Escolar Documentos
Profissional Documentos
Cultura Documentos
Enegep2011 TN STP 135 858 18657
Enviado por
Agostinho BraunTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Enegep2011 TN STP 135 858 18657
Enviado por
Agostinho BraunDireitos autorais:
Formatos disponíveis
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
ESTUDO E PLANEJAMENTO DE UM
LAYOUT PARA UMA EMPRESA
PRODUTORA DE MQUINAS
INDUSTRIAIS DO SETOR AGRCOLA
NA CIDADE DE CAMPINA GRANDE - PB
(STUDY AND PLANNING OF A LAYOUT
FOR A COMPANY PRODUCING
INDUSTRIAL MACHINES IN THE
AGRICULTURAL SECTOR IN THE
CITY OF
Larissa Farias Almeida (UFCG)
almlarissa@gmail.com
SUSANE DE FARIAS GOMES (UFCG)
susinha_farias@hotmail.com
Cristiane Henrique da Silva (UFCG)
cristianehs@yahoo.com.br
jamilton rodrigues dos santos (UFCG)
jamiltonr@yahoo.com.br
Helenaldo Firmino de Azevedo (UFCG)
heldesigner@hotmail.com
O planejamento do arranjo fsico de qualquer empresa, seja ela de
pequeno ou grande porte, deve ser feito com bastante cuidado, antes da
sua construo, pois um planejamento mal elaborado resulta em custos
elevados para a empresa, e s vezees at se constitui um perigo para os
trabalhadores. Dependendo do tipo de empresa, o layout deve ser feito
de acordo com as normas preestabelecidas. Este trabalho tem o
objetivo de se estudar o layout atual de uma empresa de fabricao de
mquinas agrcolas, e a partir desta anlise, propor melhorias e
solues, para uma melhor eficincia do processo produtivo, tendo por
base, algumas Normas Regulamentadoras, do Ministrio do Trabalho.
A metodologia usada foi um estudo de caso, no qual colheram-se dados
quantitativos, atravs de visitas in loco, alm de avaliaes
qualitativas, percebidas atravs das condies ambientais. Ao final do
trabalho apresentado o novo layout com os fluxos de materiais e um
outro com a localizao de extintores de incndios.
(Planning the
layout of any enterprise, be it large or small, should be done very
carefully, before its construction, for planning a poorly designed
resulting in high costs for the company, and sometimes it is a hazard
for workers. Depending on the type of company, the layout should be
done according to preset standards. This paper aims to study the
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
current layout of a manufacturing company of agricultural machinery,
and from this analysis, propose improvements and solutions to improve
the efficiency of the production process, based on some Regulatory
Standards, Ministry of Labour. The methodology was a case study in
which quantitative data were gathered through site visits, in addition to
qualitative assessments, perceived by environmental conditions. At the
end of the paper shows the new layout and flows of materials and
another with the location of fire extinguishers).
Palavras-chaves: Planejamento; layout; empresa produtora de
mquinas agrcolas (Planning; layout; company producing
agricultural machinery)
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
1. Introduo
O planejamento do macroespao de uma fbrica frequentemente o nvel mais importante do
planejamento de uma instalao (LEE, 1998). Partindo desta premissa, o presente artigo
refere-se ao estudo do arranjo fsico de uma empresa produtora de mquinas agrcolas. A
partir deste estudo elaborou-se uma proposta de layout, a qual segue as recomendaes das
normas estabelecidas pelo Ministrio do Trabalho e Emprego, a saber: NR 8 - Edificaes,
NR 12 Mquinas e equipamentos, NR 24 Condies sanitrias e de conforto nos locais de
trabalho, NR 23 - Proteo contra incndios e NR 26 - Sinalizao e Segurana. Os estudos
referentes aos arranjos fsicos das fbricas se configuram como um elemento de referncia
para o desenvolvimento de melhoria produtiva, uma vez que tais estudos podem auxiliar na
escolha de um fluxo mais adequado, e com isso reduzir os custos com deslocamento e tempos
operacionais. A importncia deste trabalho est relacionada ao grande desperdcio de tempo
provocado pelo excesso de movimentao ocasionado m distribuio fsica dos
equipamentos e mquinas.
Para o desenvolvimento do arranjo fsico proposto levou-se em considerao tambm, as
questes de segurana referentes ao sistema de proteo contra incndio, de modo que os
setores, mquinas e equipamentos foram alocadas de forma a otimizar esse sistema. O arranjo
fsico do setor produtivo da empresa em estudo o resultado de uma expanso desordenada e,
por isso apresenta um conjunto de deficincias. Desta forma, o objetivo deste trabalho
desenvolver um layout racional de modo que se tenha um melhor fluxo de pessoas, materiais
e produtos acabados, e que atenda aos critrios de segurana nos processos de trabalho.
2. Referencial Terico
2.1. O Layout Industrial
O layout de instalaes industriais a definio da disposio de recursos de produo e sua
interao em um espao delimitado. Baseado na programao e volumes de produo,
combinao de produtos (suas variaes) e processos, Francis e White (1974) definem os
seguintes objetivos principais para o estudo da otimizao de layout de uma instalao:
Melhorar o aproveitamento de espao fsico, a segurana e o conforto dos colaboradores;
Minimizar o tempo total de produo;
Reduzir o custo de manuseio de materiais;
Diminuir a variao de tipos de equipamentos de manuseio de materiais;
Minimizar os investimentos em equipamentos;
Preservar a flexibilidade do arranjo dos equipamentos e operaes;
Otimizar o processo de manufatura e a estrutura organizacional.
O layout pode ser classificado de acordo com os seguintes critrios:
Fluxo do(s) produto(s) na instalao (ASKIN; STANDRIDGE, 1993);
Quantidade e frequncia da produo (GROOVER, 2000);
Finalidade da instalao (HERAGU, 1997);
Natureza da instalao (FRANCIS; WHITE, 1974).
Para Tompkins (2003), os mtodos para o desenvolvimento de layouts so classificados de
acordo com seu ponto de partida: construo de novas instalaes ou melhorias no layout j
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
existente, visando aumentar ou reorganizar o arranjo de equipamentos ou o fluxo do(s)
produto(s).
2.2. Dimensionamento do Setor Produtivo
Tomando como base a NR 12, a qual se refere a Mquinas e Equipamentos apresentamos as
seguintes propostas para o novo layout:
Nos locais onde se instalam mquinas e equipamentos os pisos devem ser vistoriados e
limpos, sempre que apresentarem riscos provenientes de graxas, leos e outras substncias
que os tornem escorregadios;
Entre as partes mveis de mquinas e/ou equipamentos, prope-se uma faixa livre que
varie entre 0,70m a 1,30m; a distncia mnima entre mquinas e equipamentos deve ser de
0,60m a 0,80m;
Alm da distncia mnima de separao das mquinas, deve haver reas reservadas para
corredores e armazenamento de materiais, devidamente demarcadas com faixa branca de
acordo com a NR-26 que rege a sinalizao de segurana;
Os corredores de circulao, no interior dos locais de trabalho, e as que conduzem s
sadas devem ter, no mnimo, 1,20m de largura e ser devidamente demarcadas e mantidas
permanentemente desobstrudas.
2.3. Servios Auxiliares
Com relao s Condies Sanitrias e de Conforto nos Locais de Trabalho, seguiremos como
parmetro as diretrizes propostas pela NR-24:
As reas destinadas aos sanitrios devero atender s dimenses mnimas essenciais:
metragem de 1,00m2 (um metro quadrado), para cada sanitrio, por 20 (vinte) operrios em
atividade;
Os locais onde se encontrarem instalaes sanitrias devero ser submetidos a processo
permanente de higienizao, de sorte que sejam mantidos limpos e desprovidos de
quaisquer odores, durante toda a jornada de trabalho;
Os vasos sanitrios devero ser sifonados e possuir caixa de descarga automtica externa
de ferro fundido, material plstico ou fibrocimento;
Os chuveiros podero ser de metal ou de plstico e devero ser comandados por registros
de metal a meia altura na parede;
Os lavatrios podero ser formados por calhas revestidas com materiais impermeveis e
lavveis, possuindo torneiras de metal, tipo comum, espaadas de 0,60m (sessenta
centmetros), devendo haver disposio de 1 (uma) torneira para cada grupo de 20 (vinte)
trabalhadores;
O lavatrio dever ser provido de material para a limpeza, enxugo ou secagem das mos,
proibindo-se o uso de toalhas coletivas;
Os banheiros, dotados de chuveiros, devero: ser mantidos em estado de conservao,
asseio e higiene, instalados em local adequado, ter portas de acesso que impeam o
devassamento, ou ser construdos de modo a manter o resguardo conveniente e ter piso e
paredes revestidos de material resistente, liso, impermevel e lavvel.
Os gabinetes sanitrios devero ser instalados em compartimentos individuais, separados;
ser ventilados para o exterior; ter paredes divisrias com altura mnima de 2,10m (dois
metros e dez centmetros) e seu bordo inferior no poder situar-se a mais de 0,15m
(quinze centmetros) acima do pavimento; ser dotados de portas independentes, providas
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
de fecho que impeam o devassamento; ser mantidos em estado de asseio e higiene;
possuir recipientes com tampa, para guarda de papis servidos, quando no ligados
diretamente rede ou quando sejam destinados s mulheres.
2.4. Dimensionamento do sistema de segurana contra incndio
Um dos aspectos mais importantes do planejamento de um layout a segurana da vida
humana e do patrimnio. Por isso o sistema de preveno de incndios parte fundamental do
arranjo fsico de qualquer empresa, de modo que seja possvel um combate rpido e eficiente
ao incndio. A proposta de sistema de proteo contra incndio est descrita NR 23. Essa
norma determina que todas as empresas devero possuir:
a)
b)
c)
d)
Proteo conta incndios;
Sadas suficientes para a rpida retirada do pessoal em servio, em caso de incndio;
Equipamento suficiente para combater o fogo em seu incio;
Pessoas adestradas no uso correto desses equipamentos.
O dimensionamento do sistema de proteo contra incndio comea com a determinao
correta dos extintores. Para tanto, faz-se necessrio conhecer a natureza do fogo a ser extinto.
A tabela 1 apresenta a classificao do fogo segundo a NR 23.
Classe
Caractersticas
Classe A
Fogo em materiais de fcil combusto com a propriedade de queimarem em sua superfcie e
profundidade, e que deixam resduos, como: tecidos, madeira, papel, fibra, etc.
Classe B
Fogo em produtos inflamveis que queimam somente em sua superfcie, no deixando
resduos, como leo, graxas, vernizes, tintas, gasolina, etc.
Classe C
Fogo que ocorre em equipamentos eltricos energizados como motores, transformadores,
quadros de distribuio, fios, etc.
Classe D
Fogo em elementos pirofricos como magnsio, zircnio, titnio.
Fonte: Adaptado da NR 23
Tabela 1 Classificao do fogo
Aps a identificao das classes do fogo, determina-se a rea de cobertura da unidade
extintora. A seguir tm-se a Tabela 2, onde definido, conforme a NR 23, a rea de cobertura
para cada unidade extintora.
rea de Cobertura p/
unidade de extintores
Risco de Fogo
Distncia mxima a ser
percorrida
500m2
Pequeno (Classe A)
20m
250m
Mdio (Classe B)
10m
150m2
Grande (Classe C)
10m
Fonte: Adaptado da NR 23
Tabela 2 rea de cobertura por unidade extintora (NR 23)
Observa-se, que a rea de domnio da unidade extintora decresce com o aumento do risco, por
isso, importante deixar prximas as reas que possuem os mesmos riscos de incndio,
otimizando, desta forma, a quantidade de extintores necessrios. importante ressaltar que a
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
norma de preveno de incndio determina que independentemente da rea ocupada deve
existir pelo ou menos dois extintores para cada pavimento ou risco isolado.
Alm das Unidades Extintoras, um sistema de proteo contra incndio dever atender as
seguintes caractersticas, conforme as NRs 23 e 26: largura mnima das sadas 1,20m; as
portas devem abrir para fora; corredores com largura mnima de 1,20m; sinalizao das
sadas; as sadas e vias de circulao no devem conter escadas nem degraus e devem ser bem
iluminadas; portas de sada devem ser de batentes ou portas corredias; os extintores devem
ser colocados em locais de fcil visualizao, de fcil acesso e onde haja menos probabilidade
de o fogo bloquear o seu acesso; os locais destinados aos extintores devem ser assinalados por
um crculo vermelho ou por uma seta larga, vermelha, com bordas amarelas; dever ser
pintada de vermelho uma rea do piso de no mnimo 1,00m x 1,00m embaixo do extintor;
altura mxima da parte superior do extintor de 1,60m; os extintores no devero ser
localizados nas paredes das escadas.
Algumas particularidades foram identificadas na empresa estudada: uso de compressores e de
estufa. Segundo a NR 13 o uso de compressores exige cuidados mais especficos, visto que
possuem potencial elevado de causar exploses, e com intuito de evitar esse tipo de acidente a
norma estabelece as seguintes aes preventivas:
Medio da espessura da chapa do vaso por Ultra-Som, para identificar corroses da chapa
e/ou perda de espessura;
Teste hidrosttico, no sentido de verificar a sua resistncia mecnica;
Reviso e calibragem peridicas das vlvulas de segurana e do manmetro;
Reviso e calibragem peridicas do manmetro;
Manuteno e reviso dos pressostatos;
Treinamento para as pessoas envolvidas na manuteno, reviso e calibragem;
Conservao de documentao de construo do vaso e disponibilidade para consulta
sempre que necessrio;
Acionamento dirio dos drenos dos pulmes com a finalidade de eliminar o condensado
existente dentro do vaso.
Os equipamentos como a estufa apresentam potencial considervel para provocar incndios.
Tal fato se deve ao princpio de aquecimento o qual consiste na utilizao de resistncias
eltricas de baixo valor e alta potncia, o que pode causar incndio a partir de um curtocircuito. Portanto, as estufas devem ser observadas periodicamente.
3. Aspectos Metodolgicos
Toda a pesquisa foi realizada na empresa em questo, caracterizando assim um estudo de
caso. A fbrica est situada no Distrito Industrial do Velame. Em relao natureza, este
estudo pode ser caracterizado como uma pesquisa aplicada, pois segundo Silva e Menezes
(2003), a pesquisa aplicada tem como objetivo gerar conhecimentos para aplicao prtica
dirigidos soluo de problemas especficos. Quanto forma de abordagem, pode ser
classificada como uma pesquisa quantitativa, pois tudo pode ser quantificvel, o que significa
traduzir em nmeros opinies e informaes para classific-las e analis-las. Em relao aos
objetivos, classificada como uma pesquisa exploratria, segundo Gil (1991. Do ponto de
vista dos procedimentos tcnicos, se trata de uma pesquisa experimental na qual se determina
um objeto de estudo, selecionam-se as variveis que seriam capazes de influenci-lo,
definem-se as formas de controle e de observao dos efeitos que a varivel produz no objeto
(GIL, 1991).
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
Para a realizao deste trabalho, os seguintes procedimentos tcnicos foram tomados:
inicialmente foi feita a reviso bibliogrfica para servir de base no estudo; a escolha da
empresa na qual o estudo iria ser realizado; visitas in loco com a finalidade de recolher os
dados, atravs de medies diretas; anlise do layout existente; e proposta de um novo arranjo
fsico.
4. Descrio da Empresa
A empresa selecionada para o estudo a Laboremus Indstria e Comrcio de Mquinas
Agrcolas LTDA. Fundada na dcada de 20, na Rua Irineu Joffily em Campina Grande, pelo
Sr. Jos Luiz de Souza, inicialmente tinha funo de oficina mecnica para a manuteno de
equipamentos de engenhos de cana-de-acar e servios de serralharia. Em 1924, ainda como
oficina mecnica, mudou-se para a Rua 13 de maio, considerada uma das maiores da cidade.
Alguns anos depois, se mudou novamente, agora para a Rua Joo Pessoa. Na dcada de 30
tiveram incio as atividades de fundio com a fabricao de desfibriladores de sisal. Nesta
poca, a Paraba era um dos maiores produtores desta cultura. Obtiveram resultados
satisfatrios at o declnio do mercado de produo do sisal. Assim, a forrageira de capim
surgiu como opo para se manterem no mercado. Em meados da dcada de 50 a mquina de
corte de palma criada, pois ela era a nica alternativa de rao para o gado durante o perodo
de estiagem. Por solicitao de um clientea empresa conjuga a mquina de palma e capim,
tornando-se o carro chefe e o diferencial competitivo da empresa. Neste momento h a
chegada de fortes concorrentes no mercado como a Cremasco e Nogueira, vindos do Sul e
Sudeste do pas. A dcada de 70 foi marcada pela produo em dois tamanhos da mquina
conjugada para palma e capim e a introduo do triturador de acar e ensiladeira de duas
bocas. O organograma institucional est representado na Figura 1.
Figura 1 Organograma institucional
Atualmente, a empresa apresenta uma produo mensal de 250 a 350 mquinas, sendo
diversificada e distribuda por 10 diferentes linhas de produtos. Em virtude de um aumento
considervel da demanda a Laboremus possui um projeto de expanso do setor de produo
que aumentar a produo mensal para cerca de 400 mquinas. Seus principais clientes so: B
Motores Campina Grande /PB; Casa do Agricultor Campina Grande /PB; Trans Ocean Maca /RJ; Mac Nelson - Feira de Santana /BA; Floresta Mquinas Campina Grande /PB;
Rancho Alegre Natal /RN.
A Laboremus atua tanto na fabricao de mquinas agrcolas quanto na assistncia tcnicas
desses produtos, seja os por ela produzidos quanto de outras marcas. As linhas de produtos
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
so: forrageiras, forrageiras conjugadas, fatiadoras, pesagem, ensiladeira, fenao, trituradores
de acar, avicultura, ambiental, construo civil. O sistema de produo da Laboremus
admite a classificao de processo repetitivo em lote. A representao grfica do processo
produtivo est apresentada na Figura 2.
Motor
Correias
Polia motor
Polia rotor
Rolamento
Mancal
Faca
Eixo
Disco
Caixa
Torno
Torno
Torno
Prensa escntrica
Serra
Plasma
Guilhotina
Plasma
SLOT
Furadeira
Plaina
Furadeira
Torno
Torno
Prensa
escntrica
Clandra
Furadeira
Plaina
Furadeira
Virad.
manual
Virad. Hid.
Forja
Solda
Prensa hidrulica
Processos de
tranformao
Estoque
Espera
Transporte
Acabamento
Solda
Montagem
Montagem rotor
Limpeza
Pintura
Secagem
Montagem Final
Expedio
Figura 2 Fluxograma produtivo
5. Postos de Trabalho
Os funcionrios do setor produtivo possuem idade entre 22 e 55 anos, sendo todos eles do
sexo masculino. Outro aspecto a ser ressaltado, diz respeito ao nvel de escolaridade dos
operrios que varia desde analfabetos funcionais at o ensino mdio completo. J o pessoal de
projeto possui curso superior.
Embora o grau de escolaridade dos operrios seja baixo, a experincia de vida com relao
funo que exercem proporciona um bom desempenho do trabalho, sendo desta forma,
considerados fundamentais para o sucesso do processo. Porm, como a empresa est passando
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
por um processo de reestruturao, aos novos operrios so exigidos cursos de qualificao
profissional de nvel tcnico e escolaridade de nvel mdio. Tal necessidade proveniente,
principalmente, da aquisio de uma nova mquina, a qual possui comando numrico
computadorizado, e tambm da necessidade de padronizao das mquinas produzidas e do
controle de qualidade.
Quanto s condies ambientais, faz-se necessrio um estudo aprofundado nos quesitos de
iluminao, conforto trmico e condies ergonmicas posturais. De maneira geral, observase, um ambiente tpico de oficina que se expandiu de maneira desordenada. Existem muitos
materiais que no fazem parte do processo produtivo distribudos pela fbrica, pouca
organizao, alm da no utilizao de equipamentos de proteo por alguns funcionrios e
dificuldade ao acesso de equipamentos de proteo coletiva, como o caso dos extintores de
incndio.
As mquinas existentes no setor produtivo so muito antigas, e alm disso, s so feitas
manutenes corretivas nelas. As mquinas presentes na empresa e suas respectivas funes
esto apresentadas na Tabela 3.
Mquinas
Descrio
Torno
Mquina-ferramenta que permite usinar peas. Girando-a enquanto uma
ou diversas ferramentas de corte so pressionadas em um movimento
regulvel de avano de encontro superfcie da pea.
Prensa excntrica
Mquinas utilizadas para fazer presso em materiais, permitindo a criao
de formas complexas e o fabrico em linha de montagem.
Serra
Ferramenta utilizada para cortar madeira, plsticos, metais ou outros
materiais e consiste numa folha de ao com uma srie de recortes num dos
seus rebordos.
Guilhotina
A guilhotina um equipamento de alta eficincia, que permite um corte
rpido de chapa metlicas.
Prensa hidrulica
Mquina utilizada para pressionar materiais, com objetivo de criar formas,
utilizando para isso o principio da hidrulica.
Viradeira
So mquinas que dobram facilmente diversos tipos de materiais
metlicos,
Plaina
Mquina-ferramenta utilizada para nivelar e determinar a espessura das
peas e para a sua fabricao.
Fresa
Mquina-ferramenta, que pode executar a funo de aplainar, ou seja,
transferir de um gabarito (matriz) para outro material
Calandra
Mquina que tem a capacidade de dobrar tubos redondos, chato, quadrado
e retangular.
Forja
Mquina utilizada para aquecer o metal, tornando-o malevel, com o
intuito de se conseguir a forma desejada.
Tabela 3 Descrio das mquinas
A empresa apresenta tambm outros problemas, como: grande ocorrncia de cruzamentos,
retornos e desvios no processo de fabricao, fluxo no linear, pouca iluminao,
movimentao excessiva, falta de espao, postos de trabalho mal projetados, dificuldade de
acesso aos equipamentos de proteo coletiva.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
O quadro funcional geral da empresa composto por 30 funcionrios, divididos pelos os
seguintes setores: Setor Administrativo, Setor Financeiro, Setor de Vendas e Marketing, Setor
de Produo; Setor responsvel pela Assistncia Tcnica, e o Setor de Projetos.
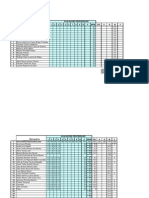
Conforme dito anteriormente, o processo produtivo est organizado na forma departamental, e
a Tabela 4 apresenta todos os departamentos existentes na empresa e a descrio da funo de
cada posto de trabalho, bem como o nmero de funcionrios e a quantidade de mquinas
presente em cada departamento.
Departamentos
do setor
produo
N de
funcionrios
N de
mquinas
Funo
Almoxarifado
Local reservado ao armazenamento de peas componentes,
matria-prima e peas em processo.
Estamparia
Processo de fabricao realizado a frio, no qual uma chapa
colocada sobre uma matriz e submetida a uma fora de um
puno, de maneira a adquirir a forma geomtrica da matriz.
Tipo de mquina: Prensas.
Usinagem
12
A pea o resultado de uma remoo de material que pode ser
feita pelos seguintes processos: serramento, aplainamento,
torneamento, fresagem e furao.
Soldagem
o processo que visa a juno dos materiais de forma pontual.
Acabamento
Processo manual de finalizao para a remoo de imperfeies
pode ser feita atravs
Pre-montagem
Aps a fabricao das peas, feita uma montagem parcial sem
acabamento.
Pintura e
secagem
Aps o produto pronto, este passa pelo processo de pintura em
seguida levado para a secagem.
Montagem final
a organizao geral das peas atravs da seleo,
ordenamento, ajuste e juno de todas as partes que compem a
mquina.
Ferramentaria
Setor responsvel por guardar e conservar as ferramentas
utilizadas no processo.
Prototipagem
Setor responsvel por fazer os prottipos das mquinas de
novos projetos.
Assistncia
tcnica
Processo de manuteno e reforma de mquinas usadas.
Projeto
Planejamento e projeto de produtos e inovao.
Tabela 4 Descrio dos postos de trabalho
Dentro da fbrica, observa-se que a movimentao feita na maioria das vezes de forma
manual. Desse modo, percebe-se que o manuseio muitas vezes ocorre de forma
ergonomicamente incorreta, pois h peas que podem ser consideradas pesadas, tais como, o
disco e o rotor. Outros aspectos que dificultam tal movimentao so de suas formas e
dimenses. Em alguns casos, utiliza-se um equipamento conhecido como patinha para a
movimentao de materiais muito pesados. Outra dificuldade referente ao manuseio e
movimentao ocorre com as chapas de ao, pois estas possuem uma extensa rea e espessura
fina o que dificulta a pega.
10
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
6. Resoluo e Proposta
O processo de fabricao da empresa em estudo composto pelo conjunto de processos
individuais das principais peas que compem os produtos, que so: Faca, Disco, Eixo e a
Caixa. Neste sentido, a proposta de layout fundamentou-se no fluxo produtivo dessas
principais peas. Na figura 3 est apresentada a proposta de layout da empresa, juntamente
com os fluxos.
Figura 3 Layout atual com os fluxos
11
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
Figura 4: Novo layout com o fluxo de pessoas e materiais
Conforme a proposta apresentada na figura 4 haver um melhor fluxo no processo de
fabricao dessas peas. Ainda ser possvel uma reduo da movimentao das peas em
processamento, e conseqentemente, haver uma reduo do tempo de fabricao do produto
final.
Pode-se afirmar tambm que com novo arranjo fsico haver um menor desgaste por parte dos
funcionrios devido a sua locomoo entre as diferentes fases. Pode-se destacar tambm que
com a nova proposta haver um melhor dimensionamento da rea utilizada na produo e
garantia de melhor qualidade das peas produzidas. Ressalta-se ainda, que ser possvel
atingir uma maior produtividade no processo de fabricao devido ao dimensionamento
correto dos postos de trabalho, os quis foram planejados levando-se em considerao as
dimenses do material processado.
Outro fator importante considerado neste projeto diz respeito ao cumprimento das exigncias
dispostas nas normas do Ministrio do Trabalho e Emprego (NRs: 08, 12, 23, 24 e 26).
Conforme citado anteriormente o atendimento dessas normas focado na segurana do
trabalhador e na proteo dos bens materiais. Portanto, foram respeitadas as distncias
mnimas dos corredores ficando os principais corredores de movimentao de materiais com
3m e 2m e o de passagem de pessoas com 1,5 m. J entre as mquinas a distncia entre elas
ficou em 80 cm.
Como parte da proposta do layout tambm foi feito o dimensionamento do sistema de
segurana contra incndios, no qual foram determinados a quantidade e o tipo de extintores
12
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
para cada setor de produo, bem como a localizao destes. A Tabela 5 apresenta o
dimensionamento dos extintores que devero compor o sistema de segurana da empresa em
estudo e na figura 5 est representada a sua localizao.
Figura 5: Localizao dos extintores no novo layout
Classe
Substncia
Qtde
Capacidade
Gs carbnico
10 kg
P-qumico
Kg
Tabela 5 Dimensionamento dos extintores
Em virtude da constatao de que a funo do almoxarifado (estoque de peas componentes e
peas em processamento) no estava sendo utilizada de forma adequada optou-se por
modific-lo e reduzi-lo, visto que a maioria do que se tem estocado se trata de materiais
obsoletos. Para as peas em processamento determinou-se um estoque intermedirio de modo
que facilitasse o fluxo dessas peas, tal medida pode ainda facilitar a implementao do
Kanban e assim agilizar ainda mais a produo.
A empresa em estudo passa por uma reestruturao total e nesse processo est includo um
projeto para implantao de um sistema de controle de qualidade e padronizao, pensando
nisso foi proposto no layout uma rea destinada ao controle de qualidade. Alm disso,
pensou-se em rea para a instalao de um setor de manuteno preventiva dos equipamentos,
onde seriam arquivados os documentos referentes as manutenes das mquinas e para a
guarda dos materiais necessrios para a realizao das manutenes.
13
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
Foi includa nesta proposta a construo de dois banheiros e uma rea para a localizao de
um bebedouro. O estoque de produto acabado tambm foi ampliado, pois em entrevista com o
proprietrio da empresa foi informado que a demanda tem crescido muito.
4. Recomendaes Finais
Como principal recomendao sugere-se que os proprietrios da empresa implante o sistema
de qualidade 5S tendo em vista que o setor produtivo est tumultuado devido a grande
quantidade de objetos sem uso, os quais esto espalhados por toda a empresa. importante
fornecer Equipamentos de Proteo Individual (EPIs) adequados aos seus funcionrios.
Segundo a NR 17 do Ministrio do trabalho toda empresa obrigada a fornecer aos
empregados, gratuitamente, EPI adequado ao risco e em perfeito estado de conservao e
funcionamento, sempre que as medidas de ordem geral no ofeream completa proteo
contra os riscos de acidentes e danos sade dos empregados.
sabido que de responsabilidade do empregador adquirir EPI adequado ao risco de cada
atividade, exigir seu uso, fornecer ao trabalhador somente o aprovado pelo rgo nacional
competente em matria de segurana e sade no trabalho, orientar e treinar o trabalhador
sobre o uso adequado, guarda e conservao, substituir imediatamente, quando danificado ou
extraviado e responsabilizar-se pela higienizao e manuteno peridica desses
equipamentos. De acordo com o tipo de atividade presente na Laboremus, sugerimos os
seguintes equipamentos: Protetor auditivo, culos, mscara de solda, vestimentas, luvas.
Outro ponto bastante significativo que levamos em considerao a aquisio de um novo
maquinrio. A partir das observaes realizadas in loco, observamos que certas mquinas
esto ultrapassadas e obsoletas. Sugere-se ento, a renovao das mquinas, tanto pelas
inovaes presentes que facilitam seu manuseio, bem como a reduo dos custos envolvidos
com manuteno e tambm.
A iluminao pode melhorar a operao industrial e sua lucratividade. Em dependncias
industriais deve atender a rigorosas exigncias, sempre respeitando os nveis de iluminao
presentes nas normas, desde a linha de produo at o estoque. H alguns pontos que devem
ser levados em considerao no momento da realizao do projeto de iluminao. Os pontos
so os seguintes: produtividade, reduo do consumo de energia, reduo dos custos de
descarte, reduo de danos e de tempo perdido com acidentes, alm da satisfao dos clientes
e funcionrios.
Outro aspecto importante a implantao de exaustores, pois o sistema de ventilao tambm
apresenta algumas deficincias, de preferncia elicos, que podem ser utilizados nos mais
diversos tipos de instalaes e dispensam o uso de motor eltrico. , portanto, econmico,
seguro e silencioso. Para seu funcionamento, esses exaustores utilizam o deslocamento das
massas de ar atmosfrico e o efeito da conveco da massa de ar interna, proporcionando uma
exausto ininterrupta de gases, fumaa, renovando e circulando o ar ambiente.
Com relao aos estoques (de matria-prima, de produto acabado e de material em
processamento), recomenda-se um estudo mais especfico para a o desenvolvimento de
estruturas que possam guardar estes matrias de forma organizada e com identificao dos
mesmos. Alm disso, deve-se observar as recomendaes com relao ao manuseio e
movimentao de cargas propostas pela ergonomia.
Referncias
ASKIN, R. G.; STANDRIDGE, C. R. Modeling and analysis of manufacturing systems. New Jersey: John
Wiley & Sons, 1993.
14
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
FRANCIS, R. L.; WHITE, J. A. Facility Layout and Location An Analytical Approach. New Jersey:
Prentice-Hall, 1974.
GROOVER, M. P. Automation, Production Systems, and Computer Integrated Manufacturing. 2 ed. New
Jersey: Prentice-Hall, 2000.
HERAGU, S. S. Facilities Design. 2 ed. Boston: PWS Publishing Co., 1997.
LEE, Q. Projeto de Instalaes e Local de Trabalho. So Paulo: IMAM, 1998.
NR-12.
Normas
Regulamentadoras.
Disponvel
http://www.mte.gov.br/legislacao/normas_regulamentaDORAS/Default.asp. Acesso em: 25/03/2011.
em:
NR-13.
Normas
Regulamentadoras.
Disponvel
http://www.mte.gov.br/legislacao/normas_regulamentaDORAS/Default.asp. Acesso em: 25/03/2011.
em:
NR-23.
Normas
Regulamentadoras.
Disponvel
http://www.mte.gov.br/legislacao/normas_regulamentaDORAS/Default.asp. Acesso em: 25/03/2011.
em:
NR-24.
Normas
Regulamentadoras.
Disponvel
http://www.mte.gov.br/legislacao/normas_regulamentaDORAS/Default.asp. Acesso em: 25/03/2011.
em:
NR-26.
Normas
Regulamentadoras.
Disponvel
http://www.mte.gov.br/legislacao/normas_regulamentaDORAS/Default.asp. Acesso em: 25/03/2011.
em:
SILVA, E. L.; & MENEZES, E. M. Metodologia da Pesquisa e Elaborao de Dissertao Laboratrio de
Ensino Distncia da UFSC, 3 ed. Florianpolis, 2001.
TOMPKINS, J. A. et al. Facilities Planning. 3 ed. New Jersey: John Wiley & Sons, 2003.
15
Você também pode gostar
- Perguntas DieselDocumento10 páginasPerguntas DieselLuismar LimaAinda não há avaliações
- 02 Explora Teste Avaliacao fq9 4Documento4 páginas02 Explora Teste Avaliacao fq9 4Alexandre Pereira100% (1)
- Vampire Dark Ages - Qualidades e Defeitos - Libellus Sanguinis I (Português)Documento3 páginasVampire Dark Ages - Qualidades e Defeitos - Libellus Sanguinis I (Português)Barbara RibeiroAinda não há avaliações
- Ajuda AnamneseDocumento7 páginasAjuda AnamneseGláucia LunaAinda não há avaliações
- Trabalho e Comercio Nos Seringais AmazonicosDocumento7 páginasTrabalho e Comercio Nos Seringais AmazonicosEdilene Coffaci de LimaAinda não há avaliações
- Lista de Exercícios 3 - Física de Ondas - CalorDocumento3 páginasLista de Exercícios 3 - Física de Ondas - CalorBraulio WendelAinda não há avaliações
- Descrição Dos Tipos de Funções Químicas, Suas Propriedades e Seus Efeitos Químicos e BiológicosDocumento40 páginasDescrição Dos Tipos de Funções Químicas, Suas Propriedades e Seus Efeitos Químicos e BiológicosANDRESA MARIA BERNARDINO DA SILVAAinda não há avaliações
- Pre-Relatório Análise MetalográficaDocumento2 páginasPre-Relatório Análise Metalográficargmz93Ainda não há avaliações
- Triaxial CerâmicoDocumento55 páginasTriaxial CerâmicoJennifer MontenegroAinda não há avaliações
- A Concepção de Tempo No Livro Xi Das Confissoes Santo Agostinho PDFDocumento8 páginasA Concepção de Tempo No Livro Xi Das Confissoes Santo Agostinho PDFKronossilva Kronos SilvaAinda não há avaliações
- Catalogo Avant CompletoDocumento86 páginasCatalogo Avant CompletoMarco AntonioAinda não há avaliações
- Equações LogaritmicasDocumento3 páginasEquações Logaritmicasgilson48100% (2)
- Jamboeditora A Roda de Deus PNCMRN 61cf9c14b6343Documento547 páginasJamboeditora A Roda de Deus PNCMRN 61cf9c14b6343Henrique Santos100% (1)
- NBR NM-IsO 3310-2-1997 - Peneiras de EnsaioDocumento9 páginasNBR NM-IsO 3310-2-1997 - Peneiras de EnsaioLuis Emilio Athanasio100% (1)
- Aula de Biologia 9 AnoDocumento22 páginasAula de Biologia 9 AnoJÉSSICA SANTOS MONTEIROAinda não há avaliações
- Trabalho Dir. Constitucional 2Documento2 páginasTrabalho Dir. Constitucional 2Murillo FerreiraAinda não há avaliações
- Impedir o Divórcio e Salvar Seu CasamentoDocumento15 páginasImpedir o Divórcio e Salvar Seu CasamentoVitoria Lino de LimaAinda não há avaliações
- LEQ 1 - UFPE Roteiro Prática Instrumentação I 2023Documento12 páginasLEQ 1 - UFPE Roteiro Prática Instrumentação I 2023Alexandre HenriqueAinda não há avaliações
- NOVAES. Juventude, Juventudes. NotasDocumento11 páginasNOVAES. Juventude, Juventudes. NotasKamille MattarAinda não há avaliações
- Soma de Variáveis AleatóriasDocumento26 páginasSoma de Variáveis AleatóriasCastoroil7Ainda não há avaliações
- Planilha de Notas (4 Bimestre) Professora Flávia de ArteDocumento10 páginasPlanilha de Notas (4 Bimestre) Professora Flávia de ArteflaviaesparteAinda não há avaliações
- Trauma em GestanteDocumento38 páginasTrauma em GestanteDiogo Pedro100% (1)
- Apostila Estatistica 2014Documento63 páginasApostila Estatistica 2014Mailson FontesAinda não há avaliações
- Caderno ARPA Tecnicas Participativas - DodoraDocumento120 páginasCaderno ARPA Tecnicas Participativas - DodoraLuciana Ribas100% (1)
- Aula 1 - Introducao Aos MicrocontroladoresDocumento35 páginasAula 1 - Introducao Aos MicrocontroladoresALEXANDREAinda não há avaliações
- Indumentaria Gaucha MTG-PRDocumento59 páginasIndumentaria Gaucha MTG-PRLindomar IloretoAinda não há avaliações
- Trabalho CTM - Discos de Freios Com NióbioDocumento8 páginasTrabalho CTM - Discos de Freios Com NióbioAlvaro GaliottiAinda não há avaliações
- Manual Prático Anti-Ansiedade (Ana Vasconcelos)Documento26 páginasManual Prático Anti-Ansiedade (Ana Vasconcelos)Dominguito100% (4)
- Atividade de Matemática.1Documento3 páginasAtividade de Matemática.1Fagner CustódioAinda não há avaliações
- Memoria Sem Limites - Kevin HolderDocumento134 páginasMemoria Sem Limites - Kevin HolderAxelAinda não há avaliações