Escolar Documentos
Profissional Documentos
Cultura Documentos
Program Aca On C
Enviado por
República MuzuucaTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Program Aca On C
Enviado por
República MuzuucaDireitos autorais:
Formatos disponíveis
Figura
SCPM 06 ProgramacaoNC K. Schtzer
1
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Apresentao
Sistemas Computacionais de Apoio ao Projeto,
Processo e Manufatura
Programao NC
Prof. Dr.-Ing. Klaus Schtzer
email: schuetzer@unimep.br
MSc. Eng. Andr Luis Helleno
email: alheleno@unimep.br
Lab. de Sistemas Computacionais para Projeto e Manufatura
Homepage: http://www.unimep.br/feau/scpm
Figura
SCPM 06 ProgramacaoNC K. Schtzer
2
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Tpicos
Integrao CAD/CAM/CNC
Programa NC
Norma ISO 6983
Gerao do Programa NC
Sistema de Coordenadas
Coordenadas Absolutas
Coordenadas Incrementais
Cabealho de Programao
Funes G
Funes M
Parmetros de Corte
Exemplo de Programao Faceamento
Exemplo de Programao Fresamento de Contorno
Exerccio de Programao Fresamento de Contorno
Programao de Ciclos
Figura
SCPM 06 ProgramacaoNC K. Schtzer
3
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Integrao CAD/CAM/CNC
CAD CAD
Concepo do produto Projeto
CAM CAM
Programao NC Simulao
CNC CNC
Solid Edge
UG NX CAM
SIEMENS 810D
Figura
SCPM 06 ProgramacaoNC K. Schtzer
4
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Histrico
Computer Numerical Control (CNC) - Histrico:
1952 - Numerical control (NC)
1959 - Control digital computer (Texaco - refinaria)
1960 - Robot implementation (Ford - Ultimate)
1970 - Production-line computer control (IBM - placa de circuito)
1970 - Multiple-machine computer control (Japanese Railways)
1970/1972 - CNC - Computer Numerical Control (micro-computador + NC)
1975/1980 - DNC - Distributed Numerical Control (micro-computador + NC +
rede lgica + gerenciador)
Figura
SCPM 06 ProgramacaoNC K. Schtzer
5
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Programa NC
Programa NC:
Aplicao no ambiente industrial
encontrou grandes restries devido
ao grande nmero de fabricantes de
CNC e conseqentemente de
linguagens de programao;
1978 surge a ISO 6983, Linguagem
Universal de Programao NC;
Programao NC pode ser elaborada
de 2 formas:
Programao Manual
Programao CAD/CAM
Computer Numerical Control CNC:
Introduo desta Tecnologia na Dcada
de 70;
Proporciona ao comando numrico a
edio e armazenamento local do
programa NC;
Utilizao de uma linguagem de
programao para comandar a mquina
ferramenta;
Transforma o Programa NC num
elemento importante na integrao
CAD/CAM/CNC.
Figura
SCPM 06 ProgramacaoNC K. Schtzer
6
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Norma ISO 6983
G00 Interpolao Linear com Avano rpido
G01 Interpolao Linear com Avano programado
G02 Interpolao Circular - Sentido Horrio
G03 Interpolao Circular - Sentido Anti - Horrio
G04 Tempo de Espera
G40 Cancela Compensao automtica do raio da Ferramenta
G41 Ativa compensao automtica do raio da ferramenta esquerda
G42 Ativa compensao automtica do raio da ferramenta direita
G70 Dimenses em polegadas
G71 Dimenses em milmetros
G90 Dimenses Absolutas
G91 Dimenses Incrementais
M00 Parada do Programa
M01 Parada Opcional do Programa
M03 Eixo rvore sentido horrio
M04 Eixo rvore sentido anti-horrio
M05 Parada do Eixo rvore
M06 Troca da ferramenta
M08 Liga refrigerao da ferramenta
M09 Desliga refrigerao da ferramenta
M30 Fim do programa
Funes M
Funes G
Programa NC
Figura
SCPM 06 ProgramacaoNC K. Schtzer
7
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Gerao do Programa NC - I
[GeracaoProgramaNC.vsd]
Comando Numri co
COMANDO NUMRICO / MQUINA FERRAMENTA
CONCEPO DO
PRODUTO
SISTEMA CAD
MODELO
GEOMTRICO 3D
SISTEMA CAM
PROGRAMA NC
Cutter Locati on Fi l e
(CLF)
PS-
PROCESSADOR
PROGRAMAO
CAD/CAM
PROGRAMA NC
ESPECFICO
Mqui na Ferramenta,
Disposi ti vos,
Ferramentas
Parmetros de Corte,
Estratgi as de Corte
PROGRAMA NC
ESPECFICO
PROGRAMADOR DESENHO 2D
PROGRAMAO
MANUAL
Figura
SCPM 06 ProgramacaoNC K. Schtzer
8
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Gerao do Programa NC - II
Alto tempo para a gerao do
Programa NC;
Conhecimento detalhado da
linguagem NC conforme ISO 6983;
Conhecimento das caractersticas
especficas de cada CNC;
Programao Manual:
Permite apenas a programao de
peas com geometria simples
representadas por retas e arcos;
Maior possibilidade de erros de
programao.
Menor tempo de gerao do Programa
NC;
Recursos grficos para simulao da
usinagem;
Recursos de estratgias de usinagem;
Programao CAD/CAM:
Permite programao de peas com
geometrias simples e complexas num
pequeno espao de tempo;
Menor influncia do programador,
possibilitando assim, menores
chances de erro.
Figura
SCPM 06 ProgramacaoNC K. Schtzer
9
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Sistema de Coordenadas
Sistema de Coordenadas:
a base para a definio dos
pontos que representar a
trajetria da ferramenta na
mquina CNC.
Sua posio depende do tipo de
mquina.
Para determinar sua posio e
direo utiliza-se a regra da mo
direita.
Regra da Mo Direita:
Posicione sua mo direita
direcionando o Eixo Z no sentido
do Eixo-rvore da Mquina e as
costas da mo para a base de
fixao da pea.
Figura
SCPM 06 ProgramacaoNC K. Schtzer
10
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Coordenadas Absolutas - Exemplo
A
B
D
C
Sistema de Coordenadas Absolutas
PONTO X Y
A
B
C
D
20 30
-10 20
-30 -10
40 -30
10
- 20
40
- 10
30
20
- 40
- 30
10 20 30 40 - 10
- 20
- 30 - 40
Y
X
Figura
SCPM 06 ProgramacaoNC K. Schtzer
11
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Coordenadas Incrementais - Exemplo
10
- 20
40
- 10
30
20
- 40
- 30
10 20 30 40 - 10
- 20
- 30 - 40
Y
X
A
B
D
C
Sistema de Coordenadas Incrementais
PONTO X Y
A
B
C
D
20 30
-30 -10
-20 -30
70 -20
(-10)
(-30)
(-20)
(-30)
(-20)
(70)
Figura
SCPM 06 ProgramacaoNC K. Schtzer
12
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
N010 G90 G71 G94 G17
N020 T1 ; FRESA DE TOPO DE DIAMETRO 10 MM
N030 M6
N040 G54 D1 S1000 M3
N050 G64
N060 MSG(FRESANDO A ALTURA DE 15MM)
N070 G0 G1 F G2 ou G3 G4 G41 ou G42
...
N990 M30
Cabealho do Programa NC
Norma ISO 6983
Figura
SCPM 06 ProgramacaoNC K. Schtzer
13
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Comentrios no Programa NC
N010 G90 G71 G94 G17
N020 T1 ; FRESA DE TOPO DE DIAMETRO 10 MM
N030 M6
N040 G54 D1 S1000 M3
N050 G64
N060 MSG(FRESANDO A ALTURA DE 15MM)
N070 G0 G1 F G2 ou G3 G4 G41 ou G42
...
N990 M30
Figura
SCPM 06 ProgramacaoNC K. Schtzer
14
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Funes N, MSG E Ponto e Virgula (;)
E
Funo N
Numerao
seqencial do blocos
Uso facultativo
No comando Siemens
existe a funo de
numerao
automtica dos blocos
Vantagem: Facilidade
para localizar blocos
no programa
Desvantagem:
Consumo de memria
Funo MSG
Permite a exibio de
uma mensagem no
painel de comando
para o operador
Uso facultativo
Limite de 124
caracteres
Para ativar
MSG(mensagem)
Para desativar
MSG()
Funo ;
Indica o incio de um
comentrio
Tudo o que estiver a
direita do (;) um
comentrio, ou seja,
no uma funo
para a mquina
Uso Facultativo
usado como inibidor
de blocos
Figura
SCPM 06 ProgramacaoNC K. Schtzer
15
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Cabealho de Programao
N010 G90 G71 G94 G17
N020 T1 ; FRESA DE TOPO DE DIAMETRO 10 MM
N030 M6
N040 G54 D1 S1000 M3
N050 G64
N060 MSG(FRESANDO A ALTURA DE 15MM)
N070 G0 G1 F G2 ou G3 G4 G41 ou G42
...
N990 M30
Figura
SCPM 06 ProgramacaoNC K. Schtzer
16
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Funes G - I
Funo G90
Programao em
coordenadas
absolutas
Sintaxe:
G90 (Modal) ou
X=AC(...), Y=AC(...),
Z=AC(...)
Funo G91
Programao em
coordenadas
incrementais
Sintaxe:
G91 (Modal) ou
X=IC(...), Y=IC(...),
Z=IC(...)
Funo G71
Unidade: milmetro
Sintaxe:
G71 (Modal)
Funo G70
Unidade: polegadas
Sintaxe:
G70 (Modal)
Funo G94
Programao de
avano em mm/min ou
pol/min
Sintaxe:
G94 (Modal)
Funo G95
Programao de
avano em mm/rot ou
pol/rot
Sintaxe:
G95 (Modal)
Figura
SCPM 06 ProgramacaoNC K. Schtzer
17
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Cabealho de Programao
N010 G90 G71 G94 G17
N020 T1 ; FRESA DE TOPO DE DIAMETRO 10 MM
N030 M6
N040 G54 D1 S1000 M3
N050 G64
N060 MSG(FRESANDO A ALTURA DE 15MM)
N070 G0 G1 F G2 ou G3 G4 G41 ou G42
...
N990 M30
Figura
SCPM 06 ProgramacaoNC K. Schtzer
18
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Funes G - II
Funes G17, G18 e G19
Seleo do plano de trabalho
Sintaxe:
G17 Plano de trabalho XY
G18 Plano de trabalho XZ
G19 Plano de trabalho YZ
Parmetro da altura da ferramenta D1:
G17 COMP1
G18 COMP3
G19 COMP2
Figura
SCPM 06 ProgramacaoNC K. Schtzer
19
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Cabealho de Programao
N010 G90 G71 G94 G17
N020 T1 ; FRESA DE TOPO DE DIAMETRO 10 MM
N030 M6
N040 G54 D1 S1000 M3
N050 G64
N060 MSG(FRESANDO A ALTURA DE 15MM)
N070 G0 G1 F G2 ou G3 G4 G41 ou G42
...
N990 M30
Figura
SCPM 06 ProgramacaoNC K. Schtzer
20
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Funes T e D
EXIT
Funo T
Nmero da ferramenta
Varia de T1 T22
(Discovery Romi)
Funo M6
Troca de Ferramenta
Figura
SCPM 06 ProgramacaoNC K. Schtzer
21
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Cabealho de Programao
N010 G90 G71 G94 G17
N020 T1 ; FRESA DE TOPO DE DIAMETRO 10 MM
N030 M6
N040 G54 D1 S1000 M3
N050 G64
N060 MSG(FRESANDO A ALTURA DE 15MM)
N070 G0 G1 F G2 ou G3 G4 G41 ou G42
...
N990 M30
Figura
SCPM 06 ProgramacaoNC K. Schtzer
22
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Zeramento da ferramenta e da Pea
Zeramento da Pea G54
Zeramento da Ferramenta D1
FUNO G54 G57
Ativa sistema de
coordenadas de trabalho
(Zero Pea)
Sintaxe:
G54, ou G55, ou G56, ou
G57
Figura
SCPM 06 ProgramacaoNC K. Schtzer
23
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Cabealho de Programao
N010 G90 G71 G94 G17
N020 T1 ; FRESA DE TOPO DE DIAMETRO 10 MM
N030 M6
N040 G54 D1 S1000 M3
N050 G64
N060 MSG(FRESANDO A ALTURA DE 15MM)
N070 G0 G1 F G2 ou G3 G4 G41 ou G42
...
N990 M30
Figura
SCPM 06 ProgramacaoNC K. Schtzer
24
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Parmetros de Corte: S e F
Rotao da Ferramenta (n)
Onde:
Vc = Velocidade de Corte (m/min)
D = Dimetro da Ferramenta (mm)
n = Rotao da Ferramenta (rpm)
EXIT
1000
n D
Vc
=
Velocidade de Avano (Va)
Onde:
Va = Velocidade de avano (mm/min)
fz = Avano por Aresta de Corte (mm)
z = Nmero de Arestas de Corte
n = Rotao da Ferramenta (rpm)
n z fz Va =
D
1000 Vc
n
=
Figura
SCPM 06 ProgramacaoNC K. Schtzer
25
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Cabealho de Programao
N010 G90 G71 G94 G17
N020 T1 ; FRESA DE TOPO DE DIAMETRO 10 MM
N030 M6
N040 G54 D1 S1000 M3
N050 G64
N060 MSG(FRESANDO A ALTURA DE 15MM)
N070 G0 G1 F G2 ou G3 G4 G41 ou G42
...
N990 M30
Figura
SCPM 06 ProgramacaoNC K. Schtzer
26
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Funes Miscelneas
EXIT
M00 Parada obrigatria do Programa
M01 Parada opcional do Programa
M02 Fim do Programa
M03 Rotao sentido horrio
M04 Rotao sentido anti-horrio
M05 Desliga eixo rvore
M06 Troca de Ferramenta
M08 Liga refrigerao de corte
M09 Desliga Refrigerao de corte
M17 Fim de Subprograma
M30 Fim do Programa
M31 Avana Magazine de Ferram.
M32 Recua Magazine de Ferram.
M36 Abre porta automtica
M37 Fecha porta automtica
M45 Liga Limpeza das Protees
M46 Desliga Limpeza das Protees
Figura
SCPM 06 ProgramacaoNC K. Schtzer
27
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Cabealho de Programao
N010 G90 G71 G94 G17
N020 T1 ; FRESA DE TOPO DE DIAMETRO 10 MM
N030 M6
N040 G54 D1 S1000 M3
N050 G64
N060 MSG(FRESANDO A ALTURA DE 15MM)
N070 G0 G1 F G2 ou G3 G4 G41 ou G42
...
N990 M30
Figura
SCPM 06 ProgramacaoNC K. Schtzer
28
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Funo Look Ahead
FUNO G64
Ativa Look Ahead
Resulta na trajetria
contnua do perfil
N1 N2 N8 N7 N6 N5 N4 N3
N9
G60
G64 com Look Ahead
G64 com insuficiente Look Ahead
Va (mm/min)
X
Figura
SCPM 06 ProgramacaoNC K. Schtzer
29
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Look Ahead
anlise de ngulos e curvaturas
controle da velocidade de avano
monitoramento do percurso ao longo do contorno
funo look ahead com capacidade para processamento de at
10.000 linhas de programa
interpolao NURBS
pontos de descontinuidade
pontos calculados
pelo sistema CAM
Figura
SCPM 06 ProgramacaoNC K. Schtzer
30
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Cabealho de Programao
N010 G90 G71 G94 G17
N020 T1 ; FRESA DE TOPO DE DIAMETRO 10 MM
N030 M6
N040 G54 D1 S1000 M3
N050 G64
N060 MSG(FRESANDO A ALTURA DE 15MM)
N070 G0 G1 F G2 ou G3 G4 G41 ou G42
...
N990 M30
Figura
SCPM 06 ProgramacaoNC K. Schtzer
31
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Funes G III
FUNO G00
Interpolao Linear com
avano rpido
Sintaxe:
G00 XYZ ou G0 XYZ
FUNO G01
Interpolao Linear com
avano programvel
Sintaxe:
G01 XYZ F ou G1 XYZ F
FUNO G02/G03
Interpolao Circular:
G02 - Sentido Horrio
G03 - Sentido Anti-Horrio
Sintaxe:
G2/G3 XYZ CR=(raio) ou
G2/G3 XYZ IJK(Centro do
raio incremental) ou
G2/G3 XYZ I=AC() J=AC()
K=AC() (centro do raio
absoluto)
Usinagem externa CFTCP
Usinagem Interna CFIN
Avano constante
FUNO G04
Tempo de Permanncia
Sintaxe:
G04/G4 F (segundos) ou
G04/G4 S (N de rotaes)
FUNO G40/G41/G42
Compensao do raio da
ferramenta:
Usinagem externa:
G41 Sentido Horrio
G42 Sentido Anti
Horrio
Usinagem interna:
G41/G42 Inverso
G40 Cancela G41/G42
Figura
SCPM 06 ProgramacaoNC K. Schtzer
32
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Exemplo de Programao Faceamento
T06 - Fresa de topo 20mm
2 Arestas de corte
Vc = 90 m/min
fz = 0,15 mm
Rotao da Ferramenta
Clculo dos Parmetros de Corte
m rp 1440
20
1000 90
n
D
1000 Vc
n
=
Velocidade de Avano mm/min 432 1440 2 0,15 Va n z fz Va = =
20
80
5
0
20
Distncia =
da Fresa
1
0
Passo
Lateral
A B
G
F E
D C
L K
J I
H
PROF: 5 mm (2 passes)
Distncia =
da Fresa
Figura
SCPM 06 ProgramacaoNC K. Schtzer
33
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Exemplo de Programao Faceamento - Continuao
N010 G90 G71 G94 G17
N020 T06; Fresa de topo dia. 20 mm
N030 M6
N040 G54 D1 S1440 M3
N050 G64
N060 G0 X-20 Y0; PTO A
N070 G0 Z0
N080 G1 Z-2,5 F432
N090 G1 X100 Y0; PTO B
N100 G1 X100 Y10; PTO C
N110 G1 X-20 Y10; PTO D
N120 G1 X-20 Y20; PTO E
N130 G1 X100 Y20; PTO F
N140 G1 X100 Y30; PTO G
N150 G1 X-20 Y30; PTO H
N160 G1 X-20 Y40; PTO I
N170 G1 X100 Y40; PTO J
OBSERVAO: No necessrio a programao dos itens em vermelho, decorrente de funes
modais e repetio de coordenadas.
EXIT
N180 G1 X100 Y50; PTO K
N190 G1 X-20 Y50; PTO L
N200 G0 X-20 Y0; PTO A
N210 G1 Z-5
N220 G1 X100 Y0; PTO B
N230 G1 X100 Y10; PTO C
N240 G1 X-20 Y10; PTO D
N250 G1 X-20 Y20; PTO E
N260 G1 X100 Y20; PTO F
N270 G1 X100 Y30; PTO G
N280 G1 X-20 Y30; PTO H
N290 G1 X-20 Y40; PTO I
N300 G1 X100 Y40; PTO J
N310 G1 X100 Y50; PTO K
N320 G1 X-20 Y50; PTO L
N330 G0 Z100
N340 M30
Programao sem a funo REPEAT
Figura
SCPM 06 ProgramacaoNC K. Schtzer
34
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Exemplo de Programao Faceamento - Continuao
N010 G90 G71 G94 G17
N020 T06; Fresa de topo dia. 20 mm
N030 M6
N040 G54 D1 S1440 M3
N050 G64
N060 G0 X-20 Y0; PTO A
N070 G0 Z0
N080 INICIO: G1 Z=IC(-2,5) F432
N090 G1 X100 Y0; PTO B
N100 G1 X100 Y10; PTO C
N110 G1 X-20 Y10; PTO D
N120 G1 X-20 Y20; PTO E
N130 G1 X100 Y20; PTO F
N140 G1 X100 Y30; PTO G
N150 G1 X-20 Y30; PTO H
N160 G1 X-20 Y40; PTO I
N170 G1 X100 Y40; PTO J
N180 G1 X100 Y50; PTO K
N190 G1 X-20 Y50; PTO L
N200 FIM: G0 X-20 Y0; PTO A
N210 REPEAT INICIO FIM P1
N220 G0 Z100
N230 M30
OBSERVAO: No necessrio a
programao dos itens em vermelho,
decorrente de funes modais e repetio
de coordenadas.
EXIT
Programao com a funo REPEAT
Figura
SCPM 06 ProgramacaoNC K. Schtzer
35
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Raio da Ferramenta
Programao NC sem compensao do raio da ferramenta
Consideraes
CNC comanda o Centro da
Ferramenta;
Programao deve levar
em considerao
coordenadas do contorno
considerando o raio da
ferramenta e no a
geometria CAD;
Geometria CAD
Geometria Final
Raio da Ferramenta
Geometria CAD
Trajetria da ferramenta
(considerando raio da
Ferramenta)
Figura
SCPM 06 ProgramacaoNC K. Schtzer
36
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Raio da Ferramenta
Programao NC com compensao do raio da ferramenta
FUNO G40/G41/G42
Usinagem externa
G41 Sentido Horrio
G42 Sentido Anti Horrio
Usinagem interna
G41/G42 Inverso
G40 Cancela G41/G42
Geometria CAD
Trajetria da ferramenta
(gerada automaticamente
pelo CNC)
Programao leva em
considerao coordenadas da
geometria CAD e CNC gera
automaticamente a trajetria da
ferramenta considerando o raio da
ferramenta;
Figura
SCPM 06 ProgramacaoNC K. Schtzer
37
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Exemplo de Programao Fresamento de Contorno
A
B
C
D
E
F
I
G
H
100
7
0
3
0
R12
R15
R15
R10
Prof: 10mm
T05 - Fresa de topo 10mm
2 Arestas de corte
Vc = 100 m/min
fz = 0,2 mm
Clculo dos Parmetros de Corte
Rotao da Ferramenta
Velocidade de Avano mm/min 1280 3200 2 0,2 Va n z fz Va = =
m rp 3200
10
1000 100
n
D
1000 Vc
n
=
Figura
SCPM 06 ProgramacaoNC K. Schtzer
38
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Exemplo de Programao Fresamento de Contorno - Continuao
PROGRAMA NC
N010 G90 G71 G94 G17
N020 T05; Fresa de topo dia. 10 mm
N030 M6
N040 G54 D1 S3200 M3
N050 G64
N060 G0 X-10 Y-10; APROXIMAO ( FOLGA RAIO DA FERRAMENTA)
N070 G0 Z0 CFTCP; (CFTCP AVANO CONSTANTE NOS ARCOS EXTERNOS)
N080 INICIO: G1 Z=IC(-2) F1280
N090 G42; ATIVA COMPENSAO DO RAIO DA FERRAMENTA
N100 G1 X0 Y0; PTO A
N110 G1 X88 Y0; PTO B
N120 G3 X100 Y12 CR=12 OU G3 X100 Y12 I0 J12 OU G3 X100 Y12 I=AC(88) J=AC(12); PTO C
N130 G1 X100 Y30; PTO D
N140 G2 X85 Y45 CR=15 OU G2 X85 Y45 I0 J15 OU G2 X85 Y45 I=AC(100) J=AC(45); PTO E
N150 G1 X85 Y55; PTO F
N160 G3 X70 Y70 CR=15 OU G3 X70 Y70 I-15 J0 OU G3 X70 Y70 I=AC(70) J=AC(55); PTO G
N170 G1 X10 Y70; PTO H
N180 G3 X0 Y60 CR=10 OU G3 X0 Y60 I0 J-10 OU G3 X0 Y60 I=AC(10) J=AC(60); PTO I
N190 G1 X0 Y0; PTO A
N200 FIM: G40 X-10 Y-10; POSIO INiCIAL
N210 REPEAT INICIO FIM P4
N220 G0 Z100
N230 M30
OBSERVAO: No necessrio a programao
dos itens em vermelho, decorrente de funes modais
e repetio de coordenadas.
Figura
SCPM 06 ProgramacaoNC K. Schtzer
39
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Exerccio de Programao Fresamento de Contorno
Fresa de topo 15mm
3 Arestas de corte
Vc = 120 m/min
fz = 0,15 mm
Executar em 5 Passes
100
5 X 45
R10
R10 R
3
0
R20
30
5
0
8
0
PROF: 10 mm
A
B
C
D
E F
G
H
I
J
K
EXIT
Clculo dos Parmetros de Corte
Rotao da Ferramenta
D
1000 Vc
n
=
Velocidade de Avano
n z fz Va =
Figura
SCPM 06 ProgramacaoNC K. Schtzer
40
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Resoluo do Exerccio Fresamento de Contorno
OBSERVAO: No necessrio a programao
dos itens em vermelho, decorrente de funes modais
e repetio de coordenadas.
EXIT
Rotao da Ferramenta
n = 2560 rpm
Velocidade de avano
Va = 1152 mm/min
N240 G0 Z100
N250 M30
N070 G0 Z0 CFTCP
N110 G1 X80 Y0; PTO B
N100 G1 X0 Y0; PTO A
N090 G42; ATIVA COMPENSAO DO RAIO DA FERRAMENTA
N080 INICIO: G1 Z=IC(-2) F1152
N060 G0 X-15 Y-15; APROXIMAO ( FOLGA RAIO DA FERRAMENTA)
N160 G3 X30 Y70 CR=10 OU G3 X30 Y70 I0 J-10 OU G3 X30 Y70 I=AC(40) J=AC(70);PTO G
N150 G1 X40 Y80; PTO F
N140 G2 X70 Y80 CR=30 OU G2 X70 Y80 I0 J30 OU G2 X70 Y80 I=AC(100) J=AC(80);PTO E
N130 G1 X100 Y50; PTO D
N120 G3 X100 Y20 CR=20 OU G3 X100 Y20 I0 J20 OU G3 X100 Y20 I=AC(80) J=AC(20);PTO C
PROGRAMA NC
N010 G90 G71 G94 G17
N020 T02; Fresa de topo dia. 15 mm
N030 M6
N040 G54 D1 S2560 M3
N050 G64
N170 G1 X30 Y60; PTO H
N180 G2 X20 Y50 CR=10 OU G2 X20 Y50 I-10 J0 OU G2 X20 Y50 I=AC(20) J=AC(60);PTO I
N190 G1 X5 Y50; PTO J
N220 FIM: G40 X-15 Y-15; POSIO INCIAL
N230 REPEAT INICIO FIM P4
N200 G1 X0 Y45; PTO K
N210 G1 X0 Y0; PTO A
Figura
SCPM 06 ProgramacaoNC K. Schtzer
41
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Ciclos Siemens 810D
CYCLE 81 Ciclo de Furao Simples
CYCLE 82 Ciclo de Furao com tempo de Permanncia
CYCLE 83 Ciclo de Furao Profunda
CYCLE 84 Ciclo de Roscamento com macho rgido
CYCLE 840 Ciclo de Roscamento com mandril flutuante
CYCLE 85 Ciclo de Madrilamento
CYCLE 86 Ciclo de Madrilamento
CYCLE 87 Ciclo de Madrilamento
CYCLE 88 Ciclo de Madrilamento
CYCLE 89 Ciclo de Madrilamento
CYCLE 90 Ciclo de Interpolao Helicoidal (Fresamento de Rosca)
HOLES1 Ciclo de gerao de uma linha de coordenadas
HOLES2 Ciclo de gerao de um crculo de coordenadas
LONGHOLE Fresamento de Rasgos em crculo (Largura Fixa)
SLOT1 Fresamento de Rasgos em crculo (Largura Varivel)
SLOT2 Fresamento de Rasgos circulares (Largura Varivel)
POCKET1 Fresamento de um alojamento retangular
POCKET2 Fresamento de um alojamento circular
POCKET3 Fresamento de um alojamento retangular
POCKET4 Fresamento de um alojamento circular
CYCLE 71 Ciclo de Faceamento
Figura
SCPM 06 ProgramacaoNC K. Schtzer
42
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Ciclos a serem estudados
CYCLE 81 Ciclo de Furao Simples
POCKET1 Fresamento de um alojamento retangular
EXIT
Figura
SCPM 06 ProgramacaoNC K. Schtzer
43
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Cycle81 Ciclo de Furao Simples
Descrio:
A ferramenta executa o furo com
a rotao e avano dos eixos at
a profundidade programada
Sintaxe:
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
Comentrios:
A funo MCALL ativa e desativa
os ciclos de furao, roscamento e
mandrilamento.
Os parmetros de cortes devem
ser programados em um bloco
separado
RTP Plano de Retorno (Absoluto)
RFP Plano de Referncia (Absoluto)
SDIS Distncia de Segurana (Sem Sinal)
DP Profundidade da Furao (Absoluto)
DPR Profundidade da Furao relativa ao
plano de referncia (Sem sinal)
EXIT
Figura
SCPM 06 ProgramacaoNC K. Schtzer
44
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
X
Z
Cycle81 Ciclo de Furao Simples - Representao
RFP (Distncia entre o incio da operao at o
zero pea Eixo Z)
RTP
RFP + SDIS
DP ou DPR
G0
G1
EXIT
Figura
SCPM 06 ProgramacaoNC K. Schtzer
45
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Cycle81 Ciclo de Furao Simples Exemplo
T13 Broca 10.5 mm
n = 1000 rpm
Va = 500 mm/min
120
90
30
15
40
3
0
1
5
4
0
7
0
Rosca M12 x 1.5 x 25 mm
A
B
C
D
EXIT
EXIT
Figura
SCPM 06 ProgramacaoNC K. Schtzer
46
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Resoluo do Exerccio
PROGRAMA NC
N010 G90 G71 G94 G17
N020 T13; Broca dia. 10.5 mm
N030 M6
N040 G54 D1 S1000 M3
N050 G64
N060 G0 X30 Y15; APROXIMAO (1 Furo)
N070 G0 Z10
N080 F500
N090 MCALL CYCLE81(10, 0, 2, -25, 0)
N100 X30 Y15; 1 Furo Pto A
N110 X15 Y40; 2 Furo Pto B
N120 X40 Y70; 3 Furo Pto C
N130 X90 Y30; 4 Furo Pto D
N140 MCALL
N150 G0 Z100
N160 M30
Figura
SCPM 06 ProgramacaoNC K. Schtzer
47
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Pocket1 Fresamento de um alojamento retangular
Descrio:
Este ciclo permite a usinagem
(desbaste e acabamento) de
alojamentos retangulares em
qualquer posio ou ngulo.
Sintaxe:
POCKET1 (RTP, RFP, SDIS, DP, DPR,
LENG, WID, CRAD, CPA, CPO, STA1, FFD,
FFP1, MID, CDIR, FAL, VARI, MIDF,
FFP2,SSF)
RTP Plano de Retorno (Absoluto)
RFP Plano de Referncia (Absoluto)
SDIS Distncia de Segurana (Sem Sinal)
DP Profundidade da Furao (Absoluto)
DPR Profundidade da Furao relativa ao plano de
referncia (Sem sinal)
LENG Comprimento do alojamento (sem sinal)
WID Largura do Alojamento (sem sinal)
CRAD Raio do Canto
CPA Centro do alojamento em X (Absoluto)
CPO Centro do alojamento em Y (Absoluto)
STA1 ngulo do alojamento ( 0 <= STA1< 180)
FFD Avano de penetrao
FFP1 Avano de desbaste
MID Profundidade de corte (sem sinal)
CDIR Direo do Desbaste
Valores: 2 - sentido horrio G2
3 - sentido anti horrio G3
FAL Sobremetal para acabamento nas laterais
VARI Modo de trabalho
Valores: 0 desbastar e acabar
1 desbastar
2 acabar
MIDF Profundidade de corte para acabamento (sem
sinal)
FFP2 Avano de acabamento
SSF Rotao de acabamento
Comentrios:
Este ciclo requer uma fresa com corte
pelo centro.
A posio de aproximao pode ser
qualquer uma desde que se possa
atingir, sem colises, o centro do
alojamento e o plano de retorno.
Figura
SCPM 06 ProgramacaoNC K. Schtzer
48
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Pocket1 Fresamento de um alojamento retangular - Representao
Y
X
G2
G3
Y
X
L
E
N
G
W
I
D
C
R
A
D
STA1
C
P
O
CPA
CDIR
E
Figura
SCPM 06 ProgramacaoNC K. Schtzer
49
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Pocket Exemplo
T18 - Fresa de topo 15mm
3 Arestas de corte
Vc = 110 m/min (Desbaste)
Vc = 180 m/min (Acabamento)
fz = 0,15 mm (Desbaste)
fz = 0,12 mm (Acabamento)
Profundidade por passe = 2.5mm
EXIT
EXIT
40
3
0
40
R8
7
0
PROF; 10MM
Figura
SCPM 06 ProgramacaoNC K. Schtzer
50
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Rotao da Ferramenta
n = 2346 rpm (Desb)
n = 3840 rpm (Acab)
Velocidade de Avano
Va = 1055 mm/min (Desb)
Va = 1382 mm/min (Acab)
Resoluo do Exerccio
EXIT
PROGRAMA NC
N010 G90 G71 G94 G17
N020 T18; Fresa de Topo diametro 15 mm
N030 M6
N040 G54 D1 S2346 M3
N050 G64
N060 G0 X0 Y0; APROXIMAO PONTO QUALQUER
N070 G0 Z10
N080 POCKET1(10, 0, 2, -10, 0, 40, 70, 8, 60, 65, 0, 500, 1055, 2.5, 3, 1, 0, 12, 1382, 3840)
N090 G0 Z100
N100 M30
Figura
SCPM 06 ProgramacaoNC K. Schtzer
51
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
Exerccio Final
Figura
SCPM 06 ProgramacaoNC K. Schtzer
52
Lab. de Sistemas Computacionais
para Projeto e Manufatura
Prof. Dr.-Ing. K. Schtzer
FEAU - UNIMEP
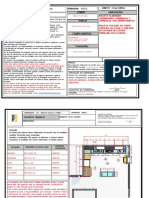
Folha de Processo Exerccio Final
FOLHA DE PROCESSO
OPERAO DESCRIO FERRAMENTA
PARMETROS DE
CORTE
OPER-01
FRESAR O
CONTORNO DA PEA
T01 Fresa de topo
Dimetro 20 mm
3 arestas de corte
Vc = 150 m/min
fz = 0,3 mm
Prof. por passe = 2.5 mm
OPER-02
FRESAR O
ALOJAMENTO
RETNGULAR
T02 Fresa de topo
Dimetro 10 mm
2 arestas de corte
Vc = 130 m/min (Desb)
Vc = 180 m/min (Acab)
fz = 0,3 mm (Desb)
fz = 0,25 mm (Acab)
Prof. por passe =2 mm
Sobremetal = 1 mm
OPER-03
EXECUTAR A
FURAO
T03 Broca
Dimetro 10 mm
2 arestas de corte
Vc = 50 m/min
fz = 0,3 mm
Você também pode gostar
- Stoecker and Jones - Refrigeração e Ar CondicionadoDocumento252 páginasStoecker and Jones - Refrigeração e Ar CondicionadoAnderson Sousa67% (3)
- Manual SSW 03 V5.XXDocumento120 páginasManual SSW 03 V5.XXFlavio Andrade83% (6)
- Autolinea 2019Documento46 páginasAutolinea 2019ISRAELAinda não há avaliações
- 413-Adriana Araujo Chebel - Caderno ExecutivoDocumento71 páginas413-Adriana Araujo Chebel - Caderno ExecutivoVini CardosoAinda não há avaliações
- Dossier Manutenção em ElevadoresDocumento17 páginasDossier Manutenção em ElevadoresRui Miguel SalvadorAinda não há avaliações
- ABM 2006 Projeto Refratario para Altos Fornos A Carvao Vegetal e ADocumento17 páginasABM 2006 Projeto Refratario para Altos Fornos A Carvao Vegetal e APedro LucasAinda não há avaliações
- Peso Válvula GavetaDocumento1 páginaPeso Válvula GavetaTeresaNadegeAinda não há avaliações
- Mistura e Substância PuraDocumento4 páginasMistura e Substância PuraRtyu IuytAinda não há avaliações
- Teste Ciencias 8 Ano Recursos NaturaisDocumento6 páginasTeste Ciencias 8 Ano Recursos NaturaisÍris Inácio100% (1)
- Trabalho Rebites (André Cruz)Documento37 páginasTrabalho Rebites (André Cruz)André Cruz100% (3)
- Cerâmicas Na Construção CivilDocumento10 páginasCerâmicas Na Construção CivilGabrielle Rezende GieremekAinda não há avaliações
- APOSTILA DE AVICULTURA - CompressedDocumento140 páginasAPOSTILA DE AVICULTURA - Compressedlviviane986Ainda não há avaliações
- Lista Rec 1ano Quim 3bimDocumento8 páginasLista Rec 1ano Quim 3bimJose De Jesus Silva CardosoAinda não há avaliações
- Manual Fogão Clean BrastempDocumento44 páginasManual Fogão Clean BrastempAnonymous 6y0hNAAinda não há avaliações
- Eia Aterro - Campo Grande - Rev 35 2Documento148 páginasEia Aterro - Campo Grande - Rev 35 2Matheus RochaAinda não há avaliações
- O Oitavo Hábito: Desenvolvimento HumanoDocumento11 páginasO Oitavo Hábito: Desenvolvimento HumanoAnderson SantosAinda não há avaliações
- Catalogo EstevesDocumento56 páginasCatalogo EstevesLuiz GabrielAinda não há avaliações
- EbookAEradaModularidade C3Documento11 páginasEbookAEradaModularidade C3Paulo OliveiraAinda não há avaliações
- Apostila de Redação em Word 2023 SilmaraDocumento28 páginasApostila de Redação em Word 2023 Silmarabrian martinsAinda não há avaliações
- História Geral - FGVDocumento5 páginasHistória Geral - FGVLucas FaeddaAinda não há avaliações
- FT 12 VPCWDocumento2 páginasFT 12 VPCWmetalografiaAinda não há avaliações
- Balmer Soldagem de Ferro FundidoDocumento5 páginasBalmer Soldagem de Ferro FundidoDiogo ZeniAinda não há avaliações
- Conceitos e Funções Das EmbalagensDocumento13 páginasConceitos e Funções Das EmbalagensAndréa GamaAinda não há avaliações
- Água de CalDocumento3 páginasÁgua de CalThais LimaAinda não há avaliações
- Alvenaria - Mãos À ObraDocumento4 páginasAlvenaria - Mãos À ObraGrimm AGAinda não há avaliações
- FundiçãoDocumento49 páginasFundiçãoricardomarjrAinda não há avaliações
- Análise Da Qualidade Do Gasóleo Comercializado No Município Da Baía-FartaDocumento86 páginasAnálise Da Qualidade Do Gasóleo Comercializado No Município Da Baía-FartaManuel JanuárioAinda não há avaliações
- Catalagos Gaxetas e Raspadores ParkerDocumento44 páginasCatalagos Gaxetas e Raspadores Parkertonihurko100% (1)
- Aula 03 - Materias CerâmicosDocumento44 páginasAula 03 - Materias CerâmicosLourdes PereiraAinda não há avaliações