Você também pode gostar
- Aula 9 - Planeamento, Coordenação e Programação de Manutenção (Cont.) & Políticas de ManutençãoDocumento18 páginasAula 9 - Planeamento, Coordenação e Programação de Manutenção (Cont.) & Políticas de ManutençãoAmurildin Abubacar IbraimoAinda não há avaliações
- Estudo de Caso Do Transformador Principal Usado Na Central Hidroeléctrica de Cahora Bassa De16Documento9 páginasEstudo de Caso Do Transformador Principal Usado Na Central Hidroeléctrica de Cahora Bassa De16Amurildin Abubacar IbraimoAinda não há avaliações
- Aula 8 - Planeamento, Coordenação e Programação de Manutenção (Cont.)Documento12 páginasAula 8 - Planeamento, Coordenação e Programação de Manutenção (Cont.)Amurildin Abubacar IbraimoAinda não há avaliações
- Abordagem Estruturalista Da AdministraçãoDocumento28 páginasAbordagem Estruturalista Da AdministraçãoAmurildin Abubacar IbraimoAinda não há avaliações
- Transformador de PotênciaDocumento23 páginasTransformador de PotênciaAmurildin Abubacar IbraimoAinda não há avaliações
- PEE-II-CENTRAIS TERMOELÉCTRICA A CARVÃO (CONSTITUIÇÃO E FUNCIONAMENTO) - G4-Romio de JesusDocumento35 páginasPEE-II-CENTRAIS TERMOELÉCTRICA A CARVÃO (CONSTITUIÇÃO E FUNCIONAMENTO) - G4-Romio de JesusAmurildin Abubacar Ibraimo0% (1)
- Instituto Superior Politécnico de SongoDocumento20 páginasInstituto Superior Politécnico de SongoAmurildin Abubacar IbraimoAinda não há avaliações
- Arranque de Máquinas de Corrente AlternadaDocumento14 páginasArranque de Máquinas de Corrente AlternadaAmurildin Abubacar IbraimoAinda não há avaliações
- Operação em Paralelo de Geradores SíncronosDocumento4 páginasOperação em Paralelo de Geradores SíncronosAmurildin Abubacar IbraimoAinda não há avaliações
- Impactos Ambientas Das Linhas de Transmissao de Energia Electrica (Recuperado Automáticamente)Documento29 páginasImpactos Ambientas Das Linhas de Transmissao de Energia Electrica (Recuperado Automáticamente)Amurildin Abubacar Ibraimo100% (1)
- Grupo 1-Fundamentos de Maquinas de Corrente Alternada - AI-AB-VD-YMDocumento29 páginasGrupo 1-Fundamentos de Maquinas de Corrente Alternada - AI-AB-VD-YMAmurildin Abubacar IbraimoAinda não há avaliações
- A Tensão Interna Gerada Por Um Gerador SíncronoDocumento4 páginasA Tensão Interna Gerada Por Um Gerador SíncronoAmurildin Abubacar IbraimoAinda não há avaliações
- Imãs e Eletroimãs - Newton C. BragaDocumento8 páginasImãs e Eletroimãs - Newton C. BragaCalfdutyDutyAinda não há avaliações
- 010 - APR - AbastecimentoDocumento8 páginas010 - APR - Abastecimentovictor100% (2)
- Fichamento 15 Anos de Politica EconomicaDocumento9 páginasFichamento 15 Anos de Politica EconomicaDaniela AnandaAinda não há avaliações
- TD028FIS12 AFA EFOMM Dinamica Impulsiva FisicaDocumento23 páginasTD028FIS12 AFA EFOMM Dinamica Impulsiva FisicaIsaac Santos 705Ainda não há avaliações
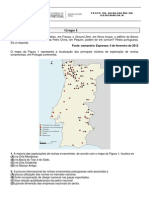
- Grupo I: Teste de Avaliação de Geografia ADocumento10 páginasGrupo I: Teste de Avaliação de Geografia AMaria de SousaAinda não há avaliações
- Minuta de Lei Condominio de LotesDocumento4 páginasMinuta de Lei Condominio de LotesLuiz Roberto MeneguettiAinda não há avaliações
- A Exploração Racional Do MeioambienteDocumento6 páginasA Exploração Racional Do MeioambienteJUNIORAinda não há avaliações
- Prova Medicina 2009Documento10 páginasProva Medicina 2009Diego Santos SiqueiraAinda não há avaliações
- IM Módulo de InterfaceDocumento10 páginasIM Módulo de InterfaceJosé Domingos FerreiraAinda não há avaliações
- ABNT NBR 6869 - Líquidos Isolantes Elétricos - Determinação Da Rigidez Dielétrica - Eletrodos de Disco Dez 1989Documento4 páginasABNT NBR 6869 - Líquidos Isolantes Elétricos - Determinação Da Rigidez Dielétrica - Eletrodos de Disco Dez 1989lfscottAinda não há avaliações
- 408 920 1 PBDocumento11 páginas408 920 1 PBNehemias Curvelo PereiraAinda não há avaliações
- Daikin - Codigos de ErrosDocumento1 páginaDaikin - Codigos de ErrosClemilson Faria100% (1)
- ExotermicoDocumento95 páginasExotermicoKayo CesarAinda não há avaliações
- 13 R3MO Nao Controlado Resistivo 17 11 21Documento20 páginas13 R3MO Nao Controlado Resistivo 17 11 21Gabriel GustavoAinda não há avaliações
- NBR 09368 - 1987 - Transformadores de Potência de Tensões Máximas Até 145 KV - Características Elétricas e MecânicasDocumento33 páginasNBR 09368 - 1987 - Transformadores de Potência de Tensões Máximas Até 145 KV - Características Elétricas e MecânicasDavid Vichi de Brito0% (1)
- Fg9001y Fg9002y 6328c53d439d2Documento29 páginasFg9001y Fg9002y 6328c53d439d2wilton rochaAinda não há avaliações
- PRDNE v.09.10.2019Documento220 páginasPRDNE v.09.10.2019faacscribdAinda não há avaliações
- Auto Conformidade Processo Simplificado MaxissoDocumento1 páginaAuto Conformidade Processo Simplificado Maxissomarcos henriqueAinda não há avaliações
- Obtención de Bioproductos Por Pirólisis Lenta de Cascarillas de Café y Cacao para Su Posible Uso Como Fuentes de Energía y FertilizantesDocumento7 páginasObtención de Bioproductos Por Pirólisis Lenta de Cascarillas de Café y Cacao para Su Posible Uso Como Fuentes de Energía y FertilizantesAntonio PerezAinda não há avaliações
- Simulado ITA 1Documento32 páginasSimulado ITA 1MIKEAinda não há avaliações
- Apostila EFM Ar Condicionado PDFDocumento81 páginasApostila EFM Ar Condicionado PDFJefferson Silva0% (1)
- Apostila 2 Série - 4º Bimestre - IndbDocumento14 páginasApostila 2 Série - 4º Bimestre - IndbBárbara Alves de OliveiraAinda não há avaliações
- Logica SequencialDocumento2 páginasLogica SequencialventooesteAinda não há avaliações
- Mod. Contrato - Celesc - Pode de ÁrvoresDocumento30 páginasMod. Contrato - Celesc - Pode de ÁrvoresRenato BattistiAinda não há avaliações
- Guia Do Aluno Treinamento CH 570-670 Jan - 2016-1Documento161 páginasGuia Do Aluno Treinamento CH 570-670 Jan - 2016-1Felipe Xulipa50% (2)
- Exercicio 08 - Prende Fura - ISO - A4 PDFDocumento1 páginaExercicio 08 - Prende Fura - ISO - A4 PDFRafael MarquesAinda não há avaliações
- Simulado Enem - Prova de Ciências Da NaturezaDocumento13 páginasSimulado Enem - Prova de Ciências Da NaturezaViviane Ruffo100% (5)
- Palestra EPIDocumento11 páginasPalestra EPIMarcelo SantosAinda não há avaliações
- Matriz de Jones - Projeto NavalDocumento2 páginasMatriz de Jones - Projeto NavalCarolina Plaster PetrisAinda não há avaliações
- Teste IV 8Documento4 páginasTeste IV 8Lilian SouzaAinda não há avaliações