFF
OFF
OFF
OFF
Confgurao de Ferramenta- Os dados de ferramenta so armazenados nos separadores IPS. Imagem
Viva utiliza esta infromao para extrair e simular a ferramenta no corte. As dimenses necessrias podem
ser encontradas num catlogo de um fornecedor de ferramentas ou medindo-se a ferramenta.
1. No separador de confgurao de material, prima CANCELAR, seleccione o separador FERRA-
MENTA e prima ESCREVER/INTRODUZIR.
2. Seleccione o nmero de ferramenta, digite e introduza os parmetros especfcos requeridos para
essa ferramenta (p.e. nmero de desvio, comprimento, espessura, tamanho de haste, etc.).
NOTA: As caixas de introduo de parmetros de confgurao so acinzentadas se no se aplicam
ferramenta seleccionada.
.
TOOL
9
TOOL TYPE
CUT OFF
OFFSET NUM
X OFFSET
-10.0000 in
Z WEAR
RADIUS
TIP
0
TOOL SHANK
1.0000 in
TL THICKNESS
INSRT THCKNES
TOOL ANGLE
N/A
INSERT HEIGHT
3.0000 in
0.0000 in
VQC SETUP
Selected Tool: 9
Active Tool: 9
STOCK TOOL WORK
X WEAR
0.0000 in
Z OFFSET
-11.0000 in
TOOL LENGTH
6.5000 in
STEP HEIGHT
4.0000 in
FROM CENTER
DIAMETER
1.2500 in
0.0000 in 0.1250 in
9
N/A
N/A
Press [TURRET FWD] or
[TURRET REV] to change the
selected tool.
Press [NEXT TOOL] to make
selected tool active.
TAILSTOCK
NOTA: O desvio de ferramenta pode ser introduzido at 50 ferramentas.
A seco seguinte mostra parte de um programa de torno que est a cortar um pedao de material. Seguem-
se o programa e as ilustraes de ferramenta apropriadas:
O01000 ;
;
;
;
89 Torno - Manual do operador
96-0229 rev Y 01-2010
T101 ;
G54;
G50 S4000
G96 S950 M03 ;
M08 ;
G00 X6.8 ;
Z0.15 ;
G71 P80103 Q80203 D0.25 U0.02 W0.005 F0.025 ;
N80103 ;
G00 G40 X2.
G01 X2.75 Z0. ;
G01 X3. Z-0.125 ;
G01 X3. Z-1.5 ;
G01 X4.5608 Z-2.0304 ;
G03 X5. Z-2.5606 R0.25 ;
G01 X5. Z-3.75 ;
G02 X5.5 Z-4. R0.25 ;
G01 X6.6 Z-4. ;
N80203 G01 G40 X6.8 Z-4. ;
G00 X6.8 Z0.15 ;
M09 ;
M01 ;
G28;
M30;
.
Denies T101
Pea trabalhada a partir das
Denies T101
Ecrs de Confgurao de Ferramenta de Amostra
.
Furao Orifcio ID
90 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Ranhura OD Ranhura ID
.
Rosca OD Rosca ID
.
Tomada Ranhura de Face
Instalao do contra-ponto
Os valores de dados para os parmetros do contra-ponto so armazenados nos desvios no ecr de Confgu-
rao do Contra-ponto.
NOTA: O separador de Contra-ponto apenas visvel quando a mquina tem um contra-ponto.
1. Prima MDI/DNC, depois PROGRM CONVRS para aceder ao modo IPS de Incrementos.
.
2. Utilize as teclas de seta direita/esquerda para seleccionar o separador DEFINIES e prima ES-
CREVER/INTRODUZIR. Utilize as teclas de seta direita/esquerda para seleccioanr o separador
de CONTRA-PONTO e prima ESCREVER/INTRODUZIR para exibir o ecr de Confgurao de
Contra-ponto.
91 Torno - Manual do operador
96-0229 rev Y 01-2010
NGULO DE CORTE VIVO, DIMETRO E COMPRIMENTO correspondem s defnies 220-222.
FOLGA DE X corresponde defnio 93. FOLGA DE Z correspond defnio 94. DISTNCIA
DE RECO corresponde defnio 105. DISTNCIA DE AVANO corresponde defnio 106.
PONTO DE SUSPENSO TS uma combinao de POSIO DE TS e DESVIO DE TS e cor-
responde defnio 107.
Para alterar dados, introduza um valor na linha de entrada e prima ESCREVER/INTRODUZIR para
adicionar o valor introduzido ao valor actual ou prima F1 para substituir o valor actual pelo intro-
duzido.
Ao realar POSIO TS, primir MEDID FACE Z toma o valor do eixo B e coloca-o na POSIO TS.
Ao realar FOLGA DE X, primir MEDID DI X toma o valor do eixo X e coloca-o em FOLGA DE
X. Ao realar FOLGA DE Z, primir MEDID FACE Z toma o valor do eixo Z e coloca-o em FOLGA
DE Z.
Primir ORIGEM ao realar FOLGA DE X defne a folga para o curso mximo. Primir ORIGEM ao
realar FOLGA DE Z defne a folga para zero.
Funcionamento
1. Seleccione o programa pretendido premindo LIST PROG para exibir EDITAR: Ecr de LISTA.
Seleccione o separador MEMORIA e prima ESCREVER/INTRODUZIR para exibir DIRECTRIO
ACTUAL: MEMRIA\ ecr.
.
MEMORY USB DEVICE
CURRENT DIRECTORY: MEMORY\
F2 to copy selected files/programs,
ERASE PROG to delete. Press F1 for
Command Menu and Help listing.
NO USB MEDIA
PRESENT
(MEMORY)
O00000
O00100 (PROFILE)
O00200
O00300 (OD THREAD)
O01000 (PROFILE)
O80000 (IPS SHAPE PROGRAM)
A
6 PROGRAMS 99% FREE (996.6 kb) : MEMORY\
: FILES IN SELECTION
: ACTIVE PROGRAM (O01000) A
2. Seleccione um programa (p.e., O01000) e prima ESCREVER/INTRODUZIR para escolh-lo
como o programa activo.
Pea em Execuo
1. Prima MEM, depois COMANDOS ACTUAIS, depois PGINA CIMA. Quando o ecr aparecer,
prima ORIGEM para exibir o ecr de Imagem Viva com o material retirado.
92 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Prima F2 para aceder ao modo ZOOM. Use PGINA CIMA e PGINA BAIXO para alterar o zoom
do visor e os botes de direco para mover o visor. Prima ESCREVER/INTRODUZIR quando
obter o zoom pretendido. Prima ORIGEM para retomar o zoom zero ou prima F4 para fazer zoom
automtico da pea. Prima F1 para guardar o zoom e prima F3 para carregar uma defnio de
zoom.
Prima AJUDA para uma lista instantnea contendo as funes de Imagem Viva.
.
SAVE ZOOM SETTINGS
TOGGLE ZOOM MODE
RESTORE ZOOM SETTINGS
TURN ON/OFF AUTO ZOOM
ZOOM OUT
ZOOM IN
MOVE ZOOM WINDOW
SELECT ZOOM SIZE
CLEAR IMAGE
RESET LIVE IMAGE
Stores zoom settings to be restored later
by pressing F3.
(F1)
(F2)
(F3)
(F4)
PAGE UP)
(PAGE DOWN)
(ARROW KEYS)
(WRITE)
(HOME)
(ORIGIN)
2. Prima ARRANQUE DE CICLO. Ir aparecer um aviso no ecr. Prima novamente ARRANQUE DE CICLO
para executar o programa. Quando um programa est em execuo e os dados de ferramenta foram confgu-
rados, o ecr de Imagem Viva mostra a ferramenta a trabalhar a pela em tempo real conforme o programa
executado.
NOTA: Quando a barra de alimentao atinge o cdigo G 105, a pea refrescada.
93 Torno - Manual do operador
96-0229 rev Y 01-2010
.
RAPID
FEED
FINAL PASS
TOACTIVATE ZOOM MODE PRESS F2
ZOOM OFF
LIVE IMAGE SCALE: 1.1118
CURRENT TOOL: #1 - OD TURN TOOL
G71 CANNED CYCLE
NOTA: Os dados exibidos no ecr enquanto o programa executado incluem: programa, fuso princi-
pal, posio da mquina e temporizadores e contadores.
Rodar uma Pea
A representao grfca de uma pea que foi rodada manualmente pelo operador obtida pela adico dos
seguintes comentrios no programa que precede um M00. Prima F4 para introduzir cdigo de Imagem Viva
ao programa.
.
VQC SETUP
STOCK TOOL WORK
FLIP DIA.
FLIP LENGTH
3.0000 in
JAWTHKNS
JAW HEIGHT
N/A
STOCK FACE
0.0500 in
HOLE SIZE
STEP HEIGHT
N/A
CLAMP STOCK
N/A
STOCK JAWS
2.0000 in N/A
N/A
TAILSTOCK
STOCK ORIENT.
FLIP PART
STOCK ORIENT.
RAPID PT.
N/A
CLAMPING PT.
N/A
MACHINE PT.
N/A
A Imagem Viva ir redesenhar a pea com uma orientao rodada e com as pinas da bucha fxadas na
posio especifcada por X e Y no comentrio "(FIXAO)(xy)" se os comentrios "(RODAR PEA)" e
"(FIXAO)(xy)" seguirem uma instruo M00 PARAR PROGRAMA no programa.
O00000 ;
[Cdigo para a primeira operao de Imagem Viva]
[Cdigo para a primeira operao de pea maquinada]
M00 ;
G20 (MODO IMPERIAL) ; (Incio de informao de imagem viva para pea rodada)
(RODAR PEA) ;
(FIXAO) ([2.000, 3.0000]) ; ([Dimetro, Comprimento]) (Fim de Informao de Imagem Viva de pela rodada)
;
M01 ;
;
[Programa de Pea para a segunda operao];
94 Torno - Manual do operador
96-0229 rev Y 01-2010
CONTRA-PONTO
O contra-ponto opcional (no instvel no campo) um membro em ferro fundido de aco hidrulica, que
se estende ao longo de duas guias lineares. As 20 polegadas (33 1/2 polegadas no SL-30, 44 polegadas no
SL-40) da deslocao permitem a maquinao de uma pea longa. O movimento do contra-ponto contro-
lado atravs do cdigo do programa, no modo de incremento ou atravs de um interruptor de p (ver tambm
"Funcionamento do Contra-ponto SL-10" no fm desta seco).
O contra-ponto foi concebido para se deslocar para a posio a duas velocidades. A alta presso chamada
"rpido" e pode ser programada com G00. A baixa presso chamada "alimentao" e pode ser programada
com G01. utilizada para segurar a pea. necessrio um cdigo F para o modo de alimentao (mesmo
que invocada anteriormente), mas no afecta a taxa de alimentao actual.
A presso de funcionamento do contra-ponto hidrulico recomendada de 120 psi.
ATENO! Se a presso hidrulica do contra-ponto for defnida abaixo dos 120 psi, o funcionamento pode ser
pouco fvel. importante verifcar o contra-ponto e a folga do revlver antes de utilizar a mquina; caso con-
trrio, podem ocorrer srios danos. Ajuste as Defnies 93 e 94, conforme necessrio. A Suspenso da ali-
mentaono pra o contra-ponto hidrulico.
.
(kgf/cm
2
) PSI
lb
(kgf)
Presso
MX
Fora do Contra-ponto Hidrulico
Defnir uma zona restrita para o contra-ponto
A Defnio 93 (Tail ST. X Folga) e a Defnio 94 (Z/TS Diff a X Folga) so utilizadas para assegurar que o
contra-ponto no colide com o revlver ou quaisquer ferramentas no revlver. A zona de restrio uma rea
rectangular no canto inferior direito da rea de trabalho do torno. A zona de restrio muda, de modo a que
o eixo Z e o contra-ponto mantenham a distncia adequada entre si quando abaixo de um plano de folga do
eixo X especifcado. A Defnio 93 especifca o plano de folga e a Defnio 94 especifca a separao do
eixo Z e B (eixo do contra-ponto) a manter. Se um movimento programado cruzar a rea protegida do contra-
ponto, gerado um alarme. Mantenha em mente que uma zona restrita no sempre pretendida (p. ex., na
confgurao). Para cancelar, introduza um 0 na Defnio 94 e uma deslocao da mquina X mxima na
Defnio 93.
Defnir um valor para o plano de folga X:
1. Coloque o controlo no modo MDI.
2. Seleccione a ferramenta mais longa na torre que fca mais saliente no plano do eixo X.
3. Coloque o controlo no modo de incrementos.
4. Seleccione o eixo X a incrementar e afaste o eixo X do contra-ponto.
5. Seleccione o contra-ponto (eixo B) a incrementar e movimente o contra-ponto por baixo da fer-
ramenta seleccionada.
95 Torno - Manual do operador
96-0229 rev Y 01-2010
6. Seleccione o eixo X e aproxime o contra-ponto at a ferramenta e o contra-ponto terem cerca de
0.25 polegadas de distncia entre si.
7. Introduza este valor para a Defnio 93 na posio de "mquina" do eixo X no visor. Retroeda
um pouco a ferramenta no eixo X antes de introduzir o valor na Defnio 93.
Defnir uma separao para o eixo Z e B abaixo do plano de folga X:
1. Coloque o controlo em Zero Ret e todos os eixos em Home G28.
2. Seleccione o eixo X e movimente a torreta em frente da ponta central do contra-ponto.
3. Movimente o eixo Z, de modo a que a traseira do revlver da ferramenta fque a cerca de 0.25
polegadas da ponta do contra-ponto.
4. Introduza este valor para a Defnio 94 na posio de "mquina" do eixo Z no visor.
Defnies do contra-ponto
Os valores predefnidos para estas defnies, tal como defnidas de fbrica, impedem o contra-ponto de
passar o revlver da ferramenta, desde que o revlver da ferramenta esteja vazio. necessrio alterar as
defnies de proteco para qualquer trabalho que execute, de modo a evitar as colises do revlver, com
base nas ferramentas e no tamanho da pea. Recomenda-se que teste os limites depois de alterar estas
defnies.
Estas defnies, quando defnidas correctamente, param qualquer movimento que provoque a coliso do
contra-ponto com a torre da ferramenta. As fguras que se seguem ilustram as Defnies 94, 94 105, 106 e
107; ver o captulo Defnies para obter mais informaes.
.
B0 (+) B(-)
Torreta
Denio 93
Mandril
rea Restrita
Denio 94
Ponto de Fixao
Denio 107
Coordenadas Abso-
lutas da Mquina
Ponto Avanado
Denio 106
Relativa para 107
(Incremental)
Ponto de Reco
Denio 105
Relativa para 107
(Incremental)
Posio
Inicial
Rpido
Rpido Avano
Diagrama das Denies 105, 106 e 107 Zona restrita do contra-ponto
A Defnio 93 o plano de folga da mquina do eixo X, que o eixo X no pode movimentar quando a difer-
ena entre os eixos Z e B inferior aos valores da Defnio 94. Quando a diferena de local dos eixos Z e B
superior Defnio 94, o eixo X pode movimentar-se para o seu limite de curso. Desde que seja mantida a
distncia adequada dos eixos Z e B, o eixo X pode fazer a sua deslocao completa. Da mesma forma, se o
eixo X fzer a sua deslocao completa ou estiver abaixo do plano de folga designado pela Defnio 93, no
possvel reduzir a diferena do eixo Z e B abaixo da Defnio 94.
Funcionamento do pedal do contra-ponto
Premir o pedal do contra-ponto comanda um M21 ou M22, dependendo da posio actual. Por outras pala-
vras, se o contra-ponto estiver esquerda do ponto de retraco, premir o pedal movimenta o contra-ponto
na direco do ponto de retraco (M22). Se o contra-ponto estiver direita do ponto de retraco, o pedal
tambm movimenta o contra-ponto na direco do ponto de retraco (M22). Se o contra-ponto estiver no
ponto de retraco, premir o pedal movimenta o contra-ponto na direco do ponto de suspenso (M21).
Se o pedal for premido com o contra-ponto em movimento, o contra-ponto pra e tem de iniciar uma nova
sequncia.
96 Torno - Manual do operador
96-0229 rev Y 01-2010
Incrementar ocontra-ponto
No modo de incrementos, as teclas "TS <" e TS ">" so utilizadas para incrementar o contra-ponto a
baixa presso (alimentao). Seleccionando TS Rapid e premindo os botes TS < ou TS >, movimenta o
contra-ponto a uma velocidade rpida. O controlo reverte para o ltimo eixo incrementado ao soltar os botes
Alarmes / Mensagens
Se uma pea estiver a ser suspensa e se forem detectados movimentos do contra-ponto, gerado um
alarme. O programa assim parado e o veio desligado. Este alarme tambm gerado se o contra-ponto
chegar ao ponto de suspenso durante uma alimentao de baixa presso, indicando que a pea caiu.
SL-10 Funcionamento do contra-ponto
O contra-ponto Haas opcional para o SL-10 de aco hidrulica e movimenta-se dentro de um cabeote
posicionado manualmente. O contra-ponto posicionado manualmente e mantido no lugar com a alavanca
de bloqueio. O movimento do contra-ponto controlado atravs do cdigo do programa, no modo de incre-
mento, ou atravs de um interruptor de p.
O contra-ponto do SL-10 composto por uma cabea fxa e uma biela central mvel. Assim, a nica pea
mvel o centro do contra-ponto. Premir ARRANQUE/REINCIO ou TODOS OS EIXOS AUTO no faz
com que o centro do contra-ponto se movimente fsicamente. da responsabilidade do operador afast-lo
do caminho, de modo a evitar uma coliso. Movimente o centro do contra-ponto, utilizando o interruptor de
incrementos e o interruptor de incrementos remoto no se encontra disponvel. O centro do contra-ponto
sempre considerado como zero, uma vez que o controlo no sabe onde se encontra o centro do contra-
ponto.
Funcionamento do Pedal do Contra-ponto SL-10
Premir o pedal avanar ou retrair o pedal. No entanto, premindo e mantendo o pedal durante 5 segundos,
retraia o contra-ponto completamente e mantenha retrada a presso para assegurar que o contra-ponto no
fcar lento para a frente. Use este mtodo para acondicionar o contra-ponto em qualquer altura em que no
seja usado.
A posio do contra-ponto pode mudar com o tempo se for deixado numa posio que no esteja completa-
mente retrada ou em que no esteja em contacto com um pea. Isto deve-se a uma fuga normal do sistema
hidrulico.
AVISO! importante verifcar o contra-ponto e a folga do revlver antes de utilizar a mquina; caso
contrrio, podem ocorrer srios danos. Ajustar a Defnio 93 Tail ST. X Folga e a Defnio 94 Z/TS
Diff a X Folga, conforme necessrio.
AVISO! A Suspenso da alimentaono pra o contra-ponto hidrulico. O boto de Paragem de
Emergncia a nica forma de parar o contra-ponto.
Programao do Contra-ponto
M21 faz com que a transmisso do contra-ponto se estenda na direco do fuso, e M22 faz com que a trans-
misso do contra-ponto se afaste do fuso. Quando um M21 comandado, o centro do contra-ponto recebe
o comando para se movimentar na direco do veio e manter a presso contnua. Note que o programa no
aguarda at que esta operao esteja concluda; em alternativa, o bloco seguinte executado imediata-
mente. Deve ser comandada uma hesitao para permitir que o movimento do centro do contra-ponto seja
concludo ou o programa deve ser executado no modo de Bloco nico. Quando um M22 comandado, o
centro do contra-ponto afasta-se do veio e, em seguida, pra.
ATENO! No utilize um M21 no programa se o contra-ponto for posicionado manualmente. Se o fzer, o contra-
ponto afasta-se da pea e posiciona-se novamente contra a pea, o que pode provocar a queda da pea de
trabalho.
97 Torno - Manual do operador
96-0229 rev Y 01-2010
Contra-ponto Ajustvel
O contra-ponto ajustvel para SL-20L e SL-30L usa dois pinos para ligar o contra-ponto ao cilindro hidru-
lico em trs formas diferentes, criando cursos de 20.25" (SL-20L) e 30.75" (SL-30L) de pequenas, mdias e
grandes distncias para a bucha.
.
A X
B X
C X
SL-30L
SL-20L
A* B* C* X**
5.51"
5.82" 15.69" 31.60" 33.75"
15.38" 25.26" 20.25"
Cilindro
Hidrulico
Paragem
Brusca
Apertar
Boto
Ligao da Biela do Cilin-
dro do Contra-ponto
Ligao
da Biela
Boto
Guia do
Contra-ponto
Apertar
Boto
Apertar
Boto
Paragem
Brusca
*Distncia mnima para o mandril
**Distncia do percurso
Pino
Ajuste do Contra-ponto
1. Posicione o contra-ponto em percurso completo para a esquerda.
2. Prima Paragem de Emergncia para desligar as hidrulicas e evitar um movimento acidental da
mquina.
3. Desengrene a ligao do cilidro hidrulico do contra-ponto desaparafusando o boto.
4. Manualmente faa o contra-ponto deslizar para alinhar a ligao da biela do cilindro com o
contra-ponto na posio correcta para o intervalo de percurso desejado. Para a distncia mnima
mais pequena para o mandril, deslize o contra-ponto esquerdo at atingir a paragem brusca.
Para a distncia mnima mdia para o mandril, deslize o contra-ponto at o lado direito do guia
do contra-ponto estar embutido no lado direito na ligao da biela do cilindro. Para a distncia
mnima maior para o mandril, deslize o contra-ponto direito at atingir a paragem brusca. Ver
Ilustrao.
5. Quando a ligao do cilindro e o pino estiverem alinhados na posio desejada, engrene o pino
aparafusando o boto.
6. Reponha a Paragem de Emergncia e reponha a zero o contra-ponto para resumir o funciona-
mento da mquina.
COLECTOR DE PEAS
Esta opo consiste num sistema de recuperao de peas automtico, concebido para trabalhar com apli-
caes de barra de alimentao. comandado utilizando cdigos M (M36 para activar e 37 para desactivar).
O colector de peas roda para recolher as peas acabadas e direcciona-as para um receptculo montado na
98 Torno - Manual do operador
96-0229 rev Y 01-2010
porta frontal.
Funcionamento
O colector de peas deve ser correctamente alinhado antes do funcionamento.
1. Ligue a mquina. No modo MDI, active o colector de peas (M36).
2. Desaperte o parafuso no colar do fuso no fuso do colector de peas externo.
.
Colar Eixo
Colector
de peas
Colar do fuso SL-20 apresentado
3. Faa deslizar a bandeja do colector de pea o sufciente para prender a pea e soltar a bucha.
Rode a bandeja para abrir a tampa deslizante do colector de peas instalado na porta e aperte o
colar do fuso no fuso do colector de peas.
AVISO! Verifque a posio do eixo Z, do eixo X, da ferramenta e da torreta durante o funcionamento
do colector de peas, de modo a evitar potenciais colises durante o funcionamento.
NOTA: A porta do operador deve estar fechada ao utilizar o colector de peas.
4. Ao programar o colector de peas num programa, tem de utilizar um cdigo G04 entre M53 e M63 para pa-
rar o receptculo do colector na posio aberta o sufciente para cortar a pea e permitir que caia no colector.
SL-10 Aviso
As pinas grandes do mandril podem interferir com o funcionamento do colector de peas. Verifque as folgas
antes de utilizar o colector de peas.
.
PR-CONFIGURAO DA FERRAMENTA
A Pr-confgurao da ferramenta permite a um operador confgurar uma mquina com a ferramentas e
desvios de trabalho necessrios em preferncia a um registo manual dos desvios da ferramente. Cada fer-
ramenta tem de ser "tocada fora" na sonda (um ponto conhecido no espao) para registar a localizao da
ferramenta. Quando as localizaes so registadas, a localizao relativa das ferramentas pea tem de ser
99 Torno - Manual do operador
96-0229 rev Y 01-2010
registada. Neste ponto, o utilizador apenas tem de tocar por fora uma ferramenta nas peas da posio zero,
e a mquina ajusta os desvios do trabalho para todas as ferramentas. Estes desvios da ferramenta e do tra-
balho so utilizados para dizer mquina onde est a pea em relao posio de incio e a distncia que
uma ferramenta tem de percorrer para alcanar a pea.
Quando a sonda est em baixo, a mquina no ir permitir a execuo de quaisquer programas e os eixos
apenas podem ser movidos utilizando a funo de interruptor de incrementos. A dimenso do "Desvio da
Ferramenta" ser registada na pgina do desvio sob o nmero de desvio correspondente G52-G59 (G54
tipicamente utilizado a menos que especifcado de outra forma).
NOTA: Existem, at 200 valores de desvios disponveis de forma a que desvios mltiplos possam ser
registados para uma ferramenta nica. Num programa, um exemplo seria como: "T417" que seleccionaria o
nmero de ferramenta 4 com o nmero de desvio 17, etc.
.
Eixo X
Eixo Z
Sonda
Diferena da sonda at
face da pea.
Posio zero do des-
vio de Trabalho (G54)
Funcionamento
IMPORTANTE O armazenamento automtico da posio da mquina s pode ser executado quando so
utilizados os botes de incrementos. Depois de tocar na sonda, o controlo emite um sinal sonor, a torreta
interromper, e a posio da ferramenta ser guardada. O operador no estar apto para continuar o avano
em direco sonda. Isto evita que o operador danifque a sonda e assegura um rigor maior.
NOTA: Se o operador avanar a ponta da ferramenta para dentro da sonda muito depressa, a sonda
pode deslizar para fora da ponta da ferramenta.
O ltimo eixo a ser avanado ser desactivado, utilize o outro eixo para avanar a torreta para longe da
sonda. Todos os eixos sero, ento, activados novamente. Se no funcionar, eleve o brao da sonda para a
sua posio de partida. Se isto no for possvel, o interruptor de prox. Detecta que o brao na posio supe-
rior direita pode ser activado, que todos os eixos sero reactivados, e que a ferramenta pode ser avanada
para longe.
AVISO! Ao mudar de ferramentas, afaste sempre a ferramenta a uma distncia segura da sonda para
evitar a coliso da ferramenta no brao.
Defnir a Geometria da Ferramenta e Desvios de Mudana de Ferramenta Utilizando a Sonda
1. Defnio 33, Coordinate System controla se os actuais desvios da ferramenta obtidos durante a
utilizao do confgurador da ferramenta so guardados na Geometria da Ferramenta (FANUC)
ou na Troca de Ferramenta (YASNAC).
2. Indexa a torreta para a ferramenta at sonda.
3. Incremente a ferramenta at uma posio segura e baixe o brao.
Tocar ferramentas I.D. ou O.D.
100 Torno - Manual do operador
96-0229 rev Y 01-2010
4. Avance a torre na direco X at a ponta da ferramenta prxima da sonda (utilize uma velocidade
de avano de .001"). Prima a tecla do eixo X at a ferramenta tocar a sonda..
NOTA: Depois da ponta da ferramenta tocar na sonda, o controlo emite um sinal sonoro e no per-
mite que o operador continue a incrementar nessa direco. Ao tocar novamente a ferramenta, a Defnio
64 tem de ser desligada para ignorar o valor de G54.
IMPORTANTE! Os botes de incremento tm de ser utilizados para guardar automaticamente a posio da
ferramenta. O interruptor de incrementos tambm pode ser utilizado, no entanto, os valores tm de ser intro-
duzidos manualmente no controlo.
5. De seguida, incremente a ferramenta na direco Z at tocar na sonda. Esse valor guardado na pgina
Desvios.
Tocar ferramentas de perfurao, abertura e corte de centro
6. Indexa a torreta para a ferramenta at sonda.
7. Incremente a ferramenta na direco Z at tocar na sonda (Utilize uma velocidade de incremento
de .001"). Esse valor guardado no desvio da ferramenta do eixo Z seleccionado.
Defnir desvios zero de trabalho
Antes de executar o seu programa, tem de introduzir os Desvios zero do trabalho (G52-129).
1. Na pgina Offsets (Desvios), seleccione o desvio de trabalho pretendido.
2. Indexe a torreta ferramenta pretendida e toque por fora na face da pea.
3. Prima MEDID FACE Z para referenciar o resto das ferramentas com a face da pea.
Alinhamento do Pr-confgurador da Ferramenta do Torno
1. Instale uma ferramenta rotativa na estao 1 da ferramenta da torreta da ferramenta e fxe um
pedao de material no fuso para estar apto a rodar um dimetro no material.
2. Use a ferramenta de rotao na estao 1 para ter um pequeno corte no dimetro do material fxo
do fuso.
3. Avance a ferramenta rotativa para longe da pea no eixo Z apenas - no avance o eixo X para
longe a partir do dimetro. A posio da ferramenta necessria para defnir o desvio da geome-
tria para a ferramenta na estao 1 usando o Boto MEDID DI X.
4. Mea o dimetro do corte efectuado na pea de trabalho com um micrmetro e prima MEDID DI
X. Introduza o dimetro medido.
5. Escreva o Desvio de Geometria para a ferramenta nmero 1. V para a pgina de defnies e
mude as defnies 59 e 63 para 0 (zero).
6. Empurre o Pr defnidor da Ferramenta e faa com que a ferramenta n. 1 entre em contacto com
a sonda. Subtraia o novo valor do Desvio de Geometria para a ferramenta 1 do valor de Desvio
que escreveu anteriormente. Introduza este valor na defnio 59.
7. Mea a profundidade da sonda da ferramenta e multiplique-a por dois. Subtraia o valor da
Defnio n. 59 e introduza este novo valor na defnio 60 (X- desvio da sonda).
8. Introduza 0 (zero) para a defnio 61. O valor para a defnio 62 a profundidade da sonda
como um nmero negativo e a defnio 63 a profundidade da sonda como um nmero posi-
tivo.
Depois da sonda da ferramenta estar devidamente alinhada, os valores de MEDID DI X e o valor da sonda
sero o mesmo.
101 Torno - Manual do operador
96-0229 rev Y 01-2010
SONDA DE DEFINIO DE FERRAMENTA AUTOMTICA
Perspectiva geral
O sistema de defnio de ferramenta utilizado para defnir os desvios de ferramenta por "toque fora"
numa sonda. A sonda inicialmente confgurada para maquinao no modo manual, quando so realiza-
das medies de ferramenta iniciais. Aps esta confgurao, o modo automtico est disponvel para repor
desvios quando so alteradas entradas. A deteco de quebra de ferramenta tambm est disponvel para
monitorizar o desgaste e a quebra da ferramenta. O software cria um cdigo G que pode ser inserido em
programas de torno para activar o uso da sonda durante a operao automtica.
Funcionamento
Para aceder ao menu de sonda de ferramenta automtica, prima MDI/DNC, depois PRGRM CONVRS para
aceder defnio do menu com separadores IPS. Utilize a tecla direita /do cursor para navegar ao sepa-
rador SONDA e prima ESCREVER/INTRODUZIR. Use as teclas de seta cima/baixo para mover entre as
opes de menu.
.
TURN & FACECHAMFER & RADIUSDRILL & TAP THREADINGGROOVING VQCPROBE SETUP MANUAL
OP MODE
MANUAL
X OFFSET
Z OFFSET TOOL NUMBER
0. 0000 in
0. 0000 in 1
1
TOOL OFFSET
TOOL TIP DIR
0
TOLERANCE
0.0000 in
Menu de Sonda Inicial
Este modo utilizado para
introduzir manualmente o desvio
de X e Z utilizando a sonda. O
sentido regido pela seleco de
DIR de PONTA FERRAMENTA
F1 Baixar / Elevar brao da
sonda.
Mensagens de Alarme Mensagens de Ajuda
Item de Menu Explicao
MODO OP Utilize as teclas de seta direita e esquerda para escol-
her entre os modos Manual, Automtico e Deteco
de Quebra.
NMERO DE FERRA-
MENTA
O nmero de ferramenta a ser utilizado. Este valor
defnido automaticamente para a posio da ferra-
menta actual no modo Manual. Pode ser alterado nos
modos Automtico e Deteco de Quebra.
DESVIO DE FERRA-
MENTA
Introduza um nmero de desvio de ferramenta que
est a ser medido.
DIR PONTA FERRA-
MENTA
Utilize as teclas de seta direita e esquerda para es-
colher o vector de nariz da ferramenta V1-V8. Con-
sulte "Direco da Ponta da Ferramenta" para mais
informao.
TOLERNCIA Defne a tolerncia da diferena de medio para o
modo de Deteco de Quebra. Indisponvel noutros
modos.
DESVIO DE X, DESVIO
DE Z
Exibe o valor de desvio para o eixo especifcado.
Leitura apenas.
Modo Manual
As ferramentas devem tocar fora no modo manual antes do modo automtico poder ser utilizado.
102 Torno - Manual do operador
96-0229 rev Y 01-2010
1. Aceda ao menu da sonda premindo MDI/DNC, depois PRGRM CONVRS e seleccione o separa-
dor Sonda. Prima F1 para baixar o brao da sonda.
2. Seleccione a ferramenta a ser tocada fora utilizando TORRE FRENTE ou TORRE REV.
3. Seleccione Modo Op Manual utilizando as teclas de seta direita/esquerda, prima depois ES-
CREVER/INTRODUZIR ou a tecla de seta baixo.
4. A opo de desvio da ferramenta defnido de acordo com a posio de ferramenta seleccionada
actualmente. Prima ESCREVER/INTRODUZIR ou a tecla de seta baixo.
5. Digite o nmero do desvio da ferramenta a ser utilizado, prima depois ESCREVER/INTRODUZIR.
O nmero de desvio introduzido e a opo do menu seguinte, Dir Ponta Ferramenta, selec-
cionada.
6. Utilize as teclas de seta esquerda/direita para seleccionar a direco da ponta da ferramenta,
prima depois ESCREVER/INTRODUZIR ou a tecla de seta baixo. Ver a seco "Direco da
Ponta da Ferramenta" para mais informao acerca deste tpico.
7. Utilize o interruptor de incrementos para mover a ponta da ferramenta a aproximadamente 0.25"
(6mm) da sonda da ferramenta na direco indicada pelo diagrama de direco da ponta da fer-
ramenta no ecr. Note que se a ponta da ferramenta estiver muito longe da sonda, a ferramenta
no ir atingir a sonda e soar o alarme de operao.
8. Prima ARRANQUE DE CICLO. A ponta da ferramenta est tocada fora e os desvios so regista-
dos e exibidos. gerado um programa de cdigo G para a operao em MDI e utilizado para
movimento da ferramenta.
9. Repita os passos de 1 a 7 para cada ferramenta ser tocada fora. Certifque-se de afastar a torre
da sonda antes de seleccionar a posio de ferramenta seguinte.
10. Prima F1 para elevar o brao da sonda.
Modo Automtico
Assim que a medio inicial de ferramenta ter sido efectuada no modo manual para uma determinada ferra-
menta, o modo automtico pode ser utilizado para actualizar os desvios dessa ferramenta caso haja des-
gaste da ferramenta ou substituio de uma insero.
1. Aceda ao menu da sonda premindo MDI/DNC, depois PRGRM CONVRS e seleccione o separa-
dor Sonda. Seleccione Modo Op Automtico utilizando as teclas de seta direita/esquerda, prima
depois ESCREVER/INTRODUZIR ou a tecla de seta baixo.
2. Digite o nmero da ferramenta a ser medida, prima depois ESCREVER/INTRODUZIR.
3. Digite o nmero do desvio da ferramenta a ser utilizado, prima depois ESCREVER/INTRODUZIR.
4. A direco da ponta da ferramenta pr-seleccionada com base na direco defnida no modo
manual para o desvio da ferramenta.
5. Prima ARRANQUE DE CICLO. A ponta da ferramenta est tocada fora e os desvios so actu-
alizados e exibidos. gerado um programa de cdigo G para a operao em MDI e utilizado
para movimento da ferramenta.
6. Repita os passos de 1 a 4 para cada ferramenta ser tocada fora.
MODO DE DETECO DE QUEBRA
O modo de deteco de quebra compara a medio actual da ferramenta em relao medio registada
e aplica um valor de tolerncia defnido pelo utilizador. Se a diferena de medies for superior tolerncia
defnida, gerado um alarme e a operao pra.
103 Torno - Manual do operador
96-0229 rev Y 01-2010
1. Aceda ao menu da sonda premindo MDI/DNC, depois PRGRM CONVRS e seleccione o sepa-
rador Sonda. Seleccione Modo Op Det. Quebra utilizando as teclas de seta direita/esquerda,
prima depois ESCREVER/INTRODUZIR ou a tecla de seta baixo.
2. Digite o nmero da ferramenta a ser medida, prima depois ESCREVER/INTRODUZIR.
3. Digite o nmero do desvio da ferramenta a ser utilizado, prima depois ESCREVER/INTRODUZIR.
4. A direco da ponta da ferramenta seleccionada automaticamente com base na direco
defnida no modo manual para o desvio da ferramenta. Prima a tecla de seta baixo.
5. Escreva o valor de tolerncia pretendido e prima ESCREVER/INTRODUZIR.
6. Prima ARRANQUE DE CICLO. A ponta da ferramenta tocada fora. Se o valor de tolerncia for
excedido, gerado um alarme. gerado um programa de cdigo G para a operao em MDI,
este pode ser copiado para um programa na memria para detectar ferramentas quebradas
durante a operao automtica. Para copiar este programa, prima F4 e seleccione o seu destino
(um novo programa ou um actual na memria).
7. Repita os passos de 1 a 6 para cada ferramenta a ser verifcada.
Direco da Ponta da Ferramenta
Ver a ilustrao na Direco e Ponta da Ferramenta Imaginria (seco de Compensao do Nariz da Fer-
ramenta). Note que uma sonda de defnio da ferramenta automtica utiliza apenas cdigos de 1 a 8.
CALIBRAO DA SONDA DE FERRAMENTA
Utilize o seguinte procedimento se a sonda da ferramenta tiver que ser calibrada:
1. Instale uma ferramenta rotativa na estao 1 da ferramenta da torreta da ferramenta e fxe um
pedao de material no fuso para estar apto a rodar um dimetro no material.
2. Use a ferramenta de rotao na estao 1 para ter um pequeno corte no dimetro do material fxo
do fuso.
3. Avance a ferramenta rotativa para longe da pea no eixo Z apenas - no avance o eixo X para
longe a partir do dimetro. A posio da ferramenta necessria para defnir o desvio da geome-
tria para a ferramenta na estao 1 usando MEDID DI X.
4. Mea o dimetro do corte feito na pea de trabalho com um micrmetro e prima o boto MEDID
DI X - introduza o dimetro medido.
5. Escreva o Desvio de Geometria para a ferramenta nmero 1. V para a pgina de defnies e
mude as defnies 59 e 63 para 0 (zero).
6. Prima F1 para baixar o brao do Predefnidor da Ferramenta e faa com que a ferramenta n. 1
entre em contacto com a sonda. Subtraia o novo valor do Desvio de Geometria para a ferramen-
ta 1 do valor de Desvio que escreveu anteriormente. Introduza este valor na defnio 59.
7. Mea a profundidade da sonda da ferramenta e multiplique-a por dois. Subtraia o valor da
Defnio n. 59 e introduza este novo valor na defnio 60 (X- desvio da sonda).
8. Introduza 0 (zero) para a defnio 61. O valor para a defnio 62 a profundidade da sonda
como um nmero negativo e a defnio 63 a profundidade da sonda como um nmero posi-
tivo. Depois da sonda da ferramenta estar devidamente alinhada, os valores de X Dia Measure e
o valor da sonda sero o mesmo.
104 Torno - Manual do operador
96-0229 rev Y 01-2010
ALARMES DE SONDA DE FERRAMENTA
Os seguintes alarmes so gerados pelo sistema de sonda da ferramenta e exibidos na seco de mensa-
gens de alarme do visor. Estes podem apenas ser limpos repondo o controlo.
Brao No em Baixo O brao da sonda no est em posio para a operao. Aceda ao menu da sonda
premindo MDI/DNC, depois PRGRM CONVRS e seleccione o separador Sonda. Prima F1 para baixar o
brao da sonda.
Calibrar Primeiro A sonda deve ser calibrada utilizando o procedimento descrito anteriormente.
Sem Desvio de Ferramenta Deve ser defnido um desvio de ferramenta.
Nmero de Desvio de Ferramenta Ilegal O desvio de ferramenta T0 no permitido. Se utilizar uma entra-
da "T" na linha de chamada do ciclo, verifque que o valor no zero; de outra forma, este alarme pode ocorrer
se no for seleccionado um desvio de ferramenta em MDI antes da execuo do ciclo. CUIDADO: Certifque-se de
que a torre est a uma distncia segura da sonda antes de indexar a torre.
Vector de Nariz da Ferramenta Ilegal Apenas os nmeros de vector de 1 a 8 so permitidos. Ver o dia-
grama de Direco da Ponta da Ferramenta na seco TNC deste manual sobre as defnies de vector do
nariz da ferramenta.
Sonda Aberta Este alarme ocorre quando a sonda est numa condio aberta (activada) inesperada.
Certifque-se de que a ferramenta no est em contacto com a sonda antes de iniciar uma operao.
Falha de Sonda Este alarme ocorre quando a ferramenta falha o contacto com a sonda dentro do curso
defnido. Verifque que a sonda foi calibrada. No modo da sonda manual, avance a ponta da ferramenta at
0.25" (6 mm) da sonda.
Ferramenta Quebrada Este alarme gerado quando o comprimento de ferramenta excede a tolerncia
defnida.
105 Torno - Manual do operador
96-0229 rev Y 01-2010
MACROS (OPCIONAL)
Esta funcionalidade de controlo opcional; contacte o seu fornecedor para informao.
INTRODUO
As macros adicionam capacidades e fexibilidade ao controlo que no so possveis com o cdigo G normal.
Algumas utilizaes possveis so famlias de peas, ciclos de encamisado personalizados, movimentos
complexos e comando de dispositivos opcionais.
Uma Macro qualquer rotina/sub-programa que pode ser executado vrias vezes. Uma declarao de
macro pode atribuir um valor a uma varivel ou ler um valor a partir de uma varivel, avaliar uma expresso,
passar condicional ou incondicionalmente para outro ponto dentro de um programa ou condicionalmente
repetir qualquer seco de um programa.
Aqui fcam alguns exemplos de aplicaes para Macros. Em vez de apresentarmos aqui o cdigo da macro,
iremos descrever as aplicaes gerais em que podem ser utilizadas as Macros.
Padres simples que so repetidos continuamente na ofcina - possvel defnir padres que recorrem
continuamente e armazen-los, utilizando macros. Por exemplo:
Famlia de peas
Maquinao de pina simples
Ciclos "encamisados" defnidos pelo utilizador (tais como ciclos de ranhuras personalizados)
Defnio de desvio automtico com base no programa - Com as macros, possvel defnir desvios em
cada programa, de modo a que os procedimentos de confgurao sejam simplifcados e menos sujeitos a
erros.
Sondas - As sondas aumentam as capacidades da mquina de muitas formas. Segue-se uma sugesto das
possibilidades.
Fazer o perfl de uma pea para determinar dimenses desconhecidas para posterior maquinao.
Calibragem da ferramenta para obter valores de desvios e desgaste.
Inspeco antes da maquinagem para determinar folgas de material nos moldes.
Cdigos G e M teis
M00, M01, M30 - Parar Programa
G04 - Pausa
G65 Pxx - Chamada de subprograma Macro. Permite a passagem de variveis.
M96 Pxx Qxx - Ramal Local Condicional quando Sinal da Entrada Discreta 0
M97 Pxx - Chamada de Subrotina Local
M98 Pxx - Chamada de Subprograma
M99 - Retorno ou Ciclo de Subprograma
G103 - Limite de Anteviso do Bloco. No permitida a compensao da cortadora
M109 - Entrada de Utilizador Interactiva (consulte a seco "Cdigos M")
Defnies
Existem 3 defnies que podem afectar programas de macro (programas da srie 9000); so o Lock (Blo-
queio) de programas 9xxxx (n 23), Progs Trace (Localizao de programas) 9xxx (n 74) e Progs Single BLK
(Bloqueio nico de programas) 9xxx (n 75).
Anteviso
Anteviso uma questo de grande importncia para o programador de macros. O controlo tenta processar
tantas linhas quanto possvel antes de tempo, de modo a acelerar o processamento. Inclui a interpretao de
variveis da macro. Por exemplo,
106 Torno - Manual do operador
96-0229 rev Y 01-2010
#1101 = 1
G04 P1.
#1101 = 0
Destina-se a ligar uma sada, aguardar 1 segundo e, em seguida, desactiv-la. No entanto, a anteviso faz
com que uma sada para activar, desactive imediatamente enquanto uma hesitao est a ser processada.
G103 P1 pode ser utilizado para limitar a anteviso a 1 bloco. Para que este exemplo funcione correcta-
mente, tem de ser modifcado da seguinte forma:
G103 P1 (ver o captulo acerca do cdigo G do manual para uma explicao adicional do G103)
;
#1101=1
G04 P1.
;
;
;
#1101=0
Arrendondar
O controlo armazena nmeros decimais como valores binrios. Como resultado, os nmeros armazenados
em variveis podem ser desviados por 1 dgito menos signifcativo. Por exemplo, o nmero 7 armazenado
na varivel da macro n 100, pode ser lido posteriormente como 7.000001, 7.000000 ou 6.999999. Se a sua
declarao for "IF [#100 EQ 7]", pode resultar numa leitura falsa. Uma forma mais segura de programa-
o seria "IF [ROUND [#100] EQ 7]". Esta questo, normalmente, s constitui um problema ao armazenar
nmeros inteiros em variveis da macro em que no espera ver uma pea fraccionada mais tarde.
NOTAS DE FUNCIONAMENTO
As variveis da macro podem ser guardadas atravs de RS-232 ou da disquete opcional DNC, tal como as
defnies e desvios. Consulte a seco Transferncia de Informao de Controlo.
Pgina Variable Display (Ecr de variveis)
As variveis da macro so apresentadas e podem ser modifcadas atravs do ecr de comandos actuais.
Para aceder s pginas, prima COMANDOS ACTUAIS e utilize as teclas de pgina para cima/para baixo.
medida que o controlo interpreta um programa, as alteraes s variveis so apresentadas na pgina do
ecr de variveis e possvel ver os resultados. A varivel da macro defnida atravs da introduo de um
valor e, em seguida, premindo o boto ESCREVER/INTRODUZIR. As variveis da macro podem ser elimina-
das, premindo ORIGEM. Introduzir o nmero da varivel da macro e premindo a tecla de seta para cima/para
baixo pesquisa essa varivel.
As variveis apresentadas representam os valores das variveis durante a execuo do programa. Por
vezes, podem ser at 15 blocos de avano em relao s aces actuais da mquina. Depurar os programas
mais fcil ao inserir um G103 no incio de um programa para limitar a colocao de um bloco na memria
intermdia e, em seguida, removendo-o aps a concluso da depurao.
Argumentos da macro
Os argumentos numa declarao G65 so um meio para enviar valores e defnir as variveis locais de uma
chamada sub-rotina da macro. As duas tabelas que se seguem indicam o mapeamento das variveis de
endereo por ordem alfabtica para as variveis numricas utilizadas numa sub-rotina da macro.
Endereamento alfabtico
Endereo:
Varivel:
A
1
B
2
C
3
D
7
E
8
F
9
G
-
H
11
I
4
J
5
K
6
L
-
M
13
Endereo:
Varivel
N
-
O
-
P
-
Q
17
R
18
S
19
T
20
U
21
V
22
W
23
X
24
S
25
Z
26
Endereamento alfabtico alternativo
107 Torno - Manual do operador
96-0229 rev Y 01-2010
Endereo:
Varivel:
A
1
B
2
C
3
I
4
J
5
K
6
I
7
J
8
K
9
I
10
J
11
Endereo:
Varivel:
K
12
I
13
J
14
K
15
I
16
J
17
K
18
I
19
J
20
K
21
I
22
Endereo:
Varivel:
J
23
K
24
I
25
J
26
K
27
I
28
J
29
K
30
I
31
J
32
K
33
Os argumentos aceitam qualquer valor de ponto futuante at quatro casas decimais. Se o controlo estiver
em unidades de medidas mtricas, assume milhares (.000). No exemplo abaixo, a varivel local n. 7 rece-
ber .0004. Se no for includa uma casa decimal num valor do argumento, tal como: G65 P9910 A1 B2 C3,
os valores passam para sub-rotinas da macro, de acordo com a tabela seguinte:
Passagem de argumento inteiro (sem ponto decimal)
Endereo:
Varivel:
A
.001
B
.001
C
.001
D
1.
E
1.
F
1.
G
-
Endereo:
Varivel:
H
1.
I
.0001
J
.0001
K
.0001
L
1.
M
1.
N
-
Endereo:
Varivel:
O
-
P
-
Q
.0001
R
.0001
S
1.
T
1.
U
.0001
Endereo:
Varivel:
V
.0001
W
.0001
X
.0001
S
.0001
Z
.0001
s 33 variveis da macro local podem ser atribudos valores com argumentos, utilizando o mtodo de en-
dereamento alternativo. O exemplo que se segue mostra como possvel enviar dois conjuntos de locais de
coordenadas para uma sub-rotina de uma macro. As variveis locais de n 4 e n 9 sero defnidas de .0001
a .0006, respectivamente.
Exemplo: G65 P2000 I1 J2 K3 I4 J5 K6
As letras G, L, N, O P no podem ser utilizadas para passar programas para uma sub-rotina da macro.
Variveis da macro
Existem trs categorias de variveis da macro: variveis do sistema, variveis globais, e variveis locais.
Constantes so valores de ponto futuantes, colocados numa expresso da macro. Podem ser combinados
com endereos de A a Z ou podem manter-se autnomos quando utilizados numa expresso. Exemplos de
constantes so .0001, 5.3 ou -10.
Variveis locais
As variveis locais vo do n 1 ao n 33. Um conjunto de variveis locais est sempre disponvel. Quando
chamar uma sub-rotina com um comando G65 a ser executado, as variveis locais so guardadas e um
novo conjunto fca disponvel para utilizao. chamada a "sobreposio" de variveis locais. Durante
uma chamada G65, todas as novas variveis locais so limpas e assumem valores indefnidos e quaisquer
variveis locais que tenham variveis do endereo correspondente na linha G65 so defnidas com valores
da linha G65. Segue-se uma tabela das variveis locais juntamente com os argumentos da varivel do en-
dereo que os alteram.
Varivel:
Endereo:
Alternar:
1
A
2
B
3
C
4
I
5
J
6
K
7
D
I
8
E
J
9
F
K
10
I
11
H
J
Varivel:
Endereo:
Alternar:
12
K
13
M
I
14
J
15
K
16
I
17
Q
J
18
R
K
10
S
I
20
T
J
21
U
K
22
V
I
Varivel:
Endereo:
Alternar:
23
W
J
24
X
K
25
S
I
26
Z
J
27
K
28
I
29
J
30
K
31
I
32
J
33
K
108 Torno - Manual do operador
96-0229 rev Y 01-2010
Note que as variveis 10, 12, 14-16 e 27-33 no tm os argumentos do endereo correspondentes. Podem
ser defnidas se um nmero sufciente de argumentos I, J e K forem utilizados como indicado acima na
seco de argumentos. Depois de entrar na sub-rotina da macro, as variveis locais podem ser lidas e modi-
fcadas atravs da referncia aos nmeros da varivel 1-33.
Quando o argumento L utilizado para fazer vrias repeties de uma subrotina da macro, os argumentos
so defnidos apenas na primeira repetio. Isto signifca que se as variveis 1-33 forem modifcadas na
primeira repetio, a repetio seguinte ter acesso apenas aos valores modifcados. Os valores locais so
retidos de repetio em repetio quando o endereo L for superior a 1.
Chamar uma sub-rotina atravs de um M97 ou M98 no sobrepe as variveis locais. Quaisquer variveis
locais referenciadas numa chamada de sub-rotina de M98 so as mesmas variveis e valores que existiam
antes da chamada de M97 ou M98.
Variveis globais
As variveis globais so variveis que esto sempre acessveis. Existe apenas uma cpia de cada varivel
global. As variveis globais ocorrem em trs intervalos: 100-199, 500-699 e 800-999. As variveis globais
permanecem na memria quando a alimentao desligada.
Ocasionalmente, existem algumas macros escritas para opes instaladas de fbrica que utilizam variveis
globais. Por exemplo, sondas, comutadores de paletes, etc. Quando utilizar variveis globais, certifque-se de
que no esto em utilizao por outro programa na mquina.
Variveis do sistema
As variveis do sistema do ao programador a possibilidade de interagir com uma variedade da condies
do controlo. Defnindo uma varivel do sistema, a funo do controlo pode ser modifcada. Ao ler uma variv-
el do sistema, um programa pode modifcar o seu comportamento com base no valor da varivel. Algumas
variveis do sistema contam com um estado S de leitura; isto signifca que o programador no pode alter-
las. Segue-se uma breve tabela das variveis do sistema actualmente implementadas com uma explicao
da sua utilizao.
VARIVEIS UTILIZAO
#0 No um nmero (s de leitura)
#1-#33 Argumentos de chamada da macro
#100-#199 Variveis gerais guardadas no arranque
#500-#599 Variveis gerais guardadas no arranque
#600-#699 Variveis gerais guardadas no arranque
#700-#749 Variveis ocultas para para uso interno
#750-#751 Recolha de informao da porta de srie n. 2
#800-#999 Variveis gerais guardadas no arranque
#1000-#1063 64 entradas discretas (s de leitura)
#1064-#1068 Cargas mximas dos eixos para X, Y, Z, A e B noMOCON1
#1080-#1087 Entradas simples de analgico para digital (s de leitura)
#1090-#1098 Entradas fltradas de analgico para digital (s de leitura)
#1094 Nvel da Refrigerao
#1098 Carga do veio com comando do vector Haas (s de leitura)
#1100-#1139 40 sadas discretas
#1140-#1155 16 sadas de rel extra atravs de sada multiplexada
#1264-#1268 Cargas mximas dos eixos para U, V, W, SS, e TT no
MOCON2
#2001-#2050 Desvios da mudana de ferramenta do eixo X
#2101-#2150 Desvios da mudana de ferramenta do eixo Z
109 Torno - Manual do operador
96-0229 rev Y 01-2010
VARIVEIS UTILIZAO
#2201-#2250 Desvios do raio do nariz da ferramenta
#2301-#2350 Direco da ponta da ferramenta
#2401-#2450 Desvios do dimetro/raio da ferramenta
#2601-#2650 Desgaste do dimetro/raio da ferramenta
#2701-#2750 Desvios do desgaste da ferramenta do eixo X
#2801-#2850 Desvios do desgaste de ferramenta do eixo Z
#2901-#2950 Desvios do desgaste do raio do nariz da ferramenta
#3000 Alarme programvel
#3001 Temporizador de milisegundos
#3002 Temporizador horrio
#3003 Supresso de bloco nico
#3004 Controlo de substituio
#3006 Paragem programvel com mensagem
#3011 Ano, ms, dia
#3012 Hora, minuto, segundo
#3020 Temporizador no arranque (s de leitura)
#3021 Temporizador do incio de ciclo
#3022 Temporizador de alimentao
#3023 Tempo de ciclo presente
#3024 Tempo do ltimo ciclo
#3025 Tempo do ciclo anterior
#3026 Ferramenta no veio (s de leitura)
#3027 RPM do veio (s de leitura)
#3030 Bloco nico
#3031 Teste
#3032 Apagar Bloco
#3033 Parar Opo
#3901 M30 contagem 1
#3902 M30 contagem 2
#4001-#4020 Cdigos de grupo do bloco anterior
#4101-#4126 Cdigos de endereo do bloco anterior
Nota: O mapeamento de 4101 a 4126 o mesmo que o enderea-
mento alfabtico do captulo "Argumentos da macro"; p. ex., a
declarao x1.3 defne as variveis #4124 a 1.3..
#5000-#5006 Posio de fm do bloco anterior
#5020-#5027 Posio da coordenada da mquina actual
#5041-#5046 Posio da coordenada de trabalho actual
#5061-#5069 Posio do sinal de ignorar presente - X, Z, Y, A, B, C, U,
V, W
#5081-#5086 Desvio da ferramenta actual
#5201-#5206 Desvio comum
#5221-#5226 Desvios de trabalho G54
#5241-#5246 Desvios de trabalho G55
#5261-#5266 Desvios de trabalho G56
110 Torno - Manual do operador
96-0229 rev Y 01-2010
VARIVEIS UTILIZAO
#5281-# 5286 Desvios de trabalho G57
#5301-#5306 Desvios de trabalho G58
#5321-#5326 Desvios de trabalho G59
#5401-#5500 Temporizadores de alimentao da ferramenta (segundos)
#5501-#5600 Temporizadores da ferramenta totais (segundos)
#5601-#5699 Limite do monitor de vida da ferramenta
#5701-#5800 Contador do monitor de vida da ferramenta
#5801-#5900 Controlo de carga da ferramenta (carga mxima detectada
at ao momento)
#5901-#6000 Limite do monitor de carga da ferramenta
#6001-#6277 Defnies (s de leitura)
#6501-#6999 Parmetros (s de leitura)
Nota: Os bits de ordem baixa de grandes valores no aparecem
nas variveis da macro para defnies e parmetros.
#7001-#7006 (#14001-#14006) G110 (G154 P1) desvios de trabalho adicio-
nais
#7021- #7026 (#14021-#14026) G111 (G154 P2) desvios de trabalho adicio-
nais
#7041-#7046 (#14041-#14046) G114 (G154 P3) desvios de trabalho adicio-
nais
#7061-#7066 (#14061-#14066) G115 (G154 P4) desvios de trabalho adicio-
nais
#7081-#7086 (#14081-#14086) G116 (G154 P5) desvios de trabalho adicio-
nais
#7101-#7106 (#14101-#14106) G117 (G154 P6) desvios de trabalho adicio-
nais
#7121-#7126 (#14121-#14126) G118 (G154 P7) desvios de trabalho adicio-
nais
#7141-#7146 (#14141-#14146) G119 (G154 P8) desvios de trabalho adicio-
nais
#7161-#7166 (#14161-#14166) G120 (G154 P9) desvios de trabalho adicio-
nais
#7181-#7186 (#14181-#14186) G121 (G154 P10) desvios de trabalho adicio-
nais
#7201-#7206 (#14201-#14206) G122 (G154 P11) desvios de trabalho adicio-
nais
#7221-#7226 (#14221-#14221) G123 (G154 P12) desvios de trabalho adicio-
nais
#7241-#7246 (#14241-#14246) G124 (G154 P13) desvios de trabalho adicio-
nais
#7261-#7266 (#14261-#14266) G125 (G154 P14) desvios de trabalho adicio-
nais
#7281-#7286 (#14281-#14286) G126 (G154 P15) desvios de trabalho adicio-
nais
#7301-#7306 (#14301-#14306) G127 (G154 P16) desvios de trabalho adicio-
nais
111 Torno - Manual do operador
96-0229 rev Y 01-2010
#7321-#7326 (#14321-#14326) G128 (G154 P17) desvios de trabalho adicio-
nais
#7341-#7346 (#14341-#14346) G129 (G154 P18) desvios de trabalho adicio-
nais
#7361-#7366 (#14361-#14366) G154 P19 desvios adicionais de trabalho
VARIVEIS UTILIZAO
#7381-#7386 (#14381-#14386) G154 P20 desvios de trabalho adicionais
#14401-#14406 G154 P21 desvios de trabalho adicionais
#14421-#14426 G154 P22 desvios de trabalho adicionais
#14441-#14446 G154 P23 desvios de trabalho adicionais
#14461-#14466 G154 P24 desvios de trabalho adicionais
#14481-#14486 G154 P25 desvios de trabalho adicionais
#14501-#14506 G154 P26 desvios de trabalho adicionais
#14521-#14526 G154 P27 desvios de trabalho adicionais
#14541-#14546 G154 P28 desvios de trabalho adicionais
#14561-#14566 G154 P29 desvios de trabalho adicionais
#14581-#14586 G154 P30 desvios de trabalho adicionais
#14781-#14786 G154 P40 desvios de trabalho adicionais
#14981-#14986 G154 P50 desvios de trabalho adicionais
#15181-#15186 G154 P60 desvios de trabalho adicionais
#15381-#15386 G154 P70 desvios de trabalho adicionais
#15581-#15586 G154 P80 desvios de trabalho adicionais
#15781-#15786 G154 P90 desvios de trabalho adicionais
15881-15886 G154 P95 desvios de trabalho adicionais
15901-15906 G154 P96 desvios de trabalho adicionais
15921-15926 G154 P97 desvios de trabalho adicionais
15941-15946 G154 P98 desvios de trabalho adicionais
15961-15966 G154 P99 desvios de trabalho adicionais
Variveis n 750 e n 751
Estas variveis macro recolhem a entrada a partir da porta de srie 2. O programador pode testar a infor-
mao enumerada no amortecedor da porta de srie 2, e recolhem a informao para processamento. A
varivel macro n 750 informa o programador se existe informao espera na segunda porta RS232. Um
112 Torno - Manual do operador
96-0229 rev Y 01-2010
valor de 1 signifca que o amortecedor que recebe tem informao enumerada, caso contrrio o valor de 0
devolvido. A varivel Macro 751 recolhe o primeiro caracter do amortecedor de entrada, quando a informao
enumerada; assim, o contedo do amortecedor , em primeiro lugar, verifcado para ver se est vazio; se
no estiver, o valor do prximo caracter enumerado devolvido.
Entradas discretas de 1 bit
As entradas designadas como "Sobressalente" podem ser ligadas a dispositivos externos e utilizadas pelo
programador.
Sadas discretas de 1 bit
O controlo Haas tem capacidade para controlar at 56 sadas discretas. No entanto, algumas destas sadas
j esto reservadas para utilizao pelo controlador do Haas.
ATENO! No utilizar sadas que estejam reservadas pelo sistema. Utilizar estas sadas pode resultar em feri-
mentos ou danos no seu equipamento.
O utilizador pode alterar o estado destas sadas, escrevendo variveis designadas como "sobressalentes".
Se as sadas estiverem ligadas a rels, uma atribuio de "1" defne o rel. Uma atribuio de "0" limpa o
rel. Referenciar estas sadas devolve o estado actual da sada e este pode ser o ltimo valor atribudo ou
pode ser o ltimo estado da sada, tal como defnido por um cdigo M do utilizador. Por exemplo, depois de
verifcar que a sada #1108 "sobressalente":
#1108 = 1; (Activa o rel n.1108)
#101 = #3001+1000; (101 est a 1 segundo do momento actual)
ENQUANTO [[#101 GT #3001] E [#1109 EQ 0]] D01
END1 (Aguarde 1 segundo aqui ou at o rel #1109
elevar-se)
#1108 = 0; (Desactiva o rel #1108)
Se o controlo no estiver equipado com o painel de rels de cdigo M, de M21 a M28 sero mapeados de
#1132-#1139. Se o painel de rels de cdigo M estiver instalado, ver o captulo da opo 8M para obter infor-
maes e instrues.
NOTA: Testar sempre os programas que tenham sido desenvolvidos para macros e que utilizem novo
hardware.
Cargas mximas do eixo
As variveis que se seguem so agora utilizadas para conter os valores de carga mxima para cada eixo.
Podem ser limpas atravs da alimentao da mquina ou atravs da defnio da macro com zero num pro-
grama (por exemplo, #1064=0;).
1064 = eixo X 1264 = eixo C
1065 = eixo Y 1265 = eixo U
1066 = eixo Z 1266 = eixo V
1067 = eixo A 1267 = eixo W
1068 = eixo B 1268 = eixo T
Desvios da ferramenta
Utilize as seguintes variveis da macro para ler ou defnir a seguinte geometria, mudana ou valores de des-
vio de desgaste:
#2001-#2050 Desvio da geometria/mudana
do eixo X
#2101-#2150 Desvio da geometria/mudana
do eixo Z
113 Torno - Manual do operador
96-0229 rev Y 01-2010
#2201-#2250 Geometria do raio do nariz da
ferramenta
#2301-#2350 Direco da ponta da ferra-
menta
#2701-#2750 Desgaste da ferramenta do
eixo X
#2801-#2850 Desgaste da ferramenta do
eixo Z
#2901-#2950 Desgaste do raio do nariz da
ferramenta
Mensagens programveis
#3000 - Os alarmes podem ser programados. Um alarme programvel funciona tal como alarmes internos
Haas. Um alarme gerado pela defnio da varivel da macro #3000 para um nmero entre 1 e 999.
#3000 = 15 (Mensagem colocada na lista de alarme) - Quando isto feito, pisca "Alarme" na base do visor
e o texto no prximo comentrio colocado na lista de alarme. O nmero do alarme (neste exemplo, 15)
adicionado a 1000 e utilizado com um nmero de alarme. Se um alarme for gerado desta forma, todas as
paragens de movimentos e o programa tm de ser reiniciados para continuar. Os alarmes programveis so
sempre numerados entre 1000 e 1999. Os primeiros 34 caracteres do comentrio sero usados para a men-
sagem de alarme.
Temporizadores
As macros Haas podem aceder a dois temporizadores. Estes temporizadores podem ser defnidos para um
valor atravs da atribuio de um nmero respectiva varivel. Um programa pode ler posteriormente a
varivel e determinar o tempo decorrido desde a ltima defnio. Os temporizadores podem ser utilizados
para imitar ciclos de hesitao, determinar o tempo pea a pea ou sempre que seja pretendido um compor-
tamento dependente do tempo.
#3001 Temporizador de milssegundos - O temporizador de milssegundos actualizado a cada 20
milssegundos e, assim, as actividades podem ser temporizadas com uma preciso de apenas 20 milsse-
gundos. No arranque, o temporizador de milsegundos reiniciado. O temporizador tem um limite de 497
dias. O nmero completo devolvido depois de aceder ao #3001 representa o nmero de milsegundos.
#3002 Temporizador horrio - O temporizador horrio semelhante ao temporizador de milssegundos,
com a excepo de que o nmero devolvido depois de aceder ao #3002 representa horas. Os temporiza-
dores de hora e milsegudos podem ser defnidos independentes um do outro.
114 Torno - Manual do operador
96-0229 rev Y 01-2010
Substituies do sistema
#3003 - A varivel 3003 o parmetro de Supresso de bloco nico. Substitui a funo de Bloco nico no
cdigo G. No exemplo que se segue, o Bloco nico ignorado quando #3003 defnido como 1. Aps a
defnio de M3003 =1, cada comando de cdigo G (linhas 2-4) executado continuamente mesmo que a
funo de Bloco nico esteja Ligada. Quando #3003 igual a zero, o Bloco nico funciona normalmente. Ou
seja, o utilizador tem de premir Cycle Start (Incio do ciclo) no incio de cada linha de cdigo (linhas 6-8).
#3003=1;
G54 G00 G90 X0 Z0;
G81 R0.2 Z-0.1 F20 L0;
S2000 M03;
#3003=0;
T02 M06;
G83 R0.2 Z-1. F10. L0;
X0. Z0.;
Varivel #3004
A varivel #3004 uma varivel que substitui funes do controlo especfcas durante a execuo. O
primeiro bit desactiva o boto Feed Hold (Suspenso da alimentao). Se a suspenso da alimentao no
for utilizada durante uma seco do cdigo, coloque a varivel #3004, com a atribuio de 1, antes de quais-
quer linhas de cdigo especfcas. Em seguida, defna essa seco do cdigo #3004 para 0 para restaurar a
funo do boto Feed Hold (Suspenso da alimentao). Por exemplo:
Cdigo de aproximao (Suspenso da alimentao
permitida)
#3004=1; (Desactiva o boto Feed Hold
(Suspenso da alimentao))
Cdigo de no para-
gem
(Suspenso da alimentao
no permitida)
#3004=0; (Activa o boto Feed Hold
(Suspenso da alimentao))
Cdigo de partida (Suspenso da alimentao
permitida)
Segue-se um mapa dos bits da varivel #3004 e substituies associadas.
E = Activado D = Desactivado
#3004 ALIMEN-
TAR
SUSPEND-
ER
GRADUAO
DO AVANO
SUBSTITUIR
PARAGEM EX-
ACTA
VERIFICAR
0 E E E
1 D E E
2 E D E
3 D D E
4 E E D
5 D E D
6 E D D
7 D D D
#3006 Paragem programvel
As paragens podem ser programadas actuando como um M00. O controlo pra e aguarda at ser premido
Incio de Ciclo. Aps a presso de Cycle Start (Incio do ciclo), o programa continua com o bloco depois de
#3006. No exemplo seguinte, os primeiros 15 caracteres so apresentados na parte inferior esquerda do
115 Torno - Manual do operador
96-0229 rev Y 01-2010
ecr.
SE [#1 EQ #0] ENTO #3006=101(comentrio aqui);
#4001-#4021 Cdigos de grupo do ltimo bloco (Modal)
O agrupamento de cdigos G permite um processamento mais efcaz. Os cdigos G com funes semel-
hantes esto, normalmente, no mesmo grupo. Por exemplo, G90 e G91 esto sob o grupo 3. Estas variveis
armazenam o ltimo ou o cdigo G predefnido de quaisquer 21 grupos. Atravs da leitura do cdigo do
grupo, um programa de macro pode alterar o comportamento do cdigo G. Se 4003 incluir 91, ento um pro-
grama de macro poder determinar que todos os movimentos devem ser incrementais e no absolutos. No
existe uma varivel associada para o grupo zero; os cdigos G de grupo zero so no modais.
#4101-#4126 Dados do endereo do ltimo bloco (Modal)
Os cdigos de endereo A-Z (excluindo G) so mantidos como valores modais. As informaes represen-
tadas pela ltima linha do cdigo e interpretadas pelo processo de anteviso esto contidas nas variveis
4101 a 4126. O mapeamento numrico de nmeros da varivel para endereos alfabticos corresponde ao
mapeamento sob endereos alfabticos. Por exemplo, o valor do endereo D interpretado previamente
encontrado em #4107 e o ltimo valor I interpretado #4104. Ao ligar uma macro a um cdigo M, no pos-
svel passar variveis macro, utilizando as variveis 1-33; em vez disso, utilize os valores de 4101-4126 na
macro.
#5001-#5005 ltima posio do alvo
O ltimo ponto programado para o ltimo bloco de movimentao pode ser acedido atravs das variveis
#5001-#5005, X, Y, Z, A e B, respectivamente. Os valores so dados no sistema de coordenadas de trabalho
actual e podem ser utilizados enquanto a mquina est em movimento.
Variveis de posio do sistema
#5021 Eixo X #5024 Eixo A #5027 eixo U
#5022 Eixo Y #5025 Eixo B #5028 Eixo V (utilizado para
a Aplicao de Alimentao
Haas)
#5023 Eixo Z #5026 Eixo C
#5021-#5025 Posio das coordenadas da mquina actual
A posio actual nas coordenadas da mquina pode ser obtida atravs de #5021-#5025, X, Y, Z, A e B, re-
spectivamente. No possvel ler os valores enquanto a mquina est em movimento. O valor de #5023 (Z)
tem a compensao do comprimento da mquina aplicado.
#5041-#5045 Posio das coordenadas de trabalho actual
A posio actual nas coordenadas de trabalho pode ser obtida atravs de #5041-5045, X, Y, Z, A e B, respec-
tivamente. No possvel ler os valores enquanto a mquina est em movimento. O valor de #5043 (Z) tem
a compensao do comprimento da mquina aplicado.
#5061-#5069 Posio do sinal de ignorar actual
A posio em que o ltimo sinal de ignorar foi accionado pode ser obtida atravs de #5061-#5069, X, Y, Z,
A, B, C, U, V, e W, respectivamente. Os valores so dados no sistema de coordenadas de trabalho actual e
podem ser utilizados enquanto a mquina est em movimento. O valor de #5063 (Z) tem a compensao do
comprimento da mquina aplicado.
#5081-#5086 Compensao do comprimento da ferramenta
A compensao do comprimento da ferramenta actual que est a ser aplicado ferramenta devolvido.
Inclui a geometria da ferramenta referenciada pelo valor modal actual defnido no cdigo T mais o valor de
desgaste.
#6996-#6999 Acesso ao parmetro usando variveis macro
possvel a um programa aceder aos parmetros 1 a 1000 e a qualquer das parcelas do parmetro, como
se segue:
116 Torno - Manual do operador
96-0229 rev Y 01-2010
#6996: Nmero de Parmetro
#6997: Nmero de Bit (opcional)
#6998: Contm o valor do nmero do parmetro na varivel 6996
#6999: Contm o valor do bit (0 ou 1) do bit do parmetro especifcado na varivel
6997.
NOTA: Variveis 6998 e 6999 so de leitura apenas.
Utilizao
Para aceder ao valor de um parmetro, o nmero desse parmetro copiado para a varivel 6996, depois do
que, o valor desse parmetro est dispovel usando a varivel macro 6998, como exibido:
#6996=601 (Especifcar parmetro 601)
#100=#6998 (Copiar o valor do parmetro 601 para a varivel #100)
Para aceder a uma parcela especfca de parmetro, o nmero desse parmetro copiado para a varivel
6996 e o nmero da parcela copiado para a varivel macro 6997. O valor dessa parcela deparmetro est
disponvel usando a varivel macro 6999, como exibido:
#6996=57 (Especifcar parmetro 57)
#6997=0 (Especifcar parcela zero)
#100=#6999 (Copiar o parmetro 57 parcela 0 para a varivel #100)
NOTA: As parcelas do parmetro so numeradas de 0 at 31. Os parmetros de 32-bit so formata-
dos, no ecrn, com a parcela 0 no canto superior esquerdo, e a parcela 31 no canto inferior direito.
Desvios
Todos os desvios de trabalho podem ser lidos e defnidos dentro de uma expresso da macro. Isto permite
que o programador pr-defna coordenadas para aproximar locais ou defnir coordenadas para valores com
base nos resultados de locais e clculos do sinal de ignorar. Quando qualquer um dos desvios lido, a fla de
anteviso da interpretao interrompida at execuo do bloco.
#5201-#5206 G52 X, Z, Y, A, B , C Valores de Desvio
#5221-#5226 G54
#5241-#5246 G55
#5261-#5266 G56
#5281-#5286 G57
#5301-#5306 G58
#5321-#5326 G59
#7001-#7006 G110 X, Z, Y, A, B , C Valores de Desvio
#7021-#7026
#7381-#7386 G129 X, Z, Y, A, B , C Valores de Desvio
Utilizao de variveis
Todas as variveis so referenciadas com um sinal de cardinal (#) seguido de um nmero positivo, tal como:
#1, #101, and #501. As variveis so valores decimais que so representados como nmeros de ponto fu-
tuante. Se uma varivel nunca tiver sido utilizada, pode assumir um valor "no defnido" especial. Isto indica
que no foi utilizada. Uma varivel pode ser defnida para indefnida com a varivel especial #0. #0 tem o
valor de indefnido ou 0.0 dependendo do contexto em que usado. Podem ser cumpridas referncias indi-
rectas a variveis colocando o nmero da varivel entre parntesis #[expresso]. A expresso avaliada e o
resultado transforma-se na varivel acessvel. Por exemplo:
#1=3;
#[#1]=3.5 + #1;
Isto defne a varivel #3 para o valor 6.5.
117 Torno - Manual do operador
96-0229 rev Y 01-2010
As variveis podem ser utilizadas em vez do endereo do cdigo G, em que o "endereo" se refere s
letras A..Z.
No bloco N1 G0 X1.0; as variveis podem ser defnidas para os seguintes valores: #7 = 0; #1 = 1.0; e o
bloco substitudo por: N1 G#7 X#1;. Os valores nas variveis no tempo de execuo so utilizados como os
valores do endereo.
SUBSTITUIO DE ENDEREO
O mtodo habitual de defnir os endereos de controlo. A-Z o endereo seguido de um nmero. Por exem-
plo: G01 X1.5 Z3.7 F.02; defne os endereos G, X, Z e F para 1, 1.5, 3.7 e 0.02, respectivamente e, assim,
d a instruo ao controlo para mover linearmente, G01, para a posio X = 1.5 Z = 3.7 a uma taxa de
alimentao de 0.02 polegadas por rotao. A sintaxe da macro permite que o valor do endereo seja substi-
tuda por qualquer varivel ou expresso.
A declarao anterior pode ser substituda pelo seguinte cdigo:
#1 = 1;
#2 = .5;
#3 = 3.7;
#4 = 0.02;
G#1 X[#1+#2] Z#3 F#4; A sintaxe permitida nos endereos A..Z (excluindo N ou O) a seguinte:
endereo, - , varivel A-#101
endereo[expresso] Z[#5041+3.5]
endereo - [expresso] Z-[SIN[#1]]
Se o valor da varivel no concordar com o intervalo do endereo, resultado o habitual alarme do controlo.
Por exemplo, o seguinte cdigo seguinte resultaria num alarme de cdigo G invlido, uma vez que no existe
um cdigo G143: #1 = 143; G#1;
Quando uma varivel ou expresso utilizada em vez de uma valor de endereo, o valor arredondado para
o dgito menos signifcativo. Se #1 =.123456, ento G1 X#1 iria mover a ferramenta da mquina .1235 para o
eixo X. Se o controlo estiver no modo mtrico, a ferramenta seria movida para .123 no eixo X.
Quando uma varivel no defnida utilizada para substituir o valor de um endereo, a referncia desse
endereo ignorada. Por exemplo, se n. 1 for indefnido, ento o bloco G00 X1.0 Z#1; fca G00 X1.0, sem
haver movimento de Z.
Declaraes da macro
As declaraes da macro so linhas de cdigo que permitem ao programador manipular o controlo com
funes semelhantes a qualquer linguagem de programao comum. Inclui funes, operadores, expresses
condicionais e aritmticas, declaraes de atribuio e declaraes do controlo. As funes e operadores
so utilizados em expresses para modifcar variveis ou valores. Os operadores so essenciais para as
expresses enquanto que as funes facilitam o trabalho do programador.
Funes
As funes so rotinas integradas que esto disponveis para utilizao pelo programador. Todas as funes
tm o formato "funo_nome [argumento]". As funes podem ser passadas a qualquer expresso como
argumentos. As funes devolvem valores decimais de ponto futuante. As funes fornecidas com o controlo
Haas so as seguintes:
FUNO ARGUMENTO DEVOLVE NOTAS
SEN[ ] Graus Decimal Seno
COS[ ] Graus Decimal Coseno
TAN[ ] Graus Decimal Tangente
ATAN[ ] Decimal Graus Arcotangente, mesmo
que FANUC ATAN[ ]/[1]
118 Torno - Manual do operador
96-0229 rev Y 01-2010
RAIZQD[ ] Decimal Decimal Raiz quadrada
ABS[ ] Decimal Decimal Valor absoluto
ARRED[ ] Decimal Decimal Arredondamento de um
decimal
FIX[ ] Decimal Inteiro Fraco truncada
ACOS[ ] Decimal Graus Arccoseno
ASEN[ ] Decimal Graus Arcseno
#[ ] Inteiro Inteiro Indireco de variveis
DPRNT[ ] Texto ASCII Sada externa
Notas acerca de funes
A funo "Arredondar" funciona de forma diferente, dependendo do contexto em que utilizada. Quando uti-
lizada em expresses aritmticas, qualquer nmero com uma fraco superior ou igual a .5 arrendondado
para o nmero inteiro seguinte; caso contrrio, a parte fraccional truncada do nmero.
#1= 1.714 ;
#2= ROUND[#1] ; (#2 defnido como 2.0)
#1= 3.1416 ;
#2= ROUND[#1] ; (#2 defnido como 3.0)
Quando o arrendondamento utilizado numa expresso de endereo, o argumento "Arredondar" arredon-
dado para a preciso signifcativa dos endereos. Para dimenses mtricas e de ngulo, a preciso de trs
casa a predefnio. Para polegadas, a preciso de quatro casas a predefnio. Os endereos integrais,
tais como T so arredondados normalmente.
#1= 1.00333 ;
G0 X[ #1 + #1 ] ;
(X move-se para 2.0067) ;
G0 X[ ROUND[ #1 ] + ROUND[ #1 ] ] ;
(X move-se para 2.0066) ;
G0 C[ #1 + #1 ] ;
(Eixo move-se para 2.007) ;
G0 C[ ROUND[ #1 ] + ROUND[ #1 ] ] ;
(Eixo move-se para 2.006) ;
Fix vs. Round
#1=3.54; #2=ROUND[#1]; #3=FIX[#1]. #2 defnido como 4. #3 defnido como 3.
Operadores
Os operadores podem ser classifcados em: Operadores aritmticos, Operadores lgicos e Operadores
Boleanos.
Os operadores aritmticos so compostos pelos habituais operadores unrios e binrios. Estas so:
+ - Unrio mais +1.23
- - Unrio menos -[COS[30]]
+ - Adio binria #1=#1+5
- - Subtraco binria #1=#1-1
* - Multiplicao #1=#2*#3
/ - Diviso #1=#2/4
MOD - Resto #1=27 MOD 20 (#1 contm 7)
Os operadores lgicos so operadores que funcionam em valores de bits binrios. As variveis da macro so
nmeros de ponto futuante. Quando os operadores lgicos so utilizados em variveis da macro, apenas a
parte inteira do nmero com ponto de futuao utilizada. Os operadores lgicos so: OR - logicamente OU
dois valores juntos, XOR - exclusivamente OU dois valores juntos, E - logicamente E dois valores juntos
119 Torno - Manual do operador
96-0229 rev Y 01-2010
#1=1.0; 0000 0001
#2=2.0; 0000 0010
#3=#1 OR #20000 0011 Aqui a varivel #3 contm 3.0 depois
da operao OR (OU).
#1=5.0;
#2=3.0;
IF [[#1 GT 3.0] AND [#2 LT 10]] GOTO1 Aqui o controlo transfere o bloco 1
porque #1 GT 3.0 avalia-se para 1.0 e
#2 LT 10 avalia-se para 1.0, assim, 1.0
AND (E) 1.0 1.0 (verdadeiro) e ocorre
GOTO.
Note que deve ser exercido todo o cuidado ao utilizar operadores lgicos, de modo a que se obtenha o resul-
tado pretendido.
Os operadores boleanos avaliam sempre para 1.0 (Verdadeiro) ou 0.0 (Falso). Existem seis operadores
Boleanos. Estes operadores no so restritos a expresses condicionais, mas deve ser frequentemente
utilizados em expresses condicionais. Estas so:
EQ - Igual a
NE - No igual a
GT - Maior que
LT - Menor que
GE - Maior que ou igual a
LE - Menor que ou igual a
Seguem-se quatro exemplos de como os operadores Boleanos e lgicos podem ser utilizados:
Exemplo Explicao
IF [#1 EQ 0.0] GOTO100; Salta para o bloco 100 se o valor na varivel #1
for iguala a 0.0.
WHILE [#101 LT 10] DO1; Enquanto a varivel #101 for menor que 10 repe-
tir ciclo DO1..END1.
#1=[1.0 LT 5.0]; A varivel #1 defnida como 1.0 (VERDA-
DEIRO).
IF [#1 AND #2 EQ #3] GOTO1 Se a varivel #1 logicamente AND (E) com a
varivel #2 for igual ao valor em #3, o controlo
salta para o bloco 1.
Expresses
As expresses so defnidas como qualquer sequncia de variveis e operadores, rodeadas por parntesis
rectos "[" e "]". Existem duas utilizaes para as expresses: expresses condicionais ou expresses aritm-
ticas. As expresses condicionais devolvem valores Falsos (0.0) ou Verdadeiros (qualquer valor que no seja
zero). As expresses aritmticas utilizam operadores aritmticos juntamente com funes para determinar
um valor.
Expresses condicionais
No controlo Haas, Todas as expresses defnem um valor condicional. O valor 0.0 (Falso) ou no zero (Ver-
dadeiro). O contexto no qual a expresso utilizada determina se a expresso uma expresso condicional.
As expresses condicionais so utilizadas nas declaraes IF e WHILE e no comando M99. As expresses
condicionais podem utilizar operadores Boleanos, os operadores ajudam a avaliar uma condio Verdadeira
ou Falsa.
A construo condicional M99 nica no controlo Haas. Sem macros, a M99 no controlo Haas tem a capaci-
dade passar incondicionalmente a qualquer linha na sub-rotina actual, colocando um cdigo P na mesma
linha. Por exemplo: N50 M99 P10; estende-se para a linha N10. No devolve o controlo sub-rotina de
120 Torno - Manual do operador
96-0229 rev Y 01-2010
chamada. Com as macros activadas, possvel utilizar a M99 com uma expresso condicional para que se
estenda condicionalmente. Para se estende quando uma varivel #100 menor que 10, possvel codifcar
a linha acima da seguinte forma: N50 [#100 LT 10] M99 P10 ;
Neste caso, a extenso ocorre apenas quando #100 menor que 10; caso contrrio, o processamento conti-
nua com a linha do programa seguinte na sequncia. Acima, a condicional M99 pode ser substituda por: N50
IF [#100 LT 10] GOTO10 ;
Expresses aritmticas
Uma expresso aritmtica qualquer expresso que utilize variveis, operadores ou funes. As expresses
aritmticas devovem um valor, so normalmente utilizadas em declaraes de atribuio, mas no esto
restritas a essa utilizao. Exemplos de expresses aritmticas:
#101=#145*#30;
#1=#1+1;
X[#105+COS[#101]];
#[#2000+#13]=0;
Declaraes de atribuio
As declaraes de atribuio permitem ao programador modifcar as variveis. O formato de uma declarao
de atribuio : expresso = expresso. A expresso esquerda do sinal de igual deve sempre referir-se a
uma varivel da macro, directa ou indirectamente. A macro que se segue inicia uma sequncia de variveis
para qualquer valor. Aqui so utilizadas atribuies directas e indirectas.
O0300 (Iniciar uma matriz de variveis) ;
N1 IF [#2 NE #0] GOTO2 (B=varivel de base) ;
#3000=1 (Varivel de base no dada) ;
N2 IF [#19 NE #0] GOTO3 (S=tamanho da matriz);
#3000=2 (Tamanho da matriz no dado) ;
N3 WHILE [#19 GT 0] DO1 ;
#19=#19-1 (Contagem de decrimento) ;
#[#2+#19]=#22 (V=valor para defnir a matriz) ;
END1 ;
M99 ;
A macro precedente pode ser utilizada para iniciar trs conjuntos de variveis da seguinte forma:
G65 P300 B101. S20 (INIT 101..120 TO #0) ;
G65 P300 B501. S5 V1 (INIT 501..505 TO 1.0) ;
G65 P300 B550. S5 V0 (INIT 550..554 TO 0.0) ;
O ponto decimal em B101., etc. pode ser necessrio.
Declaraes de controlo
As declaraes de controlo permitem ao programador estender as variveis, condicional e incondicional-
mente. Tambm proporcionam a possibilidade de afrmar uma seco do cdigo com base numa condio.
Extenso Incondicional (GOTOnnn e M99 Pnnnn) - No controlo Haas, existem dois mtodos de exten-
so incondicional. Uma extenso incondicional estende-se sempre para um bloco especifcado. M99 P15
estende-se incondicionalmente para o bloco nmero 15. A M99 pode ser utilizada ou no em macros, se
instaladas e o mtodo tradicional para extenso incondicional no controlo Haas. GOTO15 faz o mesmo que
M99 P15. No controlo Haas, um comando GOTO pode ser utilizado na mesma linha que outros cdigos G.
GOTO executado aps outros comandos, tais como cdigos M.
Extenso Calculada (GOTO#n e GOTO [expresso]) - A extenso calculada permite ao programa transferir
o controlo para outra linha de cdigo no mesmo sub-programa. O bloco pode ser calculado enquanto o pro-
121 Torno - Manual do operador
96-0229 rev Y 01-2010
grama executado, usando o formato GOTO [expresso], ou pode ser transmitido atravs de uma varivel
local, tal como no formato GOTO#n.
GOTO arredonda o resultado da varivel ou expresso associada Extenso calculada. Por exemplo, se #1
incluir 4.49 e GOTO#1 for executado, o controlo tenta transferir para um bloco que inclua N4. Se #1 incluir
4.5, a execuo transferida para um bloco que inclua N5. O esqueleto do cdigo que se segue poderia ser
desenvolvido para fazer um programa que adicione nmeros de srie s peas:
O9200 (Gravar dgito no local actual.)
;
(D=Dgito decimal a gravar);
IF [[#7 NE #0] AND [#7 GE O] AND [#7 LE
9]] GOTO99;
#3000=1 (Dgito invlido)
;
N99
#7=FIX[#7] (Truncar qualquer parte de fraco)
;
GOTO#7 (Agora, gravar o dgito)
;
N0 (Dgito zero)
...
M99
;
N1 (Fazer dgito um)
;
M99
;
N2 (Fazer dgito dois)
;
...
;
(etc.,...)
A sub-rotina anterior gravar cinco dgitos com a seguinte chamada: G65 P9200 D5;
possvel utilizar GOTOs calculados utilizando expresses para estender o processamento, com base nos
resultados da leitura de entradas de hardware. Um exemplo poder ser o seguinte:
GOTO [[#1030*2]+#1031];
NO (1030=0, 1031=0);
...
M99 ;
N1 (1030=0, 1031=1);
...
M99 ;
N2 (1030=1, 1031=0);
...
M99 ;
N3 (1030=1, 1031=1);
...
M99 ;
122 Torno - Manual do operador
96-0229 rev Y 01-2010
As entradas discretas devolvem sempre 0 ou 1 durante a leitura. O GOTO[expresso] estende-se para o
cdigo G adequado, com base no estado das duas entradas discretas #1030 e #1031.
Extenso condicional (IF e M99 Pnnnn)
A extenso condicional permite ao programa transferir o controlo para outra linha de cdigo na mesma sub-
rotina. A extenso condicional s pode ser utilizada quando as macros esto activadas. O controlo Haas
permite a utilizao de dois mtodos semelhantes para conseguir a extenso condicional.
IF [expresso condicional] GOTOn
Tal como discutido, "expresso condicional" qualquer expresso que utilize um dos seis operadores Bolea-
nos EQ, NE, GT, LT, GE ou LE. Os parntesis em torno da expresso so obrigatrios. No controlo Haas,
no necessrios incluir estes operadores. Por exemplo: IF [#1 NE 0.0] GOTO5; poderia tambm ser: IF [#1]
GOTO5;.
Nesta declarao, se a varivel #1 contiver qualquer elemento excepto 0.0 ou o valor no defnido #0, ocorre
a extenso do bloco 5; caso contrrio, o bloco seguinte executado.
No controlo Haas, uma expresso condicional tambm pode ser utilizado com o formato M99 Pnnnn. Por
exemplo: G0 X0 Z0 [#1EQ#2] M99 P5;. Aqui, a condicional destina-se apenas parte M99 da declarao. A
ferramenta da mquina recebe a instruo para X0, Y0 que a expresso avalie ou no como Verdadeiro ou
Falso. Apenas a extenso, M99, executada com base no valor da expresso. Recomenda-se que a verso
IF GOTO seja utilizada caso se pretenda a portabilidade.
Execuo condicional (IF THEN)
A execuo de declaraes do controlo tambm pode ser conseguida utilizando a construo IF THEN (se,
ento). O formato IF [expresso condicional] DEPOIS declarao;.
Nota: Para preservar a compatibilidade com a sintaxe FANUC, "THEN" (DEPOIS) no pode ser utilizado
com GOTOn.
Este formato , tradicionalmente, utilizado para declaraes de atribuio condicional, tais como: IF [#590
GT 100] THEN #590=0.0 ;
A varivel #590 defnida como zero quando o valor de #590 exceder 100.0. No controlo Haas, se uma
condicional avaliar como Falso (0.0), ento o restante bloco IF ignorado. Isto signifca que as declaraes
do controlo tambm podem ser condicionadas, de modo a que se possa escrever algo como: IF [#1 NE #0]
THEN G1 X#24 Z#26 F#9;. assim executado um movimento linear apenas se #1 tiver sido atribudo a um
valor. Outro exemplo : IF [#1 GE 180] THEN #101=0.0 M99;. Indica se a varivel #1 (endereo A) for maior
que ou igual a 180, defne-se a varivel #101 como zero e volta da sub-rotina.
Aqui fca um exemplo de uma declarao "IF" que se estende se tiver sido iniciada uma varivel para conter
qualquer valor. Caso contrrio, o processamento continua e gerado um alarme. Lembre-se de que quando
um alarme gerado, a execuo do programa interrompida.
N1 IF [#9NE#0] GOTO3 (TEST FOR VALUE IN F) ;
N2 #3000=11(NO FEED RATE) ;
N3 (CONTINUE) ;
Iterao/Ciclo (WHILE DO END)
Essencial para todas as linguagens de programao a capacidade de executar uma sequncia de premis-
sas um dado nmero de vezes ou efectuar um ciclo atravs de uma sequncia de premissas at ser cumpri-
da uma condio. A tradicional codifcao G permite faz-lo com a utilizao do endereo L. Uma sub-rotina
pode ser executada um qualquer nmero de vezes, utilizando o endereo L.
M98 P2000 L5;
Esta situao limitada, pois no possvel terminar a execuo da sub-rotina numa condio. As macros
permitem fexibilidade com a construo WHILE-DO-END. Por exemplo:
123 Torno - Manual do operador
96-0229 rev Y 01-2010
WHILE [expresso condicional] DOn;
premissas;
ENDn;
Desta forma, executa as premissas entre DOn e ENDn, desde que a expresso condicional avalie Verda-
deiro. Os parntesis em torno da expresso so necessrios. Se a expresso avaliar Falso, o bloco aps
ENDn executado em seguida. WHILE podem ser abreviado como WH. A parte DOn-ENDn da premissa
um par correspondente. O valor de n 1-3. Isto signifca que no podem existir mais do que trs ciclos
sobrepostos por sub-rotina. Uma sobreposio um ciclo dentro de um ciclo.
Embora a sobreposio de premissas WHILE s possa subir trs nveis, na verdade, no existe qualquer
limite uma vez que cada sub-rotina pode ter at trs nveis de sobreposio. Se existir a necessidade de
sobrepor um nvel mais de 3 vezes, o segmento que inclui os trs nveis mais abaixo de sobreposio pode
ser convertido numa sub-rotina, ultrapassando assim a limitao.
Se existirem dois ciclos WHILE distintos numa sub-rotina, podem utilizar o mesmo ndice de sobreposio.
Por exemplo:
#3001=0 (WAIT 500 MILLISECONDS);
WH [#3001 LT 500] DO1;
END1 ;
-Outras premissas-
#3001=0 (WAIT 300 MILLISECONDS);
WH [#3001 LT 300] DO1;
END1 ;
possvel utilizar GOTO para saltar de uma regio delimitada por DO-END, mas no possvel utilizar
um GOTO para saltar para a mesma. permitido saltar para dentro de uma regio DO-END, utilizando um
GOTO.
possvel executar um ciclo infnito, eliminando o WHILE e a expresso, por exemplo:
DO1;
-premissas-
END1 ;
Executa at premir a tecla Reset (Repor).
ATENO! O cdigo que se segue pode ser confuso: WH [#1] D01; END1;
No exemplo acima, resulta um alarme indicando que no foi encontrado um "Then"; "Then" refere-se ao D01.
Altere D01 (zero) para DO1 (letra O).
G65 Chamada da sub-rotina
G65 o comando que chama uma sub-rotina com a capacidade da passagem de argumentos. O formato
segue: G65 Pnnnn [Lnnnn] [argumentos];
Qualquer elemento em itlico que inicie com parntesis rectos opcional. O comando G65 requer um
endereo P correspondente ao nmero de um programa actualmente na memria do controlo. Quando o
endereo L utilizado na macro, a chamada repetida pelo nmero de vezes especifcado. No Exemplo 1,
a sub-rotina 1000 chamada uma vez sem a passagem de condies sub-rotina. As chamadas de G65
so semelhantes a, mas no o mesmo que, chamadas M98. As chamadas G65 podem ser sobrepostas at 9
vezes, o que signifca, que o programa 1 pode chamar o programa 2, o programa 2 pode chamar o programa
3 e o programa 3 pode chamar o programa 4.
Exemplo 1: G65 P1000; (Chamada da sub-rotina 1000 como uma
macro)
M30; (Paragem do programa)
O1000; (Sub-rotina da macro)
124 Torno - Manual do operador
96-0229 rev Y 01-2010
...
M99 ; (Retorno da sub-rotina da macro)
Alternativas
As alternativas so uma forma de atribuir um cdigo G a uma sequncia G65 P#####. Por exemplo: G65
P9010 X.5 Z.05 F.01 T1; pode ser escrito como: G06 X.5 Z.05 F.01 T1;.
Aqui, foi substitudo um cdigo G no utilizado G06, por G65 P9010. Para que o bloco acima funcione,
necessrio defnir o parmetro associado sub-rotina 9010 como 06 (Parmetro 91). Note que G00 e G65
no podem ter alternativas. Todos os outros cdigos entre 1 e 255 podem ser utilizados para alternativas.
Os nmeros do programa de 9010 a 9019 esto reservados a alternativas do cdigo G. A tabela que se
segue lista os parmetros do Haas que esto reservados para as alternativas de sub-rotinas da macro.
Alternativas do Cdigo G Alternativas do Cdigo M
Parmetro Haas Cdigo O Parmetro Haas Chamada de
Macro M
91 9010 81 9000
92 9011 82 9001
93 9012 83 9002
94 9013 84 9003
95 9014 85 9004
96 9015 86 9005
97 9016 87 9006
98 9017 88 9007
99 9018 89 9008
100 9019 90 9009
Defnir um parmetro de alternativas como 0 (zero) desactiva as alternativas para a sub-rotina associada. Se
um parmetro de alternativas for defnido para um cdigo G e a sub-rotina associada no se encontrar na
memria, emitido um alarme.
As macros permitem capacidades adicionais de comunicao com dispositivos perifricos. possvel a digi-
talizao de peas, fornecer relatrios de inspeco do tempo de execuo ou sincronizar controlos com dis-
positivos fornecidos pelo utilizador. Os comandos fornecidos para o efeito so POPEN, DPRNT[ ] e PCLOS.
Comandos de preparao para a comunicao
POPEN e PCLOS no so necessrios no torno Haas. Foi includo de modo a que programas de diferentes
controlos possam ser enviados para o controlo Haas.
Sada formatada
A premissa DPRNT permite ao programador enviar texto formatado para a porta srie. Qualquer texto e
qualquer varivel pode ser impressa na porta srie. O formato da premissa DPRNT o seguinte:
DPRNT [texto #nnnn[wf]... ] ;
DPRNT deve ser o nico comando no bloco. No exemplo anterior, "texto" qualquer carcter de A a Z ou
as letras (+,-,/,* e o espao). Quando a sada um asterisco, convertido num espao. O #nnnn[wf] uma
varivel seguida de um formato. O nmero da varivel pode ser qualquer varivel da macro. O formato [wf]
necessrio e composto por dois dgitos entre parntesis rectos. Lembre-se de que as variveis da macro
so nmeros reais com uma parte inteira e uma parte de fraco. O primeiro dgito no formato designa o total
de casa reservadas para a sada da parte inteira. O segundo dgito designa o total de casas reservado para
a parte da fraco. O total de casas reservado para a sada no pode ser igual a zero ou maior que oito. As-
sim, os formatos que se seguem no so permitidos:
125 Torno - Manual do operador
96-0229 rev Y 01-2010
[00] [54] [45] [36] /* formatos no permitidos */
Um ponto decimal impresso entre a parte inteira e a parte da fraco. A parte da fraco arredondada
para a casa menos signifcativa. Quando so reservadas casas de zero para a parte da fraco, no so
impressos pontos decimais. Os zeros esquerda so impressos se existir uma parte de fraco. No mnimo,
uma casa reservada para a parte inteira, mesmo ao utilizar zero. Se o valor da parte inteira tiver menos
dgitos dos que foram reservados, so produzidos espaos. Se o valor da parte inteira tiver mais dgitos dos
que foram reservados, o campo aumentado para que estes nmeros sejam impressos.
enviada uma quebra de linha aps cada bloco DPRNT.
Exemplos de DPRNT[ ]
Cdigo Sada
N1 #1= 1.5436;
N2 DPRNT[X#1[44]*Z#1[03]*T#1[40]] ; X1.5436 Z 1.544 T 1
N3 DPRNT[***MEASURED*INSIDE*DIAMETE
R***] ;
MEASURED INSIDE DIAM-
ETER
N4 DPRNT[] ; (sem texto, s uma quebra
de linha)
N5 #1=123.456789 ;
N6 DPRNT[X-#1[25]] ; X-123.45679 ;
Execuo
As premissas DPRNT so executadas no momento da interpretao do bloco. Isto signifca que o programa-
dor deve ter cuidado acerca do local onde as premissas DPRNT aparecem no programa, particularmente, se
o destino for a impresso.
G103 til para limitar a anteviso. Se pretender limitar a interpretao de anteviso a um bloco, poderia
incluir o seguinte comando no incio do seu programa: (Resulta na anteviso de dois blocos: G103 P1;). Para
cancelar o limite de anteviso, mudar o comando para G103 P0. No possvel utilizar G103 quando a com-
pensao da cortadora est activa.
Edio
As premissas da macro estruturadas incorrectamente ou mal colocadas geram um alarme. Deve ser exercido
cuidado ao editar expresses; os parntesis devem ser equilibrados.
A funo DPRNT[ ] pode ser editada tal como um comentrio. Pode ser eliminada, movida como um item
inteiro ou editar itens individuais dentro de parntesis. As referncias a variveis e expresses de formato de-
vem ser alteradas como uma entidade inteira. Se pretender alterar [24] para [44], coloque o cursor de modo
a que [24] seja realado, introduza [44] e prima a tecla Write. Lembre-se de que pode utilizar o interruptor de
incrementos para efectuar manobras em expresses DPRNT[ ] longas.
Os endereos com expresses podem ser algo confusos. Neste caso, o endereo alfabtico permanece
sozinho. Por exemplo, o bloco que se segue contm uma expresso de endereo em X: G1 X [ COS[ 90 ] ]
Z3.0; CORRECTO
Aqui, o X e os parntesis fcam sozinhos e so itens editveis individualmente. possvel, atravs da edio,
eliminar toda a expresso e substitui-la por um nmero: G1 X 0 Z3.0; ERRADO. O bloco resulta num alarme
no momento da execuo. O formato correcto o seguinte: G1 X0 Z3.0; CORRECTO.
Note que no existe um espao entre o X e o Zero (0). Lembre-se de que ao ver um carcter alfabtico soz-
inho trata-se de uma expresso de endereo.
FUNES DE MACRO ESTILO FANUC NO INCLUDAS NO CONTROLO HAAS
Esta seco lista as funes da macro FANUC que no esto disponveis no controlo Haas.
126 Torno - Manual do operador
96-0229 rev Y 01-2010
Alternativas M de substituio de G65 Pnnnn por Mnn PROGS 9020-9029.
G66 Chamada modal em cada bloco de movimento
G66.1 Chamada modal em cada bloco
G67 Cancelamento modal
M98 Alternativas, Cdigo T Prog 9000, Var #149, bit
de activao
M98 Alternativas, Cdigo S Prog 9029, Var #147, Bit
de activao
M98 Alternativas, Cdigo B Prog 9028, Var #146, Bit
de activao
SKIP/N (SALTAR/N) N=1..9
#3007 Imagem de espelho no marcador de cada eixo
#4201-#4320 Dados modais do bloco actual
#5101-#5106 Desvio servo actual
Nomes de variveis para visualizao
ATAN [ ]/[ ] Arctangente, verso FANUC
BIN [ ] Converso de BCD para BIN
BCD [ ] Converso de BIN para BCD
FUP [ ] Truncar fraco para tecto
LN [ ] Logaritmo natural
EXP [ ] Exponente de base E
ADP [ ] Redimensionar VAR para nmero inteiro
BPRNT [ ]
Os seguintes podem ser utilizados como mtodos alternativos para obter os mesmo resultados para algumas
funes da macro FANUC no implementadas.
GOTO-nnnn
Pesquisar um bloco para saltar na direco negativa (ou seja, para trs num programa) no necessrio se
utilizar cdigos de endereo N nicos. Uma pesquisa de bloco efectuada a comear no bloco actual a ser
interpretado. Ao atingir o fm do bloco, a pesquisa continua desde o topo do programa at o bloco actual ser
encontrado.
EXEMPLO DE PROGRAMA UTILIZANDO MACROS
O exemplo que se segue corta uma ranhura na face numa pea, utilizando variveis facilmente editveis.
%
O0010 (MACRO G74)
G50 S2000
G97 S1000 M03 T100
G00 T101
#24 = 1.3 (DIMETRO MENOR DE
X)
#26 = 0.14 (PROFUNDIDADE Z)
#23 = 0.275 (LARGURA DA RANHURA
X)
127 Torno - Manual do operador
96-0229 rev Y 01-2010
#20 = 0.125 (LARGURA DA FERRA-
MENTA)
#22 = -0.95 (POSIO DE INCIO
DE Z)
#6 = -1. (FACE DE Z ACTUAL)
#9 = 0.003 (VELOCIDADE DE ALI-
MENTAO IPR)
G00 X [ #24 + [ #23 * 2 ] - [ 20 * 2 ] ] Z#126
G74 U - [ [#23 - #20 ] * 2 ] W - [ #26 + ABS [ #6 - #22 ] ] K [ #20 * 0.75 ] I [ #20 * 0.9 ]
F#9
G00 X0 Z0 T100
M30
%
.
Z
Z Posio Inicial de Z
Entalhe
Largura da Ferra-
menta = 0.125
Ferra-
men-
ta
Face Z
Profundidade Z
Dimetro
Menor de X
Largura de X
128 Torno - Manual do operador
96-0229 rev Y 01-2010
MODO DE EDIO
A edio d ao utilizador a capacidade para editar programas usando os menus pop-up.
Prima a tecla EDITAR para introduzir o modo de edio. Esto disponveis duas janelas de edio; uma
janela de programa activo e uma janela de programa inactivo. Troque entre as duas premindo a tecla EDI-
TAR.
Para editar um programa, introduza o nome do programa (Onnnnn) a partir da janela de programa activo
e prima SELECCIONAR PROG; o programa abrir-se- na janela activa. Premir F4 abre outra cpia desse
programa na janela do programa inactivo se j no houver um programa. Pode tambm seleccionar um
programa diferente na janela de programa inactivo premindo SELECCIONAR PROG da janela de programa
inactivo e seleccionando o programa da lista. Prima F4 para mudar os programas entre as duas janelas
(torne activo o programa inactivo e vice-versa). Utilize o interruptor de incrementos ou os botes de setas
para cima/para baixo para percorrer o cdigo do programa.
.
ACTIVE PROGRAM - Onnnnn (CYCLE START TO SIMULATE) INACTIVE PROGRAM - Onnnnn
EDIT: EDIT
EDITOR HELP (PRESS F1 TO NAVIGATE) CLIPBOARD
Menus
Pop-Up
Mensagens de Ajuda
Sensveis ao Contexto
Janela de Programa Inactivo Janela de Programa Inactivo
rea de Transferncia
Estrutura do Modo de Edio Bsica
Prima F1 para aceder ao Menu Pop-up. Use as teclas de seta do cursor para a Esquerda e Direita para se-
leccionar a partir do menu de tpicos (HELP, MODIFY, SEARCH, EDIT, PROGRAM) (AJUDA, MODIFICAR,
PESQUISAR, EDITAR, PROGRAMA), e use as teclas de setas para cima e para baixo ou o interruptor de
incrementos para seleccionar uma funo. Prima ESCREVER/INTRODUZIR para executar a partir do menu.
Uma janela de ajuda sensvel ao contexto no canto inferior esquerdo disponibiliza informao sobre a funo
actualmente seleccionada. Use Pgina para Cima/Baixo para percorrer atravs da mensagem de ajuda. Esta
mensagem tambm lista teclas de atalho que podem ser usadas para algumas funes.
MENU DO PROGRAMA
Create New Program (Criar um novo programa)
Este item do menu cria um novo programa. Para faz-lo, introduza o nome de um programa (Onnnnn) (que
ainda no exista no directrio de programas) e prima Enter para criar o programa. Tecla de Atalho - Select
Prog (Seleccionar Programa)
Select Program From List (Seleccionar um programa da lista)
Escolha este item do menu para editar um programa que existe na memria.
Quando este item do menu seleccionado, os programas no controlo so apresentados. Percorra a lista, uti-
lizando os botes do cursor ou o interruptor de incrementos. Premir INTRODUZIR ou SELECCIONAR PROG
selecciona o programa realado para substituir a lista de programas pela programa seleccionado. Tecla de
Atalho - Select Prog (Seleccionar Programa)
129 Torno - Manual do operador
96-0229 rev Y 01-2010
Duplicate Active Program (Duplicar programa activo)
Esta seleco copia o programa actual. O utilizador solicitado a introduzir o nmero de um programa
(Onnnnn) para o programa duplicado.
Delete Program From List (Eliminar um programa da lista)
Este item do menu elimina um programa da memria de programas. Tecla de Atalho - Erase Prog (Apagar
Programa)
Trocar Editor de Programas
Coloca o programa activo na janela de programa inactivo e o programa inactivo na janela do programa ac-
tivo. Tecla de Atalho-F4
Switch To Left Or Right Side (Mudar para o lado esquerdo ou direito)
Tal trocar entre o programa activo e inactivo para edio. Os programas inactivos e activos permanecem
nas suas respectivas janelas. Tecla de Atalho - Editar
MENU EDIT (EDITAR)
Undo (Anular)
A ltima operao de edio anulada, at s ltimas 9 operaes de edio. Tecla de Atalho - Undo (Anu-
lar)
Select Text (Seleccionar texto)
Este item do menu selecciona linhas do cdigo do programa para defnir o ponto de incio da seleco de
texto. Em seguida, utilize as teclas do cursor, incio, fm, pgina para cima/baixo ou o interruptor de incremen-
tos para percorrer para a ltima linha do cdigo para ser seleccionado e Prima F2 ou Escrever/Introduzir. O
texto seleccionado fca realado. Para anular a seleco do bloco, prima ANULAR. Tecla de Atalho - F2 para
comear a seleco, F2 or Write para terminar a seleco
Mover Selected Text (Mover texto seleccionado)
Esta funo trabalha com a funo "Seleccionar Texto". Coloque a seta do cursor na parte do cdigo preten-
dida e prima o boto ESCREVER/INTRODUZIR para mover o texto seleccionado para a nova localizao. O
texto seleccionado ser movido para o ponto a seguir ao cursor (>).
Copy Selected Text (Copiar texto seleccionado)
Para seleccionar texto, coloque a seta do cursor (>) numa parte do texto e prima ESCREVER/INTRODUZIR.
O texto copiado fca realado. Coloque a seta do cursor na parte do texto em que pretende inserir o texto
copiado. Prima F2 ou ESCREVER/INTRODUZIR para inserir o texto copiado no ponto a seguir ao cursor (>).
Tecla de Atalho - Seleccionar Texto, Posicionar Cursor e Prima Write
Delete Selected Text (Eliminar texto seleccionado)
Para seleccionar texto, coloque a seta do cursor (>) numa parte do texto e prima ESCREVER/INTRODUZIR.
O texto copiado fca realado. Depois de realado, prima ESCREVER/INTRODUZIR para eliminar o texto. Se
no for seleccionado um bloco, o item seleccionado actualmente eliminado.
Cut Selection To Clipboard (Cortar seleco para a rea de transferncia)
Todo o texto seleccionado movido do programa actual para um novo programa chamado rea de transfer-
ncia. Quaisquer contedos anteriores na rea de transferncia so eliminados.
COPY SELECTION TO CLIPBOARD (COPIAR SELECO PARA A REA DE TRANSFERNCIA)
Todo o texto seleccionado copiado do programa actual para um novo programa chamado rea de transfer-
ncia. Quaisquer contedos anteriores na rea de transferncia so eliminados.
PASTE FROM CLIPBOARD (COLAR DA REA DE TRANSFERNCIA)
Os contedos da rea de transferncia so copiados para o programa actual na linha seguinte posio do
cursor.
130 Torno - Manual do operador
96-0229 rev Y 01-2010
MENU SEARCH (PESQUISAR)
Find Text (Localizar texto)
Este item do menu pesquisa texto ou cdigo de um programa no directrio de programas.
Find Again (Localizar novamente)
Este item do menu pesquisa novamente o mesmo cdigo de um programa ou texto.
Find And Replace Text (Localizar e substituir texto)
Este item do menu pesquisa um texto especfco ou programa no programa actual e, opcionalmente, substitui
cada (ou todos) elemento por um item de cdigo G.
MENU MODIFY (MODIFICAR)
Remove All Line Numbers (Remover todos os nmeros de linhas)
Este item do menu remove, automaticamente, todos os cdigos N sem referncia (nmeros da linha) a partir
do programa editado. Se for seleccionado um grupo de linhas, apenas estas linhas sero afectadas.
Renumber All Lines (Renumerar todas as linhas)
Este item do menu renumera todos os blocos seleccionados no programa ou, se for seleccionado um grupo
de linhas, a funo de renumerao afecta apenas estas linhas.
Renumber By Tool (Renumerar por ferramenta)
Pesquisa por cdigos T (ferramenta), reala todo o cdigo do programa at ao cdigo T seguinte e renumera
o cdigo N (nmeros de linhas) no cdigo do programa.
Reverse + & - Signs (Inverter sinais + e -)
Este item do menu inverte os sinais dos valores numricos. Prima a tecla Enter para iniciar o processo e,
em seguida, introduza os eixos (p. ex., X, Z, etc.) que pretende alterar. Esta funo deve ser utilizada com
precauo, caso o seu programa contenha G10 ou G92 (ver o captulo Cdigo G para obter uma descrio).
Reverse + & - Signs (Inverter sinais + e -)
Esta funo altera os cdigos de endereo X no programa para cdigos de endereo Y e Ys para Xs.
OUTRAS TECLAS
INSERT
possvel utilizar INSERIR para copiar o texto seleccionado
num programa para a linha a seguir da posio em que colocar a
ponta de seta do cursor.
ALTER
possvel utilizar ALTERAR para mover o texto seleccionado
num programa para a linha a seguir da posio em que colocar a
ponta de seta do cursor.
DELETE
possvel utilizar ELIMINAR para eliminar o texto seleccionado
num programa.
UNDO
Se tiver seleccionado um bloco, premir ANULAR sai da defnio
do bloco.
131 Torno - Manual do operador
96-0229 rev Y 01-2010
CDIGO RPIDO VISUAL
Para comear o Cdigo Rpido Visual (VQC), prima MDI/DNC, depois PROGRM CONVRS. Seleccione VQC
do menu com separadores.
Seleccionar uma categoria
Utilize as teclas de setas para seleccionar a categoria da pea, cuja descrio mais corresponda pea
pretendida e prima ESCREVER/INTRODUZIR. apresentado um conjunto de ilustraes das peas dessa
categoria.
.
Seleccionar um modelo de pea
Utilize as teclas de seta para seleccionar um modela na pgina. Premir ESCREVER/INTRODUZIR apresenta
uma descrio da pea e aguarda que o programador introduza os valores para a realizao da pea selec-
cionada.
Introduzir dados
O controlo solicita informaes ao programador acerca da pea seleccionada. Depois de introduzidas as
informaes, o controlo solicita a colocao do cdigo G:
1) Seleccionar/Criar um Programa - Abre-se uma janela, pedindo ao utilizador que seleccione o nome de
um programa. Realce o programa e prima ESCREVER/INTRODUZIR. Desta forma, adiciona novas linhas
de cdigo ao programa seleccionado. Se o programa j incluir cdigo, o VQC introduz linhas de cdigo no
incio do programa, antes do cdigo existente. O utilizador tambm tem a opo de criar um programa novo,
introduzindo o nome de um programa e premindo ESCREVER/INTRODUZIR; desta forma, adiciona linhas
de cdigo ao novo programa.
2) Add to Current Program (Adicionar ao programa actual) O cdigo gerado pelo VQC adicionado depois
do cursor.
3) MDI O cdigo aplicado ao MDI. Note que todos os dados no MDI sero substitudos.
4) Cancel (Cancelar) A janela fecha-se e os valores do programa so apresentados.
NOTA: O programa tambm estar disponvel para edio no modo Edio. Recomenda-se a verif-
cao do programa, executando-o no modo de Grfcos.
132 Torno - Manual do operador
96-0229 rev Y 01-2010
CDIGOS G - FUNES DE PREPARAO
Os cdigos G so utilizados para comandar aces especfcas na mquina: tais como movimentos de
mquina simples ou funo de perfurao. Estes tambm comandam funes mais complexas que podero
envolver maquinao rotativa e eixos C.
O cdigos G esto divididos em grupos. Cada grupo de cdigos representa comandos para uma matria
especfca. Por exemplo, os cdigos G do Grupo 1 comandam movimentos ponto a ponto dos eixos da
mquina, os do Grupo 7 so especfcos para a Compensao da Cortadora.
Cada grupo tem um cdigo G dominante; designado por cdigo G predefnido. Um cdigo G predifnido
o cdigo de cada grupo que a mquina utiliza, excepto quando seja especifcado outro cdigo G do grupo.
Por exemplo, para programar movimento X, Z como este, X-2. Z-4. ir posicionar a mquina atravs de G00.
(Note que a tcnica de programao devida serve para introduo de todos os movimentos com um cdigo
G).
Os cdigos predefnidos para cada grupo esto demonstrados no ecr Current Commands (Comandos Ac-
tuais). Caso seja comandado (activado) outro cdigo G do grupo ento esse cdigo G ser mostrado no ecr
Current Commands.
Os comandos de cdigos G podem ser modais ou no modais. Um cdigo G modal signifca que uma vez
comandado, o cdigo G ir permanecer em efeito at ao fm do programa ou at que outro cdigo G do
mesmo grupoo seja comandado. Um cdigo G no modal apenas surte efeito na linha em que est; a linha
de programa seguinte no ser afectada pelas linhas anteriores de cdigos G no modais. Os cdigos do
Grupo 00 so no modais; nos outros grupos so modais.
Notas de Programao
Os cdigos do Grupo 01 iro cancelar os cdigos do Grupo 09 (ciclos fxos), por exemplo, se um ciclo fxo
(G73 at G89) estiver activo, a utilizao de G00 ou G01 ir cancelar o ciclo fxo.
Ciclos Fixos
Um ciclo fxo utilizado para simplifcar a programao de uma pea. Os ciclos fxos so defnidos para
a maioria das operaes repetitivas do eixo Z, tais como, perfurao, roscagem e rectifcao. Uma vez
seleccionado, um ciclo fxo est activo at ser cancelado com G80. Quando activo, o ciclo fxo executado
cada vez que um movimento no eixo X estiver programado. Os movimentos do eixo X so executados como
comandos rpidos (G00) e a operao de ciclo fxo executada aps o movimento do eixo X.
Utilizar Ciclos Fixos
Os ciclos fxos modais permanecem em efeito aps terem sido defnidos e so executados no eixo Z por
cada posio do eixo X.. Note que os movimentos de posicionamento do eixo Z, durante um ciclo fxo, sero
movimentos rpidos.
A operao de um ciclo fxo ir variar dependendo se os movimentos utilizados so de incrementos (U,W) ou
absolutos (X,Z).
Caso um seja defnido um conta-ciclos (Lnn nmero de cdigo) dentro do bloco, o ciclo fxo ir repetir essas
mesmas vezes com movimento de incrementos (U ou W) entre cada ciclo. Introduza o nmero de repeties
(L) cada vez que uma operao repetida seja necessria; o nmero de repeties (L) no ser relembrado
no prximo ciclo fxo.
Os cdigos M de controlo do fuso no devem ser utilizados no decorrer de um ciclo fxo activo.
Ciclos Fixos com Maquinao Rotativa
Os ciclos fxos G81, G82, G83, G85, G89 podem ser utilizados com maquinao rotativa. Este parmetro
previne a rotao do fuso principal durante um dos ciclos fxos listados acima. Caso este bit seja defnido
para 1, cabe ao utilizador activar o fuso apropriado antes da execuo do ciclo fxo, ou seja, alguns pro-
gramas devem ser verifcados para se certifcar de que estes rodam claramente no fuso principal antes de
colocar em funcionamento os ciclos fxos. Note que G86, G87 e G88 no so utilizveis com maquinao
rotativa.
133 Torno - Manual do operador
96-0229 rev Y 01-2010
G00 Posicionamento de Movimento Rpido (Grupo 01)
*B Comando de Movimento do Eixo B.
*U Comando de Movimento de Incrementos do Eixo X.
*W Comando de Movimento de Incrementos do Eixo Z.
*X Comando de Movimento Absoluto do Eixo X.
*Z Comando de Movimento Absoluto do Eixo Z.
* indica uma opo
Este cdigo G utilizado para movimentar os eixos das mquinas velocidade mnima. essencialmente
utilizado para rapidamente posicionar a mquina num dado ponto antes de cada comando de avano (corte).
(Todos os movimentos so efectuados na velocidade rpida mxima.) Este cdigo G modal, assim, um
bloco com G00 causa que todos os blocos seguintes estejam em movimento rpido at que outro cdigo de
Grupo 01 seja especifcado.
Nota de programao: Em regra, o movimento rpido no ser em linha recta. Cada eixo especifcado
movido mesma velocidade, porm, nem todos os eixos podero completar os seus movimentos ao mesmo
tempo. A mquina ir aguardar at que todos os movimentos sejam completos antes no nicio do comando
seguinte.
G01 Movimento de Interpolao Linear (Grupo 01)
F Graduao do Avano
*B Comando de Movimento do Eixo B.
*U Comando de Movimento de Incrementos do Eixo X.
*W Comando de Movimento de Incrementos do Eixo Z.
*X Comando de Movimento Absoluto do Eixo X.
*Z Comando de Movimento Absoluto do Eixo Z.
A ngulo de movimento opcional (utilizado apenas com um X, Z, U, W)
,C Distncia do centro da interseco onde a chanfradura comea
,R Raio da circunferncia
Este cdigo G permite o movimento rectilneo (linear) de ponto a ponto. O movimento pode ocorrer em 1 ou 2
eixos. Todos os eixos iro iniciar e terminar o movimento ao mesmo tempo. A velocidade de todos os eixos
controlada para que a graduao do avano especifcada seja cumprida ao longo do caminho actual. O eixo
C poder tambm ser comandado, o que permite o movimento helicidal (espiral). A graduao do avano do
eixo C depende da defnio de dimetro do eixo (Setting 102) para criar um movimento helicidal. O coman-
do de endereo (graduao do avano) modal e poder ser especifcado num bloco anterior. Apenas os
eixos especifcados sero movimentados. Os eixos auxiliares B, U, V, e W tambm podem ser movimentados
com um G01 mas apenas um eixo movimentado de cada vez (excepto quando U,V e W so utilizados com
o Carregador de Peas Avanado, APL).
Arredondamento de Cantos e Chanfradura
Um bloco de chanfrar ou um bloco de arredondamento de cantos pode ser automaticamente introduzido en-
tre dois blocos de interpolao linear atravs da especifcao de C (chanfrar) ou de R (arredondamento de
cantos). Deve existir um bloco de interpolao linear de trmino a seguir ao bloco de incio (uma pausa G04
poder intervir). Estes dois blocos de interpolao linear especifcam um hipotctico canto de interseco.
Caso o bloco de incio especifque um C, o valor a seguir ao C a distncia do canto de interseco onde a
chanfradura comea e tambm a distncia desse canto onde a chanfradura termina. Caso o bloco de incio
especifque um R o valor a seguir ao R o raio da tangente da circunferncia ao canto em dois pontos: o
incio do bloco de arco em redor do canto que introduzido e o ponto de trmino desse arco. Pode haver
blocos consecutivos com chanfradura ou arredondamento de cantos especifcados. Deve haver movimento
nos dois eixos especifcados pelo plano seleccionado (qualquer o plano activado X-Y (G17) X-Z (G18) ou Y-Z
(G19). Para uma chanfradura de 90 apenas, um valor K pode ser substituido onde .C utilizado.
134 Torno - Manual do operador
96-0229 rev Y 01-2010
.
1.
1.25
.75
.5
.5
N9
N8
N7
N5
45
0
X(U),I
Z(W),K
%
O0001
N1 G50 S1500
N2 G00 T101 G97 S500 M03
N3 G00 X0 Z0.25
N4 G01 Z0 F0.005
N5 G01 X0.50 K-0.050
N6 G01 Z-0.50
N7 G01 X0.75 K-0.050
N8 G01 Z-1.0 I0.050
N9 G01 X1.25 K-0.050
N10 G01 Z-1.5
N11 G00 X1.5 Z0.25
M30
%
CHAN-
FRADURA
TIPO ,05
Chanfradura
(Chanfradura)
A sintaxe de cdigo G seguinte inclu automaticamente um raio de 45 de chanfradura ou de canto entre dois
blocos de interpolao linear que fazem interseco com um ngulo direito (90 graus).
Sintaxe de Chanfradura Sintaxe de Arredondamento
de Cantos
G01 X(U) x Kk G01 X(U) x Rr
G01 Z(W) z Ii G01 Z(W) z Rr
Endereos:
I = chanfradura, Z a X (direco eixo X, +/-, valor de "Raio")
K = chanfradura, X a Z (direco eixo Z, +/-)
R = arredondamento de cantos (direco eixo X ou Z, +/-, valor de "Raio")
Nota: A -30 = A150; A -45 = A135
G01 Chanfradura com A
Ao especifcar um ngulo (A), comande o movimento apenas num dos outros eixos (X ou Z), o outro eixo
calculada com base no ngulo.
.
A=150
30
1/2 X 30
2
C
L
%
O0001
T606
G54;
M03 S1500 G97;
G00 X5. Z0.1;
X0;
G01 Z0 F0.01;
Z-2.;
X6.;
G28;
M30;
%
Avano
Rpido
Ponto de
Acabamento
Raio de 2.5"
Ponto de
Incio
G01 X4. Z0 F0.012; (Ponto de incio)
X5. (ponto de trmino) A150. (ngulo at ao
ponto de trmino);
135 Torno - Manual do operador
96-0229 rev Y 01-2010
Chanfradura de Cantos
.
1.
1.25 .75
.5
.5
N9
N7
N8
N5
X(U)
Z(W)
%
O0005
T101;
N1 G50 S1500;
N2 G00 G97 S500 M03;
N3 X0 Z0.25;
N4 G01 Z0 F0.005;
N5 G01 X0.5 R-0.050;
N6 G01 Z-0.50;
N7 G01 X0.75 R-0.050;
N8 G01 Z-1.0 R0.050;
N9 G01 X1.25 R-0.050;
N10 G01 Z-1.5;
N11 G00 X1.5 Z0.25;
G28;
M30;
%
(Arredondamento
de Cantos)
R 0.050
TIPO
Notas: 1) A programao de incrementos possvel se Ub ou Wb for especifcado em vez de Xb ou Zb,
respectivamente. Assim, as aces iro decorrer como se segue:
X(POS
actual
+ i) = Ui, Z(POS
actual
+k) = Wk, X(POS
actual
+r)=Ur, Z(POS
actual
+r)=Wr.
2) POS
actual
indica a posio actual do eixo X ou Z. 3) I, K e R especifcam sempre valores de raio (valor de
programao do raio).
.
Chanfradura Cdigo/Exemplo Movimento
1. Z+ para X+
2. Z+ para X-
3. Z- para X+
4. Z- para X-
136 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Arredondamento
de Cantos
Cdigo/Exemplo Movimento
1. X- para Z-
2. X- para Z+
3. X+ para Z-
4. X+ para Z+
.
Arredondamento
de Cantos
Cdigo/Exemplo Movimento
1. Z+ para X+
2. Z+ para X-
3. Z- para X+
4. Z- para X-
137 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Arredondamento
de Cantos
Cdigo/Exemplo Movimento
1. X- para Z-
2. X- para Z+
3. X+ para Z-
4. X+ para Z+
Regras:
1) Utilize endereo K apenas com endereos X(U). Utilize o endereo I apenas com endereos
Z(W).
2) Utilize endereos R com X(U) ou Z(W), nunca os dois no mesmo bloco.
3) No utilize I e K em conjunto no mesmo bloco. Ao utilizar endereos R, no utilize I ou K.
4) O bloco seguinte dever ser outro movimento linear nico que seja perpendicular ao anterior.
5) A chanfradura ou arredondamentos de cantos automticos no podem ser utilizados num ciclo de
roscagem ou num Ciclo fxo.
6) Os raios de chanfradura ou de canto devem ser sufcientemente pequenos para caber entre
linhas de interseco.
7) Deve haver apenas um nico movimento ao longo de X ou Z no modo linear (G01) para chanfra-
dura ou arredondamento de cantos.
G02 Movimento de Interpolao Circular CW / G03 Movimento de Interpolao Circular CCW
(Grupo 01)
F Graduao do Avano
*I Distncia ao longo do eixo X at ao centro da circunferncia
*K Distncia ao longo do eixo Z at ao centro da circunferncia
*R Raio do arco
*U Comando de Movimento de Incrementos do Eixo X.
*W Comando de Movimento de Incrementos do Eixo Z.
*X Comando de Movimento Absoluto do Eixo X.
*Z Comando de Movimento Absoluto do Eixo Z.
,C Distncia do centro da interseco onde a chanfradura comea
,R Raio da circunferncia
* indica uma opo
Estes cdigos so utilizados para especifcar um movimento circular (CW ou CCW) dos eixos lineares (o
movimento circular possvel nos X e Z seleccionados por G18). Os valores de X e Z so utilizados para es-
pecifcar o ponto de trmino do movimento e podem utilizar movimento absoluto (U e W) ou de incrementos
(X e Z). Caso nem X nem Z estejam especifcados, o ponto de trmino do arco o mesmo que o ponto de
138 Torno - Manual do operador
96-0229 rev Y 01-2010
incio para esse eixo. Existem duas formas de especifcar o centro do movimento circular: o primeiro utiliza
I ou K para especifca a distncia desde o ponto de incio at ao centro do arco e o segundo utiliza R para
especifcar o raio do arco (mximo 7740 polegadas).
.
-X
+X
+Z -Z
+X
-X
+Z -Z
5
4
3
Incio e Trmino
Trmino Incio
Arco com + R
Arco com - R
Tornos de
Torreta
Tornos de
Mesa
Denio do Eixo G02
.
G02 U.1376 W-.0688
R.0688(I.0688)
G02 U-.2624 W-.1312
R.1312(K-.1312)
G03 U.2624 W-.1312
R.1312(K-.1312)
G03 U-.1376 W-.0688
R.0688(I-.0688)
Ponto de Trmino
Ponto de
Trmino
Ponto de
Incio
Ponto de Incio
.100 de Raio
.100 de
Raio
Ferramenta
.0312 Raio.
Ferramenta
.0312 Raio.
= valor R
= valor R
Raio concvo = Raio da
ferramenta menos o raio
da ferramenta
Raio convexo = Raio da
ferramenta mais o raio
da ferramenta
Ponto
de Tr-
mino
Ponto de
Trmino
Ponto
de
Incio
Ponto de
Incio
.100 de
Raio
.100 de Raio
Ferramenta
.0312 Raio.
= valor R
= valor R
Raio cncavo = Raio da
ferramenta mais o raio
da ferramenta
Raio concvo = Raio da
ferramenta menos o raio
da ferramenta
R utilizado para especifcar o centro da circunferncia. R a distncia desde o ponto de incio at ao centro
da circunferncia. Com um R positivo, o controlo ir criar um caminho de 180 graus ou menos; para criar um
raio superior a 180 graus, especifque um R negativo. X ou Z so necessrios para especifcar um ponto de
trmino se diferente do ponto de incio.
A linha seguinte ir cortar um arco inferior a 180 graus:
G01 X3.0 Z4.0
G02 Z-3.0 R5.0.
I e K so utilizados para especifcar o centro do arco. Ao utilizar I e K, R poder no ser utilizado. O I ou K
referem-se distncia consignada desde o ponto de incio at ao centro da circunferncia. Caso apenas um I
ou K sejam designados, o outro assumido como zero.
G04 Pausa (Grupo 00)
P Tempo de pausa em segundos ou milissegundos
G04 utilizado para causar um atraso ou uma pausa no programa. O bloco que contenha G04 ir atrasar
o tempo especifcado pelo cdigo P. Por exemplo, G04 P10.0. Isto ir atrasar o programa por 10 segundos.
Note que a utilizao do ponto decimal G04 P10. uma pausa de 10 segundos; G04 P10 uma pausa de 10
milsegundos.
139 Torno - Manual do operador
96-0229 rev Y 01-2010
G05 Movimento de Controlo do Fuso Fino (Grupo 00) (Consulte tambm o captulo do eixo C)
R Movimento angular do fuso, em graus.
F Graduao do Avano do centro da ferramenta, em polegadas por minuto.
*U Comando de movimento de incrementos do eixo X.
*W Comando de movimento de incrementos do eixo Z.
*X Comando de movimento absoluto do eixo X.
*Z Comando de movimento absoluto do eixo Z.
* indica uma opo
Este cdigo G utilizado para especifcar um movimento preciso do fuso.
A velocidade do fuso determinada olhando-se para o maior valor encontrado do eixo X durante o corte.
O maior valor de avano por rotao que poder ser especifcado de aproximadamente 14,77. Tal signifca
que movimentos G5 com pequenos movimentos R relativos aos movimentos de X ou Z no iro funcio-
nar. Por exemplo, num movimento R de 1,5 graus, o maior movimento X ou Z que pode ser especifcado
14,77*1,5 / 360 = ,0615 polegadas. Em converso, um movimento X ou Z de ,5 polegadas deve ter um curso
R de pelo menos ,5 * 360 / 14,77 = 12,195 graus.
Exemplo de Ranhura Simples com G05
.
N8
N7
N6 N4
N3
Exemplo n 2
%
O01054
T101
G54
G00 X3.0 Z0.1
M19 (Orientar Fuso)
G00 Z0.5
G00 X1.
M133 P1500
G98 G1 F10. Z-.25 (Introduzir no orifcio pr-furado)
G05 R90. F40.(Fazer Ranhura)
G01 F10. Z0.5 (Recuar)
M135
G99 G28 U0 W0
G28
M30
%
Exemplo de Excntrico Simples com G05
.
N3
N4
N8
.25
N6
N7
.75
%
O0122
T101 (Fresadora Rectilnea Pequena)
G54
M19 (Orientar Fuso)
G00 X1. Z0.5
M133 P1500
G98 G1 F10. Z-.25 (Introduzir no orifcio pr-
furado)
G05 R90. F40.(Fazer Ranhura)
G01 F10. Z0.5 (Recuar)
M135
G99 G28 U0 W0
G28
M30
%
G09 Paragem Exacta (Grupo 00)
O cdigo G09 utilizado para especifcar uma paragem de eixos controlados. Apenas tem efeito no bloco em
que for comandado; no modal, no afecta os blocos seguintes. A mquina ir desacelerar at ao ponto
programado antes de ser processado outro comando.
140 Torno - Manual do operador
96-0229 rev Y 01-2010
G10 Defnir Deslocamentos (Grupo 00)
G10 permite ao programador defnir deslocamentos dentro do programa. Atravs de G10 substitui-se a
introduo manual de deslocamentos (p.ex. comprimento e dimetro da ferramenta, deslocamento da co-
ordenao de trabalho).
L Selecciona a categoria de deslocamento.
L2 Origem da coordenada de trabalho para COMMON e G54-G59
L10 Deslocamento da geometria ou alterao
L1 ou L11 Desgaste da ferramenta
L20 Origem da coordenada de trabalho auxiliar para G110-G129
P Selecciona um deslocamento especfco.
P1-P50 Referencia desvios da geometria, do desgaste ou do trabalho (L10-L11)
P51-P100 Referncia deslocamentos de alterao (YASNAC) (L10-L11)
P0 Referencia desvio da coordenada de trabalho COMMON (L2)
P1-P6 G54-G59 referncia coordenadas de trabalho (L2)
P1-P20 G110-G129 referncia coordenadas auxiliares (L20)
P1-P99 G154 P1-P99 referncia coordenadas auxiliares (L20)
Q Direco da ponta da ferramenta imaginria
R Raio do nariz da ferramenta
*U Quantidade de incrementos a ser adiccionada ao deslocamento do eixo X
*W Quantidade de incrementos a ser adiccionada ao deslocamento do eixo Z
*X Deslocamento do eixo X
*Z Deslocamento do eixo Z
* indica uma opo
Exemplos de Programao
G10 L2 P1 W6.0 (Movimenta coordenada G54 6.0 unidades para a direita);
G10 L20 P2 X-10.Z-8. (Defne coordenada de trabalho G111 para X-10.0, Z-8.0);
G10 L10 P5 Z5,00 (Defne desvio geomtrico da ferramenta n 5 para 5,00);
G10 L11 P5 R.0625 (Defne desvio da Ferramenta n 5 para 1/16");
G14 Troca de Fuso Secundrio / G15 Cancelar (Grupo 17)
G14 torna o fuso secundrio em fuso principal e ir reagir a comandos normalmente adstritos ao fuso prin-
cipal. Por exemplo, M03, M04, M05 e M19 iro ter efeito no fuso secundrio e M143, M144, M145 e M119
iro despoletar um alarme. Note que G50 ir limitar a velocidade do fuso secundrio e G96 ir defnir o valor
de avano na superfcie do fuso secundrio. Estes cdigos G iro ajustar a velocidade do fuso secundrio
quando houver movimento no eixo X. G01 Avano por Rotao ir avanar com base no fuso secundrio.
O comando G14 ir activar automaticamente o espelho no eixo Z. Caso o eixo Z esteja j em espelho (Set-
ting 47 ou G101) a funo espelho ser cancelada. G14 cancelado por G15, um M30, prximo do trmino
do programa e pressionando Reset.
G17 XY Plano
Este cdigo indica ao controlador o movimento circular programado G02 e G03 ser desempenhado no
plano XY.. O plano G17 paralelo aos eixos X e Y.
O Cdigo G17 apoia a transformao Cartesiana para Polar G112. Os cdigos de seleco do plano so
modais e permanecem em efeito at outro plano ser seleccionado.
Programar a compensao do raio do nariz da ferramenta G41 ou G42 trabalhar enquanto usar G112 e no
plano G17.
G18 Seleco do Plano ZX (Grupo 02)
Este cdigo indica ao controlador o movimento circular programado G02 e G03 ser desempenhado no
plano ZX. O plano G18 paralelo aos eixos Z e X.
G18 o plano pr-defnido ligado para o torno da HAAS. Os cdigos de seleco do plano so modais e
permanecem em efeito at outro plano ser seleccionado.
141 Torno - Manual do operador
96-0229 rev Y 01-2010
G19 Plano YZ (Grupo 02)
Este cdigo indica ao controlador o movimento circular programado G02 e G03 ser desempenhado no
plano YZ. O plano G19 paralelo aos eixos Y e Z. Os cdigos de seleco do plano so modais e perman-
ecem em efeito at outro plano ser seleccionado.
G20 Seleco de Polegadas / G21 Seleco de S. Mtrico (Grupo 06)
Os cdigos G G20 (polegada) e G21 (mm) so utilizados para garantir que a seleco polegada/s. mtrico
est devidamente defnida para o programa. A seleco entre a programao em polega e s. mtrico dever
ser feita atravs de Setting 9.
G28 Regressar Origem da Mquina, defnir G29 Ponto de Referncia opcional (Grupo 00)
O cdigo G28 utilizado para regressar todos os eixos origem da mquina, excepto quando um eixo (ou
eixos) esteja(m) especifcado(s), caso em que apenas esse eixo (ou eixos) regressa(m) origem da mqui-
na. G28 cancela deslocamento do comprimento da ferramenta para as seguintes linhas de cdigo.
G29 Regressar do Ponto de Referncia (Grupo 00)
O cdigo G29 utilizado para movimentar os eixos a uma posio especfca. Os eixos seleccionados neste
bloco so movidos para o ponto de referncia G29 gravados em G28 e depois movidos para a localizao
especifcada no comando G29.
G31 Saltar Funo (Grupo 00)
Este cdigo G opcional e requer uma sonda.
F Graduao do Avano
*U Comando de Movimento de Incrementos do Eixo X.
*W Comando de Movimento de Incrementos do Eixo Z.
X Comando de Movimento Absoluto do Eixo X.
Z Comando de Movimento Absoluto do Eixo Z.
A Comando de movimento absoluto do eixo A.
B Comando de movimento absoluto do eixo B.
C Comando de movimento absoluto do eixo C.
* indica uma opo
Este cdigo G movimenta os eixos para a posio programada. Aplica-se apenas ao bloco no qual G31
especifcado. A movimentao especifcada iniciada e continua at que a posio seja atingida ou o experi-
mentador recebe um sinal (sinal de escape). O controlo ir apitar quando o fm do curso for atingido.
No utilize a Compensao da Cortadora com um G31. Veja tambm M78 e M79.
G32 Corte de Rosca (Grupo 01)
F Graduao do Avano
Q ngulo de Incio da Roscagem (opcional). Veja o exemplo na pgina seguinte.
U/W Comando de posicionamento de incrementos no Eixo X/Z. (Os valores de rosca incrementada
so especifcados pelo utilizador)
X / Z Comando de posicionamento absoluto no Eixo X/Z. (Os valores de rosca incrementada so es-
pecifcados pelo utilizador)
Nota: A graduao do avano equivalente guia da rosca. Dever ser especifcado movimento em pelo
menos um eixo. As roscas cnicas tm guia em X e Z. Neste caso defna a graduao do avano para a
maior das duas guias. G99 (Avano por Rotao) dever estar activo.
142 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Lz
Lz
Lx = 0
Lx
Roscas Rectas Roscas Cnicas
Lz = Guia ao longo do
eixo Z
Lx = Guia ao londo do
eixo X (Valor em
raio)
G32 Denio de Guia (Graduao do Avano) para Roscas Rectas e Cnicas
.
G32 difere de outros ciclos de corte porque a rosca e/ou guia podem variar continuamente atravs de toda a
rosca. E, adicionalmente, no efectuado qualquer retorno de posio automtico no trmino da operao
de roscagem.
Na primeira linha de um cdigo de bloco G32, o avano do eixo sincronizado com o sinal de rotao do
codifcador do fuso. Esta sincronizao permanece em efeito para cada linha de uma sequncia G32. pos-
svel cancelar G32 e tornar a cham-lo sem perder a sincronizao original. Isto signifca que mltiplas pas-
sagens iro seguir exactamente o caminho da ferramenta anterior (A rotao do fuso deve ser exactamente a
mesma entre passagens).
Nota: A Paragem de Bloco nico e Suspenso da Alimentao fcam deferidos at a ltima linha de uma
sequncia G32. Substituio de Graduao de Avano ignorada enquanto G32 est activo, Graduao de
Avano Actual ser sempre 100% da graduao de avano programada. M23 e M24 no tm efeito numa
operao G32, o utilizador dever programar a chanfradura se necessrio. G32 no dever ser utilizado
com qualquer Ciclo Fixo de Cdigo G (p.ex.: G71). NO alterar as RPM do fuso durante a roscagem.
Cuidado! G32 modal. Cancele sempre G32 com outro cdigo G Grupo 01 no trmino de uma operao de
roscagem. (Cdigos G Grupo 01: G00, G01, G02, G03, G32, G90, G92 e G9
.
F
F
S
S
N1
N2
N3 N4
N5
N6
Rpido
Avano
Caminho programado
Posio Inicial
Posio de Acabamento
Ciclo de Corte de Rosca Recta/Cnica/Recta
Nota: O exemplo meramente explicativo, so necessrias mltiplas passagens para cortar roscas.
G32 Exemplo de Pro-
grama
Comentrios
...
G97 S400 M03 (Cancelar Velocidade de Superfcie Constante)
N1 G00 X0.25 Z0.1 (Rpido para o Ponto de Incio)
N2 G32 Z-0.26 F0.065 (Rosca Recta, Guia(Lz) = 0.065)
143 Torno - Manual do operador
96-0229 rev Y 01-2010
N3 X0.455 Z-0.585 (Rosca Recta combina-se para rosca cnica)
N4 Z-0.9425 (Rosca Cnica combina-se de volta para rosca recta)
N5 X0.655 Z-1.0425 (Escape a 45 graus)
G00 X1.2 (Rpido para o Ponto de Trmino, cancelar G32)
G00 Z0.1
Exemplo da opo Q:
G32 X-1.99 Z-2. Q60000 F0.2; (Corte de 60 graus)
G32 X-1.99 Z-2. Q120000 F0.2; (Corte de 120 graus)
G32 X-1.99 Z-2. Q270123 F0.2; (Corte de 270.123 graus)
Aplicam-se as seguintes regras para a utilizao de Q:
1. O ngulo de incio (Q) no um valor modal. Dever ser especifcado de cada vez que for uti-
lizado. Caso no seja especifcado nenhum valor, ento assumido um ngulo zero (0).
2. O ngulo de incrementos de roscagem 0.001 graus. No usar um ponto decimal Um ngulo de
180 dever ser especifcado como Q180000 e um ngulo de 35 como Q35000.
3. O ngulo Q dever ser introduzido como valor positivo de 0 a 360000.
G40 Cancelar Compensao do Nariz da Ferramenta (Grupo 07)
*X Localizao absoluta do eixo X de partida alvo
*Z Localizao absoluta do eixo Z de partida alvo
*U Distncia de incrementos do eixo X para a partida alvo
*W Distncia de incrementos do eixo Z para a partida alvo
* indica uma opo
G40 cancela G41 ou G42. A programao de Txx00 tambm ir cancelar a compensao do nariz da ferra-
menta. Cancele a compensao do nariz antes do trmino de um programa.
A partida da ferramenta habitualmente no corresponde com um ponto na pea. Em muitos casos poder
ocorrer corte excessivo ou insufciente.
.
G42
G40
Corte Exces-
sivo aqui
G40
G41 Compensao do Nariz da Ferramenta (TNC) Esquerda / G42 TNC Direita (Grupo 07)
G41 ou G42 iro seleccionar compensao do nariz da ferramenta. G41 move a ferramenta para a esquerda
do caminho programado at ferramenta.
144 Torno - Manual do operador
96-0229 rev Y 01-2010
.
G41
G42
PONTA=2
PONTA=3
G42 G41
G50 Defnir Global coordenar Deslocamento FANUC, YASNAC (Grupo 00)
U Quantidade de incrementos e direco para alterar a coordenada global do eixo X
X Alterao da coordenada global absoluta.
W Quantidade de incrementos e direco para alterar a coordenada global do eixo Z.
Z Alterao da coordenada global absoluta.
S Fixe a velocidade do fuso para especifcar valor
T Aplique o deslocamento da alterao de ferramenta (YASNAC)
G50 pode executar vrias funes. Pode defnir a coordenada global, pode alterar a coordenada global e
pode limitar a velocidade do fuso para um valor mximo. Consulte no manual a seco do "Sistemas e Alter-
aes de Coordenada" para mais informaes.
Para defnir a coordenada global, comande G50 com um valor X ou Z.. A coordenada em efeito ir ser o valor
especifcado no cdigo de endereo X ou Z. So tidos em conta: a localizao actual da mquina, desloca-
mentos de trabalho e deslocamentos de ferramenta. A coordenada global calculada e defnida.
Exemplo: G50 X0 Z0 (As coordenadas efectivas so agora zero);
Para alterar o sistema de coordenada global, especifque G50 com um valor U ou W.. O sistema de co-
ordenada global ir ser alterado para o valor e o sentido especifcados em U ou W. A coordenada efectiva
actual mostrada ir ser alterada por este valor no sentido oposto. Este mtodo muitas vezes utilizado para
colocar a pea zero fora da clula de trabalho.
Exemplo: G50 W-1.0 (As coordenadas efectivas iro ser alterados esquerda 1.0);
Para defnir uma alterao de coordenada de trabalho do tipo YASNAC, especifque G50 com um valor T
(Setting 33 dever estar defnido para YASNAC). A coordenada global defnida para os valores X e Z na p-
gina de Deslocamento Alterao da Ferramenta. Os valores para o cdigos de endereos T so: Txxyy, onde
xx est entre 51 e 100 e yy est entre 00 e 50. Por exemplo, T5101 especifca o index 51 da alterao de
ferramenta e o index 01 do desgaste da ferramenta; no selecciona a ferramenta n 1. Para seleccionar outro
cdigo Txxyy dever ser utilizado fora do bloco G50. Os dois exemplos seguintes demonstram este mtodo
para seleccionar a Ferramenta 7 atravs de Alterao de Ferramenta 57 e Desgaste da Ferramenta 07.
Exemplo 1
G51; (Cancelar Deslocamentos)
T700 M3; (Alterar para Ferramenta 7, Ligar Fuso)
G50 T5707; (Aplicar Alterar Ferramenta e Desgaste da Ferramenta na Ferramenta 7)
Exemplo 2
G51; (Cancelar Deslocamentos)
G50 T5700; (Aplicar Alterao de Ferramenta)
T707 M3; (Alterar para a Ferramenta 7 e aplicar Desgaste da Ferramenta
145 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Z
C
L
X
/
2
Deslocamento
da Ferramenta
51
Deslocamento da Ferramenta 51
Mquina
(0,0)
G50 Desvio de
Trabalho (0,0)
Fuso
000101
N1 G51 (Retorna a Mquina a Zero)
N2 G50 T5100; (Desvio Para Ferramenta 1)
.
.
.
%
G50 YASNAC Alterao de Ferramenta
G50 Fixao da Velocidade do Fuso
G50 pode ser utilizado para limitar a velocidade mxima do fuso. O controlo no ir permitir que o fuso ex-
ceda o valor de endereo S especifcado no comando G50. Isto utilizado no modo de avano de superfcie
constante (G96).t
N1 G50 S3000 ; (Rotao do fuso no ir exceder 3000 rpm)
N2 G97 M3 ; (Introduzir cancelar velocidade de superfcie constante, fuso ligado)
NOTA: Para cancelar este comando, utilize outro G50 e especifque a rotao mxima do fuso na
mquina.
G51 Cancelar Deslocamento (YASNAC) (Grupo 00)
G51 utilizado para cancelar qualquer desgaste de ferramenta e alterao da coordenada de trabalho e
regressar a mquina posio zero.
Sistema de coordenadas de trabalho
O controlo do torno CNC Haas suporta ambos os sistemas de coordenada YASNAC e FANUC. As coordena-
das de trabalho combinadas com os deslocamentos de ferramenta podero ser utilizados para posicionar um
programa de pea em qualquer lugar da zona de trabalho. Consulte tambm a seco de Deslocamento da
Ferramenta
G52 Defnir Sistema Coordenao Local Fanuc (Grupo 00)
Este cdigo selecciona o sistema de coordenada do utilizador.
G53 Seleco Coordenao Mquina (Grupo 00)
Este cdigo cancela temporariamente os deslocamentos de coordenadas de trabalho e utiliza o sistema de
coordenada da mquina.
G54-59 Seleco Sistema Coordenao n 1 - n 6 FANUC (Grupo 12 )
Estes cdigos seleccionam um dos 6 sistemas de coordenada guardados na memria de deslocamentos. To-
das as referncias subsequentes de posies de eixos sero interpretadas pelo novo sistema de coordena-
da. Os deslocamentos de sistema de coordenada so introduzidos a partir da pgina de Offsets.
G61 Modal Paragem Exacta (Grupo 15)
O cdigo G61 utilizado para especifcar uma paragem exacta. Os movimentos rpidos e interpolados iro
desacelerar at a uma paragem exacta antes de ser processado outro bloco. Em paragem exacta, os mo-
vimentos iro demorar mais tempo e no ir ocorrer movimento de corte. Isto poder causar um corte mais
profundo onde a ferramenta parar.
G64 Cancelar Paragem Exacta G61 (Grupo 15)
O cdigo G64 utilizado para cancelar a paragem exacta. Selecciona o modo de corte normal.
G70 Ciclo de Trmino (Grupo 00)
O Ciclo de Trmino G70 pode ser utilizado para terminar caminhos de corte de peas que sejam cortadas em
bruto com ciclos de remoo de material, tais como, G71, G72 e G73.
146 Torno - Manual do operador
96-0229 rev Y 01-2010
P Iniciar Bloco nmero de rotina para executar
Q Terminar Bloco nmero de rotina para executar
.
Q
S
P
Q
S
P
Caminho programado
G00 No
Bloco P
Rpido
Avano
Caminho programado
Posio Inicial
Bloco de Incio
Bloco de Trmino
G70
Exemplos de programao
G71 P10 Q50 F.012 (rough out N10 to N50 the path)
N10
F0.014
...
N50
...
...
...
G70 P10 Q50 (terminar caminho defnido por N10 a N50)
O ciclo G70 semelhante a uma chamada de sub-programa secundrio. No entanto, G70 requer a especif-
cao de um nmero de bloco de nicio (cdigo P) e um nmero de bloco de trmino (cdigo Q).
O ciclo G70 habitualmente utilizado aps um G71, G72 ou G73 ter sido executado atravs dos blocos
especifcados por P e Q. Quaisquer cdigos F, S ou T so efectivos com o bloco PQ. Aps a execuo de um
bloco Q, executado um rpido (G00) que regressa a mquina posio de partida gravada antes do incio
de um G70. O programa volta ento para o bloco a seguir chamada de G70. aceite uma subrotina na
sequncia PQ desde que a subrotina no contenha um bloco com um cdigo N que repita o Q especifcado
pela chamada G70. Esta funo no compatvel com os controlos FANUC ou YASNAC.
G71 O.D./I.D. Ciclo de Remoo de Material (Grupo 00)
*D Profundidade de corte para cada passagem de remoo de material, raio positivo
*F Graduao do avano a utilizar pelo bloco PQ G71
*I Sentido e tamanho do eixo X da tolerncia de passagem em bruto de G71, raio
*K Sentido e tamanho do eixo Z da tolerncia de passagem em bruto de G71
P Iniciar Bloco nmero de caminho a desbastar
Q Terminar Bloco nmero de caminho a desbastar
*S Velocidade do fuso a utilizar pelo bloco PQ G71
*T Ferramenta e Deslocamento a utilizar pelo bloco PQ G71
*U Sentido e tamanho do eixo X da tolerncia de acabamento de G71, dimetro
*W Sentido e tamanho do eixo Z da tolerncia de acabamento de G71
*R1 YASNAC seleccionar Type II roughing
* indica uma opo
147 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Q
S
P
X+
Z+
W
K
I
U/2
D
Q
P
S
Caminho
programado
Rpido
Avano
Caminho programado
Posio Inicial
Bloco de Incio
Bloco de Trmino
Tolerncia de Desbaste
Tolerncia de Acabamento
Tolerncia de
Desbaste
(I, K)
Tolerncia de
Acabamento
(U, W)
Denio de Reco (73)
Plano de
Tolerncia
do eixo Z
G71
Este ciclo fxo desbasta o material numa pea conferindo a forma de acabamento. Defna a forma da pea
atravs da programao do caminho da ferramenta de acabamento e depois utilize o bloco PQ G71. Quais-
quer comandos F, S ou T na linha G71 ou em efeito no momento do G71 so utilizados pelo ciclo de des-
baste G71. Habitualmente, utilizada uma chamada de G70 na mesma defnio de bloco PQ para terminar
a forma.
So endereados dois tipos de caminhos de maquinao com o comando G71. O primeiro tipo de caminho
(Type I) quando o eixo X do caminho programado no altera o sentido. O segundo tipo de caminho (Type
II) permite ao eixo X alterar o sentido. Para ambos os tipos o caminho programado o eixo Z no consegue
alterar o sentido. O tipo I seleccionado tendo apenas um eixo X em movimento no bloco especifcado por
P na chamada G71. Quando o movimento de ambos os eixos X e Z esto no bloco P ento assumido o
desbaste de tipo II. Quando em modo YASNAC, o desbaste tipo II seleccionado atravs da incluso de R1
no bloco de comando G71.
Qualquer um dos quatro quadrantes do plano X-Z pode ser cortado atravs dos cdigos de endereo D, I, K,
U e W devidamente especifcados.
Nas fguras, a posio de incio S a posio da ferramenta no momento da chamada G71. O plano de
tolerncia Z deriva da posio de incio do eixo Z e da soma das tolerncias de acabamento de W e de K
opcional.
.
P
P
X+
Z+
P
P
S
S
Q
Q
U+ W- I+ K-
U- W- I- K- U- W+ I- K+
U+ W+ I+ K+
Q
Q
S
S
G71 Relaes de Endereos
148 Torno - Manual do operador
96-0229 rev Y 01-2010
Tipo I Detalhes
Quando especifcado pelo programador o Tipo I assume-se que o caminho da ferramenta do eixo X no
inverte durante o corte. Cada localizao do eixo X de passagem de desbaste determinada atravs da
aplicao do valor especifcado em D localizao actual de X. A natureza do movimento ao longo do plano
de tolerncia Z para cada passagem de desbaste determinada pelo cdigo G no bloco P. Caso o bloco P
contenha um cdigo G00, ento, o movimento ao longo do plano de tolerncia Z est em modo rpido. Caso
o bloco P contenha um G01, ento o movimento ir estar na graduao do avano G71.
Cada passagem de desbaste interrompida antes de intersectar o caminho da ferramenta programado
permitindo ambas as tolerncias, de desbaste e de acabamento. A ferramenta depois retirada do material,
num ngulo de 45 graus pela distncia especifcada na defnio 73. A ferramenta depois movimenta-se em
modo rpido at ao plano de tolerncia do eixo Z.
Quando o desbaste estiver completo, a ferramenta movimentada ao longo do caminho da ferramenta para
limpar o corte de desbaste. Caso I e K sejam especifcados, executado um corte de acabamento de des-
baste adiccional, paralelo ao caminho da ferramenta.
Tipo II Detalhes
Quando especifcado pelo programador o Tipo II permitida a variao no caminho PQ do eixo X (por ex-
emplo, o caminho da ferramenta do eixo X poder inverter o sentido).
O caminho PQ do eixo X no dever exceder a localizao de incio original. A nica excepo aplica-se ao
bloco Q de trmino.
Tipo II de desbaste, quando a Defnio 33 est em YASNAC, dever incuir R1 (sem casas decimais) no
bloco de comando G71.
Tipo II, quando a Defnio 33 est em FANUC, dever ter um movimento de referncia, em ambos os eixos
Z e X, no bloco especifcado por P.
O desbaste semelhante ao Tipo I, excepto que a cada passagem ao longo do eixo Z, a ferramenta segue
o caminho defnido por PQ. A ferramenta ir recuar paralelamente ao eixo X pela distncia defnida na
Defnio 73 (Retrao de Ciclo Fixo). O mtodo de desbaste Tipo II no deixa passos na pea previamente
ao corte de acabamento e, em regra, origina um acabamento melhor.
Depresses
.
S P Q
Q S P
4 Depresses, Cada com
1 nvel de Alojamento
Alojamento de De-
presses 5 Nveis
de Profundidade
(Limite, 10 Nveis)
2 Depresses Alo-
jadas 2 Nveis de
Profundidade
Depresses Alojadas Depresses ao Mesmo Nvel
Uma depresso pode ser defnida como uma alterao de sentido que cria uma superfcie cncava no mate-
rial a ser cortado. Caso haja repetidas depresses ao mesmo nvel, pode haver um nmero ilimitado de de-
presses. Quando existem depresses dentro de outras (alojadas), no pode haver mais do que 10 nveis de
alojamento de depresses. As fguras seguintes demonstram a sequncia de cortes de desbaste (Tipo I e II)
para caminhos PQ com mltiplas depresses. Todo o material acima de depresses desbastado primeiro,
seguindo-se as prprias depresses no sentido de Z.
149 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Q
1
2
5
7 6 3 4
Q
S P
S P
Sequncia de Caminho para Desbaste do Tipo II
Sequncia de Regio para Desbaste do Tipo II
Sequncia de Caminho para Desbaste do Tipo II
.
45
Reco da Ferramenta
para Tipo I
Reco da Ferramenta para
Tipo II
Denio 73
Denio
73
Reco da Ferramenta Tipo I e II
NOTA: Um efeito de utilizar uma tolerncia Z de desbaste ou acabamento o limite entre os dois
cortes num lado de uma depresso e o ponto correspondente no outro lado da depresso. A distncia deve
ser superior ao dobro da soma das tolerncias de desbaste e acabamento.
Por exemplo, caso o caminho Tipo 2 G71 contenha o seguinte:
...
X-5. Z-5.
X-5.1 Z-5.1
X-3.1 Z-8.1
...
A maior tolerncia que poder ser especifcada de 0.999 uma vez que a distncia original desde o incio do
corte 2 at ao mesmo ponto no corte 3 de 0.2. Caso uma tolerncia maior seja especifcada, poder ocor-
rer corte excessivo.
A compensao da cortadora aproximado atravs do ajuste da tolerncia de desbaste ao raio e tipo de
ponta da ferramenta. Assim, as limitaes que se aplicam tolerncia tambm se aplicam soma da tolern-
cia e do raio da ferramenta.
NOTA: Caso o ltimo corte no caminho PQ seja uma curva no montona (atravs de uma tolerncia
de acabamento) adiccione um curto reco de corte; no utilize W.
150 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Q
S
P
P
Q
S
Rpido
Avano
Caminho programado
Posio Inicial
Bloco de Incio
Bloco de Trmino
G71 Exemplo de Cdigo G Bsico
Exemplo de programa Descrio
%
O0070 (G71 Ciclo de Desbaste)
T101
G50 S2500
G97 S509 M03
G00 G54 X6. Z0.05
G96 S800
G71 P1 Q2 D0.15 U0.01 W0.005 F0.014
N1 G00 X2.
G01 Z-3. F0.006
X3.5
G03 X4. Z-3.25 R0.25
G01 Z-6.
N2 X6.
G70 P1 Q2 (PASSAGEM DE ACABAMENTO)
M09
G28 M05
M30
%
151 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Q
*R
Q
P
S
S
N2
1.00
2.50
*R0.25
*R0.250
1.00 3.25 6.50
6.50
4.50 P
N1
N3
N4
N5 N6
N7
N8
N9
N10
N11
Rpido
Avano
Caminho programado
Posio Inicial
Bloco de Incio
Bloco de Trmino
Tolerncia de Acabamento
Raio
G71 Type 1 O.D./I.D. Exemplo de Remoo de Material
Exemplo de programa Descrio
%
O0071 (FANUC G71 TYPE I EXEMPLO)
T101 (CNMG 432) (Alterao de ferramenta e aplicao
de desvios)
G00 G54 X6.6 Z.05 M08 (Rpido para o Ponto de Partida)
G50 S2000 (Defnir Mx RPM 2000)
G97 S636 M03 (Fuso Ligado)
G96 S750 (Ligar Velocidade de Superfcie Con-
stante)
G71 P1 Q11 D0.15 U0.01 W0.005 F0.012 (Defnir ciclo de desbaste)
N1 G00 X0.6634 P (Iniciar defnio)
N2 G01 X1. Z-0.1183 F0.004 (Passagem de acabamento .004" de
Avano)
N3 Z-1.
N4 X1.9376
N5 G03 X2.5 Z-1.2812 R0.2812
N6 G01 Z-3.0312
N7 G02 X2.9376 Z-3.25 R0.2188
N8 G01 X3.9634
N9 X4.5 Z-3.5183
N10 Z-6.5
N11 X6.0 Q (Terminar defnio)
G00 X0 Z0 T100 (Rpido para a posio de alterao de
ferramenta)
T202 (Ferramenta de Acabamento)
G50 S2500
G97 S955 M03
G00 X6. Z0.05 M08
G96 S1500
G70 P1 Q11
152 Torno - Manual do operador
96-0229 rev Y 01-2010
G00 X0 Z0 T200
M30
%
.
N1
N2
N3 N4
N5
N6
S
P
Q
Q
P
S
Rpido
Avano
Caminho programado
Posio Inicial
Bloco de Incio
Bloco de Trmino
Tolerncia de Acabamento
G71 Type II O.D./I.D. Exemplo de Remoo de Material
Exemplo de programa
%
O0135
T101
G97 S1200 M03
G00 G54 X2. Z.05
G71 P1 Q6 D0.035 U0.03 W0.01 F0.01
N1 G01 X1.5 Z-0.5 F0.004
N2 X1. Z-1.
N3 X1.5 Z-1.5
N4 Z-2.
N5 G02 X0.5 Z-2.5 R0.5
N6 G1 X2.
G00 X0. Z0. T100
T202
G97 S1500 M03
G70 P1 Q6
G28
M30
%
.
S
Q
P
c
L
S
Q
P
Rpido
Avano
Caminho programado
Posio Inicial
Bloco de Incio
Bloco de Trmino
G72 Exemplo de Cdigo G Bsico
Exemplo de Programa
%
153 Torno - Manual do operador
96-0229 rev Y 01-2010
O0069
T101
G50 S2500
G97 S509 M03
G54 G00 X6. Z0.05
G96 S800
G72 P1 Q2 D0.075 U0.01 W0.005 F0.012
N1 G00 Z-0.65
G01 X3. F0.006
Z-0.3633
X1.7544 Z0.
X -0.0624
N2 G00 Z0.02
G70 P1 Q2 (Passagem de Acabamento)
M05
G28
M30
%
G71 I.D. Exemplo de Remoo de Material
NOTA: Certifque-se de que a posio de incio da ferramenta est abaixo do dimetro da pea a
desbastar, antes de defnir um G71 num I.D com este ciclo.
.
.050 R
.750
.R .500 R .250
3.00
4.00
1.50
R .125
2.25
1.75
FERRAMENTA DESLOCAMEN-
TO
RAIO PONTA
4 04 .0 0
%
O1136 (Exemplo de utilizao de G71 com um
I.D.)
N1 T101 (Ferramenta 1 Deslocamento 1)
N2 G97 S2000 M03
N3 G54 G00 X0.7 Z0.1 M08 (Rpido para o ponto de incio)
N4 G71 P5 Q12 U-0.01 W0.005 D0.08 F0.01 (U negativo para G71 I.D. Desbaste)
N5 G00 X4.5 (N5 o incio da geometria de caminho
da pea defnido por P6 na linha G71)
N6 G01 X3. ,R.25 F.005
N7 Z-1.75 ,R.5
N8 X1.5 ,R.125
N9 Z-2.25 ,R.125
154 Torno - Manual do operador
96-0229 rev Y 01-2010
N10 X.75 ,R.125
N11 Z-3.
N12 X0.73 (N12 o trmino da geometria de
caminho da pea defnido por Q12 na
linha G71)
N13 G70 P5 Q12 (G70 Defne a passagem de acabamen-
to para as linhas P5 a Q12)
N14 M09
N15 G28 (Para enviar a mquina partida para
alterao de ferramenta)
M30;
%
G72 Ciclo de Remoo de Material da Face de Acabamento (Grupo 00)
*D Profundidade de corte para cada passagem de remoo de material, positivo
*F Graduao do avano a utilizar pelo bloco PQ G72
*I Sentido e tamanho do eixo X da tolerncia de passagem em bruto de G72, raio
*K Sentido e tamanho do eixo Z da tolerncia de passagem em bruto de G72
P Iniciar Bloco nmero de caminho a desbastar
Q Terminar Bloco nmero de caminho a desbastar
*S Velocidade do fuso a utilizar pelo bloco PQ G72
*T Ferramenta e Deslocamento a utilizar pelo bloco PQ G72
*U Sentido e tamanho do eixo X da tolerncia de acabamento de G72, dimetro
*W Sentido e tamanho do eixo Z da tolerncia de acabamento de G72
* indica uma opo
.
%
%
Rpido
Avano
Caminho programado
Posio Inicial
Bloco de Incio
Bloco de Trmino
Tolerncia de Acabamento
(FACE DE ACABAMENTO)
Este ciclo fxo desbasta o material numa pea conferindo a forma de acabamento. semelhante a G71 mas
remove material ao longo da face de uma pea. Defna a forma da pea atravs da programao do caminho
da ferramenta de acabamento e depois utilize o bloco PQ G72. Quaisquer comandos F, S ou T na linha G72
ou em efeito no momento do G72 so utilizados pelo ciclo de desbaste G72. Habitualmente, utilizada uma
chamada de G70 na mesma defnio de bloco PQ para terminar a forma.
So endereados dois tipos de caminhos de maquinao com o comando G72. O primeiro tipo de caminho
(Type I) quando o eixo Z do caminho programado no altera o sentido. O segundo tipo de caminho (Type
II) permite ao eixo Z alterar o sentido. Para ambos os tipos o caminho programado o eixo X no consegue
alterar o sentido. Caso a Defnio 33 seja FANUC, o Tipo I seleccionado tendo apenas um eixo X em mo-
vimento no bloco especifcado por P na chamada G72. Quando o movimento de ambos os eixos X e Z esto
no bloco P ento assumido o desbaste de tipo II. Caso a Defnio 33 seja YASNAC, o Tipo II especif-
cado atravs da incluso R1 no bloco de comando G72 (Consulte os detalhes do Tipo II).
155 Torno - Manual do operador
96-0229 rev Y 01-2010
.
S
D
P
U/2
I
W
K
Q
S
P
Q
Rpido
Avano
Caminho programado
Posio Inicial
Bloco de Incio
Bloco de Trmino
Tolerncia de Desbaste
Tolerncia de Acabamento
Tolerncia
de Acaba-
mento (U,W)
Tolerncia de
Desbaste (I, K)
Caminho programado
G00 No
Bloco P
Plano de Tole-
rncia do Eixo X
G72 Ciclo de Remoo de Material da Face de Acabamento
G72 consiste numa fase de desbaste e uma fase de acabamento. As fases de desbaste e de acabamento
so tratadas de forma algo diferente no Tipo I e no II. Em regra, a fase de desbaste consiste em passagens
repetidas ao longo do eixo X a uma determinada graduao do avano. A fase de acabamento consiste
numa passagem ao longo do caminho da ferramenta programado para remover o excesso de material deixa-
do pela fase de desbaste mas deixa material para o acabamento com um bloco G70, por exemplo, com uma
ferramenta de acabamento. O movimento fnal em qualquer dos tipos de retorno posio de partida S.
Nas fguras anteriores, a posio de incio S a posio da ferramenta no momento da chamada G72. O
plano de tolerncia X deriva da posio de incio do eixo X e da soma das tolerncias de acabamento de U e
de I opcional.
Qualquer um dos quatro quadrantes do plano X-Z pode ser cortado atravs dos cdigos de endereo I, K, U
e W devidamente especifcados. A fgura seguinte indica os devidos sinais para estes cdigos de endereo
para obter o desempenho adequado nos quadrantes associados.
.
X+
Z+
U+,W-,I+,K-
U-,W+,I-,K+ U-,W-,I-,K-
U+,W+,I+,K+
S
S S
S
G72 Relaes de Endereos
Tipo I Detalhes
Quando especifcado pelo programador o Tipo I assume-se que o caminho da ferramenta do eixo Z no
inverte durante o corte.
Cada localizao do eixo Z de passagem de desbaste determinada atravs da aplicao do valor especif-
cado em D localizao actual de Z. A natureza do movimento ao longo do plano de tolerncia X para cada
passagem de desbaste determinada pelo cdigo G no bloco P. Caso o bloco P contenha um cdigo G00,
ento, o movimento ao longo do plano de tolerncia X est em modo rpido. Caso o bloco P contenha um
G01, ento o movimento ir estar na graduao do avano G72.
Cada passagem de desbaste interrompida antes de intersectar o caminho da ferramenta programado
156 Torno - Manual do operador
96-0229 rev Y 01-2010
permitindo ambas as tolerncias, de desbaste e de acabamento. A ferramenta depois retirada do material,
num ngulo de 45 graus pela distncia especifcada na defnio 73. A ferramenta depois movimenta-se em
modo rpido at ao plano de tolerncia do eixo X.
Quando o desbaste estiver completo, a ferramenta movimentada paralelamente ao caminho da ferramenta
para limpar o corte de desbaste. Caso I e K sejam especifcados, executado um corte de acabamento de
desbaste adiccional, paralelo ao caminho da ferramenta.
Tipo II Detalhes
Quando especifcado pelo programador o Tipo II permitida a variao no caminho PQ do eixo Z (por ex-
emplo, o caminho da ferramenta do eixo Z poder inverter o sentido).
O caminho PQ do eixo Z no dever exceder a localizao de incio original. A nica excepo aplica-se ao
bloco Q.
Tipo II de desbaste, quando a Defnio 33 est em YASNAC, dever incluir R1 (sem casas decimais) no
bloco de comando G71.
Tipo II, quando a Defnio 33 est em FANUC, dever ter um movimento de referncia, em ambos os eixos
Z e X, no bloco especifcado por P.
O desbaste semelhante ao Tipo I, excepto que a cada passagem ao longo do eixo X, a ferramenta segue
o caminho defnido por PQ. A ferramenta ir recuar paralelamente ao eixo Z pela distncia defnida na
Defnio 73 (Retrao de Ciclo Fixo). O mtodo de desbaste Tipo II no deixa passos na pea previamente
ao corte de acabamento e, em regra, origina um acabamento melhor.
Um efeito secundrio de utilizar uma tolerncia X de desbaste ou de acabamento o limite entre os dois
cortes num lado de uma depresso e o ponto correspondente no outro lado da depresso. A distncia deve
ser superior ao dobro da soma das tolerncias de desbaste e acabamento.
Por exemplo, caso o caminho Tipo 2 G72 contenha o seguinte:
...
X-5. Z-5.
X-5.1 Z-5.1
X-8.1 Z-3.1
...
A maior tolerncia que poder ser especifcada de 0.999, uma vez que a distncia horizontal desde o incio
do corte 2 at ao mesmo ponto no corte 3 0.2. Caso seja especifcada uma maior distncia, ir ocorrer
corte excessivo.
A compensao da cortadora aproximado atravs do ajuste da tolerncia de desbaste ao raio e tipo de
ponta da ferramenta. Assim, as limitaes que se aplicam tolerncia tambm se aplicam soma da tolern-
cia e do raio da ferramenta.
ATENO! Caso o ltimo corte no caminho PQ seja uma curva no montona, atravs de uma tolerncia de aca-
bamento, adiccione um curto reco de corte (no utilize U).
157 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Q
S
P
X+
Z+
P
S
Q
Rpido
Avano
Caminho programado
Posio Inicial
Bloco de Incio
Bloco de Trmino
Tolerncia de Desbaste
Tolerncia de Acabamento
Caminho
programado/(Q)
Tolerncia
de Desbaste
(I, K)
Tolerncia de
Acabamento
(U, W)
G72 Remoo de Material da Face de Acabamento
.
Exemplo de programa Descrio
%
00722 (G72 Ciclo de Des-
baste)
T101
S1000 M03
G00 G54 X2.1 Z0.1
G72 P1 Q2 D0.06 I0.02 K0.01 U0.0 W0.01 S1100 F0.015
N1 G01 Z-0.46 X2.1 F0.005
X2.
G03 X1.9 Z-0.45 R0.2
G01 X1.75 Z-0.4
G02 X1.65 Z-.4 R0.06
G01 X1.5 Z-0.45
G03 X1.3 Z-0.45 R0.12
G01 X1.17 Z-0.41
G02 X1.03 Z-0.41 R0.1
G01 X0.9 Z-0.45
G03 X0.42 Z-0.45 R0.19
G03 X0.2 Z-0.3 R0.38
N2 G01 X0.01 Z0
G70 P1 Q2 (Passagem de Aca-
bamento)
M05
G28
M30
%
158 Torno - Manual do operador
96-0229 rev Y 01-2010
G73 Ciclo de Remoo de Material de Caminho Irregular (Grupo 00)
D Nmero de passagens de corte, nmero positivo
*F Graduao do avano a utilizar pelo bloco PQ G73
I Sentido e tamanho do eixo X do primeiro corte at ao ltimo, raio
K Sentido e tamanho do eixo X do primeiro corte at ao ltimo
P Iniciar Bloco nmero de caminho a desbastar
Q Terminar Bloco nmero de caminho a desbastar
*S Velocidade do fuso a utilizar pelo bloco PQ G73
*T Ferramenta e Deslocamento a utilizar pelo bloco PQ G73
*U Sentido e tamanho do eixo X da tolerncia de acabamento de G73, dimetro
*W Sentido e tamanho do eixo Z da tolerncia de acabamento de G73
* indica uma opo
.
Q
W
K
U/2
I
X
Z
S
D
P
Q
S
P
Rpido
Avano
Caminho programado
Posio Inicial
Bloco de Incio
Bloco de Trmino
Tolerncia de Desbaste
Tolerncia de Acabamento
Caminho
programado
G73 Ciclo de Remoo de Material de Caminho Irregular
O ciclo fxo G73 pode ser utilizado para corte de desbaste de material pr-formado, como p.e. peas fundi-
das. O ciclo fxo assume que o material foi aliviado ou falta uma determinada distncia conhecida do caminho
de ferramenta PQ programado.
A maquinao inicia a partir da posio actual (S) e ou acelera ou avana para o primeiro corte de desbaste.
A natureza da manobra de aproximao baseia-se consoante seja programado no bloco P um G00 ou um
G01. A maquinao continua paralela ao caminho de ferramenta programado. Quando atingido o bloco Q
executado um movimento rpido de partida para a posio START acrescentado do deslocamento para a
segunda passagem de desbaste. As passagens de desbaste sucedem-se desta forma pelo nmero de vezes
especifcado em D. Aps a ltima passagem, a ferramenta regressa posio de partida S.
Apenas F, S, e T prvios ao ou no bloco G73, esto em efeito. Quaisquer cdigos de avano (F), velocidade
do fuso (S) ou alterao de ferramenta (T) nas linhas desde P at Q so ignorados.
O deslocamento do primeiro corte de desbaste determinado por (U/2 + I) para o eixo X e por (W + K) para
o eixo Z. Cada passagem de desbaste sucessiva aproxima-se, em termo de incrementos, da ltima passa-
gem de acabamento de desbaste por um valor de I/(D- 1)) no eixo X e por um valor de (K/(D-1)) no eixo Z.
O ltimo corte de desbaste deixa sempre uma tolerncia de material especifcada por U/2 para o eixo Z e W
para o eixo Z. Este ciclo fxo intencionado para utilizao com o ciclo fxo de acabamento G70.
O caminho de ferramenta PQ programado no tem de ser montono em X ou Z, no entanto, deve ser tido
cuidado para garantir que o material existente no interfere com o movimento da ferramenta durante os mo-
vimentos de aproximao e partida.
O valor de D dever ser integral positivo. Caso o valor D incuir uma casa decimal, soar um alarme. Os qua-
tro quadrantes do plano ZX podem ser maquinados caso os seguintes sinais para U, I, W e L sejam utiliza-
dos.
159 Torno - Manual do operador
96-0229 rev Y 01-2010
.
P
P
X+
Z+
P
P
S
S
Q
Q
U+ W- I+ K-
U- W- I- K- U- W+ I- K+
U+ W+ I+ K+
Q
Q
S
S
G71 Relaes de Endereos
G74 Ciclo de Entalhe da Face de Acabamento (Grupo 00)
*D Tolerncia de ferramenta ao regressar ao plano de partida, positiva
*F Graduao do Avano
*I Tamanho de incrementos do eixo X entre ciclos de furao, raio positivo
K Tamanho de incrementos do eixo Z entre furaes martelo num ciclo
*U Distncia de incrementos do eixo X para a furao martelo mais distante (dimetro)
W Distncia de incrementos do eixo Z para a profundidade de furao martelo total
*X Localizao absoluta do eixo X para a furao martelo mais distante (dimetro)
Z Localizao absoluta do eixo Z para a profundidade de furao martelo total
* indica uma opo
.
W
P
P
P
I
P
P
P
D
Z
X
U/2
K K
S
I
S
P
V
I
Q
V
I
Rpido
Avano
Caminho programado
Posio Inicial
Rpido (Denio 22) de
Retraco da Embalagem
Bloco de Trmino
G74 Ciclo de Entalhe da Face de Acabamento, Furao Martelo
O ciclo fxo G74 pode ser utilizado para entalhe da face de uma pea, furao martelo ou rodar.
Quando um cdigo X ou U adiccionado a um bloco G74 e X no a posio actual, ento ir ocorrer um
mnimo de dois ciclos de martelo. Um na posio actual e outro na localizao de X. O cdigo I a distncia
de incrementos entre os ciclos de furao martelo no eixo X. Adiccionar um I ir executar ciclos de perfura-
o martelo mltiplos, uniformemente espaados, entre a posio de partida S e X. Caso a distncia entre S
e X no seja uniformemente divisvel por I ento o ltimo intervalo ser inferior a I.
Quando K adiccionado a um bloco G74, a furao martelo ser desempenhada a cada intervalo especif-
cado por K, o martelo um movimento rpido oposto ao sentido de avano com uma distncia defnida pela
Defnio 22. O cdigo D pode ser utilizado para entalhe ou virar para proporcionar tolerncia no material ao
regressar ao plano de partida S.
160 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Rpido
Avano
Entalhe
Ferra-
menta
G74 Ciclo de Entalhe da Face de Acabamento
Exemplo de programa Descrio
%
O0071
T101
G97 S750 M03
G00 X3. Z0.05 (Rpido para o Ponto de Incio)
G74 Z-0.5 K0.1 F0.01 (Avano Z-.5 uma furao martelo de
.100")
G28
M30
%
.
Rpido
Avano
Caminho programado
Entalhe
Ferra-
menta
G74 Ciclo de Entalhe da Face de Acabamento (Passagens Mltiplas)
Exemplo de programa Descrio
%
O0074
T101
G97 S750 M03
G00 X3. Z0.05 (Rpido para o Ponto de Incio)
G74 X1.75 Z-0.5 I0.2 K0.1 F0.01 (Ciclo de entalhe de acabamento, pas-
sagem mltipla)
G28
M30
%
G75 O.D./I.D. Ciclo de Entalhamento (Grupo 00)
*D Tolerncia de ferramenta ao regressar ao plano de partida, positiva
161 Torno - Manual do operador
96-0229 rev Y 01-2010
*F Graduao do Avano
*I Tamanho de incrementos do eixo X entre percusses num ciclo (medida de raio)
*K Tamanho de incrementos do eixo Z entre ciclos de percusso
*U Distncia de incrementos do eixo X para a profundidade de percurso total
W Distncia de incrementos do eixo Z para ciclo de percusso mais distante, designado
*X Localizao absoluta do eixo X para a profundidade de percusso total, dimetro designado
Z Localizao absoluta do eixo Z para ciclo de percusso mais distante, designado
* indica uma opo
G75 tambm utilizado para perfurao de martelo radial com ferramentas vivas.
.
D
X
S
U/2
I
V
I
I
K
W
S
K
Rpido
Avano
Caminho programado
Posio Inicial
G75 O.D./I.D. Ciclo de Entalhe
O ciclo fxo G75 pode ser utilizado para entalhamento de um dimetro exterior. Quando um cdigo Z ou W
adiccionado a um bloco G75 e Z no a posio actual, ento ir ocorrer um mnimo de dois ciclos de per-
cusso. Um na posio actual e outro na localizao de Z. O cdigo K a distncia de incrementos entre os
ciclos de percusso no eixo Z. Adiccionar um K ir executar entalhamentos mltiplos uniformemente espaa-
dos. Caso a distncia entre a posio de partida e a profundidade total (Z) no seja uniformemente divisvel
por K, ento o ltimo intervalo ao longo de Z ser menor do que K. Note que a tolerncia de limalha est
defnida pela Defnio 22.
.
Rpido
Avano
Entalhe
Ferramenta
Exemplo de programa Descrio
%
O0075
T101
G97 S750 M03
G00 X4.1 Z0.05 (Rpido para a Posio Clear)
G01 Z-0.75 F0.05 (Avano para a localizao de En-
talhe)
162 Torno - Manual do operador
96-0229 rev Y 01-2010
G75 X3.25 I0.1 F0.01 (O.D./I.D. Percusso de entalhamen-
to, passagem nica)
G00 X5. Z0.1
G28
M30
%
O programa seguinte um exemplo de um programa G75 (Passagens Mltiplas):
.
Rpido
Avano
Entalhe
Ferramenta
Exemplo de programa Descrio
%
O0075
T101
G97 S750 M03
G00 X4.1 Z0.05 (Rpido para a Posio Clear)
G01 Z-0.75 F0.05 (Avano para a localizao de Entalhe)
G75 X3.25 Z-1.75 I0.1 K0.2 F0.01 (O.D./I.D. Percusso de entalhamento
passagem mltipla)
G00 X5. Z0.1
G28
M30
%
G76 Ciclo de Roscagem, Passagem Mltipla (Grupo 00)
*A ngulo do nariz da ferramenta (valor: 0 a 120 graus) No usar um ponto decimal
D Profundidade da primeira passagem de corte
F(E) Graduao do Avano, a guia da rosca
*I Quantidade cnica da rosca, medida de raio
K Altura da rosca, defne a profundidade da rosca, medida de raio
*P Corte de Aresta nica (carga constante)
*Q ngulo de Incio de Roscagem (No usar um ponto decimal)
*U Distncia de incrementos do eixo X, partida para o Dimetro de Profundidade de rosca mximo
*W Distncia de incrementos do eixo Z, partida para comprimento de rosca mximo
*X Localizao absoluta do eixo X, Dimetro de Profundidade de rosca mximo
*Z Localizao absoluta do eixo X, compirmento de rosca mximo
* indica uma opo
163 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Profundi-
dade Z
Di-
metro
Maior
Dia.
Menor
(X)
As Defnies 95/96 determinam o ngulo/tamanho de chanfragem; M23/24 ligam ou desligam a chan-
fragem.
.
T
A
F
S
U
W
Z
A/2
X
I
T
F
K
S
Rpido
Avano
Caminho programado
Posio Inicial
Dimetro de Acabamento
Alvo
ngulo
Tolerncia de Corte
O ciclo fxo G76 pode ser utilizado para roscagem de roscas de tubo rectas ou cnicas.
A altura da rosca defnida como sendo a distncia desde o topo at base da rosca. A profundidade de
rosca calculca (K) ser o valor de K menos a tolerncia de acabamento (o valor a Defnio 86 - Tolerncia
de Acabamento da Rosca).
O valor cnico da rosca especifcado em I. A rosca cnica medida desde a posio alvo de X, Z no ponto
T at a posio F. Note que uma rosca cnica convencional O.D. ter um valor I negativo.
A profundidade do primeiro corte atravs da rosca especifcado em D. A profundidade do ltimo corte
atravs da rosca poder ser controlado com a Defnio 86.
O ngulo do nariz da ferramenta para a rosca defnido em A. O valor pode variar entre 0 a 120 graus. Caso
no seja utilizado A, so assumidos 0 graus.
O cdigo F especifca a graduao de avano para a roscagem. A especifcao de G99 (avano por rota-
o) antes do ciclo fxo de roscagem uma prctica recomendada de boa programao. O cdigo F tambm
indica a guia ou o passo da rosca.
No fm da rosca executada uma chafragem opcional. O tamanho e ngulo da chanfradura so controlados
com a Defnio 95 (Tamanho de Chanfradura da Rosca) e com a Defnio 96 (ngulo de Chanfradura da
Rosca). O tamanho da chanfradura designado no nmero de roscas, para que se for gravado 1.000 na
Defnio 95 e a graduao do avano for .05, ento a chanfradura ser .05. Uma chanfradura pode mel-
horar o aspecto e funcionalidade de roscas que tm de ser maquinadas at uma cabea cilndrica. Caso seja
exista folga para o fm da rosca, ento a chanfradura pode ser eliminada atravs da especifcao de 0.000
para o tamanho da chanfradura na Defnio 95, ou usando M24. O valor predefnido para a Defnio 95
1.000 e o ngulo predefnido para a rosca (Defnio 96) de 45 graus.
164 Torno - Manual do operador
96-0229 rev Y 01-2010
.
M23
M24
B
D
1
2
3
N
K
A
N D
Nota: As De-
nies 95 e
96 iro afectar
o tamanho
e ngulo de
chanfragem.
Ver Nota:
Corte Mnimo de
Roscas Denio
99
Ponta de Corte
Tolerncia de
Acabamento
Denio 86
Material
G76 utilizando um Valor "A"
Esto disponveis quatro opes para o Corte de Rosca Mltipla G76
P1:Corte de aresta nica, carga de corte constante
P2:Corte de aresta dupla, carga de corte constante
P3: Corte de aresta nica, profundidade de corte constante
P4: Corte de aresta dupla, profundidade de corte constante
Tanto P1 como P3 permitem a roscagem de aresta nica mas com P3 efectuado um corte de profundidade
constante a cada passagem. Da mesma forma, P2 e P4 permitem o corte de aresta dupla, em que P4 efec-
tua um corte de profundidade a cada passagem. Com na base na experincia de produo, a opo P2 de
corte de aresta dupla poder dar melhores resultados de roscagem.
D especifca a profundidade do primeiro corte. Cada corte sucessivo determinado pela equao D*sqrt(N)
em que N o nmero da passagem ao longo da rosca. A aresta de ataque da cortadora faz todo o corte.
Para calcular a posio X de cada passagem tem de fazer a soma de todas as passagens anteriores, medi-
das deste o ponto de incio, o valor X de cada passo.
.
G76 Ciclo de Corte de Cosca, Passagem Mltipla
Exemplo de programa Descrio
%
T101
G50 S2500 (Defnir Mx RPM - seleccionar geoma-
tria da ferramenta)
G97 S1480 M03 (Fuso ligado seleccionar ferramenta um
deslocamento um)
G54 G00 X3.1 Z0.5 M08 (Seleccionar coord. de trabalho e
rpido para ponto de referncia, refrig-
erante ligado)
165 Torno - Manual do operador
96-0229 rev Y 01-2010
G96 S1200 (Ligar Velocidade de Superfcie Con-
stante)
G01 Z0 F0.01 (Posio para pea Z0)
X -0.04
G00 X3.1 Z0.5
G71P1 Q10 U0.035 W0.005 D0.125 F0.015 (Defnir ciclo de desbaste)
N1 X0.875 Z0 (Iniciar caminho da ferramenta)
N2 G01 X1. Z-0.075 F0.006
N3 Z-1.125
N4 G02 X1.25 Z-1.25 R0.125
N5 G01 X1.4
N6 X1.5 Z-1.3
N7 Z-2.25
N8 G02 X1.9638 Z-2.4993 R0.25
N9 G03X2.0172 Z-2.5172 R0.0325
N10 G01 X3. Z-3.5 (Terminar caminho da ferramenta)
G00 Z0.1 M09
G28
N20 (Programa amostra de roscagem
Sistema FANUC Sries SL HAAS)
T505
G50 S2000
G97 S1200 M03 (Ferramenta de Roscagem)
G00 X1.2 Z0.3 M08 (Rpido para a Posio)
G76 X0.913 Z-0.85 K0.042 D0.0115
F0.0714
(Ciclo de Roscagem)
G00X1.5 Z0.5 G28 M09
N30 (Sistema FANUC Sries SL HAAS)
T404
G50 S2500
G97 S1200 M03 (Ferramenta de Entalhe)
G54 G00 X1.625 Z0.5 M08
G96 S800
G01 Z-1.906 F0.012
X1.47 F0.006
X1.51
W0.035
G01 W-0.035 U-0.07
G00 X1.51
W-0.035
G01 W0.035 U-0.07
X1.125
G01 X1.51
G00 X3. Z0.5 M09
G28
M30
%
166 Torno - Manual do operador
96-0229 rev Y 01-2010
Exemplo Utilizao de ngulo de Rosca Inicial (Q)
G76 X1.92 Z-2. Q60000 F0.2 D0.01 K0.04 (60 graus de corte)
G76 X1.92 Z-2. Q120000 F0.2 D0.01 K0.04 (120 graus de corte)
G76 X1.92 Z-2. Q270123 F0.2 D0.01 K0.04 (270.123 graus de corte)
Aplicam-se as seguintes regras para a utilizao de Q:
1. O ngulo inicial, Q, dever ser especifcado de cada vez que for utilizado. Caso no seja especif-
cado nenhum valor, ento assumido um ngulo zero (0).
2. No usar um ponto decimal O ngulo de incrementos de roscagem 0.001 graus. Um ngulo de
180 dever ser especifcado como Q180000 e um ngulo de 35 como Q35000.
3. O ngulo Q dever ser introduzido como valor positivo de 0 a 360000.
Exemplo de Roscagem Inicial Mltipla
Podem ser cortadas roscas mltiplas atravs da alterao do ponto de incio para cada ciclo de roscagem.
O exemplo anterior foi alterado para criar agora uma rosca inicial mltipla. Para calcular os pontos de incio
adiccionais, o avano (F0.0714) dividido pelo nmero de pontos de incio (3) .0714 / 3 =.0238. Este valor
depois adiccionado ao ponto de incio do eixo Z inicial (linha 2) de forma a calcular o ponto de incio seguinte
(linha 4). Adiccione o mesmo valor outra vez ao ponto de incio anterior (linha 4) para calcular o ponto de
incio seguinte (linha 6).
(1) M08
(2) G00 X1.1 Z0.5 (Ponto de Incio Inicial).
(3) G76 X0.913 Z-0.85 K0.042 D0.0115
F0.0714
(Ciclo de Roscagem)
(4) G00 X1.1 Z0.5238 (Prximo Ponto de Incio [.5 + .0238 =
5.238])
(5) G76 X0.913 Z-0.85 K0.042 D0.0115
F0.0714
(Ciclo de Roscagem)
(6) G00 X1.1 Z0.5476 (ltimo Ponto de Incio [.5238 + .0238 =
5.476])
(7) G76 X0.913 Z-0.85 K0.042 D0.0115
F0.0714
(Ciclo de Roscagem)
G77 Ciclo de Aplanamento (Grupo 00)
(Este cdigo G opcional, utilizado para maquinao rotativa) (Ver tambm a seco do eixo C)
NOTA: Este ciclo apenas est disponvel em tornos com a opo de maquinao rotativa.
*I ngulo do primeiro plano, em graus.
J Distncia do centro ao plano.
*L Nmero de superfcies planas a cortar
R Raio de Ferramenta
*S Velocidade do Fuso
*K Dimetro Pea
* indica uma opo
167 Torno - Manual do operador
96-0229 rev Y 01-2010
.
S
J
I
L=4
R R
J
I
K
S
Posio de
Orientao
do Fuso
Posio
de Orien-
tao do
Fuso
G77 com K especicado G77 com L especicado
O ciclo fxo G77 pode ser utilizado para criar uma ou mais superfcies planas numa pea redonda. G77 opera
em dois modos, dependendo do cdigo especifcado, se L ou K. Caso seja especifcado um cdigo K, ser
cortada uma superfcie plana. Caso seja especifcado um cdigo L, sero cortadas superfcies planas L,
uniformemente espaadas por toda a pea. L deve ser maior que ou igual a 3. Caso sejam desejados dois
lados, execute dois cortes K com espaamento de ngulo I.
O valor J especifca a distncia da face do centro da pea ao centro de uma superfcie plana. Especifcar
uma distncia maior ir resultar num corte mais superfcial. Isto pode ser utilizado para executar passa-
gens separadas de desbaste e acabamento. Quando utilizar um cdigo L, deve verifcar atentamente que o
tamanho de canto a canto da pea resultante no mais pequeno que o dimetro da pea original, pois a
ferramenta poder embater na pea durante esta aproximao.
O valor S especifca a velocidade de rpm que o fuso ir manter durante o ciclo de aplainamento. O valor
predefnido 6. Valores mais elevados no iro afectar o nivelamento mas ir afectar a posio dos planos.
Para calcular o erro mximo em graus, utilize RPM * ,006.
O valor L permite especifcar uma pea com muitas superfcies planas. Por exemplo, L4 especifca um
quadrado e L6 especifca um hexgono.
O valor I especifca o deslocamento do centro da primeira superfcie plana desde a posio zero, em graus.
Caso o valor I no seja utilizado, a primeira superfcie plana ir iniciar na posio zero. Isto equivale a es-
pecifcar um I igual a metade do nmero de graus abrangidos pela superfcie plana. Por exemplo, um corte
quadrado sem um valor I seria o mesmo que um corte quadrado com I defnido para 45.
Exemplo de Aplainamento com G77:
Corte um plano com meia polegada de profundidade na polegada superior de uma pea que tem quatro pol-
egadas de dimetro, atravs da utilizao de uma ferramenta com uma polegada de dimetro:
.
N103
S
%
O0149
T101
G54
S10 M03(Iniciar fuso principal)
M133 P1000 (Ligar ferramenta
rotativa)
G00 X6.1
Z-1.
G77 J1.5 K4. R0.5
Z1.
M135 (Parar ferramenta rotativa)
M05 (Parar fuso principal)
G28
M30
%
168 Torno - Manual do operador
96-0229 rev Y 01-2010
Corte um hexgono na meia polegada superior de uma pea que tem trs polegadas de dimetro, atravs da
utilizao de uma ferramenta com 1/2" de dimetro.
,
N203
N204
N205
S
%
O1149
T101
G54
S10 M03(Iniciar fuso principal)
M133 P1000 (Ligar ferramenta
rotativa)
G00 X4.5
Z-0.05.
G77 J1.299 L6 R.25
Z1.
M135 (Parar ferramenta rotativa)
M05 (Parar fuso principal)
G28
M30
%
Corte um plano nos 3/8" no topo e fundo de uma pea que tem duas polegadas de dimetro, atravs da
utilizao de uma ferramenta com meia polegada de dimetro:
.
N140
N150
N160
N170
S
%
O00015 (Amostra de Programa de Aplainamento
de 2 Faces)
N100 T606
N110 G97 S3 M03
N120 M133 P2000
N130 G00 X4. Z0.05
N140 Z-1.849
N150 G77 J0.625 I0 R0.25 K2.
(J=1.25 Di. Plano, I0=centro plano,
R.25=.fresa rectilnea de di. 5, K=di. do
material da pea)
N160 G77 J0.625 I180. R0.25 K2.
(J=1.25 di. plano, I180.=centro plano,
R.25= fresa rectilnea de di. .5, K=di. de
material da pea)
N170 G00 Z1.
N180 M135
N190 M05
N200 G00 X10. Z12.
N210 M30
%
G80 Cancelar Ciclo Fixo (Grupo 09*)
Este cdigo G modal pois desactiva todos os ciclos fxos. Note que a utilizao de G00 ou G01 ir tambm
cancelar um ciclo fxo.
G81 Ciclo Fixo de Perfurao (Grupo 09)
F Taxa de alimentao
*L Nmero de repeties.
R Posio do plano R
*W Distncia de incrementos do eixo Z.
*X Comando de Movimento do Eixo X opcional.
*Z Posio do fundo do orifcio
* indica uma opo
169 Torno - Manual do operador
96-0229 rev Y 01-2010
.
X
Z
Rpido
Avano
Incio ou
Trmino do
Impulso
Plano de Incio
Plano Z
Plano R
G81 Ciclo Fixo de Perfurao
G82 Ciclo Fixo de Perfurao de Ponto (Grupo 09)
F Taxa de alimentao
*L Nmero de repeties.
P O tempo de pausa no fundo do orifcio
R Posio do plano R
W Distncia de incrementos do eixo Z.
*X Comando de movimento do eixo X.
*Z Posio do fundo do orifcio
* indica uma opo
Este cdigo G modal pois activa o ciclo fxo at que seja cancelado ou seleccionado outro ciclo fxo. Uma
vez activo, cada movimento de X ir executar este ciclo fxo.
.
X
Z
Rpido
Avano
Incio ou Trmino do Impulso
Pausa
Plano Z
Plano R
Plano de Incio
G82 Ciclo Fixo de Perfurao de Ponto
G83 Ciclo Fixo de Furao de Percurso Normal (Grupo 09)
F Taxa de alimentao
*I tamanho da primeira profundidade de corte
*J valor para reduzir profundidade do corte a cada passagem
*K profundidade de corte mnima
*L Nmero de repeties.
*P O tempo de pausa no fundo do orifcio
*Q O valor de penetrao do corte, sempre de incrementos
R Posio do plano R
*W Distncia de incrementos do eixo Z.
*X Comando de movimento do eixo X.
*Z Posio do fundo do orifcio
* indica uma opo
170 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Q
Q
Q
X
Z
Rpido
Avano
Incio ou Trmino do impulso
Pausa
Plano Z
Plano R
Plano de Incio
Denio 52
Denio 22
G83 Ciclo Fixo de Perfurao
Notas de Programao: ICaso I, J e K sejam especifcados, seleccionado outro modo de funcionamento. A
primeira passagem cortar o valor de I, cada corte sucessivo ser reduzido pelo valor de J e a profundidade
de corte mnima K. No use um valor Q quando programar com I,J,K.
A defnio 52 altera a forma de funcionamento de G83 ao regressar ao plano R. Habitualmente, o plano R
defnido claramente fora do corte para garantir que o movimento de limpeza de limalha, limpa o o orifcio,
como inconveniente existe um movimento desperdiado ao furar pela primeira vez neste espao "vazio".
Caso a Defnio 52 seja defnida para que a distncia necessria para limpar a limalha, o plano R pode ser
mais aproximado pea a ser furada. Quando o movimento de limpeza para R ocorre, Z ir ser movimen-
tado alm de R por este valor na defnio 52. A defnio 22 a quantidade para alimentar Z para retomar o
mesmo ponto no qual ocorreu a retraco.
G84 Ciclo Fixo de Roscagem (Grupo 09)
F Taxa de alimentao
R Posio do plano R
*W Distncia de incrementos do eixo Z.
*X Comando de movimento do eixo X.
*Z Posio do fundo do orifcio
* indica uma opo
Notas de Programao: No necessrio ligar o fuso CW (sentido horrio) antes deste ciclo fxo. O con-
trolo f-lo automaticamente.
A graduao do avano para roscagem cnica a guia da rosca. Esta encontrada dividindo-se 1 pelo
nmero de roscas.
Exemplo: 20 passo 1/20 = .05 Graduao do avano
18 passo 1/18 = .0555 Graduao do avano
16 passo 1/16 = 0,0625 Graduao do avano
Para roscas mtricas, divida o passo por 25,4.
Exemplo: M6 x 1 = F.03937
M8 x 1.25 = F.0492
171 Torno - Manual do operador
96-0229 rev Y 01-2010
.
X
Z
Rpido
Avano
Incio ou Trmino do
impulso
Plano Z
Plano R
Plano de Incio
G84 Ciclo Fixo de Roscagem Cnica
G85 Ciclo Fixo de Rectifcao (Grupo 09)
F Taxa de alimentao
*L Nmero de repeties.
R Posio do plano R
*U Distncia de incrementos do Eixo X.
*W Distncia de incrementos do eixo Z.
*X Comando de movimento do eixo X.
*Z Posio do fundo do orifcio
* indica uma opo
.
X
Z
Rpido
Avano
Incio ou Trmino do
impulso
Plano Z
Plano R
Plano de Incio
G85 Ciclo Fixo Recticao
G86 Ciclo Fixo de Rectifcao e Paragem (Grupo 09)
F Taxa de alimentao
*L Nmero de repeties.
R Posio do plano R
*U Distncia de incrementos do Eixo X.
*W Distncia de incrementos do eixo Z.
*X Comando de movimento do eixo X.
*Z Posio do fundo do orifcio
* indica uma opo
Nota de Programao: O fuso ir parar quando a ferramenta atingir o fundo do orifcio. A ferramenta ser
recuada assim que o fuso tiver parado.
.
X
Z
Plano Z
Plano R
Plano de Incio
Rpido
Avano
Incio ou Trmino do impulso
G86 Ciclo Fixo Recticao e Paragem
G87 Ciclo Fixo de Rectifcao e Retraco Manual (Grupo 09)
F Taxa de alimentao
172 Torno - Manual do operador
96-0229 rev Y 01-2010
*L Nmero de repeties.
R Posio do plano R
*U Distncia de incrementos do Eixo X.
*W Distncia de incrementos do eixo Z.
*X Comando de movimento do eixo X.
*Z Posio do fundo do orifcio
* indica uma opo
.
X
Z
Rpido
Avano
Incio ou Trmi-
no do Impulso
Plano Z
Plano R
Plano de Incio
G87 Ciclo Fixo Recticao e Paragem
G88 Ciclo Fixo de Rectifcao, Pausa e Retraco Manual (Grupo 09)
F Taxa de alimentao
*L Nmero de repeties.
P O tempo de pausa no fundo do orifcio
R Posio do plano R
*U Distncia de incrementos do Eixo X.
*W Distncia de incrementos do eixo Z.
*X Comando de movimento do eixo X.
*Z Posio do fundo do orifcio
* indica uma opo
Nota de Programao: A ferramenta ir pausar no fundo do orifcio no valor P, depois o fuso pra. Ser
preciso retirar a ferramenta manualmente.
.
X
Z
Rpido
Avano
Incio ou Trmino do Impulso
Pausa
Plano Z
Plano R
Plano de Incio
G88 Ciclo Fixo Recticao, Pausa e Retraco Manual
G89 Ciclo Fixo de Rectifcao e Pausa (Grupo 09)
F Taxa de alimentao
*L Nmero de repeties.
P O tempo de pausa no fundo do orifcio
R Posio do plano R
*U Distncia de incrementos do Eixo X.
*W Distncia de incrementos do eixo Z.
*X Comando de movimento do eixo X.
*Z Posio do fundo do orifcio
* indica uma opo
173 Torno - Manual do operador
96-0229 rev Y 01-2010
.
X
Z
G89 Ciclo Fixo Recticao e Pausa
Rpido
Avano
Incio ou Trmino do Impulso
Pausa
Plano Z
Plano R
Plano de Incio
G90 O.D./I.D. Ciclo de Rotao (Grupo 01)
F(E) Graduao do Avano
*I Distncia opcional e sentido cnico do eixo X, raio
*U Distncia de incrementos do eixo X para o alvo, dimetro
*W Distncia de incrementos do eixo Z para o alvo
X Localizao absoluta do eixo X ao alvo
Z Localizao absoluta do eixo Z ao alvo
* indica uma opo
.
T
S
U/2
I
X
W
Z
S
T
Rpido
Avano
Caminho programado
Posio Inicial
Alvo
Tolerncia de Corte
Tolerncia de Acabamento
G90 utilizado para rotao simples, no entanto, so possveis passagens mltiplas atravs da especifca-
o das localizaes X de passagens adiccionais.
Podem ser efetuados cortes rectos de rotao atravs da especifcao de X, Z e F. Ao adiccionar um valor I,
pode ser executado um corte cnico. O valor cnico referido a partir do alvo. Isto , I adiccionado ao valor
de X no alvo.
Qualquer um dos quatro quadrantes do plano X-Z podem ser programados atravs de U, W, X e Z; o cone
pode ser positivo ou negativo. A fgura seguinte d alguns exemplos de valores necessrios para maquinar
em cada um dos quatro quadrantes.
.
X+
Z+
U-,W+,I-
U+,W+,I+ U+,W-,I+
U-,W-,I-
II I
IV III
G90-92 Relaes de Endereos
174 Torno - Manual do operador
96-0229 rev Y 01-2010
G92 Ciclo de Roscagem (Grupo 01)
F(E) Graduao do Avano, a guia da rosca
*I Distncia opcional e sentido cnico do eixo X, raio
*Q ngulo de Roscagem Inicial
*U Distncia de incrementos do eixo X para o alvo, dimetro
*W Distncia de incrementos do eixo Z para o alvo
X Localizao absoluta do eixo X ao alvo
Z Localizao absoluta do eixo Z ao alvo
* indica uma opo
Notas de Programao: As Defnies 95/96 determinam o ngulo/tamanho de chanfragem; M23/24 ligam
ou desligam a chanfragem.
G92 utilizado para rotao simples, no entanto, so possveis passagens mltiplas para roscagem atravs
da especifcao das localizaes X de passagens adiccionais. Podem ser efetuados cortes rectos atravs
da especifcao de X, Z e F. Ao adiccionar um valor I, pode cortada uma rosca cnica ou tubular. O valor
cnico referido a partir do alvo. Isto , I adiccionado ao valor de X no alvo. No fm da rosca, cortada
uma chanfragem automaticamente antes de atingir o alvo; a predefnio para esta chanfragem uma rosca
a 45 graus. Estes valores podem ser alterados com a Defnio 95 e a Defnio 96.
Durante a programao de incrementos, o sinal do nmero que se segue a U e W varia consoante o sentido
do caminho da ferramenta. Por exemplo, caso o sentido de um caminho ao longo do eixo X seja negativo, o
valor de U negativo.
.
S
S
Z-1.0
X
I / TPI = FPR
F - Guia da Rosca
Dia. Menor
Rpido
Avano
Caminho programado
Posio Inicial
G92 Ciclo de Roscagem
Exemplo de programa Descrio
% (1"-12 PROGRAMA DE CORTE DE
ROSCA)
O0156
T101
G54;
G50 S3000 M3
G97 S1000
X1.2 Z.2 (RPIDO PARA A POSIO LIMPA)
G92 X.980 Z-1.0 F0.0833 (DEFINIR CICLO DE ROSCAGEM)
X.965 (2 PASSAGEM) (CICLOS SUBSEQUENTES)
X.955 (3 PASSAGEM)
X.945 (4 PASSAGEM)
X.935 (5 PASSAGEM)
X.925 (6 PASSAGEM)
X.917 (7 PASSAGEM)
X.910 (8 PASSAGEM)
175 Torno - Manual do operador
96-0229 rev Y 01-2010
X.905 (9 PASSAGEM)
X.901 (10 PASSAGEM)
X.899 (11 PASSAGEM)
G28;
M30;
%
Exemplo Utilizao de ngulo de Rosca Inicial Q
G92 X-1.99 Z-2. Q60000 F0.2; (Corte de 60 graus)
G92 X-1.99 Z-2. Q120000 F0.2; (Corte de 120 graus)
G92 X-1.99 Z-2. Q270123 F0.2; (Corte de 270.123 graus)
Aplicam-se as seguintes regras para a utilizao de Q:
1. O ngulo inicial, Q, dever ser especifcado de cada vez que for utilizado. Caso no seja especif-
cado nenhum valor, ento assumido um ngulo zero (0).
2. O ngulo de incrementos de roscagem 0.001 graus. No use um ponto decimal na entrada; por
exemplo, um ngulo de 180 deve ser especifcado como Q180000 e um ngulo de 35 como
Q35000.
3. O ngulo Q dever ser introduzido como valor positivo de 0 a 360000.
Em regra, ao executar roscas mltiplas convm atingir a profundidade das roscas num nvel uniforme ao
longo de todos os ngulos de rosca. Um forma de atingir este objectivo criar um subprograma que para
mova apenas o eixo X para os diferentes ngulos de roscagem. Aps o trmino do subprograma, altere a
profundidade do eixo X e faa a chamada do subprograma de novo.
G94 Ciclo de Facetamento da Extermidade (Grupo 01)
F(E) Graduao do Avano
*K Distncia opcional e sentido cnico do eixo X
*U Distncia de incrementos do eixo X para o alvo, dimetro
*W Distncia de incrementos do eixo Z para o alvo
X Localizao absoluta do eixo X ao alvo
Z Localizao absoluta do eixo Z ao alvo
* indica uma opo
.
T
S
U/2
X
K
S
T
Rpido
Avano
Caminho programado
Posio Inicial
Alvo
Tolerncia de Corte
Tolerncia de
Acabamento
G95 Ciclo de Rotao da Face de Acabamento
Podem ser efectuados cortes de acabamento da face rectos atravs da especifcao de X, Z e F. Ao adic-
cionar K pode ser executado uma face de forma cnica. O valor cnico referido a partir do alvo. Isto , K
adiccionado ao valor de X no alvo.
Qualquer um dos quatro quadrantes ZX podem ser programados atravs da variao de U, W, X e Z. O cone
pode ser positivo ou negativo. A fgura seguinte d alguns exemplos de valores necessrios para maquinar
em cada um dos quatro quadrantes.
Durante a programao de incrementos, o sinal do nmero que se segue a U e W varia consoante o sentido
176 Torno - Manual do operador
96-0229 rev Y 01-2010
do caminho da ferramenta. caso o sentido de um caminho ao longo do eixo X seja negativo, o valor de U
negativo.
.
X+
Z+
U-,W+,K-
U+,W+,K+ U+,W-,K+
U-,W-,K+
II I
IV III
S S
S S
G94 Relaes de Endereos
G95 Rosca Rgida Maquinao Rotativa (Face) (Grupo 09)
F Taxa de alimentao
R Posio do plano R
W Distncia de incrementos do eixo Z.
X Comando de movimento do eixo X de Dimetro da Pea opcional.
Z Posio do fundo do orifcio
A Rosca Rgida Maquinao Rotativa G95 semelhante Rosca Rgida Maquinao Rotativa G84 pois
utiliza os endereos F, R, X e Z, no entanto, tem as seguintes diferenas:
O fuso principal deve ser fxado (utilize M14) antes de G95 ser comandado.
O controlo deve estar no modo G99 Avano por Rotao de forma roscagem cnica funcionar
devidamente.
Deve ter sido emitido um comando S (velocidade do fuso) antes de G95.
O eixo X deve estar posicionado entre o zero da mquina e o centro do fuso principal, no posicione
para alm do centro do fuso.
%
O00800
N1 T101 (Axial 1/4-20 Tap)
G99 (Necessrio para este Ciclo)
G00 Z0.5
X2.5
S500 (As RPM Devem Ser Semelhantes, Sentido Horrio)
M19PXX (Oriente o Fuso na Localizao Desejada)
M14(Fixe o Fuso)
G95 Z-.500 R.25 F0.05 (Roscar para Baixo Profundidade .50)
G28 U0
G28 W0
M135 (Parar Fuso de Maquinao Rotativa)
M15 (Desaperte o Fuso)
M30
%
G96 Velocidade de Superfcie Constante Ligada (Grupo 13)
Isto comanda o controlo para manter a velocidade de corte constante. Tal signifca que a velocidade do fuso
aumenta medida que a pea de trabalho fca menor. A velocidade de superfcie determinada com base na
distncia da ponta da ferramenta ao centro do fuso (raio de corte). O cdigo S actual utilizado para deter-
minar a velocidade de superfcie. O valor de S indica polegadas por rotao do fuso quando a Defnio 9
177 Torno - Manual do operador
96-0229 rev Y 01-2010
defnida para Inch, enquanto S indica milmetros por rotao do fuso quando a Defnio 9 defnida para
Metric.
G97 Velocidade de Superfcie Constante Desligada (Grupo 13)
Isto comanda o controlo para NO ajustar a velocidade do fuso com base no raio de corte e utilizado para
cancelar qualquer comando G96. Quando G97 est em efeito, qualquer comando S rotao por minuto
(RPM).
G98 Avano por Minuto (Grupo 10)
Este comando altera a forma como o cdigo de endereo F interpretado. O valor de F indica polegadas por
minuto quando a Defnio 9 defnida para Inch e F indica milmetros por minuto quando a Defnio 9
defnida para Metric.
G99 Avano por Rotao (Grupo 10)
Este comando altera a forma como o endereo F interpretado. O valor de F indica polegadas por rotao
do fuso quando a Defnio 9 defnida para Inch, enquanto F indica milmetros por rotao do fuso quando
a Defnio 9 defnida para Metric.
G100 Desactivar Imagem Espelho (Grupo 00)
G101 Activar Imagem Espelho (Grupo 00)
X Comando do Eixo X opcional.
Z Comando do Eixo Z opcional.
necessrio pelo menos um.
A imagem espelho programvel pode ser ligada ou desligada individualmente para o eixo X e/ou Z. A parte
inferior do ecr indicar quando o eixo est em espelho. Estes cdigos G devem ser utilizados num bloco de
comando sem outros cdigos G e no provocaro movimento dos eixos. G101 ir ligar a imagem espelho
para qualquer um dos eixos listados nesse bloco. G100 ir desligar a imagem espelho para qualquer um dos
eixos indicados no bloco. O valor actual dado para o cdigo X ou Z no tem qualquer efeito; G100 ou G101
por si s no tm qualquer efeito. Por exemplo, G101 X 0 liga o espelho no eixo X Note podem ser utilizadas
as defnies 45 a 48 para seleccionar manualmente a imagem espelho.
G102 Sada Programvel para RS-232 (Grupo 00)
*X Comando do Eixo X.
*Z Comando do Eixo Z
* indica uma opo
A sada programvel para a primeira porta RS-232 envia as coordenadas de trabalho actuais dos eixos para
outro computador. Utilize este cdigo G num bloco de comando sem outros cdigos G; no provocar movi-
mento dos eixos.
Nota de programao: So aplicados espaos adiccionais (Defnio 41) e controlo EOB (Defnio 25).
possvel a digitalizao de uma pea atravs da utilizao deste cdigo G e de um programa que salta
uma pea em X-Z e sonda em Z com G31. Quando a sonda alcana, o prximo bloco pode ser um G102
para enviar a posio de X e Z para um computador que guarde as coordenadas como pea digitalizada.
necessrio software adiccional para que o PC conclua esta funo.
G103 Limitar Ver Bloco Antecipadamente (Grupo 00)
Nmero mximo de blocos que o controlo ir ver antecipadamente (de 0 a 15), por exemplo: G103 [P..]
Isto refere-se habitualmente como "Ver Bloco Antecipadamente" e descreve o que o controlo est a executar
no fundo durante os movimentos de mquina. O controlo prepara os blocos futuros (linhas de cdigo) ante-
cipadamente. Enquanto o bloco actual est a ser executado, o prximo bloco j foi interpretado e preparado
para haver movimento contnuo.
Quando programado G103 P0, a limitao de bloco desactivada. A limitao de bloco tambm desacti-
vada se G103 aparecer num bloco sem cdigo de endereo P. Quando programado G103 Pn, ver antecipa-
damente limitado a blocos n.
178 Torno - Manual do operador
96-0229 rev Y 01-2010
G103 tambm utilizado para depurar programas macro. As expresses macro so feitas durante o tempo
de ver antecipadamente. Por exemplo, ao introduzir G103 P1 no programa, as expresses macro iro execu-
tar um bloco antecipadamente ao bloco actual em execuo.
G105 Comando da Barra Servo
Comando da Barra de Alimentao. Consulte o manual da barra de incrementos da Haas.
G110, G111 e G114-G129 Coordenar Sistema (Grupo 12)
Estes cdigos seleccionam um dos sistemas de coordenada do utilizador adiccional. Todas as referncias
de posies de eixos subsequentes sero interpretadas pelo novo sistema de coordenada. As operaes de
G110 a G129 so as mesmas que em G54 a G59
G112 Interpolao XY para XC (Grupo 04)
A funo de transformao de coordenada Cartesiana para Polar G112 permite ao utilizador programar
blocos subsequentes em coordenadas XY Cartesianas, as quais o controlo converte automaticamente para
coordenadas polares XC. Enquanto activo, o plano XY G17 utilizado para impulsos XY lineares G01 e
G02 e G03 para movimento circular. Os comandos de posio de X,Y em movimentos rotativos do eixo C e
lineares do eixo X.
Note que o tipo de desbaste Compensao da Cortadora fca activa quando utilizado G112. A Compensa-
o da Cortadora (G41, G42) dever ser cancelada (G40) antes de sair de G112.
G112 Exemplo de Programa
X
Y
X 1.0
Y 1.0
%
T0101
G54
G17
G112
M154
G0G98Z.1
G0X.875Y0.
M8
G97P2500M133
G1Z0.F15.
Y.5F5.
G3X.25Y1.125R.625
G1X-.75
G3X-.875Y1.R.125
G1Y-.25
G3X-.75Y-.375R.125
G2X-.375Y-.75R.375
G1Y-1.
G3X-.25Y-1.125R.125
G1X.75
G3X.875Y-1.R.125
G1Y0.
G0Z.1
G113
G18
M9
M155
M135
G28U0.
G28W0.H0.
M30
%
G113 Cancelar G112 (Grupo 04)
G113 cancela a converso Cartesiana para Polar.
G154 Seleccionar Coordenadas de Trabalho P1-99 (Grupo 12)
Esta funo fornece 99 deslocamentos de trabalho adiccionais. G154 com um valor P de 1 a 99 ir activar os
deslocamentos de trabalho adiccionais. Por exemplo, G154 P10 ir seleccionar o deslocamento de trabalho
10 da lista de deslocamentos de trabalho adiccionais. Note que G110 a G129 se referem aos mesmos deslo-
camentos de trabalho que G154 P1 at P20; podem ser seleccionados atravs de qualquer um dos mtodos.
Quando um deslocamento de trabalho G154 est activo, o cabealho no canto superior direito demonstrar o
valor P de G154.
G154 Formatos de deslocamentos de trabalho
#14001-#14006 G154 P1 (tambm #7001-#7006 e G110)
#14021-#14026 G154 P2 (tambm #7021-#7026 e G111)
#14041-#14046 G154 P3 (tambm #7041-#7046 e G112)
#14061-#14066 G154 P4 (tambm #7061-#7066 e G113)
#14081-#14086 G154 P5 (tambm #7081-#7086 e G114)
179 Torno - Manual do operador
96-0229 rev Y 01-2010
#14101-#14106 G154 P6 (tambm #7101-#7106 e G115)
#14121-#14126 G154 P7 (tambm #7121-#7126 e G116)
#14141-#14146 G154 P8 (tambm #7141-#7146 e G117)
#14161-#14166 G154 P9 (tambm #7161-#7166 e G118)
#14181-#14186 G154 P10 (tambm #7181-#7186 e G119)
#14201-#14206 G154 P11 (tambm #7201-#7206 e G120)
#14221-#14221 G154 P12 (tambm #7221-#7226 e G121)
#14241-#14246 G154 P13 (tambm #7241-#7246 e G122)
#14261-#14266 G154 P14 (tambm #7261-#7266 e G123)
#14281-#14286 G154 P15 (tambm #7281-#7286 e G124)
#14301-#14306 G154 P16 (tambm #7301-#7306 e G125)
#14321-#14326 G154 P17 (tambm #7321-#7326 e G126)
#14341-#14346 G154 P18 (tambm #7341-#7346 e G127)
#14361-#14366 G154 P19 (tambm #7361-#7366 e G128)
#14381-#14386 G154 P20 (tambm #7381-#7386 e G129)
#14401-#14406 G154 P21
#14421-#14426 G154 P22
#14441-#14446 G154 P23
#14461-#14466 G154 P24
#14481-#14486 G154 P25
#14501-#14506 G154 P26
#14521-#14526 G154 P27
#14541-#14546 G154 P28
#14561-#14566 G154 P29
#14581-#14586 G154 P30
#14781-#14786 G154 P40
#14981-#14986 G154 P50
#15181-#15186 G154 P60
#15381-#15386 G154 P70
#15581-#15586 G154 P80
#15781-#15786 G154 P90
#15881-#15886 G154 P95
#15901-#15906 G154 P96
#15921-#15926 G154 P97
#15941-#15946 G154 P98
#15961-#15966 G154 P99
G159 Captura de Segundo Plano / Devoluo de Peas
Comando do Carregador de Peas Automtico (APL). Consulte o manual APL da Haas.
G160 Modo do Comando do Eixo APL ligado
Comando do Carregador de Peas Automtico. Consulte o manual APL da Haas.
G161 Modo do Comando do Eixo APL Desligado
Comando do Carregador de Peas Automtico. Consulte o manual APL da Haas.
G184 Ciclo Fixo de Roscagem Inversa para Roscas do Lado Esquerdo (Grupo 09)
F Graduao do Avano em polegadas (mm) por minuto
R Posio do plano R
*W Distncia de incrementos do eixo Z. (opcional)
*X Comando de movimento do eixo X (opcional)
*Z Posio do fundo do orifcio (opcional)
Notas de Programao: Na roscagem cnica, a graduao do avano a guia da rosca. Consultar exemplo
de G84.
No necessrio ligar o fuso CCW (sentido anti-horrio) antes deste ciclo fxo; o controlo f-lo automatica-
180 Torno - Manual do operador
96-0229 rev Y 01-2010
mente.
.
X
Z
Rpido
Avano
Incio ou Trmino do impulso
Plano R
Plano Z
Plano de Incio
Roscas de Passo Esquerdo
G184 Ciclo Fixo de Roscagem Cnica
G186 Ciclo Fixo de Roscagem Inversa (Roscas de Passo Esquerdo) (Grupo 09)
F Taxa de alimentao
R Posio do plano R
W Distncia de incrementos do eixo Z.
X Comando de movimento do eixo X de Dimetro da Pea opcional.
Z Posio do fundo do orifcio
.
X
Z
Rpido
Avano
Incio ou
Trmino do
Impulso
Plano R
Plano Z
Plano de Incio
G95. G186 Roscagem Rgida das Ferramentas Rotativas (Face)
No necessrio iniciar o fuso no sentido dos ponteiros do relgio antes deste ciclo fxo; o controlo f-lo
automaticamente.
A graduao do avano para roscagem cnica a guia da rosca. Esta encontrada dividindo-se 1 pelo
nmero de roscas.
Exemplo: 20 passo
1/20 =
.05 Graduao do avano
18 passo 1/18
= .0555 Graduao do avano
16 passo
1/16 =
0,0625 Graduao do avano
Para roscas mtricas, divida o passo por 25,4.
Exemplo: M6 x 1
= F.03937
M8 x 1.25
= F.0492
181 Torno - Manual do operador
96-0229 rev Y 01-2010
G187 Controlo de Preciso (Group 00)
A programao de G187 a seguinte:
G187 E0.01 (para defnir valor)
G187 (para reverter o valor da Defnio 85)
O cdigo G187 utilizado para seleccionar a preciso com que os cantos so maquinados. A forma de uti-
lizao de G 187 G187 Ennnn, em que nnnn a preciso desejada.
G195 Roscagem Radial de Maquinao Rotativa (Dimetro) (Grupo 00)
F Velocidade de Alimentao por rotao (G99)
*U Distncia de incrementos do Eixo X.
*X Comando de movimento do eixo X.
*Z Posio de Z antes da perfurao
G196 Inverter Roscagem Vectorial de Maquinao Rotativa (Dimetro) (Grupo 00)
F Velocidade de Alimentao por rotao (G99)
*U Distncia de incrementos do Eixo X.
*X Comando de movimento do eixo X.
*Z Posio de Z antes da perfurao
Estes cdigos G executam maquinao rotativa radial ou roscagem cnica vectorial num torno; no permitem
um plano "R".
.
X
Z
Rpido
Avano
Incio ou Trmi-
no do Impulso
G195 / G196 Rosca Rgida Maquinao Rotativa (Dimetro)
Abaixo indicado um breve exemplo de programa G195
O00800
N1 T101 (RADIAL 1/4-20 TAP)
G99 (Necessrio para este Ciclo)
G00 Z0.5
X2.5
Z-0.7
S500 (As rpm devem ser semelhantes, sentido horrio)**
M19PXX (Oriente o fuso na localizao desejada)
M14(Fixe o fuso)
G195 X1.7 F0.05 (roscar para baixo at X1.7)
G28 U0
G28 W0
M135 (Parar fuso de maquinao rotativa)
M15 (Desaperte o travo do fuso)
M30
%
G200 Indexar em Movimento (Grupo 00)
U Movimento relativo Opcional em X na posio de alterao de ferramenta
W Movimento relativo Opcional em Z na posio de alterao de ferramenta
X Posio X fnal opcional
Z Posio Z fnal opcional
T Nmero de ferramenta necessria e nmero de deslocamento na forma padro
Este cdigo ir levar o torno a alterar ferramentas enquanto a executar um movimento rpido da ferramenta
de afastamento e aproximao pea, para poupar tempo.
182 Torno - Manual do operador
96-0229 rev Y 01-2010
Exemplo: G200 T202 U0.5 W0.5 X8. Z2.
U e W especifcam um movimento relativo em X e Z, que executado enquanto a torre da ferramenta se
desaloja. X e Z especifcam a posio para o movimento enquanto a torre se realoja. Ambos os movimentos
so rpidos.
G211 Defnio de Ferramenta Manual / G212 Defnio de Ferramenta Automtica
Estes dois cdigos G so utilizados em aplicaes de sonda para ambas sondas automticas e manuais
(tornos SS e St apenas). Ver Operao de Sonda de Defnio de Ferramenta Automtica para mais informa-
es.
183 Torno - Manual do operador
96-0229 rev Y 01-2010
CDIGOS M (FUNES DIVERSAS)
Os cdigos M so comandos de movimentos da mquina, que no dos eixos. O formato de um cdigo M a
letra "M" seguida de dois nmeros, por exemplo M03.
Apenas um cdigo M pode ser programado por linha de cdigo. Todos os cdigos M tomam efeito no fm do
bloco.
Lista de Cdigo M
M00 Paragem de Programa M44 Bloqueio da Torreta (Manuteno Apenas)
M01 Paragem de Programa Opcional M51-M58 Utilizador Opcional M Ligado
M02 Trmino de Programa M59 Defnir Rel de Sada
M03 Fuso Frente M61-M68 Utilizador Opcional M Desligado
M04 Fuso Invertido M69 Limpar Rel de Sada
M05 Paragem do Fuso M76 Desactivar Visor
M08 Refrigerao Ligada M77 Activar Visor
M09 Refrigerao Desligada M78 Alarme caso encontrado sinal escape
M10 Fixar Bucha M79 Alarme caso sinal escape no encontrado
M11 Desfxar Bucha M85 Abrir Porta Automtica (opcional)
M12 Jacto de Ar Automtico Ligado (Opcional) M86 Fechar Porta Automtica (opcional)
M13 Jacto de Ar Automtico Desligado (Opcional) M88 Refrigerao de Alta Presso Ligado (Opcional)
M14 Travo do Fuso Ligado M89 Refrigerao de Alta Presso Desligado (Opcional)
M15 Travo do Fuso Desligado M93 Iniciar Captura da Pos. do Eixo
M17 Rotao da Torre Sempre para a Frente M94 Parar Captura da Pos. do Eixo
M18 Rotao da Torre Sempre Inversa M95 Modo de Descanso
M19 Orientar Fuso (Opcional) M96 Saltar se sem Entrada
M21-M28 Funo M de Utilizador Opcional com Ventila-
dor M
M97 Local Chamada de Sub-Programa
M21 Contra-ponto Frente M98 Chamada do Sub-programa
M22 Contra-ponto Inverso M99 Retorno Ou Ciclo do Sub-programa
M23 Chanfragem da Rosca Ligada M109 Entrada de Utilizador Interactiva
M24 Chanfragem da Rosca Desligada M119 Orientar Subfuso (Opcional)
M30 Trmino de Prog. e Rebobinagem M121-128 Utilizador Opcional M
M31 Condutor de Brocas Frente M133 Comando para a frente da Maquinao Rotativa
(Opcional)
M33 Parar Condutor de Brocas M134 comando Inverso da Maquinao Rotativa (Opcio-
nal)
M36 Apanhador de Peas Cima (Opcional) M135 Comando de paragem da Maquinao Rotativa
(Opcional)
M37 Apanhador de Peas Baixo (Opcional) M143 Subuso para a Frente (Opcional)
M38 Variao de Velocidade do Fuso Ligada M144 Inverter Subfuso (Opcional)
M39 Variao de Velocidade do Fuso Desligada M145 Parar Subfuso (Opcional)
M41 Engrenagem Baixa (se equipado com transmisso) M154 Engrenagem do eixo C (Opcional)
M42 Engrenagem Alta (se equipado com transmisso) M155 Desengrenagem do eixo C (Opcional)
M43 Desbloqueio da Torreta (Manuteno Apenas)
184 Torno - Manual do operador
96-0229 rev Y 01-2010
M00 Paragem de Programa
M00 pra um programa. Pra os eixos, fuso, desliga a refrigerao (incuindo a Refrigerao Atravs do
Fuso). O prximo bloco (bloco aps M00) ir estar realado quando visto no programa de edio. Ao pressio-
nar Arranque de Ciclo o programa ir continuar o funcionamento desde o bloco realado.
M01 Paragem de Programa Opcional
M01 funciona da mesma forma que M00, s que o aspecto de Paragem Opcional deve estar ligado.
M02 Trmino de Programa
M02 termina um programa. Note que a forma mais comum de terminar um programa com um M30.
M03 / M04 / M05 Comandos do Fuso
M03 liga o fuso para a frente. M04 liga o fuso no sentido oposto. M05 pra o fuso.
A velocidade do fuso controlada por um cdigo de endereo S, por exemplo, S1500 ir comandar uma
velocidade do fuso de 1500 RPM.
M08 Refrigerao Ligada/ M09 Refrigerao Desligada
M08 liga o fornecimento opcional de refrigerao e M09 desliga-o (ver tambm M88/89 para Refrigerao de
Alta Presso).
NOTA: O estado da refrigerao verifcado apenas no incio do programa, assim, um mau estado
deste no ir parar um programa em funcionamento.
M10 Fixar Bucha / M11 Desfxar Bucha
M10 fxa a bucha e M11 desfxa-a. Caso o fuso ainda esteja em rotao, ser parado antes da bucha ser
desfxada.
M12 Jacto de Ar Automtico Ligado (Opcional) / M13 Jacto de Ar Automtico Desligado (Opcio-
nal)
M12 e M13 activam o Jacto de Ar Automtico. M12 liga o jacto de ar e M13 desliga-o. Adiccionalmente, M12
Pnnn (nnn em milsimos de segundo) ir lig-lo por um determinado perodo de tempo e depois deslig-lo.
.
Tubo de Extenso
Unio
Tubo de Ar
Automtico
Tubo de Ar
Automtico
Tubo de Extenso
Acoplamentos
Tubo de
Ar Auto-
mtico
Tubo de
Extenso
M14 Travo do Fuso Principal Ligado / M15 Travo do Fuso Principal Desligado
Estes Cdigos M so usados para mquinas equipadas com o Eixo C opcional. M14 aplica um travo de
estilo compasso para suportar o fuso principal enquanto M15 liberta o travo.
M17 Rotao da Torre Sempre para a Frente / M18 Rotao da Torre Sempre Inversa
M17 e M18 rodam a torre para a frente (M17) ou no sentido inverso (M18) quando feita uma alterao
de ferramenta. M17 e M18 funcionam com outros cdigos M no mesmo bloco. O cdigo de programa M17
seguinte ir mover a torre de ferramenta para a frente ferramenta 1 ou inverter para a ferramenta 1 caso
seja comandado um M18.
Frente: N1 T0101 M17;
Inverso: N1 T0101 M18;
M17 e M18 fcaro sempre em efeito pelo resto do programa. Note que a Defnio 97, Sentido da Alterao
de Ferramenta, dever ser defnida para M17/M18.
185 Torno - Manual do operador
96-0229 rev Y 01-2010
M19 Orientar Fuso (os valores P e R so opcionais)
M19 ajusta o fuso para uma posio fxa. O fuso ir apenas orientar-se para a posio zero sem a funo
opcional M19 orientar fuso.
A funo opcional Orientar Fuso permite os cdigos de endereo P e R. Por exemplo, M19 P270 orientar o
fuso para 270 graus. O valor R permite ao programador especifcar at quatro locais decimais; por exemplo,
M19 R123.4567.
A orientao do fuso depende da massa, dimetro e comprimento da pea de trabalho e/ou do suporte de
trabalho (mandril). Contacte o Departamento de Aplicaes da Haas se for usada uma confgurao invulgar-
mente pesada, de dimetro grande, ou longo.
M21 Contra-ponto Frente/ M22 Contra-ponto Inverso
M21 e M22 posicionam o contra-ponto. M21 utiliza as Defnies 105, 106 e 107 para posicionar no Ponto
de Suspenso do contra-ponto. M22 utiliza a Defnio 105 para posicionar contra-ponto no Ponto de Re-
traco. Ajustar a presso utilizando as vlvulas no HPU.
.
Parafuso
de Denio
M21-M28 Funo M de Utilizador Opcional com Ventilador M
Os cdigos M, de M21 at M28, so opcionais para rels de utilizador; cada cdigo M activar um dos rels
opcionais. O boto Reset terminar qualquer operao que esteja em espera por acessrio activado por rel
para terminar (consulte tambm M51-58 e M61-68).
Alguns ou todos os M21-25 (M21-M22 em tornos de sala de ferramentas e gabinetes) no I/O PCB podem ser
utilizados para opes instaladas de fbrica. Verifque os rels pelos cabos existentes para determinar quais
foram utilizados. Contacte o representante Haas para obter mais informaes.
Rels de Cdigo M - Estas sadas podem ser utilizadas para activar sondas, bombas auxiliares ou dispositi-
vos de fxao, etc. Os dispositivos auxiliares so ligados electricamente faixa terminal para o rel individu-
al. A faixa terminal tem uma posio para, Normalmente Aberta (NO), Normalmente Fechada (NC) e Comum
(CO).
.
K8 K1
M21 M25 M22 M26 M23 M27 M24 M28
NO NC COM
12 11 10 9 8 7 6 5 4 3 2 1 12 11 10 9 8 7 6 5 4 3 2 1
NO NC COM
P8 P4
Rels de Cdigo M I/O PCB principal Quadro de Rels de Cdigo M Opcional
(Instalado acima de PCB I/O principal)
Rels Opcionais do Cdigo 8M - As funes adicionais do rel de Cdigos M podem ser adquiridas em
bancos de 8. Pode ser instalado um mximo de dois quadros de rels de cdigos 8M na mquina, para um
total de 16 sadas adicionais. possvel um total de 4 bancos de 8 rels no sistema Haas, numerados de 0 a
3. Os grupos 0 e 1 so internos no I/O PCB principal. O banco 1 inclu os rels M21-25 no topo do PCB I/O.
O banco 2 enderea a primeira opo PCB 8M. O banco 3 enderea a segunda opo PCB 8M.
186 Torno - Manual do operador
96-0229 rev Y 01-2010
NOTA: O banco 3 pode ser utilizado para algumas opes Haas instaladas e pode no estar di-
sponvel. Contacte o representante Haas para obter mais informaes.
Apenas um banco de sadas pode ser endereado de cada vez com cdigos M. Este controlado pelo
Parmetro 352 "Seleccionar Banco de Rel". Os rels nos bancos no activados esto apenas acessveis
com variveis macro ou M59/69. O parmetro 352 enviado defnido para "1" como padro.
NOTA: Com qualquer opo de sondagem (com a excepo de LPT), Parmetro 352 deve ser
defnido para "1". Quando a opo 8M est instalada, aceda aos seus rels usando M59/69.
M23 Chanfragem da Rosca Ligada / M24 Chanfragem da Rosca Desligada
M23 comanda o controlo para executar a chanfragem no fm de uma rosca executada por G76 ou G92.
M24 comanda o controlo para no executar a chanfragem no trmino de ciclos de roscagem (G76 ou G92).
Permanece um M23 em efeito at que alterado por M24, da mesma forma para M24. Consulte as Defnies
95 e 96 para controlar o tamanho e ngulo de chanfragem. M23 predefnido ao ligar e quando o controlo
reset (redefnido).
M30 Trmino de Programa e Reposio
M30 pra um programa. Este pra o fuso, desliga a refrigerao e o cursor de programa ir regressar ao
incio do programa. M30 cancela os deslocamentos de comprimento da ferramenta.
M31 Condutor de Brocas Frente/ M33 Parar Condutor de Brocas
M31 incia o motor do condutor de brocas opcional para a frente; o sentido que retira as brocas da mquina.
O condutor no ir rodar caso a porta esteja aberta. Recomenda-se a utilizao intermitente das brocas de
aparas. O funcionamento prolongado ir sobreaquecer o motor.
M33 pra o movimento do Condutor.
M36 Apanhador de Peas Cima (Opcional) / M37 Apanhador de Peas Baixo (Opcional)
M36 activa o apanhador de peas opcional. M37 desactiva o apanhador de peas opcional. M36 roda o
apanhador de peas para a posio de funcionamento. M37 roda o apanhador de peas para fora da clula
de trabalho.
M38 Variao de Velocidade do Fuso Ligada / M39 Variao de Velocidade do Fuso Desligada
Spindle Speed Variation (Variao da Velocidade do Fuso) (SSV) permite ao operador especifcar um inter-
valo dentro do qual a velocidade do fuso ir variar. Isto til para suprimir a vibrao das ferramentas, que
pode levar a um acabamento imperfeito e/ou a danifcar a ferramenta. O controlo ir variar a velocidade do
fuso baseado nas Defnies 165 e 166. Por exemplo, para variar a velocidade do fuso +/- 50 RPM a partir
da sua velocidade actual comandada com um ciclo de trabalho de 3 segundos, defnir Defnio 165 para 50
e Defnio 166 para 30. Utilizando estas defnies, o programa que se segue ir variar a velocidade do fuso
entre 950 e 1050 RPM depois do comando M38.
M38/39 Exemplo de Programa
O0010;
S1000 M3
G4 P3.
M38 (SSV ON)
G4 P60.
M39 (SSV OFF)
G4 P5.
M30
A velocidade do fuso ir variar continuamente com um ciclo de trabalho de 3 segundos at que seja encon-
trado um comando M39. Nessa altura, a mquina ir regressar sua velocidade comandada e o modo SSV
ser desligado.
Um comando de paragem tal como M30 ou se pressionar o boto Reset tambm Desliga SSV. Caso a oscila-
o de RPM seja maior do que o valor de velocidade comandado, qualquer valor de RPM negativo (abaixo
de zero) traduzir-se- no valor equivalente positivo. O fuso, no entanto, no poder ir acima de 10 RPM
quando o modo SSV estiver activo.
187 Torno - Manual do operador
96-0229 rev Y 01-2010
Velocidade de Superfcie Constante: Quando a Velocidade de Superfcie Constante (G96) est activada
(que calcular a velocidade do fuso) o comando M38 ir alterar esse valor usando as Defnies 165 e 166.
Operaes de Roscagem: G92, G76 e G32 permitiro que a velocidade do fuso varie no modo SSV. Isto
no recomendado devido a possveis erros da guia da rosca provocados por uma acelerao no corre-
spondente do fuso e do eixo Z.
Ciclos de roscagem cnica: G84, G184, G194, G195 e G196 sero executados na sua velocidade coman-
dada e SSV no ser aplicado.
M41 Engrenagens de Reduo / M42 Engrenagens de Multiplicao
Em mquinas com uma transmisso, M41 selecciona uma engrenagem baixa e M42 seleccionar uma en-
grenagem alta.
M43 Desbloquear Torre / M44 Bloquear Torre
Apenas para manuteno.
M51-M58 Defnir Cdigos M de Utilizador Opcionais
Os cdigos de M51 a M58 so opcionais para interfaces de utilizador. Iro activar um dos rels e mant-lo
activo. Utilize M61-M68 para deslig-los. A tecla Reset ir desligar todos estes rels. Consulte M121-M128
para mais informaes acerca de rels de Cdigos M.
M59 Defnir Rel de Sada
Este cdigo M liga um rel. Um exemplo da sua utilizao M59 Pnn, em que "nn" o nmero do rel a ser
ligado. Um comando M59 pode ser utilizado para ligar qualquer dos rels de sada dentro do limite de 1100 a
1155. Ao utlizar Macros, M59 P1103 faz o mesmo que com a utilizao do comando macro opcional n 1103
= 1, s que processado no fm da linha de cdigo.
NOTA: 8M #1 utiliza endereos 1140-1147.
M61-M68 Limpar Cdigos M de Utilizador Opcionais
Os cdigos de M61 a M68 so opcionais para interfaces de utilizador. Iro desligar um destes rels. Utilize
M51-M58 para lig-los. A tecla Reset ir desligar todos estes rels. Consulte M121-M128 para mais informa-
es acerca de rels de Cdigos M.
M69 Limpar Rel de Sada
Este cdigo M desliga um rel. Um exemplo da sua utilizao M69 Pnn, em que "nn" o nmero do rel a
ser desligado. Um comando M69 pode ser utilizado para desligar qualquer um dos rels de sada dentro do
limite de 1100 a 1155. Ao utlizar Macros, M69 P1103 faz o mesmo que com a utilizao do comando macro
opcional n 1103 = 0, s que processado no fm da linha de cdigo.
M76 Desactivar Visor / M77 Activar Visor
Estes cdigos so utilizados para desactivar ou activar o visor do ecr. Este cdigo M til durante o correr
de programas extensos e complicados, pois renovar o ecr gasta energia de processamento que pode ser
necessria para comandar movimentos da mquina.
M78 Alarme caso Encontrado Sinal Escape / M79 Alarme caso no Encontrado Sinal Escape
Este cdigo M utilizado com uma sonda. M78 gera um alarme caso a funo escape programada (G31)
receba um sinal da sonda. utilizado quando um sinal de escape no esperado e pode indicar uma falha
da sonda. M79 gera um alarme caso a funo escape programada (G31) no receba um sinal da sonda.
utilizado quando a falta do sinal de escape signifca um erro de posicionamento da sonda. Estes cdigos
podem ser colocados na mesma linha que um cdigo G de escape ou em qualquer bloco seguinte.
188 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Sinal Encontrado
Sinal No Encontrado
M85 Open Porta Automtica (Opcional) / M86 Fechar Porta Automtica (Opcional)
M85 abre a Porta Automtica e M86 fecha-a. O controlo anexo emite um som quando a porta estiver em
movimento.
M88 Refrigerao de Alta Presso Ligado (Opcional) / M89 Refrigerao de Alta Presso Desli-
gado (Opcional)
M88 liga a opo de refrigerao de alta presso, e M89 desliga a refrigerao. Utilize M89 para desligar a
Refrigerao de Alta Presso durante a execuo de um programa antes de rodar a torre de ferramenta.
Aviso! Desligue a Refrigerao de Alta Presso antes de executar uma mudana de ferramenta.
M93 Iniciar Captura da Pos. do Eixo / M94 Parar Captura da Pos. do Eixo
Estes cdigos M permitem ao controlo capturar a posio de um eixo auxiliar quando uma entrada muda
para 1. O formato M93 Px Qx. P o nmero do eixo. Q o nmero de entrada de 0 a 63.
M93 leva o controlo a observar a entrada especifcada pelo valor Q e quando for para 1, captura a posio
dos eixos especifcados pelo valor P. A posio ento copiada para variveis macro ocultas 749. M94 pra
a captura. M93 e M94 foram introduzidos para suportar a Aplicao de Alimentao Haas, a qual, utiliza um
controlador de eixo nico para o eixo auxiliar V. P5 (eixos V) e Q2 devem ser utilizados para a aplicao de
alimentao.
M95 Modo de Descanso
O modo de descanso basicamente uma pausa longa. O modo de descanso pode ser utilizado quando o
utilizador pretende aquecer a mquina para que esteja pronta a funcionar chegada do operador. O formato
de um comando M95 : M95 (hh:mm).
O campo imediatamente a seguir a M95 deve conter horas e minutos durantes os quais a mquina ir des-
cansar. Por exemplo, caso sejam 18 horas e o utilizador pretenda que a mquina descanse at s 6:30 do
dia seguinte, seria utilizado o comando; M95 (12:30). A(s) linha(s) a seguir a M95 devem ser movimentos de
eixo e comandos de aquecimento do fuso.
M96 Saltar Se Sem Entrada
P Bloco de programa a ir quando o teste condicional for encontrado
Q Varivel de entrada a testar (0 a 63)
Este cdigo utilizado para testar uma entrada pelo estado 0 (desligado). Isto til para verifcar o estado da
suspenso de trabalho automtico ou outros acessrios que iro gerar um sinal no controlo. O valor Q deve
estar no intervalo de 0 a 63, que corresponde s entradas encontradas no visor de diagnstico (a entrada
do canto superior esquerdo 0 e a entrada do canto inferior direito 63). Quando este bloco de programa
executado e o sinal de entrada especifcado por Q, tem um valor de 0, o bloco de programa Pnnnn
executado (a linha Pnnnn deve estar no mesmo programa). M96 Exemplo:
189 Torno - Manual do operador
96-0229 rev Y 01-2010
N05 M96 P10 Q8 (Teste de entrada n 8, Interruptor de Porta, at estar
fechada);
N10 (Incio do ciclo do programa);
.
. (Programa que maquina a pea);
.
N85 M21 (Executa uma funo de utilizador externo)
N90 M96 P10 Q27 (Ciclo para N10 se entrada sobressalente [n 27] for
0);
N95 M30 (Se entrada sobressalente 1 ento terminar pro-
grama);
M97 Local Chamada de Sub-Programa
Este cdigo utilizado para chamar uma subrotina referenciada por um nmero de linha (N) dentro do
mesmo programa. necessrio um cdigo e deve coincidir com um nmero de linha dentro do mesmo pro-
grama. Isto til para subrotinas simples dentro de um programa; no necessrio um programa separado.
A subrotina deve terminar com um M99. Um cdigo Lnn no bloco M97 ir repetir a chamada de subrotina
essas nn vezes. M97 Exemplo:
O0001
M97 P1000 L2 (O comando L2 ir levar o programa a correr a linha
N1000 duas vezes)
M30
N1000 G00 G90 G55 X0 Z0 (A linha N que ir correr aps M97 P1000 corrida)
S500 M03
G00 Z-.5
G01 X.5 F100.
G03 ZI-.5
G01 X0
Z1. F50.
G91 G28 Z0
G90
M99
M98 Chamada do Sub-programa
Este cdigo utilizado para chamar uma subrotina, o formato M98 Pnnnn (Pnnnn o nmero do programa
a ser chamado). O sub-programa deve estar na lista do programa e deve conter um M99 para regressar ao
programa principal. Uma contagem Lnn pode ser colocada na linha que contm M98 e ir levar a que a sub-
rotina seja chamada nn vezes antes de continuar para o prximo bloco.
O0001 (Nmero do Programa Principal)
M98 P100 L4; (Chamar sub-programa, nmero do sub-programa,
reciclar 4 vezes)
M30 (Trmino do Programa)
O0100 (Nmero do Sub-programa)
G00 G90 G55 X0 Z0 (A linha N que ir correr aps M97 P1000 corrida)
S500 M03
G00 Z-.5
G01 X.5 F100.
190 Torno - Manual do operador
96-0229 rev Y 01-2010
G03 ZI-.5
G01 X0
Z1. F50.
G91 G28 Z0
G90
M99
M99 - Retorno ou ciclo do sub-programa
Este cdigo utilizado para regressar ao programa principal de uma subrotina, o formato M99 Pnnnn
(Pnnnn a linha no programa principal a regressar). Isto ir levar o programa principal a repetir de novo para
o incio sem parar quando utilizado no programa principal.
Notas de Programao - Pode simular o comportamento Fanuc atravs da utilizao do seguinte cdigo:
programa a
chamar:
Haas Fanuc
O0001 O0001
... ...
N50 M98 P2 N50 M98 P2
N51 M99 P100 ...
... N100 (continuar aqui)
N100 (continuar aqui) ...
... M30
M30
subrotina: O0002 O0002
M99 M99 P100
M99 Com Macros - Caso a mquina esteja equipada com macros opcionais, pode utilizar uma varivel
global e especifcar um bloco para saltar, adiccionando #nnn = dddd na subrotina e depois utilizar M99
P#nnn aps a chamada de subrotina.
M104 Estender Brao de Sonda / M105 Retrair Brao de Sonda
O brao de defnio de ferramenta opcional estendido e retrado atravs destes cdigos M.
M109 Entrada de Utilizador Interactiva
Este cdigo M permite a um programa de cdigo G colocar um aviso (mensagem) no ecr. Uma varivel
macro dentro do intervalo de 500 at 599 deve ser especifcada por um cdigo P. O programa consegue
verifcar qualquer caracter que possa ser introduzido atravs do teclado por comparao com o equivalente
decimal do caracter ASCII (G47, Gravar Texto, tem uma lista de caracteres ASCII).
A amostra de programa seguinte ir perguntar ao utilizador uma questo Sim ou No, depois esperar que
seja introduzido "S" ou "N". Quaisquer outros caracteres sero ignorados.
N1 #501= 0. (Limpar a varivel)
N5 M109 P501 (Descansar 1 min?)
IF [ #501 EQ 0. ] GOTO5 (Aguardar por uma tecla)
IF [ #501 EQ 89. ] GOTO10 (Y)
IF [ #501 EQ 78. ] GOTO20 (N)
GOTO1 (Continuar verifcao)
N10 (Foi introduzido um Y)
M95 (00:01)
191 Torno - Manual do operador
96-0229 rev Y 01-2010
GOTO30
N20 (Foi introduzido um N)
G04 P1. (No faa nada por 1 segundo)
N30 (Parar)
M30
A amostra de programa seguinte ir pedir ao utilizador para seleccionar um nmero, depois esperar que seja
introduzido 1, 2, 3, 4 ou 5; todos os outros caracteres sero ignorados.
%
O01234 (Programa M109)
N1 #501= 0 (Limpar Varivel #501)
(Varivel #501 ser verifcada)
(O operador introduz uma das seguintes seleces)
N5 M109 P501 (1,2,3,4,5)
IF [ #501 EQ 0 ] GOTO5
(Aguarde at entrada do ciclo de entrada do teclado)
(Equivalente decimal de 49-53 representa 1-5)
IF [ #501 EQ 49 ] GOTO10 (1 foi introduzido ir para N10)
IF [ #501 EQ 50 ] GOTO20 (2 foi introduzido ir para N20)
IF [ #501 EQ 51 ] GOTO30 (3 foi introduzido ir para N30)
IF [ #501 EQ 52 ] GOTO40 (4 foi introduzido ir para N40)
IF [ #501 EQ 53 ] GOTO50 (5 foi introduzido ir para N50)
GOTO1 (Continue a verifcar o ciclo de entrada do utilizador at encontrar)
N10
(Se 1 foi introduzido execute esta sub-rotina)
(V para pausa durante 10 minutos)
#3006= 25 (O ciclo inicia a pausa durante 10 minutos)
M95 (00:10)
GOTO100
N20
(Se 2 foi introduzido execute esta sub-rotina)
(Mensagem programada)
#3006= 25 (Incio de ciclo de mensagem programada)
GOTO100
N30
(Se 3 foi introduzido execute esta sub-rotina)
(Execute o sub programa 20)
#3006= 25 (O programa de incio de ciclo 20 ser executado)
G65 P20 (Chame o sub programa 20)
GOTO100
N40
(Se 4 foi introduzido execute esta sub-rotina)
(Execute o sub programa 22)
#3006= 25 (O programa de incio de ciclo 22 ser executado)
M98 P22 (Chame o sub programa 22)
GOTO100
N50
(Se 5 foi introduzido execute esta sub-rotina)
(Mensagem programada)
#3006= 25 (A Reposio ou o incio de ciclo desligar-se-)
#1106= 1
N100
M30
%
M119 Orientar Fuso Secundrio
Este comando ir levar o fuso secundrio a ser orientado para a posio especifcada pelo comando P ou R.
O formato : M119 Pxxx/M119 Rxx.x.
192 Torno - Manual do operador
96-0229 rev Y 01-2010
M121-M128 M de Utilizador Opcional
Os cdigos de M121 a M128 so opcionais para interfaces de utilizador. Estes iro activar um dos rels de
1132 a 1139, aguarde por um sinal M-fn, liberte o rel e aguarde pelo trmino do sinal M-fn. O boto Reset
terminar qualquer operao que esteja em espera por M-fn.
M133 / M134 / M135 Comandos Guia de Ferramenta Rotativa
M133 liga o fuso de ferramenta rotativa para a frente. M134 liga o fuso de ferramenta rotativa no sentido
inverso. M135 pra o fuso de maquinao rotativa
A velocidade do fuso controlada com um cdigo de endereo P. Por exemplo, P1200 comandaria a veloci-
dade de um fuso de 1200 RPM.
M143/M144/M145 Comandos de Subfuso (Opcional)
M143 liga o fuso secundrio para a frente. M144 liga o fuso secundrio no sentido inverso. M145 pra o fuso
secundrio
A velocidade do fuso secundrio controlada por um cdigo de endereo P, por exemplo, P1200 ir coman-
dar uma velocidade do fuso de 1200 RPM.
M154 Engrenar Eixo C/ M155 Desengrenar Eixo C (Opcional)
Este cdigo M utilizado para engrenar ou desengrenar o motor opcional do eixo C.
193 Torno - Manual do operador
96-0229 rev Y 01-2010
DEFINIES
As pginas de defnio contm valores que controlam o funcionamento da mquina e de que o utilizador
poder precisar de alterar. A maioria das defnies podem ser alteradas pelo operador. So precedidas por
uma curta descrio esquerda e o valor direita. Em geral, as defnies permitem ao operador ou respon-
svel pela preparao restringir o acesso ou ligar determinadas funes.
As defnies esto organizadas em pginas grupos de funcionalidade semelhante. Isto facilita ao utilizador
recordar-se de onde esto localizadas as defnies e reduzir a demora de navegao no visor de defnies.
A lista abaixo est separada em pginas de grupo e o ttulo da pgina o cabealho.
Utilize as teclas cursor verticais para se movimentar pelas defnies pretendidas. Dependendo da defnio,
pode alter-la atravs da introduo de um nmero novo ou, caso a defnio tenha valores especfcos,
pressionar as teclas de cursor horizontais para mostrar as opes. Prima o boto Write para introduzir ou
alterar o valor. A mensagem prxima do topo do ecr diz-lhe como alterar a defnio seleccionada.
O nmero de srie nesta pgina Defnio 26 e est protegida de alteraes efectuadas pelo utilizador. Se
necessitar de alterar alguma destas defnies, contacte a Haas ou o seu fornecedor. Segue-se uma de-
scrio pormenorizada de cada uma das defnies:
1 - Temporizador Automtico para Desligar
Esta defnio utilizada para desligar a mquina quando no for utilizada h algum tempo. O valor in-
troduzido nesta defnio o nmero de minutos que a mquina permanecer em descanso at que seja
desligada. A mquina no ir desligar-se enquanto esteja a funcionar um programa e o tempo (em minutos)
ir comear de novo a zero sempre que sejam pressionados botes ou quando o interruptor de incrementos
seja utilizado. A operao de auto-desligar d ao operador um aviso de 15 segundos antes do corte da ener-
gia, momento durante o qual, pressionar qual boto pra o corte de energia.
2 - Desligar em M30
Desliga a mquina no trmino de um programa (M30) caso esta defnio esteja em "Ligado". A mquina
dar ao operador um aviso de 30 segundos logo que seja atingido M30; pressionar qual boto ir interromp-
er a operao.
4 - Grfcos de Caminho Rpido
Este boto altera a forma como um programa visualizado no modo Grfcos. Quando desligado, movimen-
tos rpidos (que no de corte) no deixam um caminho. Quando ligado, movimentos rpidos de ferramenta
deixam uma linha tracejada no ecr.
.
5 - Grfcos de Ponto de Perfurao
Esta defnio altera a forma como um programa visualizado no modo de Grfcos. Quando est Ligado,
o movimento no eixo Z deixa uma marca X no ecr. Quando est Desligado, no so mostradas quaisquer
marcas no visor de grfcos.
194 Torno - Manual do operador
96-0229 rev Y 01-2010
.
6 - Bloqueio do Painel Frontal
Esta defnio desactiva os botes do Fuso CW (sentido horrio) e CCW (sentido anti-horrio) quando
defnida para "Ligado".
7 - Bloqueio de Parmetro
Ligando esta defnio ir parar a alterao dos parmetros, excepto para parmetros 81-100. Note que
quando o controlo ligado, esta defnio est ligada.
8 - Bloqueio de Memria Prog.
Esta defnio restringe as funes de edio da memria (Alter, Insert, etc.) quando defnida para Ligado.
9 - Dimensionamento
Esta defnio selecciona um dos modos: polegadas ou s. mtrico. Quando est defnido para Polegada, as
unidades programadas para X, Y, e Z so polegadas, para 0.0001. Quando est definido para mtrico, as
unidades programadas so milmetros para 0.001mm. Todos os valores de deslocamento so convertidos
quando esta defnio alterada de polegadas para o s. mtrico ou vice versa. No entanto, a alterao desta
defnio no ir traduzir automaticamente um programa guardado na memria; deve alterar os valores de
eixo programados para a nova unidade de medida.
Quando defnido para Polegada o cdigo G predefnido G20, quando defnido para mtrico, o cdigo G
predefnido G21.
.
Polegadas S. Mtrico
Avano
Curso Mx.
Dimenso Programvel Mnima
Amplitude de Avano
polegadas/min
+/- 15400.0000
.0001
.0001 a 300.000 pol./min.
mm/min.
+/- 39300.000
.001
.001 a 1000.000
Teclas de incrementos de Eixo
Chave .0001
.001
.01
Chave .1
.0001 in/clique de incremento
.001 in/clique de incremento
.01 in/clique de incremento
.1 in/clique de incremento
.001 mm/clique de incremento
.01 mm/clique de incremento
.1 mm/clique de incremento
1 mm/clique de incremento
10 - Limitar Rpido em 50%
Ligar esta defnio ir limitar a mquina a 50% o movimento de no corte dos eixos (rpidos). Ou seja, caso
a mquina consiga posicionar os eixos a 700 polegadas por minuto (ppm), ser limitada a 350 ppm quando
esta defnio estiver ligada. O controlo ir mostrar uma mensagem de substituio rpida a 50%, quando
esta defnio estiver ligada. Quando est Desligado, est disponvel a velocidade mxima rpida de 100%.
11 - Seleco da Velocidade de Transferncia de Dados
Esta defnio permite ao operador alterar a velocidade de transferncia de dados para/da primeira porta se-
rial (RS-232). Isto aplica-se ao carregamento/descarregamento de programas, etc. e para funes DNC. Esta
defnio deve coincidir com a velocidade de transferncia do PC.
195 Torno - Manual do operador
96-0229 rev Y 01-2010
12 - Seleco de paridade
Esta defnio defne a paridade para a primeira porta serial (RS-232). Quando defnida para nenhuma, no
adiccionado qualquer bit de paridade porta serial. Quando em zero, adicionado um bit 0. Par e mpar
funcionam como funes de paridade normal. Certifque-se do que precisa o seu sistema, por exemplo,
XMODEM deve utilizar 8 bits de dados e nenhuma paridade (defnida para "Nenhuma"). Esta defnio deve
coincidir com a velocidade de transferncia do PC.
13 - Bit de Paragem
Esta defnio designa o nmero de bits de paragem para a primeira porta serial (RS-232). Pode ser 1 ou 2.
Esta defnio deve coincidir com a velocidade de transferncia do PC.
14 - Sincronizao
Esta altera o protocolo de sincronizao entre o emissor e receptor para a primeira porta serial (RS-232).
Esta defnio deve coincidir com a velocidade de transferncia do PC.
Quando em RTS/CTS, os cabos de sinal no cabo de dados serial so utilizados para informar o emissor que
pre temporariamente o envio de dados enquanto o receptor recupera.
Quando em XON/XOFF, a defnio mais comum, os cdigos de caracter ASCII so utilizados pelo receptor
para dizer ao emissor que pre temporariamente.
A seleco DC Codes semelhante a XON/XOFF, s que os cdigos incio/paragem ou os cdigos do fura-
dor/leitor da fta de papel so enviados.
XMODEM um protocolo de comunicaes de receptor-induzido que envia dados em blocos de 128 bytes.
XMODEM tem maior fabilidade pois verifcada a integridade de cada bloco. XMODEM deve utilizar 8 bits
de dados e nenhuma paridade.
Defnies 16-21
Estas defnies podem ser ligadas de forma a impedir que operadores inexperientes possam alterar as fun-
es da mquina evitando assim danos mquina ou s peas.
16 - Impedir Dry Run (Teste)
A funo Dry Run no estar disponvel quando esta defnio estiver Ligada.
17 - Bloqueio Paragem Opcional
A funo Paragem Opcional no estar disponvel quando esta defnio estiver Ligada.
18 - Bloqueio Eliminao de Bloco
A funo Eliminao de Bloco no estar disponvel quando esta defnio estiver Ligada.
19 - Bloqueio de Substituio de Graduao do Avano
Os botes de substituio de graduao de avano sero desactivados quando esta defnio estiver Ligada.
20 - Bloqueio de Substituio de Fuso
Os botes de substituio de velocidade do fuso sero desactivados quando esta defnio estiver Ligada.
21 - Bloqueio de Substituio Rpida
Os botes de substituio rpida dos eixos sero desactivados quando esta defnio estiver Ligada.
22 - Ciclo Fixo Delta Z
Esta defnio especifca a distncia que o eixo Z recuado para limpar limalha durante um ciclo fxo G73. O
intervalo de 0.0 a 29.9999 polegadas (0-760 mm).
23 - 9xxx Bloqueio de Edio de Prog.
Ligar esta defnio ir impedir a visualizao, edio ou eliminao das 9000 sries de programas. As 9000
sries de programas no podem ser carregados ou descarregados com este defnio activa. Note que ha-
bitualmente, as 9000 sries de programas so programas macro.
196 Torno - Manual do operador
96-0229 rev Y 01-2010
24 - Guia para Furao
Esta defnio utilizada para controlar a guia (a fta branca no incio de um programa) enviada para um
dispositivo de furao da fta de papel ligado primeira porta RS-232.
25 - Padro EOB
Esta defnio controla o padro EOB (Trmino do Bloco) quando os dados so enviados para/da primeira
porta serial (RS-232). Esta defnio deve coincidir com a velocidade de transferncia do PC.
26 - Nmero de Srie
Este o nmero de srie da mquina. No pode ser alterado.
28 - Ciclo Fixo Act c/s X/Z
Activar esta defnio leva o ciclo fxo comandado a concluir sem um comando X ou Z. O mtodo de funcio-
namento ideal com esta defnio activada.
Quando esta defnio est desactivada, o controlo ir parar caso seja programado um ciclo fxo sem um
movimento dos eixos X ou Z.
31 - Redefnir Ponteiro do Programa
Quando esta defnio est desactivada, o boto Reset no ir alterar a posio do ponteiro do programa.
Quando esta defnio est ligada, o boto Reset ir movimentar o ponteiro do programa para o incio do
programa.
32 - Substituio de Refrigerao
Esta defnio controla o funcionamento da bomba de refrigerao. A seleco "Normal" permite ao operador
ligar e desligar a bomba, manualmente ou com cdigos M. A seleco "Desligado" ir soar um alarme caso
se tente ligar a refrigerao manualmente ou atravs de um programa. A seleco "Ignorar" ir ignorar todos
os comandos de refrigerao programados mas a bomba pode ser ligada/desligada manualmente.
33 - Sistema de Coordenadas
Esta defnio altera o funcionamento dos delocamentos de mudana de ferramenta. Pode ser defnida para
Yasnac ou Fanuc. Esta defnio altera a forma como um comando Txxxx interpretado e a forma como
especifcado um sistema de coordenada. No caso de uma Yasnac, as mudanas de ferramenta 51 a 100
esto disponveis no visor de desvios e G50 T5100 permitido. No caso de uma Fanuc, a geometria de
ferramenta para as ferramentas 1 a 50 est disponvel no visor de deslocamentos e esto disponveis as
coordenadas de trabalho estilo G54 .
36 - Reincio de Programa
Quando em On (Ligado), reiniciar um programa desde um ponto diferente do ponto de comeo ir direccio-
nar o controlo para procurar por todo o programa para garantir que as ferramentas, os deslocamentos, os
cdigos G e M e as posies dos eixos esto correctamente defnidas antes de o programa iniciar no bloco
em que o cursor est posicionado. Os seguintes cdigos M sero processados quando a Defnio 36 estiver
activa:
M08 Refrigerao Ligada M37 Apanhador de Peas
Desligado
M09 Refrigerao Desligada M41 Engrenagens de
Reduo
M14 Fixar o Fuso Principal M42 Engrenagens de
Multiplicao
M15 Desfxar o Fuso Principal M51-58 Defnir Utilizador
M
M36 Apanhador de Peas Ligado M61-68 Limpar Utilizador
M
Quando Desligada o programa ir iniciar sem verifcar as condies da mquina. Ter esta defnio desligada
pode poupar tempo ao correr um programa comprovado.
197 Torno - Manual do operador
96-0229 rev Y 01-2010
37 - Bits de Dados RS-232
Esta defnio utilizada para alterar o nmero de bits de dados para a porta serial 1 (RS-232). Esta
defnio deve coincidir com a velocidade de transferncia do PC. Habitualmente devem ser utilizados 7 bits
de dados mas alguns computadores requerem 8. XMODEM deve utilizar 8 bits de dados e nenhuma pari-
dade.
38 - Nmero de Eixo Aux
Esta uma entrada numrica entre 0 e 1. utilizada para seleccionar o nmero de eixos externos auxiliares
adiccionados ao sistema. Se defnida para 0, no existem eixos auxiliares. Se defnida para 1, existe um eixo
V.
39 - Alarme @ M00, M01, M02, M30
Ligar esta defnio ir soar o alarme do teclado quando for encontrado M00, M01 (com Paragem Opcional
activa), M02 ou M30. O alarme soar at que seja pressionado um boto.
41 - Adiccionar Espaos RS-232 Sada
Quando ligada, so adiccionados espaos entre cdigos de endereo quando um programa enviado para
a sada da porta serial 1 RS-232. Isto pode facilitar a leitura/edio de um programa no computador. Quando
defnida para Desligado, os programas enviados para a sada da porta serial no tm espaos e so mais
difceis de se ler.
42 - M00 Aps Alterao de Ferramenta
Ligar esta defnio ir parar o programa aps a alterao de ferramenta e ser mostrada uma mensagem a
diz-lo. O boto Cycle Start (Incio do ciclo) tem de ser premido para continuar o programa.
43 - Tipo de Compensao da Cortadora
Esta defnio controla a forma como inicia o primeiro impulso de um corte compensado e a forma como a
ferramenta recuada da pea a ser cortada. A selecco pode ser A ou B; consultar a seco de compensa-
o da cortadora para obter exemplos.
44 - Min F em Raio TNC %
(Graduao mnima em percentagem de compensao do raio de nariz da ferramenta) Esta defnio afecta
a graduao do avano quando a compensao da cortadora se movimenta em direco ao interior de
um corte circular. Este tipo de corte ir abrandar para manter uma graduao de avano constante. Esta
defnio especifca a menor graduao do avano como percentagem da graduao de avano programada
(intervalo 1-100).
45 - Imagem Espelho do Eixo X
47 - Imagem Espelho do Eixo Z
Quando uma ou mais destas defnies esto Ligada, o movimento do eixo ser espelhado (invertido) em
volta do ponto zero do trabalho. Consulte tambm G101 Activar Imagem Espelho na seco de cdigos G.
50 - Sinc de Eixo Aux
Esta altera a sincronizao entre o emissor e receptor para a segunda porta serial. A segunda porta serial
utilizada para eixos auxiliares. As defnies entre o controlo CNC e os eixos auxiliares devem coincidir.
Seleccionar "RTS/CTS" ir dizer ao emissor para parar temporariamente o envio de dados enquanto o recep-
tor recupera.
Seleccionar "XON/XOFF", utiliza cdigos de caracter ASCII pelo receptor para dizer ao emissor que pre
temporariamente. XON/XOFF a defnio mais comum.
A seleco "DC Codes" semelhante a XON/XOFF, s que os cdigos incio/paragem so enviados.
A seleco "XMODEM" receptor-induzido que envia dados em blocos de 128 bytes. XMODEM fornece
comunicao RS-232 maior fabilidade pois verifcada a integridade de cada bloco.
51 - Substituio de Interruptor de Suspenso da Porta (Substituio de Interruptor de Segu-
198 Torno - Manual do operador
96-0229 rev Y 01-2010
rana)
Seleccionar "Desligar" no ir permitir que um programa inicie quando as portas esto abertas e a abertura
de uma porta ir parar o programa a correr (o mesmo que pressionar Suspenso de Avano).
As mquinas equipadas com um interruptor de segurana manual iro para suspenso de avano se o inter-
ruptor de segurana for libertado.
Quando o controlo est ligado, esta defnio fca automaticamente desligada.
Esta defnio no tem efeito numa mquina Haas conforme confgurada para envio da fbrica. Isto sig-
nifca que a porta impede sempre a operao automtica. Adicionalmente, as mquinas construdas para a
europa, com interruptor de porta de bloqueio no utilizam esta defnio.
52 - G83 Reco Acima de R
Intervalo de 0.0 a 30.00 polegadas ou 0-761mm). Esta defnio altera a forma como G83 (ciclo de furao
de percurso) se comporta. A maioria dos programadores defne o plano de referncia (R) bastante acima do
corte para garantir que o movimento de limpeza de limalha permita a sada da limalha do orifcio. No entanto,
perde-se tempo assim, pois a mquina ir "furar" por esta distncia vazia. Caso a Defnio 52 seja defnida
para que a distncia necessria para limpar a limalha, o plano R pode ser mais aproximado pea a ser
furada.
.
Denio 52
Posio Inicial
Plano R
Novo Plano R
Face do Plano
53 - Avano Ponto a Ponto c/s Regresso a Zero
Ligar esta defnio permite que os eixos sejam deslocados sem regressar a mquina a zero (encontrar
partida da mquina). Este um aspecto perigoso pois os eixos podem correr para as paragens mecnicas e
danifcar a mquina. Quando o controlo est ligado, esta defnio fca automaticamente desligada.
54 - Velocidade de Transferncia de Eixo Aux
Esta defnio permite ao operador alterar a velocidade de transferncia de dados para a segunda porta se-
rial (Eixo Auxiliar). Esta defnio deve coincidir com o valor no controlo do eixo auxiliar.
55 - Activar DNC desde MDI
Ligar esta defnio ir tornar a funo DNC disponvel. DNC seleccionado no controlo premindo duas
vezes o boto MDI/DNC.
O DNC Direct Numeric Control (Controlo Numrico Directo) no est disponvel quando defnido para "Desli-
gada".
56 - M30 Restaurar G Predefnido
Quando esta defnio est Ligada, terminar um programa com M30 ou pressionando Reset ir levar todos
os cdigos G modais sua predefnio.
199 Torno - Manual do operador
96-0229 rev Y 01-2010
57 - Paragem Exacta de X-Z Fixo
O movimento rpido associado com um ciclo fxo pode no atingir uma paragem exacta quando esta
defnio est desligada. Ligar esta defnio ir garantir que o movimento XZ ser uma paragem exacta.
58 - Compensao da Cortadora
Esta defnio selecciona o tipo de compensao da cortadora utilizada (FANUC ou YASNAC). Consulte a
seco compensao da cortadora.
59 - Desvio da Sonda X+
60 - Desvio da Sonda X-
61 - Desvio da Sonda Z+
62 - Desvio da Sonda Z-
Estas defnies so utilizadas para defnir o deslocamento e tamanho da sonda do fuso. Estas quatro
defnies especifcam o curso e sentido donde a sonda activada at localizao actual da superfcie
sondada. Estas defnies so utilizadas pelos cdigos G31, G36, G136 e M75. O valores introduzidos para
cada defnio podem ser positivos ou negativos.
Podem ser utilizadas macros para estas defnies, consulte a seco Macro para mais informaes.
.
Mandril
Mandril
Pea
Pea
Dimetro
de Rotao
Z+ = 0 (Denio 61)
Z = Profundidade
de Sonda
(Tipo .3937)
(Denio 62)
Sonda
Sonda X
(Denio 60)
X+
(Denio 59)
63 - Largura da Sonda de Ferramenta
Esta defnio utilizada para especifcar a largura da sonda utilizada para testar o dimetro da ferramenta.
Esta defnio apenas se aplica opo de sonda; utilizada por G35.
64 - M. Desvio de Ferram Utiliza Trabalho
Esta defnio altera o funcionamento dos botes Tool Ofset Mesur (Medida de Deslocamento da Ferramen-
ta). Quando ligada, o deslocamento da ferramenta introduzido ser a medida do deslocamento da ferramenta
mais o deslocamento da coordenada de trabalho (Eixo Z). Quando desligada, o deslocamento da ferramenta
corresponde posio Z da mquina.
65 - Grfco Escala (Altura)
Esta defnio especifca a altura da rea de trabalho que mostrada no ecr de modo Grfco. O valor pre-
defnido para esta defnio a altura mxima, correspondente rea de trabalho total da mquina. Utilizar a
seguinte frmula pode defnir uma escala especfca:
Curso total Y = Parmetro 20 / Parmetro 19
Escala = Curso total Y / Defnio 65
200 Torno - Manual do operador
96-0229 rev Y 01-2010
66 - Grfcos de Deslocamento X
Esta defnio localiza o lado direito da janela de escala relativamente posio zero de X na mquina (con-
sultar a seco Grfcos). predefnida para zero.
68 - Grfcos de Deslocamento Z
Esta defnio localiza o topo da janela de aproximao relativamente posio zero de Z na mquina (con-
sultar a seco Grfcos). predefnida para zero.
.
Modo de grcos
Denio 66 &
68 para
Denio 66 &
68 para 2.0
69 - DPRNT Espaos Guia
Esta uma defnio Liga/Desliga. Quando defnida para Desligada o controlo no ir utilizar espaos es-
querda criados por um formato de declarao DPRNT macro. Ao invs, quando Ligada o controlo ir utilizar
espaos esquerda O exemplo seguinte ilustra o comportamento do controlo quando esta defnio est
desligada ou ligada
#1 = 3.0 ; SADA
G0 G90 X#1 ; OFF ON
DPRNT[X#1[44]] ; X3.0000 X 3.0000
Note que no existe um espao esquerda entre o "X" e o 3 quando a defnio est LIGADA. Com esta
defnio ligada, a leitura da informao pode ser mais fcil.
70 - DPRNT Abrir/CLOS Cdigo D
Esta defnio controla as declaraes POPEN (abertura de P) e PCLOS (fecho de P) em macros que en-
viam cdigos de controlo porta de srie. Quando o controlo est ligado, esta declarao ir enviar cdigos
de controlo DC. Quando desligada, os cdigos de controlo so suprimidos. predefnido para Ligado.
72 - Profundidade de Corte de Ciclo Fixo
Utilizado com os ciclos fxos G71 e G72, esta defnio especifca a profundidade de incrementos por cada
passagem de corte de desbaste. utilizado se o programador no especifcar um cdigo D. Os valores vli-
dos vo de 0 a 29.9999 polegadas ou 299.999 mm. O valor predefnido 0.1000 polegadas.
73 - Reco de Ciclo Fixo
Utilizado com ciclos fxos G71 e G72, esta defnio especifca o valor de reco aps o corte de desbaste.
Representa a tolerncia da ferramenta ao material quando a ferramenta recua para outra passagem. Os
valores vlidos vo de 0 a 29.9999 polegadas ou 299.999 mm. O valor predefnido .0500 polegadas.
74 - 9xxx Rasto de Prog
Estad defnio, juntamente com a Defnio 75, til para depurar programas CNC. Quando a Defnio 74
est ligada, o controlo ir mostrar o cdigo nos programas macro (O9xxxx). Quando a defnio est desli-
gada, o controlo no ir mostrar o cdigo das 9000 sries.
75 - 9xxxx BLQ Prog nic
Quando a Defnio 75 est ligada e o controlo opera no modo Bloco nico, o controlo ir parar em cada
bloco de cdigo num programa macro (O9xxxx) e esperar que o operador pressione Cycle Start. Quando
a Defnio 75 est desligada, o programa macro corre continuamente, o controlo no ir pausar em cada
bloco, mesmo com Bloco nico activo. predefnido para ON (ligado).
201 Torno - Manual do operador
96-0229 rev Y 01-2010
Quando ambas as Defnies 74 e 75 esto ligadas, o controlo age normalmente. Isto , todos os blocos ex-
ecutados so realados e mostrados e quando no modo Bloco nico existe uma pausa antes de cada bloco
ser executado.
Quando as Defnies 74 e 75 esto desligadas, o controlo ir executar os programas de 9000 sries sem
mostrar o cdigo do programa. Caso o controlo esteja no modo Bloco nico, no ir ocorrer nenhuma pausa
de bloco nico durante o correr do programa de 9000 sries.
Quando a Defnio 75 est ligada e 74 est desligada, os programas de 9000 sries so mostrados me-
dida que so executados.
76 - Desbloqueio de Pedal
Esta uma defnio Liga/Desliga. Quando desligada, o pedal funciona normalmente. Quando ligada,
qualquer aco no pedal ignorado pelo controlo.
77 - Escala Integral F
Esta defnio permite ao operador seleccionar a forma como o controlo interpreta um valor F (graduao do
avano) que no contm um ponto decimal. (Recomenda-se a utilizao permanente de um ponto decimal.)
Esta defnio ajuda os operadores a correr programas desenvolvidos noutro controlo que no seja Haas.
Por exemplo F12:
Defnio 77 Desligada 0.0012unidades/minuto
Setting 77 Ligada 12.0 unidades/minuto
Existem 5 defnies de graduao de avano:
Pol-
ega-
das
MILMETRO
PRE-
DEFINIO
(.0001) PRE-
DEFINIO
(.001)
INTEIRO F1 = F1 INTEIRO F1 = F1
.1 F1 = F.0001 .1 F1 = F.001
.01 F10 = F.001 .01 F10 = F.01
.001 F100 = F.01 .001 F100 = F.1
.0001 F1000 = F.1 .0001 F1000 = F1
81 - Ferramenta em Desligar Automtico
Quando a tecla Power Up/Restart (Arranque/Reincio) pressionada o controlo ir alterar para a ferramenta
especifcada nesta defnio. Caso seja especifcado zero (0), no ocorre alterao de ferramenta ao ligar.
predefnido para 1.
82 - Idioma
Esto disponveis outros idiomas para alm do ingls no controlo Haas. Para mudar de idioma, escolha o idi-
oma e pressione Enter.
83 - M30 Redefnir Substituies
Quando esta defnio est ligada, um M30 restaura quaisquer substituies (graduao de avano, fuso,
rpido) aos seus valores predefnidos (100%).
84 - Aco de Sobrecarregamento da Ferramenta
Esta defnio faz ocorrer uma aco especfca (Alarme, Suspenso do Avano, Apito, Avano Automtico)
sempre que a ferramenta fque sobrecarregada (consultar a seco Ferramentas).
Escolher "Alarme" ir levar a mquina a parar quando a ferramenta sobrecarregada.
Quando defnida para "Suspenso de Avano", mostrada a mensagem "Ferramenta Sobrecarregada" e
a mquina ir parar em Suspenso de Avano quando ocorrer esta situao. A mensagem eliminada ao
202 Torno - Manual do operador
96-0229 rev Y 01-2010
pressionar qualquer tecla.
Seleccionar "Beep" soar um rudo audvel (apito) do controlo quando a ferramenta sobrecarregada.
Quando defnida para "Avano Automtico", o torno limita automaticamente a graduao do avano com
base na carga da ferramenta.Notas de Avano Automtico: Ao roscar (rgida ou futuante), as substituies
de avano e fuso sero bloqueadas, assim a funo Avano Automtico ser suspensa (o controlo aparen-
tar responder aos botes de substituio mostrando as mensagens de substituio). A funo Avano
automtico no deve ser utilizada ao roscar ou recuar automaticamente cabeas cnicas, pois poder haver
imprevistos ou mesmo avaria.
A ltima graduao do avano comandada seria restaurada no trmino da execuo de um programa,
quando o operador pressiona Reset ou quando desliga a funo Avano Automtico. O operador pode utilizar
os botes de substituio da graduao de avano no teclado enquanto a funo de Avano Automtico
seleccionada. Estes botes iro ser reconhecidos pela funo de Avano Automtico como uma nova gradu-
ao de avano comandada desde que o limite de sobrecarga da ferramenta no seja excedido. No entanto,
caso o limite de sobrecarga da ferramenta j haja sido excedido, o controlo ir ignorar os botes de substitu-
io da graduao do avano.
85 - Arredondamento de Cantos Mximo
Defne a preciso de maquinao do arredondamento de cantos dentro de uma tolerncia seleccionada. O
valor inicial predefnido 0.05 polegadas. Caso esta defnio seja zero (0), o controlo actua como se fosse
comandada uma paragem exacta em cada movimento de bloco.
..
Ocorreriam as duas condies seguintes
Desnecessidade de abrandamento para
corresponder denio de preciso
Menor velocidade para maquinar o canto
Ponto de
Programa
Denio 85= 0.002
Denio 85= 0.005
86 - Tolerncia de Acabamento de Roscas
Utilizado num ciclo de roscagem fxo G76, esta defnio especifca a quantidade de material deixada na
rosca para acabamento aps todas as passagens do ciclo. Os valores vo de 0 a ,9999 polegadas. O valor
predefnido 0.
87 - TNN Redefne Substituio
Esta uma defnio de liga/desliga . Quando M06 executado e esta defnio est ligada, quaisquer sub-
stituies so canceladas e defnidas para os valores programados.
88 - Redefnir Redefne Substituies
Esta uma defnio Liga/Desliga. Quando ligada e a tecla Reset pressionada, quaisquer substituies so
canceladas e defnidas para os valores programados ou predefnidos.
90 - Grf Z Localizao Zero
Esta defnio ajusta valores extremos na geometria da ferramenta ou valores de mudana. Nos grfcos so
ignorados os deslocamentos de ferramenta para que os caminhos de corte das diferentes ferramentas sejam
mostrados na mesma localizao. Defnir isto a um valor aproximado de coordenadas da mquina para o
zero programado da pea invalidar quaisquer alarmes de Limite do Curso Excedido Z que possa encontrar
nos grfcos. A predefnio -8.0000.
91 - Grf X Localizao Zero
Esta defnio ajusta valores extremos na geometria da ferramenta ou valores de mudana. Nos grfcos so
ignorados os deslocamentos de ferramenta para que os caminhos de corte das diferentes ferramentas sejam
mostrados na mesma localizao. Defnir isto a um valor aproximado de coordenadas da mquina para o
203 Torno - Manual do operador
96-0229 rev Y 01-2010
zero programado da pea invalidar quaisquer alarmes de Limite do Curso Excedido X que possa encontrar
no grfcos. A predefnio -8.0000.
92 - Fixao da Bucha
Esta defnio determina o sentido de aperto da bucha. Defnido para O.D., a bucha considerada fxa
quando as mandbulas so movidas para o centro do fuso. Defnido para I.D., a bucha considerada fxa
quando as mandbulas so movidas para fora do centro do fuso.
93 - Tolerncia X do Contra-ponto
Esta defnio funciona com a 94 para determinar uma zona de restrio de curso do contra-ponto que limite
a interaco entre o contra-ponto e a torre de ferramenta. Esta defnio determina o limite de curso do eixo
X quando a diferena entre a localizao do eixo Z e a do contra-ponto caem abaixo do valor da Defnio
94. Caso tal acontea e um programa estiver a correr, soar um alarme. Ao avanar ponto a ponto, no soa
nenhum alarme mas o curso ser limitado. Unidades em polegadas.
94 - Tolerncia Z do Contra-ponto
Esta defnio a tolerncia mxima permitida entre o eixo Z e ocontra-ponto (consulte a Defnio 93).
Unidades em polegadas. Um valor de -1.0000 signifca que quando o eixo X est abaixo do plano de tolern-
cia X (Defnio 93), o eixo Z deve estar a mais de 1 polegada de distncia da posio do contra-ponto no
sentido negativo do eixo Z. O valor predefnido para esta defnio zero. Unidades em polegadas.
95 -Tamanho da Chanfradura da Rosca
Esta defnio utilizada nos ciclos de roscagem G76 e G92 quando comandado um M23. Quando o
comando M23 est activo, os impulsos de roscagem terminam com um reco angular, ao invs de um
reco recto. O valor na Defnio 95 igual ao nmero de voltas (roscas chanfradas) desejado. Note que as
defnies 95 e 96 interagem entre si. Intervalo vlido: 0 a 29,999 (Mltiplo da guia de rosca actual, F ou E).
.
V V
L
+
V V
L
+
Rosca
Caminho da Ferramenta
Ponto de Trmino da
Rosca Programada
Denio 95 x L
Denio 96 = 45
Guia
Ponto de Trmino do
Impulso Actual
Impulso de Roscagem G76 ou G92 com M23 activo
C
a
b
e
a
C
i
l
i
n
d
r
c
a
Face
96 - ngulo de Chanfradura da Rosca
Ver Defnio 95. Intervalo Vlido: 0 a 89 graus (ponto decimal no permitido)
97 - Sentido de Alterao de Ferramenta
Esta defnio determina o sentido de alterao de ferramenta predefnido. Pode ser defnida para mais curto
ou M17/M18.
Quando seleccionado "Mais Curto", o controlo ir rodar o sentido necessrio para atingir a prxima ferra-
menta com o menor movimento. O programa ainda utiliza M17 e M18 para resolver o sentido de alterao de
ferramenta mas uma vez efectuado isto, no possvel reverter para o sentido de ferramenta mais curto sem
Reset ou M30/M02.
Seleccionar M17/M18, o controlo ir movimentar a torre de ferramenta sempre para a frente ou sempre para
trs com base no M17 ou M18 mais recente. Quando se faz Reset, se liga ou executa M30/M02 o controlo
assume M17 como o sentido da torre de ferramenta durante alteraes de ferramenta, sempre para a frente.
Esta opo pode ser til quando um programa deve evitar certas reas da torre de ferramenta devido a ta-
manhos de ferramenta incomuns.
204 Torno - Manual do operador
96-0229 rev Y 01-2010
98 - RPM de Incremento do Fuso
Esta defnio determina a rotao do fuso para a tecla Avano Ponto a Ponto do Fuso. O valor predefnido
de 100 RPM.
99 - Corte Mnimo de Roscas
Utilizada no ciclo de roscagem fxo G76, esta defnio determina a quantidade mnima de passagens suces-
sivas do corte da rosca. Passagens sucessivas no podem ser menores do que o valor nesta defnio. Os
valores vo de 0 a ,9999 polegadas. O valor predefnido ,0010 polegadas.
100 - Atraso da Proteco de Ecr
Quando a defnio zero, a proteco de ecr est desactivada. Caso esteja defnida para alguns minutos,
ento aps esse perodo de inactividade do teclado, o visor IPS ser exibido. Depois do atraso do segundo
protector de ecr, o logtipo da Haas ser exibido mudando de posio de 2 em 2 segundos (desactiva com
qualquer presso de tecla, interruptor de incrementos ou alarme). O protector de ecr no activar se o con-
trolo estiver no modo de Descanso, Avanar, Editar.
101 - Substituio do Avano -> Rpido
Ligar esta defnio e pressionar a Alavanca de Controlo da Graduao do Avano ir levar a que a alavanca
de avano ponto a ponto afecte as substituies de graduao do avano e de graduao rpida. A Defnio
10 afecta a graduao rpida mxima.
102 - Dimetro do Eixo C
Esta defnio suporta o eixo C. Consulte a seco Eixo C. O valor predefnido de 1,0 polegadas e o valor
mximo permitido de 29,999 polegadas.
103 - INC. CICLO/FH Mesma Tecla
O boto Cycle Start (Incio do ciclo) tem de ser mantido premido para correr um programa quando esta
defnio est ligada. Quando o boto Cycle Start libertado, gerada uma suspenso do avano.
Esta defnio no pode ser ligada enquanto a Defnio 104 estiver ligada. Quando uma delas est ligada, a
outra desliga-se automaticamente.
104 - Alavanca de Avano Ponto a Ponto para SNGL BLK
A alavanca de avano ponto a ponto pode ser utilizada para ir passo a passo por um programa quando esta
defnio est ligada. Inverter o sentido da alavanca de avano ponto a ponto ir gerar uma suspenso de
avano.
Esta defnio no pode ser ligada enquanto a Defnio 103 estiver ligada. Quando uma delas est ligada, a
outra desliga-se automaticamente.
105 - TS Distncia de Reco
A distncia desde o Ponto de Fixao (Defnio 107) que o contra-ponto ir recuar quando comandado.
Esta defnio deve ter um valor positivo.
106 - TS Distncia de Avano
Quando o contra-ponto se movimenta em direco ao Ponto de Fixao (Defnio 107), este o ponto onde
ir parar o movimento rpido e iniciar avano. Esta defnio deve ter um valor positivo.
107 - TS Ponto de Fixao
Esta defnio est em coordenadas de mquina e deve ter um valor negativo. Este o ponto para onde
avanar na fxao quando M21 comandado. Habitualmente, isto dentro da pea a ser fxada. determi-
nado por avano ponto a ponto at pea e com a adico de um pequeno valor posio absoluta.
109 - Tempo de Aquecimento em MIN.
Este o nmero de minuto (at 300 minutos desde arranque) durante o qual so aplicadas as compensa-
es especifcadas nas Defnies 110-112.
Perspectiva Geral - Quando a mquina ligada, se a Defnio 109 e, pelo menos, uma das Defnies 110,
205 Torno - Manual do operador
96-0229 rev Y 01-2010
111 ou 112 estiverem defnidas para um valor diferente de zero, ser mostrado o seguinte aviso:
ATENO! Compensao de Aquecimento especifcado!
Deseja activar a
Compensao de Aquecimento (Sim/No)?
Caso seja introduzido "S", o controlo aplica imediatamente a compensao total (defnio 110, 111, 112) e
a compensao comea a descrescer com o decorrer do tempo. Por exemplo, aps o decorrer de 50% do
tempo na Defnio 109, a distncia de compensao, ser de 50%.
Para "reiniciar" este perodo de tempo, necessrio desligar e ligar a mquina e, depois, responder "sim"
questo de compensao no arranque.
ATENO! Alterar as Defnies 110, 111 oo 112 enquanto a compensao est a decorrer pode causar um movi-
mento sbito de at 0.0044 polegadas.
A quantidade de tempo de aquecimento restante mostrada no canto inferior direito do ecr Entradas de
Diagnsticos 2 atravs da utilizao do formato padro hh:mm:ss.
110 - Distncia X de Aquecimento
112 - Distncia Z de Aquecimento
As defnies 110 e 112 especifcam o valor de compensao (mx. = +/- 0.0020" ou +/- 0.051 mm) aplicado
aos eixos. A Defnio 109 deve possuir um valor introduzido para que as defnies 110 e 112 surtam efeito.
113 - Mtodo de Mudana de Ferramenta
Esta defnio utiizada para os tornos TL-1 e TL-2. Consulte o manual do Torno de Sala de Ferramentas.
114 - Ciclo de Condutor (minutos)
115 - Tempo de Condutor (minutos)
Estas duas defnies controlam o condutor de limalha opcional. Defnio 114 (Tempo do Condutor de Limal-
ha) o intervalo em que o condutor ligar automaticamente. Defnio 115 (Tempo de Condutor) o tempo
em que o condutor ser executado. Por exemplo, caso a defnio 114 seja defnida para 30 e a defnio
115 para 2, o condutor de limalha ir ligar-se a cada meia hora, funcionar durante 2 minutos e, em seguida,
parar.
O tempo deve estar defnido para no mais do que 80% do tempo do ciclo. Note o seguinte:
O boto CHIP FWD (ou M31) arrancar o condutor na direco para a frente e activar o ciclo.
O boto CHIP REV (ou M32) arrancar o condutor na direco inversa e activar o ciclo.
O boto CHIP STOP (ou M33) parar o condutor e cancelar o ciclo.
118 - M99 Move M30 CNTRS
Quando esta defnio est ligada, M99 ir adicionar um aos contadores M30 (estes so mostrados no visor
Curnt Comnds). Note que um M99 ir apenas acrescentar os contadores no programa principal, no num
subprograma.
119 - Bloqueio de Deslocamentos
Ligar esta defnio no ir permitir a alterao os valores no visor de Deslocamentos. No entanto, os progra-
mas que alteram deslocamentos ainda o podero fazer.
120 - Bloqueio da Var. Macro
Ligar esta defnio no ir permitir a alterao das variveis macro. No entanto, os programas que alteram
variveis macro ainda o podero fazer.
121 - Alarme TS Pedal
Quando utilizado M21 para movimentar o contra-ponto para o ponto de fxao e fxar uma pea, o controlo
ir soar um alarme se a pea no for encontrada atingido o ponto de fxao. A Defnio 121 pode ser ligada
e soar um alarme quando o pedal for utilizado para movimentar o contra-ponto para o ponto de fxao e a
206 Torno - Manual do operador
96-0229 rev Y 01-2010
pea no for encontrada.
122 - SS Fixao da Bucha
Esta funo suporta tornos de Fuso Secundrio. Este valor pode ser O.D. ou I.D.; semelhante Defnio 92
para o fuso principal.
131 - Porta Automtica
Esta defnio suporta a opo de porta automtica. Deve estar ligada para mquinas com porta automtica.
Consulte tambm M85/M86 (cdigos M de Abertura/Fecho da Porta Automtica).
A porta ir fechar quando Cycle Start (Arranque de Ciclo) pressionado e ir fechar quando o programa
atinge um M00, M01 (com Paragem Opcional ligada) ou M30 e o fuso tiver parado.
132 - Incremento ou Posio de Partida antes de TC
Quando desligada esta defnio, a mquina comporta-se normalmente. Quando ligada e pressionada Torre
Frente, Torre Trs ou Prxima Ferramenta enquanto um ou mais eixos se afastam de zero, assume-se que
est eminente uma falha e mostrada uma mensagem em vez de ser efectuada a alterao de ferramenta.
No entanto, caso o operador tenha pressionado a Alavanca de Avano Ponto a Ponto antes da alterao de
ferramenta, assume-se que o eixo foi colocado numa posio segura e ir efectuar a alterao de ferramen-
ta.
133 - Rosca Rgida REPT
Esta defnio garante que o fuso orientado durante a roscagem para que as roscas se alinhem para a
segunda passagem, no mesmo orifcio programado.
142 - Tolerncia de Alterao de Deslocamento
Esta defnio cria uma mensagem de aviso caso seja programado um deslocamento que exceda o valor
introduzido nesta defnio. Ser mostrado o seguinte aviso: "XX altera o deslocamento acima da Defnio
142! Aceitar (S/N)?" caso seja feita uma tentativa de alterar um deslocamento acima do valor introduzido
(quer positivo, quer negativo), Se for introduzido "S", o controlo actualiza o deslocamento como habitual; de
contrrio, a alterao rejeitada.
Se for introduzido "S", o controlo actualiza o deslocamento como habitual; de contrrio, a alterao rejeita-
da.
143 Recolha de Dados da Mquina
Esta defnio permite ao operador extrair dados do controlo com o comando Q enviado pela porta RS-232,
e para defnir variveis Macro usando um comando E. Esta funo baseada no software e requer um
computador adicional para solicitar, interpretar e guardar dados do controlo. A opo de hardware tambm
permite a leitura do estado da mquina. Consulte a Transferncia de Informao CNC na seco de Progra-
mao de Funcionamento para informao detalhada.
144 - Substituio do Avano ->Fuso
Esta defnio destina-se a manter a carga da broca constante quando aplicada uma substituio. Quando
esta defnio est ligada, substituio da graduao de avano tambm ser aplicada velocidade do fuso
e as substituies do fuso sero desactivadas.
145 - TS na Pea para CS
(Contra-ponto na pea para Arranque do Ciclo) Quando desligado, a mquina comporta-se como antes.
Quando esta defnio est ligada, o contra-ponto deve fazer presso contra a pea no momento em que
pressionado Cycle Start (Arranque de Ciclo), seno ser mostrada uma mensagem e o programa no
iniciar.
156 - Gravar Desvio com PROG
Ao ligar esta defnio, o controlo ir gravar os deslocamentos no mesmo fcheiro dos programas mas com o
cabealho O999999. Os deslocamentos iro aparecer no fcheiro antes do sinal % fnal.
207 Torno - Manual do operador
96-0229 rev Y 01-2010
157 - Tipo de Formato de Desvio
Esta defnio controla o formato no qual os deslocamentos so gravados com programas.
Quando defnida para A, o formato tem o aspecto com que mostrado no controlo, contm pontos decimais
e cabealhos de colunas. Os deslocamentos gravados neste formato podem ser mais facilmente editados
num PC e mais tarde recarrecados.
Quando defnido para B, cada deslocamento gravado numa linha separada com um valor N ou V.
158,159,160 - XYZ COMP Trmica de Parafuso%
Estas defnies podem ser estipuladas de -30 a +30 e iro ajustar a compensao trmica de parafuso exis-
tente por -30% a +30%.
162 - Predefnio para Flutuao
Quando esta defnio est ligada, o controlo ir adiccionar um ponto decimal a valores introduzidos sem um
ponto decimal (para
certos cdigos de endereo.) Quando a defnio estiver Desligada, valores que sigam os cdigos de en-
dereo que no incluam pontos dcimais so levados como notaes do maquinador (p.ex. milhares ou dez
milhares) Esta defnio excluir o valor A (ngulo da ferramenta) num bloco G76. Assim, a funo aplica-se
aos seguintes cdigos de endereo:
Valor intro-
duzido
Com Defnio
Desligada
Com Defnio
Ligada
No modo pol-
egadas
X -2 X-.0002 X-2.
No modo MM X -2 X-.002 X-2.
Esta funo aplica-se aos seguintes cdigos de endereo:
X, Y, Z, A, B, C, E, F, I, J, K, U, W
A (excepto com G76) Se um valor G76 contendo um ponto dcimal for encontrado durante a execuo de
um programa, gerado o alarme 605 para ngulo do Nariz da Ferramenta Invlido.
D (excepto com G73)
R (excepto com G71 no modo YASNAC)
Note que esta defnio afecta a interpretao de todos os programas introduzidos manualmente, de uma
disquete ou atravs da RS-232. No altera o efeito da defnio 77 Escala Integral F.
163 - Desactivar .1 Taxa de Incremento
Esta defnio desactiva a taxa mxima de Avano Ponto a Ponto Caso seja seleccionada a taxa mxima de
avano ponto a ponto, seleccionada automaticamente a prxima taxa mais baixa.
164 - Arranque SP Mx RPM
Esta defnio usada para defnir a RPM mxima do fuso de cada vez que a mquina ligada. Essencial-
mente provoca a execuo de um comando G50 Snnn na altura de ligar, onde nnn o valor da defnio. Se
a defnio tiver zero, ou um valor igual ou superior ao parmetro 131 MAX SPINDLE RPM (RPM MXIMA
DO FUSO), a Defnio 164 no ter efeito.
165 - Variao SSV
Especifca o valor pelo qual se permite a variao de RPM acima e abaixo do valor comandado durante a
utilizao da funo de Variao da Velocidade do Fuso. Valores positivos apenas.
166 - CICLO SSV (0,1) SEGS
Especifca o ciclo de trabalho ou a taxa de variao da Velocidade do Fuso. Valores positivos apenas.
208 Torno - Manual do operador
96-0229 rev Y 01-2010
167-186 - Manuteno Peridica
Existem 14 elementos que podem ser controlados, bem como seis elementos suplentes, nas defnies de
manuteno peridica. Estas defnies iro permitir ao utilizador alterar o nmero defnido de horas para
cada elemento quando inicializado durante a utilizao. Se o nmero de horas for defnido para zero, o
elemento no ir aparecer na lista de elementos exibidos na pgina de manuteno dos comandos actuais.
187 - Eco de Informao da Mquina
Ligar esta defnio ir exibir os comando Q da recolha de dados no visor do PC.
196 - Corte do Transportador
Isto especifca a quantidade de tempo para esperae sem actividade antes de desligar o transportador de
limalha. Unidade em minutos.
197 - Corte de Refrigerao
Isto especifca a quantidade de tempo de espera sem actividade antes da Refrigerao Atravs do Fuso,
Chuveiro e Fluxo se desliguem nas fresadoras. Unidade em minutos.
199 - Temporizador de Luz Posterior
Especifca o tempo em minutos aps o qual luz posterior do visor da mquina se ir desligar quando no
entradas no controlo (excepto no modo AVANO, GRFICOS OU DESCANSO ou quando est presente um
alarme). Prima qualquer tecla para repor o ecr ( prefervel CANCELAR)
201 - Exibe Apenas o Trabalho e os Desvios de Ferramenta em Utilizao
Ligando esta defnio, exibir apenas os Desvios de Trabalho e Ferramenta usados pelo programa em ex-
ecuo. O programa deve ser executado no modo grfcos antes de activar esta funo.
202 - Escala de Imagem Viva (Altura)
Especifca a altura da rea de trabalho a ser exibida no ecr de imagem viva. O tamanho mximo automati-
camente limitado altura predefnida. A predefnio mostra toda a rea de trabalho da mquina.
203 - Desvio de X de Imagem Viva
Localiza o topo da janela de escala relativamente posio de zero de X da mquina A predefnio zero.
205 - Desvio de Z de Imagem Viva
Localiza o lado direito da janela de escala relativamente posio de zero de X da mquina A predefnio
zero.
206 - Tamanho de Orifcio do Material
Demonstra a I.D. da pea. Esta defnio pode ser ajustada introduzindo-se um valor em TAMANHO DE
ORIFCIO no separador CONFIGURAO DE MATERIAL em IPS.
207 - Face de Material Z
Controla a face de material Z da pea em bruto que ser exibida em imagem viva. Esta defnio pode ser
ajustada introduzindo-se um valor em FACE DO MATERIAL no separador CONFIGURAO DE MATERIAL
em IPS.
208 - Dimetro OD de Material
Esta defnio controla o dimetro da pea em bruto que ser exibida em imagem viva. Esta defnio pode
ser tambm ajustada a partir de IPS.
209 - Comprimento de Material
Controla o comprimento da pea em bruto que ser exibida em imagem viva. Esta defnio pode ser ajusta-
da introduzindo-se um valor em COMPRIMENTO DO MATERIAL no separador CONFIGURAO DE MATE-
RIAL em IPS.
210 - Altura da Pina
Esta defnio controla a altura das pinas da bucha que ser exibida em imagem viva. Esta defnio pode
ser tambm ajustada a partir de IPS.
209 Torno - Manual do operador
96-0229 rev Y 01-2010
211 - Espessura da Pina
Controla a espessura da pea em bruto que ser exibida em imagem viva. Esta defnio pode ser ajustada
introduzindo-se um valor em ESPESSURA DA PINA no separador CONFIGURAO DE MATERIAL em
IPS.
212 - Material de Fixao
Controla o tamanho do material de fxao que ser exibido em imagem viva. Esta defnio pode ser
ajustada introduzindo-se um valor em MATERIAL DE FIXAO no separador CONFIGURAO DE MATE-
RIAL em IPS.
213 - Altura do Passo da Pina
Controla a altura das pinas da bucha que ser exibida em imagem viva. Esta defnio pode ser ajustada
introduzindo-se um valor em ALTURA DO PASSO DA PINA no separador CONFIGURAO DE MATERIAL
em IPS.
214 - Mostrar Imagem Viva do Caminho Rpido
Controla a visibilidade de uma linha tracejada vermelha, a qual representa o caminho rpido em imagem
viva.
215 - Mostrar Imagem Viva do Caminho de Avano
Controla a visibilidade de uma linha azul, a qual representa o caminho de avano em imagem viva.
216 - Corte de Servo e de Hidrulico
Esta defnio ir desligar os servomotores e a bomba hidrulica, se equipada, aps o nmero de minutos
especifcado sem ter decorrido actividades, tal como a execuo de um programa, avanos, presso de
botes, etc. A predefnio 0.
217 - Mostrar Pinas da Bucha
Controla a exibio das pinas da bucha a verde que ser exibida em imagem viva.
218 - Mostrar Passagem Final
Controla a visibilidade de uma linha verde, a qual representa a passagem fnal em imagem viva. Isto
mostrado se o programa j tiver sido executado ou simulado.
219 - Zoom Automtico Pea
Controla se a imagem viva ir fazer zoom automtico ou no pea ao canto inferior esquerdo. Ligue ou
desligue premindo F4.
220 - ngulo Central Vivo TS
ngulo do centro vivo do contra-ponto medido em graus (0a 180). Utilizado apenas para Imagem Viva. Ini-
cializar com um valor de 60.
221 - Dimetro do Contra-ponto
Dimetro do centro vivo do contra-ponto medido em polegadas ou mtrico (dependendo da defnio 9),
vezes 10000. Utilizado apenas para Imagem Viva. A predefnio 12500. Utilize apenas valores positivos.
222- Comprimento do Contra-ponto
Comprimento do centro vivo do contra-ponto medido em polegadas ou mtrico (dependendo da defnio 9),
vezes 10000. Utilizado apenas para Imagem Viva. A predefnio 20000. Utilize apenas valores positivos.
224 - Dimetro do Material da Pea Rodado
Controla a nova localizao de dimetro das pinas aps rotao da pea.
225 - Comprimento do Material da Pea Rodado
Controla a nova localizao de comprimento das pinas aps rotao da pea.
226 - SS Dimetro do Material
Controla o dimetro da pea onde o sub-fuso a fxa..
210 Torno - Manual do operador
96-0229 rev Y 01-2010
227 - SS Comprimento do Material
Controla o comprimento do sub-fuso a partir da esquerda da pea.
228 - SS Espessura da Pina
Controla a espessura da pina do sub-fuso.
229 - SS Material de Fixao
Controla o valor do material de fxao do sub-fuso.
230 - SS Altura da Pina
Controla a altura da pina do sub-fuso.
231 - SS Altura do Passo da Pina
Controla a altura do passo da pina do sub-fuso.
233 - SS Ponto de Fixao
Controla o ponto de fxao (a localizao, na pea, onde o sub-fuso a fxa) para exibio em Imagem Viva.
Este valor tambm usado para criar um programa de cdigo G que desempenhar a desejada operao do
sub-fuso.
234 - SS Ponto Rpido
Controla o ponto rpido (a localizao na qual o sub-fuso se encontra antes de fxar uma pea) para exibio
em Imagem Viva. Este valor tambm usado para criar um programa de cdigo G que desempenhar a
desejada operao do sub-fuso.
235 - SS Ponto da Mquina
Controla o ponto de maquinao (a localizao onde o sub-fuso maquina uma pea) para exibio em Ima-
gem Viva. Este valor tambm usado para criar um programa de cdigo G que desempenhar a desejada
operao do sub-fuso.
236 - Face de Material FP Z
Controla a face do material da pea rodada para exibio em Imagem Viva. Este valor tambm usado para
criar um programa de cdigo G que desempenhar a desejada operao do sub-fuso.
237 - Face de Material SS Z
Controla a face do material do sub-fuso para exibio em Imagem Viva. Este valor tambm usado para
criar um programa de cdigo G que desempenhar a desejada operao do sub-fuso.
238 - Temporizador de Iluminao de Alta Densidade (minutos)
Especifca o tempo, em minutos que a opo de Iluminao de Alta Intensidade (HIL) permanece ligada.
Pode ser ligada se a porta estiver aberta e o interruptor da luz de trabalho estiver igado. Se este valor for
zero, ento a luz permanecer ligada.
210 Torno - Manual do operador
96-0229 rev Y 01-2010
MANUTENO
REQUISITOS GERAIS
Amplitude da Temperatura de Funcionamento 5 a 40C (41F a 104F)
Amplitude da Temperatura de Armazenamento -20 a 70C (-4F a 158F)
Humidade Ambiente: 20% 95% de humidade relativa, sem condensao
Altitude: 0-7000 ft
REQUISITOS DE ELECTRICIDADE
Importante! Consulte os requisitos de cdigo locais antes de ligar as mquinas.
Requisito para todas as mquinas:
Fonte de energia trifsica de 50 ou 60Hz.
Voltagem que no futue mais do que +/-10%
Sistema 15 CV Requisitos de Voltagem Requisitos de Alta Voltagem
SL-10 (195-260V) (354-488V)
Requisitos de Alimentao 50 AMP 25 AMP
Disjuntor Haas 40 AMP 20 AMP
Se distncia de servio ao painel elctrico
for inferior a 100 use:
CABO 70 mm (8 GA) CABO 70 mm (12 GA)
Se a distncia de servio ao painel elctrico
for inferior a 100 use:
CABO 70 mm (6 GA) CABO 70 mm (10 GA)
Sistema 20 CV Requisitos de Voltagem Requisitos de Alta Voltagem
1SL-20, TL-15 (195-260V) (354-488V)
Requisitos de Alimentao 50 AMP 25 AMP
Disjuntor Haas 40 AMP 20 AMP
Se distncia de servio ao painel elctrico
for inferior a 100 use:
CABO 70 mm (8 GA) CABO 70 mm (12 GA)
Se a distncia de servio ao painel elctrico
for inferior a 100 use:
CABO 70 mm (6 GA) CABO 70 mm (10 GA)
Sistema 30-40 Cv Requisitos de Voltagem Alta Tenso2
TL-15BB, SL-20BB, SL-30, SL-30BB,
1SL-40, SL-40BB (195-260V) (354-488V)
Requisitos de Alimentao 100 AMP 50 AMP
Disjuntor Haas 80 AMP 40 AMP
Se distncia de servio ao painel elctrico
for inferior a 100 use:
CABO 70 mm (4 GA) CABO 70 mm (8 GA)
Se a distncia de servio ao painel elctrico
for inferior a 100 use:
CABO 70 mm (2 GA) CABO 70 mm (6 GA)
Sistema 55 Cv Requisitos de Voltagem Requisitos de Alta Voltagem
1SL-40, SL-40BB, SL-40L (195-260V) (354-488V)
Requisitos de Alimentao 150 AMP Deve utilizar um transfor-
mador externo
Disjuntor Haas 125 AMP
Se distncia de servio ao painel elctrico
for inferior a 100 use:
CABO 70 mm (1 GA)
Se a distncia de servio ao painel elctrico
for inferior a 100 use:
CABO 70 mm (0 GA)
211 Torno - Manual do operador
96-0229 rev Y 01-2010
AVISO! necessrio utilizar um fo de terra separado com o mesmo tamanho do cabo de ali-
mentao e, este primeiro, deve estar ligado ao chassis da mquina. Este cabo de ligao terra
necessrio para a segurana do operao e para o correcto funcionamento. Este cabo deve ser for-
necido no piso trreo da ofcina, na entrada de servio e deve ser encaminhado na mesma conduta
que a energia de entrada para a mquina. No pode ser utilizado para este fm uma conduta de gua
fria ou uma ligao terra adjacente mquina.
A energia de entrada para a mquina deve ter ligao terra. Para alimentao trifsica, o neutro deve ter
ligao terra. Para alimentao Delta, deve ser utilizada uma perna central de terra ou uma perna de terra.
A mquina no funciona correctamente sem energia com ligao terra. (Este factor no se coloca para a
Opo de 480V externos.)
O dbito de potncia em cavalos da mquina pode no ser atingido caso a instabilidade de voltagem esteja
alm de um limite aceitvel. A mquina pode funcionar devidamente mas pode no disponibilizar a potncia
anunciada. Esta situao verifca-se mais frequentemente aquando da utilizao de conversores de fase. Um
conversor de fase deve apenas ser utilizado em ltima instncia.
A voltagem mxima de perna-a-perna ou de perna-a-terra no deve exceder 260V ou 504V para mquina de
alta voltagem com a Opo Interna de Alta Voltagem.
1 Os requisitos de corrente mostrados na tabela refectem o tamanho do disjunctor interno na mquina. Este
disjunctor tem um tempo de disparo extremamente lento. Pode ser necessrio dimensionar o disjunctor ex-
terno at mais 20-25%, conforme indicado por "Fonte de Alimentao" para o funcionamento correcto.
2 Os requisitos de alta voltagem mostrados refectem a confgurao Interna 400V que padro em mqui-
nas europeias. Os utilizadores norte-americanos e restantes utilizadores devem utilizar a opo de 480V
externos.
REQUISITOS DE AR
O Torno CNC requer um mnimo de 100 psi a 4 scfm entrada do regulador de presso na parte de trs
da mquina. Este volume deve ser fornecido por um compressor com uma potncia mnima de dois cava-
los, com um depsito com uma capacidade mnima de 20 gales, que seja activado quando a presso cair
abaixo dos 100 psi. recomendada uma mangueira de pelo menos 3/8" I.D.. Regule o regulador de ar princi-
pal a 85 PSI.
O mtodo de acopolamento da mangueira de ar recomendado com uma abraadeira extermidade de
encaixe na parte de trs da mquina. Caso prefra um acopolador rpido, utilize um de pelo menos 3/8".
NOTA: leo e gua em excesso na fonte de ar causaro o mau funcionamento da mquina. O fltro/
regulador de ar possui uma vlvula de purga automtica que deve ser esvaziada antes de ligar a mquina.
O seu funcionamento deve ser verifcado mensalmente. Tambm a contaminao da mangueira de ar pode
entupir a vlvula de purga e permitir a passagem de gua/leo para a mquina.
NOTA: As ligaes de ar auxiliares devem ser executadas no lado no regulado do fltro/regulador de
ar.
JANELAS / RESGUARDOS
As janelas e resguardos de policarbonato podem enfraquecer pela exposio a solventes lquidos e qumi-
cos que contenham aminas. possvel perder at 10% por ano da resistncia restante. Caso suspeite de
degradao, dever substituir as janelas num intervalo no superior a dois anos.
As janelas devem ser substitudas caso se encontrem danifcadas ou muito riscadas - Substituir imediata-
mente as janelas danifcadas.
212 Torno - Manual do operador
96-0229 rev Y 01-2010
PROGRAMA DE MANUTENO
Segue uma lista da manuteno peridica requerida para o Centros Rotativos Haas das Sries SL. lis-
tada a frequncia do servio, as capacidades e o tipo de fuidos necessrios. Estas especifcaes devem
ser cumpridas escrupulosamente para manter a sua mquina em boas condies de funcionamento e para
conservar a garantia.
Intervalo Manuteno Executada
Diariamente Verifque o nvel de refrigerante. Verifque a passagem de lubrif-
cante no nvel do reservatrio.
Remova limalha das coberturas de passagem e do vaso de fundo.
Remova a limalha da torre, do alojamento, da unio de rotao e
do tubo de extenso. Certifque-se de que o prato de cobertura do
tubo de suco est montado ou na unio de rotao ou na abertura
de bucha.
Verifque o nvel de leo da unidade hidrulica (DTE-25 apenas).
Capacidade: 8 gales (10 gales para SL-30B e superior).
Semanal-
mente:
Verifque o funcionamento correcto da vlvula de purga no fltro
regulador.
Verifque o manmetro de presso de ar / regulador a 85 PSI.
Limpe as superfcies externas com um detergente suave. No
utilize solventes.
Limpe o vaso de apanha de limalha pequena no reservatrio de
refrigerante.
Mensalmente: Inspecione o funcionamento correcto das coberturas de passagem
e lubrifque-as com leo fno, se necessrio.
Retire a bomba do reservatrio de refrigerante. Limpe os sedimen-
tos depositados no interior do reservatrio. Torne a montar a bomba.
ATENO! Desligue a bomba de refrigerao do controlador e Desligue a
alimentao do controlo antes de trabalhar no reservatrio de refrigerante.
Esvazie o balde de drenagem de leo. Verifque o nvel de leo da
Caixa de Engrenagens (se aplicvel). Caso o leo no seja visvel
na aresta inferior do olho de verifcao, retire o painel terminal e
adiccione DTE-25 atravs do orifcio de enchimento superior at que
este seja visvel no medidor de observao.
Verifque a acumulao de p nos ventiladores do comando do
vector de cabine elctrica (por baixo do interruptor de energia). Se
existir acumulao, abra a cabine e limpe os ventiladores com um
pano limpo. Aplique o ar comprimido necessrio para remover a
acumulao de p.
Seis Meses Substitua o refrigerante e limpe completamente o reservatrio de
refrigerante.
Substitua o fltro de leo da unidade hidrulica.
Verifque em todas as mangueiras e tubos de lubrifcao se ex-
istem fssuras.
Anualmente Substitua o leo da caixa de engrenagens.
Limpe o fltro do leo dentro do Reservatrio de leo do Painel de
Ar de Lubrifcao e limpe o resduo da base do fltro.
ATENO! No utilize uma mangueira de lavagem no torno Haas; isto pode causar danos no fuso.
213 Torno - Manual do operador
96-0229 rev Y 01-2010
.
LIMPE O FILTRO DE PORTA
REGULARMENTE
NO UTILIZE GUA CORRENTE,
PODERO OCORRER DANOS
DE CORROSO PERMANENTES.
NECESSRIO REFRIGERANTE
ANTI-CORROSO.
NO UTILIZE LQUIDOS TXI-
COS OU INFLAMVEIS PARA
REFRIGERANTE
UTILIZE A
RANHURA PARA
APOIAR A BOMBA
FILTRO DE
CESTO
AVISO
O mau fuxo de refrigerante pode ter origem num fltro sujo. Para limpar o fltro, desligue a bomba de refrig-
erao, levante a tampa do reservatrio de refrigerante e retire o fltro. Limpe e torne a montar o fltro.
LUBRIFICAO
Sistema Lubrifcante Quantidade
Passagem de lubrifcao e
pneumticos
Mobil Vactra n.2 2-2.5 qts
Transmisso Mobil SHC625 2.25 litros
Torreta DTE-25 2 pintas
MANUTENO PERIDICA
A pgina de manuteno peridica encontra-se nos ecrs de Comandos Actuais denominada "Manuteno".
Aceda ao ecr premindo CURNT COMDS e usando Pgina para Cima ou Pgina para Baixo para percorrer
a pgina.
Pode ser seleccionado um item da lista premindo as teclas de seta cima e baixo. O item seleccionado
depois activado ou desactivado premindo Origin. Se um item estiver activo, as horas restantes so apresen-
tadas; em alternativa, um item desactivado apresenta "".
O perodo do item de manuteno ajustado, utilizando as teclas de setas para a esquerda e para a direita.
Premir a tecla Origin ir restabelecer o tempo predefnido.
Os items so vigiados tanto pelo tempo acumulado enquanto a alimentao est ligada (ON-TIME) como
pelo tempo de arranque do ciclo (CS-TIME). Quando o tempo atinge zero mostrada a mensagem "Ma-
nuteno em falta" no fundo do ecr (um nmero negativo que indica as horas do atraso na manuteno).
Esta mensagem no um alarme e no interfere com a operao da mquina. Depois de realizada a ma-
nuteno necessria, o operador pode seleccionar esse item no ecr "Manuteno", premir o boto Origem
para desactiv-lo e, em seguida, premir novamente Origem para reactiv-lo com o nmero de horas restant-
es predefnido.
Consulte as defnies 167-186 para predefnies de manuteno adicionais. Note que as defnies 181-
186 sao usadas como alertas de manuteno suplentes marcando um nmero. O nmero de manuteno
ser exibido na pgina de Comandos Actuais depois do valor (tempo) ter sido adicionado defnio.
MANUTENO BUCHA
Certifque-se de que todas as peas mveis esto completamente lubrifcadas com massa consistente.
Verifque o desgaste das mandbulas.
Verifque o desgaste das porcas T.
214 Torno - Manual do operador
96-0229 rev Y 01-2010
Verifque se os parafusos de reteno frontais no esto danifcados.
As buchas devem ter um perodo inicial de rodagem de acordo com as especifcaes dos fabricantes.
Desmonte e inspecione a bucha uma vez por ano.
Consulte o manual de bucha para os procedimentos de desmontagem.
Verifque se existe uso excessivo.
Verifque fssuras ou polimento.
Limpe as passagens guia de contaminao, limalha e refrigerante.
Lubrifque a bucha antes de voltar a montar.
ATENO! A falta de massa consistente reduz signifcativamente a fora de fxao e pode causar vibrao,
fxao incorrecta ou o arremesso de peas.
Mandbulas da Bucha
Cada mandbula da bucha requer duas lubrifcaes a cada 1000 ciclos de fxao/desfxao ou, pelo me-
nos, uma vez por semana. Utilize a massa consistente adequada para a lubrifcao da bucha. O lubrifcante
adequado Massa Consistente de Dissulfureto de Molibdnio (20%-25%).
SISTEMA DE LUBRIFICAO MNIMA
O sistema de lubrifcao mnima consiste de dois subsistemas para optimizar a quantidade de lubrifcao
aos componentes da mquina. O sistema fornece lubrifcao apenas quando necessrio; assim, reduz-se
a quantidade de leo necessria para a mquina, bem como a hiptese de leo em excesso contaminar o
refrigerante.
(1) Um sistema de massa para lubrifcar as guias lineares e os parafusos de esfera
(2) Um sistema de ar/leo para lubrifcar os rolamentos do fuso.
O sistema de lubrifcao mnima localiza-se junto do armrio do controlo. Uma porta com fecho protege o
sistema.
Funcionamento
Sistema de Massa - A lubrifcao mnima para as guias lineares e os parafusos de esfera um sistema de
massa.
O sistema de massa injecta lubrifcante com base na distncia do curso de eixo e no em tempo. A massa
injectada assim que um dos eixos percorre a distncia defnida no parmetro 811. Esta massa distribuda
equitativamente por cada ponto de lubrifcao em todos os eixos.
Cada cartucho contm massa para 400 injeces. A maioria dos clientes utiliza 1 a 3 cartuchos por ano.
Sistema de Ar/leo - O sistema de lubrifcao mnima para o fuso uma mistura de ar/leo. O sistema
de ar/leo injecta lubrifcao com base no nmero de rotaes do fuso. Tambm utilizado um ciclo de
injeco de ar/leo temporizado para operao do fuso a baixa velocidade para garantir uma quantidade
adequada de lubrifcao ao fuso.
Um reservatrio de leo deve durar no mnimo 1 ano de operao contnua do fuso.
215 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Cabo da Lata de
Massa
Boto de Substi-
tuio Manual
Desaperte aqui
para mudar
cartucho
Interruptor de Presso
Manmetro de Presso
Regulador da
Presso de Ar
Encha o
leo Aqui
Manuteno
Sistema de massa: Verifque que o cartucho de massa est vazio puxando para cima a alavanca do com-
pressor de massa. A distncia que a alavanca pode ser puxada indica facilmente a quantidade de massa
remanescente no cartucho. Se a massa no puder ser puxada para cima facilmente, o cartucho de massa
est vazio e deve ser substitudo. Importante: Pressione a alavanca para baixo aps verifcar a quantidade
de massa. Deprima a lingueta de bloqueio no topo do recipiente de massa e empurre a alavanca at a baixo.
Se a alavanca for puxada facilmente mas o alarme 803 ou 804 forem exibidos, devve ser conduzida uma
inspeco do sistema de massa para determinar se h uma fuga.
Substituio do Cartucho de Massa:
1. Puxe para cima a alavanca dlata de massa o mais alto possvel e bloqueie com a lingueta. Isto ir
prevenir o derrame acidental de massa, pois remove a presso da massa na lata.
2. Desaperte o recipiente.
3. Para remover o cartucho vazio, segure na alavanca do cartucho de massa e empurre a lingueta
de bloqueio para permitir que o pisto a empurre para fora do recipiente. Elimine o cartucho
vazio de forma correcta.
4. Volte a empurrar a alavanca at ao fm para comprimir totalmente a mola do pisto.
5. Remova as tampas de ambas as extermidades do cartucho da massa Mobil XHP 221 e insira-o
no recipiente (primeiro a abertura mais pequena).
6. Aperte frmemente o recipiente pistola de massa.
7. Segure frmemente a alavanca do recipiente e deprima a lingueta de bloqueio, permitindo que o
pisto aplique presso massa. Mantendo a lingueta de bloqueio segura, empurre a alavanca
at que esteja completamente retrada.
8. Deprima o boto de susbstituio manual, por 20 segundos, na vlvula de ar operada por so-
lenide. Liberte-o por 60 segundos. Repita mmais 2 vezes para purgar o sistema de massa.
Alarmes 803 e 804 do sistema de massa. Se ocorrer um alarme, tome medidas para resoluo do problema
num perodo de tempo razovel. Se o alarme for ignorado por um longo perodo, ocorrero danos na mqui-
na.
Encher o Reservatrio de leo:
1. Limpe o topo do reservatrio.
2. Abra a tampa de enchimento e verta leo DTE-25 no reservatrio at que o nvel atinja a linha de enchi-
mento mximo.
Alarmes do sistema de leo: O alarme 805 o do sistema de leo. Se ocorrer um alarme, tome medidas
para resolver o problema num perodo de tempo razovel. Se o alarme for ignorado por um longo perodo,
216 Torno - Manual do operador
96-0229 rev Y 01-2010
ocorrero danos na mquina.
Sistema de ar/leo: Validao do sistema de oleamento: Com o fuso a rodar a baixa velocidade, deprima
o boto de substituio manual na vlvula de ar operada por solenide por 5 segundos, depois liberte-o.
O leo ser visto em quantidades muito pequenas na junta entre a linha de cobre do misturador de ar
mangueira de ar. Pode demorar alguns segundos antes de verifcar vestgios de leo.
REFRIGERANTE ERESERVATRIO DE REFRIGERANTE
O fudo de refrigerao da mquina deve ser solvel em gua, com base em leo sinttico ou base de
fuido de refrigerao/lubrifcante com base sinttica. A utilizao de leos de corte minerais danifcam os
componentes em borracha na mquina e anular a garantia.
Os refrigerantes devem ter inibidores de ferrugem. No utilizar gua pura como agente de refrigerao; os
componentes da mquina enferrujam.
No utilize lquidos infamveis como refrigerante.
Fluidos cidos ou altamente alcalinos danifcaro os componentes na mquina.
Consulte a seco de segurana e etiquetagem relativa a fuidos e materiais infamveis e explosivos.
O reservatrio de refrigerante deve ser totalmente limpo periodicamente, em especial nas fresadoras equipa-
das com Refrigerao de Alta Presso.
Perspectiva Geral da Refrigerao
Com o funcionamento da mquina a gua ir evaporar, o que ir alterar a concentrao de refrigerante. A
refrigerao tambm levada a cabo nas peas.
A mistura correcta de refrigerante entre 6% e 7%. Para atestar a refrigerao apenas deve ser adicionado
mais refrigerante ou gua desionizada. Certifque-se de que a concentrao se mantm dentro do limite.
Pode ser utilizado um refractmetro para verifcar a concentrao.
O fudo de refrigerao deve ser substitudo periodicamente. Deve ser estipulado um calendrio a cumprir
risca. Tal ir evitar a acumulao de leo de mquina. Tambm assegura que o fuido de refrigerao de
substituio conta com a concentrao e lubricidade adequadas.
AVISO! Ao maquinar peas fundidas, a areia do processo de fundio e as propriedades abrasivas
do alumnio e ao fundidos iro diminuir a vida til da bomba de refrigerao a no ser que seja
utilizado um fltro especial, adiccionalmente, ao fltro padro. Contacte a Haas Automation para
recomendaes.
A maquinao de cermica e afns invalida todos os direitos de garantia por desgaste. Se efectuada, o cliente
assume a responsabilidade do risco. absolutamente indispensvel uma manuteno mais frequente com
limalha abrasiva. O refrigerante deve ser mudado mais frequentemente e os sedimentos no fundo do reser-
vatrio completamente limpos.
A diminuio da vida til da bomba, reduo da presso de refrigerao e manuteno mais frequente so
normais e devem ser esperadas em ambientes abrasivos, no coberto pela garantia.
SISTEMA DE LUBRIFICAO
A lubifcao de toda a mquina fornecida pelo sistema de lubrifcao externo. O reservatrio encontra-
se na traseira baixa da mquina (ver fgura). O nvel de lubrifcante visvel no reservatrio. Caso seja
necessrio acrescentar lubrifcante, retire o tampo do orifcio de enchimento e acrescente lubrifcante at ao
nvel correcto.
217 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Regulador da
Presso de Ar
Manmetro de Presso
de Ar
Filtro de leo
Bomba de leo
Reservatrio de leo
Bico do Jacto de Ar Conduta de Ar
Separador
de gua
MX.
MN.
Sistema de Lubricao Externo
AVISO! No acrescente lubrifcante acima da linha marcada no reservatrio "high". No permita que
o nvel de lubrifcante desa abaixo da linha marcada no reservatrio "low" de forma a evitar danos
na mquina.
Filtro de leo de Lubrifcao
A passagem do elemento de fltro do leo tem um fltro de metal de 25 microns (94-3059). Recomenda-se
que o fltro seja substitudo anualmente ou a cada 2000 horas de funcionamento da mquina. O elemento de
fltro est alojado no corpo do fltro, localizado no reservatrio da bomba de leo (fltros internos).
Para mudar o elemento de fltro cumpra os seguintes passos:
1. Retire os parafusos que fxam o reservatrio de leo ao corpo da bomba, baixe cuidadosamente
o reservatrio e coloque de lado.
2. Utilize uma chave de fltros, chave de tubo ou alicate ajustvel para desenroscar o tampo (ver
fgura).
ATENO! Utilize uma chave de fendas ou uma ferramenta semelhante para impedir o fltro de rodar enquanto
desenroscado o tampo.
3. Retire o elemento do fltro de leo do corpo do fltro depois da tampa terminal ser removida e
limpe o interior do compartimento do fltro e a tampa fnal do fltro seja necessria.
4. Instale o novo elemento de fltro do leo (P/N 94-3059), Anel Circular e tampo fnal. Utilize as
mesmas ferramentas usadas para a remoo do tampo do fltro para o apertar - NO o aperte
excessivamente.
5. Substitua o reservatrio de leo; certifque-se de que a junta assenta correctamente no reser-
vatrio e na fange superior.
.
Chave de Fendas
Elemento de
Filtro (P/N
94-3059)
Filtro de leo
Anel
Circular
Desenrosque
Tampo
218 Torno - Manual do operador
96-0229 rev Y 01-2010
LEO DA TRANSMISSO
Verifcao do leo
Verifque o nvel de leo no vidro de observao atravs da abertura lateral da mquina conforme ilustrado.
Encha o necessrio atravs do orifcio de enchimento da caixa de engrenagens.
Substituio do leo
1. Retire a folha metlica necessria para obter acesso transmisso, e retire os catorze (14)
SHCS do receptculo do leo e retire-o. Verifque no bujo magntico pelo sinal de partculas
metlicas.
2. Limpe o vaso de leo e torne a mont-lo com uma junta nova. Faa incidir ar comprimido no sen-
tido descendente sobre a rea em redor da chapa de acesso para prevenir a entrada de partcu-
las metlicas no compartimento de engrenagens. Remova a chapa de acesso.
3. Encha o compartimento de engrenagens 2 l de leo de engrenagens Mobil SHC-625. Verifque
o vidro de observao. O nvel deve atingir 3/4 quando cheio. Encha o necessrio.
4. Instale a placa de acesso com a nova junta e proceda ao aquecimento do veio, verifcando a
existncia de fugas.
.
Vidro de Observao
do Nvel de leo
Vista Rodada
a 180
Copo do Filtro de
leo
Bujo de leo
Vista inferior
UNIDADE DE POTNCIA HIDRULICA (UPH)
.
Filtro em
Linha
Elemento
de Filtro
Porta de
Enchimento
Porta de
Enchimento
Filtro da
Caixa
Indicador de Visualizao
Porca de Chave
Verifcar o Nvel do leo
Observe se o nvel de leo est acima da linha de enchimento no indicador de visualizao do HPU. Caso
contrrio, use a porta de enchimento para fornecer leo DTE-25 unidade. Encha a unidade at o leo ser
observado no cimo da janela de visualizao.
219 Torno - Manual do operador
96-0229 rev Y 01-2010
Substituio do Filtro de leo
Em Linha: Desaparafuse o fltro em ambas as extremidade, retire-o da unidade e substitua-o por um novo
fltro em linha. Elimine o fltro antigo.
Caixa: Desaparafuse a caixa usando a porca de chave na base, retire o elemento do fltro e substitua-o por
um novo. Aperte a caixa usando a porca de chave. Elimine o elemento do fltro antigo.
NOTA: Se uma barra de alimentao ou carregador de peas automtico estiver ligado ao torno,
retire para ganhar acesso Unidade de Energia Hidrulica.
SL-30B \ SL-40 Filtros e Elementos de Substituio
Fabricante do Filtro Nmero de Pea do
Filtro do leo
Nmero de Pea do El-
emento de Substituio
Lenol 58-1064 58-1065
Hydac 58-1064 58-6034
Fluxo Ezy 58-1064 58-1067
BROCAS DE APARAS
Durante o funcionamento normal, a maior parte da limalha descarregada da mquina pelo tubo de des-
carga. No entanto, a limalha pequena pode fuir pelo dreno e depositar-se no fltro do reservatrio de refriger-
ante. Para impedir este bloqueio, limpe este fltro regularmente. Caso o dreno fque entupido e o refrigerante
se deposite no vaso da mquina, pre a mquina, liberte as aparas a bloquear o dreno e deixe o refrigerante
escoar. Esvazie o fltro do reservatrio de refrigerao e termine a operao.
Resduos de Maquinao
A extermidade da barra de resduos deve ser recolhida da mesma forma que as peas o so quando utilizar
uma barra de alimentao. Retire o resduo mo ou atravs do apanhador de peas, programe-o para
recolher o resduo. Os tubos de descarga ou os vasos de aparas que contenham resduos empurrados no
sero cobertos pela garantia.
SUBSTITUIO DO ELEMENTO DO FILTRO AUXILIAR
Mude o saco do fltro quando o manmetro do ftro exibir um nvel de vcuo de 5 pol. Hg ou mais. No per-
mita que a suco exceda 10 pol. Hg ou podem ocorrer danos na bomba. Substitua com um saco de fltro
indicado para 25 microns (Haas P/N 93-9130).
Desaperte as fxaes e abra a tampa. Utilize a alavanca para retirar o cesto (o elemento do fltro ser re-
movido com o cesto). Retire o elemento do fltro do cesto e ponha de parte. Limpe o cesto. Instale um novo
elemento do fltro e substitua o cesto (com elemento). Feche a tampa e aperte as fxaes.
MANUTENO HPC DE 1000 PSI
Antes de efectuar qualquer manuteno para o sistema de 1000 psi, desligue a fonte de energia; des-
ligue da fonte de alimentao.
Verifque o nvel de leo numa base diria. Se o leo estiver baixo, adicione leo atravs da tampa de enchi-
mento no reservatrio. Encha o reservatrio cerca de 25% do limite com leo sinttico 5-30 W.
LUZ DE TRABALHO
Antes de executar qualquer trabalho no torno, desligue a alimentao no disjunctor principal.
220 Torno - Manual do operador
96-0229 rev Y 01-2010
.
Canal
Superior
Suporte
Retentor
Retentor
Lente
Lente
Vidro
NOTA: A potncia da luz de trabalho advm do circuito GFI. Se a luz de trabalho no se ligar,
verifque-a primeiro, pode ser reiniciada no lado do painel de controlo.
Você também pode gostar
- Catalogo AMF Elementos de Fixacao HidraulicosDocumento320 páginasCatalogo AMF Elementos de Fixacao HidraulicosOdil Elizandro BaldiatiAinda não há avaliações
- Catalogo Oring 001 05 BRDocumento32 páginasCatalogo Oring 001 05 BRMARCO.S.X7952Ainda não há avaliações
- Apostila Edgecam 2018R1 PDFDocumento103 páginasApostila Edgecam 2018R1 PDFOdil Elizandro BaldiatiAinda não há avaliações
- 04.09.0052 Anel Elastico InternoDocumento2 páginas04.09.0052 Anel Elastico InternoOdil Elizandro BaldiatiAinda não há avaliações
- Programação EIA-ISO Matrix INT4 (Português) H74PB0032EDocumento586 páginasProgramação EIA-ISO Matrix INT4 (Português) H74PB0032Edjeisonrutsatz100% (3)
- Composição Quimica AçosDocumento6 páginasComposição Quimica AçosOdil Elizandro BaldiatiAinda não há avaliações
- WEG Sensor Hall para Aplicacoes de Seguranca Ssh5 30r1p4a Ssh5 40r1p4a 10003679279 Manual Portugues BR DCDocumento1 páginaWEG Sensor Hall para Aplicacoes de Seguranca Ssh5 30r1p4a Ssh5 40r1p4a 10003679279 Manual Portugues BR DCMaicon MoreiraAinda não há avaliações
- Exercício 01Documento9 páginasExercício 01Denis Eduardo de BritoAinda não há avaliações
- Forno Ecil BT EspecificaçãoDocumento1 páginaForno Ecil BT EspecificaçãoGlauber Jesus CamposAinda não há avaliações
- Aula 10 - Sie - Introdução LT'SDocumento28 páginasAula 10 - Sie - Introdução LT'SLuan PenkalAinda não há avaliações
- IT1 - Procedimentos AdministrativosDocumento34 páginasIT1 - Procedimentos AdministrativosSergio JuniorAinda não há avaliações
- Apostila EFM Ar Condicionado PDFDocumento81 páginasApostila EFM Ar Condicionado PDFJefferson Silva0% (1)
- Lista Pe 3 - 1º AnoDocumento22 páginasLista Pe 3 - 1º AnoMayAinda não há avaliações
- 13 R3MO Nao Controlado Resistivo 17 11 21Documento20 páginas13 R3MO Nao Controlado Resistivo 17 11 21Gabriel GustavoAinda não há avaliações
- MICROLITOTIPOSDocumento22 páginasMICROLITOTIPOSKathelyn BernardoAinda não há avaliações
- Conceito CPSI1Y - V1 PDFDocumento9 páginasConceito CPSI1Y - V1 PDFJair Sousa100% (1)
- Apostila - Revisada para PDF 1Documento51 páginasApostila - Revisada para PDF 1Leonardo100% (1)
- ClimatizaçãoDocumento28 páginasClimatizaçãoLucas Penalva Costa SerraAinda não há avaliações
- Check-List - Final de ObraDocumento2 páginasCheck-List - Final de ObraGISELLEAinda não há avaliações
- Diagnóstico Socioambiental Na Comunidade Costa de Santana - Zona Ribeirinha de Mocajuba-PA, Sobre A Implantação Da Hidroelétrica de TucuruíDocumento7 páginasDiagnóstico Socioambiental Na Comunidade Costa de Santana - Zona Ribeirinha de Mocajuba-PA, Sobre A Implantação Da Hidroelétrica de TucuruíCláudia PuentesAinda não há avaliações
- CASTEL-BRANCO, C. N. Notas de Reflexão Sobre A "Revolução VerdeDocumento30 páginasCASTEL-BRANCO, C. N. Notas de Reflexão Sobre A "Revolução VerdeLuis BembeleAinda não há avaliações
- Estudo de Curto - Circuito e SeletividadeDocumento29 páginasEstudo de Curto - Circuito e SeletividadeJoão Carlos Cabral100% (1)
- Apostila 2 Série - 4º Bimestre - IndbDocumento14 páginasApostila 2 Série - 4º Bimestre - IndbBárbara Alves de OliveiraAinda não há avaliações
- A Obtenção Do AçoDocumento4 páginasA Obtenção Do AçoFabiano AmorimAinda não há avaliações
- FIS10 Solucionario - PreviewDocumento338 páginasFIS10 Solucionario - PreviewLuis Martins100% (1)
- Grupo I: Teste de Avaliação de Geografia ADocumento10 páginasGrupo I: Teste de Avaliação de Geografia AMaria de SousaAinda não há avaliações
- Matriz de Jones - Projeto NavalDocumento2 páginasMatriz de Jones - Projeto NavalCarolina Plaster PetrisAinda não há avaliações
- Tratamento de Efluentes GasososDocumento17 páginasTratamento de Efluentes GasososJoseane SantosAinda não há avaliações
- 010 - APR - AbastecimentoDocumento8 páginas010 - APR - Abastecimentovictor100% (2)
- Água, Cinza e Cal Como Fertiprotetor PDFDocumento2 páginasÁgua, Cinza e Cal Como Fertiprotetor PDFRael AndradeAinda não há avaliações
- Relatório de Estágio - AndrewDocumento19 páginasRelatório de Estágio - AndrewAndrew KumizakiAinda não há avaliações
- Fichamento 15 Anos de Politica EconomicaDocumento9 páginasFichamento 15 Anos de Politica EconomicaDaniela AnandaAinda não há avaliações
- Novo Manual - HT 2 0Documento21 páginasNovo Manual - HT 2 0LuisEduardoHernandez100% (1)
- Tarefa 2Documento2 páginasTarefa 2Cosme DuarteAinda não há avaliações
- NBR 10786 - Concreto Endurecido - Determinacao Do Coeficiente de Permeabilidade A AguaDocumento4 páginasNBR 10786 - Concreto Endurecido - Determinacao Do Coeficiente de Permeabilidade A AguaCarlos Eduardo Ribeiro67% (3)
- TD028FIS12 AFA EFOMM Dinamica Impulsiva FisicaDocumento23 páginasTD028FIS12 AFA EFOMM Dinamica Impulsiva FisicaIsaac Santos 705Ainda não há avaliações