Você também pode gostar
- Tabela de Óleos Akcela Agosto 2006Documento12 páginasTabela de Óleos Akcela Agosto 2006andersonc3586100% (1)
- Folha de Redacao EnemDocumento5 páginasFolha de Redacao EnemCristina BitencourtAinda não há avaliações
- Lista de ExerciciosDocumento2 páginasLista de ExerciciosMarcelo BataglinAinda não há avaliações
- DDDDDDDocumento23 páginasDDDDDDVagner RochaAinda não há avaliações
- Lista de TubulaçõesDocumento1 páginaLista de TubulaçõesVagner RochaAinda não há avaliações
- 2 Estudo Dirigido - Q. 3 e 4.Documento2 páginas2 Estudo Dirigido - Q. 3 e 4.Vagner RochaAinda não há avaliações
- Quantidade de BottonsDocumento3 páginasQuantidade de BottonsVagner RochaAinda não há avaliações
- Motores Eletricos - 14806Documento4 páginasMotores Eletricos - 14806Vagner RochaAinda não há avaliações
- Motores Eletricos - 14806Documento11 páginasMotores Eletricos - 14806Pedro JuniorAinda não há avaliações
- Lei Das MalhasDocumento8 páginasLei Das MalhasVagner RochaAinda não há avaliações
- A Composição Do UniversoDocumento16 páginasA Composição Do UniversoVagner RochaAinda não há avaliações
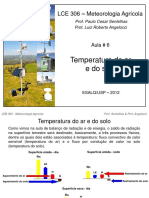
- Aula6 2012Documento30 páginasAula6 2012Vagner RochaAinda não há avaliações
- Numerica PDFDocumento123 páginasNumerica PDFGil LeiteAinda não há avaliações
- Public I DadeDocumento1 páginaPublic I DadeVagner RochaAinda não há avaliações
- Capa AbntDocumento3 páginasCapa AbntVagner RochaAinda não há avaliações
- Capa AbntDocumento3 páginasCapa AbntVagner RochaAinda não há avaliações
- Lista de Matérias - Grupo Rumo À USPDocumento2 páginasLista de Matérias - Grupo Rumo À USPTalita du SaintAinda não há avaliações
- Aula 1Documento15 páginasAula 1Jonathan OliveiraAinda não há avaliações
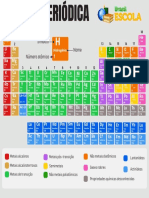
- Tabela Periodica Brasil EscolaDocumento1 páginaTabela Periodica Brasil EscolaIVETE DA SILVA CACIANOAinda não há avaliações
- Memeorial DescritivoDocumento8 páginasMemeorial Descritivoroberto neves da silvaAinda não há avaliações
- Proposta Piscina de Vinil HeltonDocumento2 páginasProposta Piscina de Vinil HeltonThiago RodrigoAinda não há avaliações
- Cícero Ihs Aula 08Documento64 páginasCícero Ihs Aula 08thiago thAinda não há avaliações
- Espec Tec Tratamento OdorDocumento3 páginasEspec Tec Tratamento OdorjsinihurAinda não há avaliações
- Aula02e03 - Deformacao - 2014 - AlunosDocumento82 páginasAula02e03 - Deformacao - 2014 - AlunosBeatriz GambaroAinda não há avaliações
- Ficha4-Equilibrio QuimicoDocumento10 páginasFicha4-Equilibrio QuimicoDenis BembeleAinda não há avaliações
- Brasil Tem Uma Das Maiores Reservas de Terras Raras Do PlanetaDocumento33 páginasBrasil Tem Uma Das Maiores Reservas de Terras Raras Do Planetalarissaandreatta1Ainda não há avaliações
- Lista WRDocumento4 páginasLista WRMel CostaAinda não há avaliações
- Apostila LubrificacaoRev 1Documento151 páginasApostila LubrificacaoRev 1Raisa B. Lobo CarideAinda não há avaliações
- Exercicios de Circuito ParaleloDocumento3 páginasExercicios de Circuito ParaleloAlex MelloAinda não há avaliações
- Lista Dos Pontos de Fusão Dos Elementos Químicos - Wikipédia, A Enciclopédia LivreDocumento3 páginasLista Dos Pontos de Fusão Dos Elementos Químicos - Wikipédia, A Enciclopédia LivreDan RockyAinda não há avaliações
- FAG Catalogo ProdutosDocumento36 páginasFAG Catalogo ProdutosFernando SáAinda não há avaliações
- FISPQ Óleo Diesel B S1800 Shell R09 06 2011Documento14 páginasFISPQ Óleo Diesel B S1800 Shell R09 06 2011Jean Carlo Da RochaAinda não há avaliações
- Cap 4Documento29 páginasCap 4Silvia CrisAinda não há avaliações
- Construção de Máquinas - Aula 05 - Concentração de TensãoDocumento27 páginasConstrução de Máquinas - Aula 05 - Concentração de TensãowalberAinda não há avaliações
- Fatores de RiscoDocumento4 páginasFatores de RiscoPaulo CostaAinda não há avaliações
- Plasnec ClampTecDocumento50 páginasPlasnec ClampTecRodrigodeFreitasAinda não há avaliações
- Fundição de Al - 3A. Tratamentos de Banhos - Equipamentos de FusãoDocumento18 páginasFundição de Al - 3A. Tratamentos de Banhos - Equipamentos de FusãoMarlon BombiAinda não há avaliações
- Dureza Superficial PDFDocumento1 páginaDureza Superficial PDFRafael BolognesiAinda não há avaliações
- Capitulo05 PDFDocumento38 páginasCapitulo05 PDFGilvan PirôpoAinda não há avaliações
- Oxigenio Comprimido7782-44-7Documento9 páginasOxigenio Comprimido7782-44-7Eduardo FernandesAinda não há avaliações
- Fundamentos Da Proteção Contra Choques ElétricosDocumento59 páginasFundamentos Da Proteção Contra Choques ElétricosGabriel RochaAinda não há avaliações
- Relatorio 4 - Sintese Do Óxido de FerroDocumento8 páginasRelatorio 4 - Sintese Do Óxido de FerroMariane W. MuraseAinda não há avaliações
- Tabela Completa 5 Algarismos v1 Colorida v4Documento1 páginaTabela Completa 5 Algarismos v1 Colorida v4Camila SiebraAinda não há avaliações
- Química Analítica Qualitativa - Relatório - Propriedades Dos Cátions Do Grupo I e IIDocumento15 páginasQuímica Analítica Qualitativa - Relatório - Propriedades Dos Cátions Do Grupo I e IIRaoni Sousa SantosAinda não há avaliações
- Tratamento de AguaDocumento6 páginasTratamento de AguaRiva CavalleriAinda não há avaliações