Você também pode gostar
- Manual Turbina TGMDocumento57 páginasManual Turbina TGMMário Silva Neto67% (6)
- Apostila Petrobras BombasDocumento273 páginasApostila Petrobras Bombascarrielocamara94% (16)
- Diagnóstico veicular Bosch Motronic 3.8.2Documento127 páginasDiagnóstico veicular Bosch Motronic 3.8.2Josué AmattiAinda não há avaliações
- Manutenção de Sistemas Mecânicos Convencionais PDFDocumento273 páginasManutenção de Sistemas Mecânicos Convencionais PDFRoberto De Oliveira100% (1)
- Reuso de água em indústria sucroalcooleiraDocumento13 páginasReuso de água em indústria sucroalcooleiraIvanildo Vieira da SilvaAinda não há avaliações
- Ficha de Trabalho - Resíduos-O Que Posso FazerDocumento4 páginasFicha de Trabalho - Resíduos-O Que Posso Fazersofiajcc100% (2)
- Normas de S.IDocumento2 páginasNormas de S.IFilipa OliveiraAinda não há avaliações
- BriquetadeiraDocumento215 páginasBriquetadeiraRenan MargonarAinda não há avaliações
- Modelos de Negócios - Evento Impacta PDFDocumento72 páginasModelos de Negócios - Evento Impacta PDFRoberto De OliveiraAinda não há avaliações
- Planejando Usina de Briquetagem PDFDocumento5 páginasPlanejando Usina de Briquetagem PDFRoberto De OliveiraAinda não há avaliações
- SENAI-Eletrotecnica BasicaDocumento198 páginasSENAI-Eletrotecnica BasicaAntonio Italo LunaAinda não há avaliações
- Briquetes Torrificados PDFDocumento9 páginasBriquetes Torrificados PDFRoberto De OliveiraAinda não há avaliações
- Briquetes TorrificadosDocumento12 páginasBriquetes TorrificadosRoberto De OliveiraAinda não há avaliações
- Plano de Negócio - Fábio e Célio 2016-1Documento27 páginasPlano de Negócio - Fábio e Célio 2016-1Roberto De OliveiraAinda não há avaliações
- Business Model Canvas: Ferramenta para desenvolver modelos de negóciosDocumento24 páginasBusiness Model Canvas: Ferramenta para desenvolver modelos de negóciosRoberto De OliveiraAinda não há avaliações
- Classificação Dos Ventiladores PDFDocumento29 páginasClassificação Dos Ventiladores PDFRoberto De OliveiraAinda não há avaliações
- Apostila Eletricidade BásicaDocumento23 páginasApostila Eletricidade BásicaEvandro NascimentoAinda não há avaliações
- PROJETISTA DE MÁQUINAS PRO-TEC - PÁG. 1 A 486Documento486 páginasPROJETISTA DE MÁQUINAS PRO-TEC - PÁG. 1 A 486Miguel G. Antonello100% (6)
- Manutencao CuidadosDocumento1 páginaManutencao CuidadosRoberto De OliveiraAinda não há avaliações
- Apostilas Petrobras - Noções de Confiabilidade e ManutençãoDocumento24 páginasApostilas Petrobras - Noções de Confiabilidade e ManutençãoGleydson RabeloAinda não há avaliações
- Manutencao Mecanica PDFDocumento26 páginasManutencao Mecanica PDFRoberto De OliveiraAinda não há avaliações
- Manuten-O ApostilaDocumento125 páginasManuten-O ApostilajokernekoAinda não há avaliações
- Manutencao Mecanica PDFDocumento31 páginasManutencao Mecanica PDFRoberto De OliveiraAinda não há avaliações
- Manutencao Mecanica PDFDocumento31 páginasManutencao Mecanica PDFRoberto De OliveiraAinda não há avaliações
- Manutencao Mecanica PDFDocumento26 páginasManutencao Mecanica PDFRoberto De OliveiraAinda não há avaliações
- Lei 1171 - Código de Etica Dos Servidores PublicosDocumento12 páginasLei 1171 - Código de Etica Dos Servidores PublicosKelly Cristina Soares100% (1)
- Manutencao Mecanica PDFDocumento26 páginasManutencao Mecanica PDFRoberto De OliveiraAinda não há avaliações
- Presidência Da República: Casa CivilDocumento2 páginasPresidência Da República: Casa CivilRoberto De OliveiraAinda não há avaliações
- Manutencao Mecanica PDFDocumento31 páginasManutencao Mecanica PDFRoberto De OliveiraAinda não há avaliações
- Presidência Da República: Casa CivilDocumento2 páginasPresidência Da República: Casa CivilRoberto De OliveiraAinda não há avaliações
- Lei 1171 - Código de Etica Dos Servidores PublicosDocumento12 páginasLei 1171 - Código de Etica Dos Servidores PublicosKelly Cristina Soares100% (1)
- Ec Gabarito Final PDFDocumento1 páginaEc Gabarito Final PDFRoberto De OliveiraAinda não há avaliações
- Constituição Federal Capítulo IIIDocumento4 páginasConstituição Federal Capítulo IIIJú SouzaAinda não há avaliações
- Constituição Federal Capítulo IIIDocumento4 páginasConstituição Federal Capítulo IIIJú SouzaAinda não há avaliações
- Rede Federal de Educação: 100 anosDocumento8 páginasRede Federal de Educação: 100 anosAnderson SantosAinda não há avaliações
- Manual Vd-5024 Vd-5032 Portugues 02-15 SiteDocumento125 páginasManual Vd-5024 Vd-5032 Portugues 02-15 SitebrenolpAinda não há avaliações
- Quantidade de parafusos por emenda de leitos para cabosDocumento50 páginasQuantidade de parafusos por emenda de leitos para cabosAndré Gustavo BarrosAinda não há avaliações
- GU7 Muro Reforçado Com Geogrelha PDFDocumento72 páginasGU7 Muro Reforçado Com Geogrelha PDFThiago MarquesAinda não há avaliações
- Catálogo Do LeilãoDocumento154 páginasCatálogo Do Leilãoweslley.luzAinda não há avaliações
- QSP - Manual de Qualidade 2009 2 de 3Documento4 páginasQSP - Manual de Qualidade 2009 2 de 3api-3715810Ainda não há avaliações
- Ficha de Avaliação 10º Ano 02.02.2009 - Definitivo - CorrecçãoDocumento3 páginasFicha de Avaliação 10º Ano 02.02.2009 - Definitivo - Correcçãoferalmeida82% (11)
- Manutenção de empilhadeiras - Elementos filtrantes e correiasDocumento84 páginasManutenção de empilhadeiras - Elementos filtrantes e correiasFernando Martins100% (2)
- Estudo Das Propriedades Mecânicas Dos Compósitos de Poli (3-Hidroxibutirato) (PHB) e Farelo de AveiaDocumento8 páginasEstudo Das Propriedades Mecânicas Dos Compósitos de Poli (3-Hidroxibutirato) (PHB) e Farelo de AveiaMarlon EndlichAinda não há avaliações
- Decreto 25508 - 05 ISS Anexo 01Documento10 páginasDecreto 25508 - 05 ISS Anexo 01Claudio SaldanhaAinda não há avaliações
- Processo Solvay gera carbonato de sódioDocumento18 páginasProcesso Solvay gera carbonato de sódioVeronica TakenakaAinda não há avaliações
- Artistas e suas obras do RenascimentoDocumento1 páginaArtistas e suas obras do RenascimentoHudson BrenoAinda não há avaliações
- Respostas Cruzadinha Revolução IndustrialDocumento2 páginasRespostas Cruzadinha Revolução IndustrialSérgio Ricardo Długosz100% (1)
- Catalogo Alfamec 2017 PDFDocumento36 páginasCatalogo Alfamec 2017 PDFbraviross_418157489Ainda não há avaliações
- Iabv 2017Documento136 páginasIabv 2017Jean Lucas0% (1)
- As 172 EODDocumento2 páginasAs 172 EODhldAinda não há avaliações
- MahaDocumento4 páginasMahaJailton SantosAinda não há avaliações
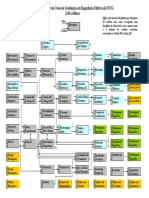
- Estrutura curricular do curso de Engenharia Elétrica da UFCGDocumento1 páginaEstrutura curricular do curso de Engenharia Elétrica da UFCGMatheus RochaAinda não há avaliações
- TDC 2018 FLORIANÓPOLIS - QUINTA 19 DE ABRILDocumento1 páginaTDC 2018 FLORIANÓPOLIS - QUINTA 19 DE ABRILricardoapalharesAinda não há avaliações
- IOM - 30 HKS 20 A 60 TR - D - 04.08 (194.01.011) PDFDocumento36 páginasIOM - 30 HKS 20 A 60 TR - D - 04.08 (194.01.011) PDFenziojricardoAinda não há avaliações
- Acessorios Alcoa PDFDocumento127 páginasAcessorios Alcoa PDFluisAinda não há avaliações
- Guia de montagem conciso para cozinha ParatyDocumento10 páginasGuia de montagem conciso para cozinha ParatyEdu LuzAinda não há avaliações
- Catálogo de produtos Tyrolit 2008Documento59 páginasCatálogo de produtos Tyrolit 2008José AnacletoAinda não há avaliações
- SV568LDocumento2 páginasSV568LRafael SanchesAinda não há avaliações
- Lista de Exerc Cios 01Documento4 páginasLista de Exerc Cios 01Gilvan Alves VelosoAinda não há avaliações
- Avaliação da Capacitação de Frentistas em Postos de CombustíveisDocumento84 páginasAvaliação da Capacitação de Frentistas em Postos de CombustíveisEllen SantosAinda não há avaliações