Você também pode gostar
- Shineray Manual Do Proprietario JET 125Documento44 páginasShineray Manual Do Proprietario JET 125André Matsumoto80% (5)
- COMO ESCOLHER O MATERIAL DO QUADRO DE SUA BICICLETA - Blog Cia Do PedalDocumento12 páginasCOMO ESCOLHER O MATERIAL DO QUADRO DE SUA BICICLETA - Blog Cia Do PedalAndré MatsumotoAinda não há avaliações
- Alumínio 6061 Ou 7005 - Qual É o Melhor - Blog Cia Do PedalDocumento13 páginasAlumínio 6061 Ou 7005 - Qual É o Melhor - Blog Cia Do PedalAndré MatsumotoAinda não há avaliações
- Balanceamento de MotorDocumento4 páginasBalanceamento de MotorAndré MatsumotoAinda não há avaliações
- Como Instalar Plotter FoisonDocumento5 páginasComo Instalar Plotter FoisonAndré MatsumotoAinda não há avaliações
- O Que É LOBE SEPARATIONDocumento2 páginasO Que É LOBE SEPARATIONAndré MatsumotoAinda não há avaliações
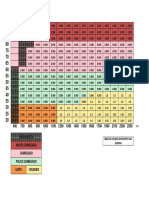
- Tabela QueimaDocumento1 páginaTabela QueimaAndré MatsumotoAinda não há avaliações
- Eletrodo Revestido - Descontinuidades Induzidas Pelo ProcessoDocumento2 páginasEletrodo Revestido - Descontinuidades Induzidas Pelo ProcessoNico MigoAinda não há avaliações
- M10-Propriedades Periodicas ElementosDocumento29 páginasM10-Propriedades Periodicas ElementosYara TavaresAinda não há avaliações
- Catalogo - Eletricos EletronicosDocumento136 páginasCatalogo - Eletricos EletronicosSany RasAinda não há avaliações
- DIAGRAMA DE FASES Aula1Documento35 páginasDIAGRAMA DE FASES Aula1Gabriella BalisaAinda não há avaliações
- Prova 8Documento3 páginasProva 8Marcos Henrique QuerinAinda não há avaliações
- Cálculo Olhal e ManilhasDocumento13 páginasCálculo Olhal e ManilhasJhonatan Beirigo100% (1)
- Rotulas, Terminais, Ponteiras e Buchas 20190408 140844 RottermDocumento72 páginasRotulas, Terminais, Ponteiras e Buchas 20190408 140844 RottermmaiquelernAinda não há avaliações
- Sousa RespostaDocumento3 páginasSousa RespostaPaulo SousaAinda não há avaliações
- Vdocuments - MX - Fispq Solda Exotermica Unisolda PDFDocumento5 páginasVdocuments - MX - Fispq Solda Exotermica Unisolda PDFtstcarlosAinda não há avaliações
- Unip - 2013 - Ec6&7p30 - Eca - Np1 - Gabarito - Ra 00-25 - Revisao r01Documento10 páginasUnip - 2013 - Ec6&7p30 - Eca - Np1 - Gabarito - Ra 00-25 - Revisao r01tecioalves2Ainda não há avaliações
- CRE001 SG PE DWG 005 01 Planta Baixa 1 PavimentoDocumento1 páginaCRE001 SG PE DWG 005 01 Planta Baixa 1 PavimentoArthur AndradeAinda não há avaliações
- Estudos Dirigidos e Problemas Resolvidos de Bioquimica IDocumento125 páginasEstudos Dirigidos e Problemas Resolvidos de Bioquimica ILucas Ricardo100% (8)
- Apostila Caldeiras Aquatubulares - SENAIDocumento31 páginasApostila Caldeiras Aquatubulares - SENAIMarcos Grisi100% (2)
- Materiais Autolimpantes Conceitos, Propriedades e AplicaçõesDocumento11 páginasMateriais Autolimpantes Conceitos, Propriedades e AplicaçõesRenan Guilherme de Oliveira GuihAinda não há avaliações
- Determinacao Da Dureza de Uma AguaDocumento3 páginasDeterminacao Da Dureza de Uma AguacamiludaAinda não há avaliações
- Odis11 Geo Questao Aula 4Documento4 páginasOdis11 Geo Questao Aula 4Susana AlvesAinda não há avaliações
- Diagrama de Ferro CarbonoDocumento25 páginasDiagrama de Ferro CarbonoToninho PorpinoAinda não há avaliações
- FISPQ Lubrifort 242Documento7 páginasFISPQ Lubrifort 242murilohhs1Ainda não há avaliações
- Tintas para FundicaoDocumento21 páginasTintas para Fundicaowillian limaAinda não há avaliações
- DIS-ETE-013 - Postes de Concreto Armado para Linhas de Subtransmissão - REV 0 PDFDocumento34 páginasDIS-ETE-013 - Postes de Concreto Armado para Linhas de Subtransmissão - REV 0 PDFJohnny Sá DiasAinda não há avaliações
- Adensamento DNER IE005 94Documento170 páginasAdensamento DNER IE005 94Anonymous IabqZQ1tkAinda não há avaliações
- Adobe - Como Fazer Tijolo de Barro (Vendramin - Foltran)Documento8 páginasAdobe - Como Fazer Tijolo de Barro (Vendramin - Foltran)Rebecca JorqueraAinda não há avaliações
- Instituto Federal Goiano - Campus Trindade Bacharelado em Engenharia ElétricaDocumento12 páginasInstituto Federal Goiano - Campus Trindade Bacharelado em Engenharia Elétricavitor ramosAinda não há avaliações
- MEDIDOR FLUXO - MANUALE MC308 CRAIND IngleseDocumento68 páginasMEDIDOR FLUXO - MANUALE MC308 CRAIND Inglesergimessilva2010Ainda não há avaliações
- Separação Do LixoDocumento48 páginasSeparação Do LixoCatarina Isabel100% (2)
- Q.I. Relatório Da Síntese Do Sulfato FerrosoDocumento1 páginaQ.I. Relatório Da Síntese Do Sulfato FerrosoThaís Janine100% (1)
- Arjo TornadoDocumento20 páginasArjo TornadoJose MoreiraAinda não há avaliações
- Processos de Obtenção Do Ferro GusaDocumento22 páginasProcessos de Obtenção Do Ferro GusaGabriel HenriqueAinda não há avaliações
- Química PPT - SoluçõesDocumento15 páginasQuímica PPT - SoluçõesQuímica PPT100% (1)
- Identif. de Polimeros MaterialDocumento27 páginasIdentif. de Polimeros MaterialmarciopremierAinda não há avaliações