Você também pode gostar
- APOSTILA Solda MigDocumento39 páginasAPOSTILA Solda MigRodrigo Alves100% (1)
- Tabela de Óleos Akcela Agosto 2006Documento12 páginasTabela de Óleos Akcela Agosto 2006andersonc3586100% (1)
- SENAI - Apostila Materiais Construção Mecânica 2011Documento145 páginasSENAI - Apostila Materiais Construção Mecânica 2011Ariosvaldo Zandrowski33% (3)
- MBA BSC v6 22Documento25 páginasMBA BSC v6 22Rodrigo AlvesAinda não há avaliações
- ApessoacertanolugarcertoDocumento5 páginasApessoacertanolugarcertoRodrigo AlvesAinda não há avaliações
- 5 SensosDocumento27 páginas5 Sensosphernandez_669945Ainda não há avaliações
- Ferramentas LeanDocumento7 páginasFerramentas LeanRodrigo AlvesAinda não há avaliações
- Lean TeamCharter PortuguesDocumento2 páginasLean TeamCharter PortuguesRodrigo AlvesAinda não há avaliações
- Lean VSMIcons PortuguesDocumento1 páginaLean VSMIcons PortuguesRodrigo AlvesAinda não há avaliações
- Lean KaizenMilestone PortuguesDocumento1 páginaLean KaizenMilestone PortuguesRodrigo AlvesAinda não há avaliações
- Lean ContFlowQ&I PortuguesDocumento1 páginaLean ContFlowQ&I PortuguesRodrigo AlvesAinda não há avaliações
- Lean DemandQ&I PortuguesDocumento1 páginaLean DemandQ&I PortuguesRodrigo AlvesAinda não há avaliações
- Lean CStateIcons PortuguesDocumento1 páginaLean CStateIcons PortuguesRodrigo AlvesAinda não há avaliações
- Aula02e03 - Deformacao - 2014 - AlunosDocumento82 páginasAula02e03 - Deformacao - 2014 - AlunosBeatriz GambaroAinda não há avaliações
- Avaliação Bimestral de CiênciasDocumento2 páginasAvaliação Bimestral de CiênciasDaiane Rocha QueirozAinda não há avaliações
- Tratamento de AguaDocumento6 páginasTratamento de AguaRiva CavalleriAinda não há avaliações
- Lista Dos Pontos de Fusão Dos Elementos Químicos - Wikipédia, A Enciclopédia LivreDocumento3 páginasLista Dos Pontos de Fusão Dos Elementos Químicos - Wikipédia, A Enciclopédia LivreDan RockyAinda não há avaliações
- 11 - Pintura e Conservação Do NavioDocumento15 páginas11 - Pintura e Conservação Do Naviojconde1948Ainda não há avaliações
- Dureza Superficial PDFDocumento1 páginaDureza Superficial PDFRafael BolognesiAinda não há avaliações
- Burndy - Produtos 2013 PDFDocumento12 páginasBurndy - Produtos 2013 PDFValtenorAinda não há avaliações
- Química Analítica Qualitativa - Relatório - Propriedades Dos Cátions Do Grupo I e IIDocumento15 páginasQuímica Analítica Qualitativa - Relatório - Propriedades Dos Cátions Do Grupo I e IIRaoni Sousa SantosAinda não há avaliações
- Cap 4Documento29 páginasCap 4Silvia CrisAinda não há avaliações
- Fatores de RiscoDocumento4 páginasFatores de RiscoPaulo CostaAinda não há avaliações
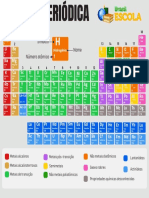
- Tabela Periodica Brasil EscolaDocumento1 páginaTabela Periodica Brasil EscolaIVETE DA SILVA CACIANOAinda não há avaliações
- Relatorio 4 - Sintese Do Óxido de FerroDocumento8 páginasRelatorio 4 - Sintese Do Óxido de FerroMariane W. MuraseAinda não há avaliações
- Relatorio 7 de Quimica P03Documento8 páginasRelatorio 7 de Quimica P03Caio ZumsteinAinda não há avaliações
- Plasnec ClampTecDocumento50 páginasPlasnec ClampTecRodrigodeFreitasAinda não há avaliações
- Construção de Máquinas - Aula 05 - Concentração de TensãoDocumento27 páginasConstrução de Máquinas - Aula 05 - Concentração de TensãowalberAinda não há avaliações
- FAG Catalogo ProdutosDocumento36 páginasFAG Catalogo ProdutosFernando SáAinda não há avaliações
- Coeficiente de EficaciaDocumento15 páginasCoeficiente de EficaciaCintiaRoneiAinda não há avaliações
- Catalogo Bioline FiosDocumento23 páginasCatalogo Bioline Fiosewellyn souzaAinda não há avaliações
- Paneleiro Colormaq Titanium 6 Portas em A oDocumento2 páginasPaneleiro Colormaq Titanium 6 Portas em A oEdu LuzAinda não há avaliações
- Exercicios de Circuito ParaleloDocumento3 páginasExercicios de Circuito ParaleloAlex MelloAinda não há avaliações
- Tabela Completa 5 Algarismos v1 Colorida v4Documento1 páginaTabela Completa 5 Algarismos v1 Colorida v4Camila SiebraAinda não há avaliações
- Capitulo05 PDFDocumento38 páginasCapitulo05 PDFGilvan PirôpoAinda não há avaliações
- Manual Solo Cimento PDFDocumento19 páginasManual Solo Cimento PDFfrancypbAinda não há avaliações
- Soldagem Arco SubmersoDocumento22 páginasSoldagem Arco SubmersoMiller C PolidorioAinda não há avaliações
- Ficha4-Equilibrio QuimicoDocumento10 páginasFicha4-Equilibrio QuimicoDenis BembeleAinda não há avaliações
- Normas e Manuais Vigentes X Substituidos - Site Ipr-Revisado-20-08-2020Documento11 páginasNormas e Manuais Vigentes X Substituidos - Site Ipr-Revisado-20-08-2020Thiago OliveiraAinda não há avaliações
- (Apostila) Teoria Dos SemicondutoresDocumento21 páginas(Apostila) Teoria Dos SemicondutoresEduardo BandeiraAinda não há avaliações
- Oxigenio Comprimido7782-44-7Documento9 páginasOxigenio Comprimido7782-44-7Eduardo FernandesAinda não há avaliações