Você também pode gostar
- Exercícios - Inspeção AmostragemDocumento2 páginasExercícios - Inspeção Amostragemfernanda CruzAinda não há avaliações
- Exercícios - Causas Comuns e Especiais de VariaçãoDocumento1 páginaExercícios - Causas Comuns e Especiais de Variaçãofernanda CruzAinda não há avaliações
- Atividade - Diagrama Homem MáquinaDocumento1 páginaAtividade - Diagrama Homem Máquinafernanda CruzAinda não há avaliações
- Aula - Estudo de Tempos - Cronoanálise 01Documento49 páginasAula - Estudo de Tempos - Cronoanálise 01fernanda CruzAinda não há avaliações
- Aula - História Tempos e MovimentosDocumento23 páginasAula - História Tempos e Movimentosfernanda CruzAinda não há avaliações
- Aula - Técnicas para Registro de OperaçõesDocumento25 páginasAula - Técnicas para Registro de Operaçõesfernanda CruzAinda não há avaliações
- Manual - LSE11 - Eletrolux Lavadora e SecadoraDocumento28 páginasManual - LSE11 - Eletrolux Lavadora e SecadoraLuccas Alves Gaulia100% (1)
- 3A - Processo de AuditoriaDocumento11 páginas3A - Processo de AuditoriaWalace Nello Rodrigues SerodioAinda não há avaliações
- Higienização em Redes de Dutos de Ar CondicionadoDocumento41 páginasHigienização em Redes de Dutos de Ar CondicionadoMauro GreffAinda não há avaliações
- Atividade de Geografia AdaptadaDocumento4 páginasAtividade de Geografia AdaptadaAna Lígia LopesAinda não há avaliações
- Capítulo 1 - Roteiro Básico para Entender A Lei de Zoneamento VigenteDocumento14 páginasCapítulo 1 - Roteiro Básico para Entender A Lei de Zoneamento Vigentesmdu_pmsp75% (4)
- Manual LG Lava e SecaDocumento44 páginasManual LG Lava e SecaDaniel QuadrosAinda não há avaliações
- Prova 013Documento5 páginasProva 013Girlene MedeirosAinda não há avaliações
- Ponte de ÖresundDocumento3 páginasPonte de ÖresundKaio CesarAinda não há avaliações
- Organização de Manutenção: Guia DaDocumento36 páginasOrganização de Manutenção: Guia DaJerry SantanaAinda não há avaliações
- Manual UsuarioDocumento6 páginasManual UsuarioluciliogomesAinda não há avaliações
- Certificado Básico NR-10 Turma Eletricista Predial 2Documento3 páginasCertificado Básico NR-10 Turma Eletricista Predial 2André FerreiraAinda não há avaliações
- Industria e Comercio - CRCaetanoDocumento19 páginasIndustria e Comercio - CRCaetanoCaetano Caetano100% (6)
- Terraçus G5Documento173 páginasTerraçus G5Cláudio Vinicius BortoliAinda não há avaliações
- Horário Disciplinas 2016 1Documento1 páginaHorário Disciplinas 2016 1Wagner Sousa SantosAinda não há avaliações
- Documento 15Documento4 páginasDocumento 15Daiana silvaAinda não há avaliações
- Fiat Strada Adventure CDDocumento4 páginasFiat Strada Adventure CDkledsonribeiro0% (1)
- Síntese Do Cloreto de Pentaaminclorocobalto (III)Documento12 páginasSíntese Do Cloreto de Pentaaminclorocobalto (III)Fabio Aleixo100% (1)
- Job-Catalogo-Mainline-Bus 2020 Paginado v4Documento6 páginasJob-Catalogo-Mainline-Bus 2020 Paginado v4Diego ManicaAinda não há avaliações
- Rafael Tamanini Machado - Projeto Estrutural de Edifícios Com Estrutura de Aço PDFDocumento267 páginasRafael Tamanini Machado - Projeto Estrutural de Edifícios Com Estrutura de Aço PDFmateus456Ainda não há avaliações
- Apostila - Introdução À AdministraçãoDocumento78 páginasApostila - Introdução À AdministraçãoPaulo Henrique100% (1)
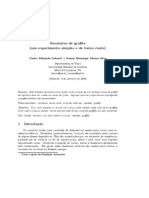
- Reostatos de GRAFITEDocumento6 páginasReostatos de GRAFITELuis Filipe RosaAinda não há avaliações
- GHEs Frescais 1° e 2° Turno Com AlteraçõesDocumento2 páginasGHEs Frescais 1° e 2° Turno Com AlteraçõesluanAinda não há avaliações
- Exercício ResolvidoDocumento8 páginasExercício ResolvidoLucas Mutti SantanaAinda não há avaliações
- Ricardo Vargas Ferramentas Controle Qualidade PPT PTDocumento25 páginasRicardo Vargas Ferramentas Controle Qualidade PPT PTVinicius MartinsAinda não há avaliações
- Catalogo de OportunidadesDocumento31 páginasCatalogo de OportunidadesRaxplorerAinda não há avaliações
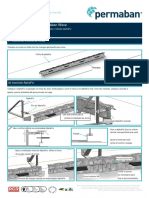
- Permaban Wave Installation Guide AlphaFix V2Documento4 páginasPermaban Wave Installation Guide AlphaFix V2Inteligencia MercadoAinda não há avaliações
- Ppra - J - & - M - 2011 - FinalDocumento45 páginasPpra - J - & - M - 2011 - FinalPedro GermanoAinda não há avaliações
- Repositorio de Erros - Validacao NF-e EstadualDocumento12 páginasRepositorio de Erros - Validacao NF-e EstadualFelipe David100% (1)
- Portfolio Podium Engenharia e Consultoria - Detalhado 2018 - ModeloDocumento16 páginasPortfolio Podium Engenharia e Consultoria - Detalhado 2018 - ModeloMárcio MontenegroAinda não há avaliações
- Dicas ExitsDocumento3 páginasDicas ExitsFábio AlmeidaAinda não há avaliações
- Consultoria Especializada e Estratégias De Trade De ForexNo EverandConsultoria Especializada e Estratégias De Trade De ForexAinda não há avaliações
- Comandos ElétricosNo EverandComandos ElétricosAinda não há avaliações
- Roadmap back-end: Conhecendo o protocolo HTTP e arquiteturas RESTNo EverandRoadmap back-end: Conhecendo o protocolo HTTP e arquiteturas RESTNota: 4.5 de 5 estrelas4.5/5 (2)
- Trading online de uma forma simples: Como aprender o comércio em linha e descobrir as bases para uma negociação bem sucedidaNo EverandTrading online de uma forma simples: Como aprender o comércio em linha e descobrir as bases para uma negociação bem sucedidaNota: 5 de 5 estrelas5/5 (1)
- Trincas e Fissuras em Edificações: causadas por recalques diferenciaisNo EverandTrincas e Fissuras em Edificações: causadas por recalques diferenciaisAinda não há avaliações
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Tudo Sobre A Tecnologia Blockchain: O Guia Mais Completo Para Iniciantes Sobre Carteira Blockchain, Bitcoin, Ethereum, Ripple, DashNo EverandTudo Sobre A Tecnologia Blockchain: O Guia Mais Completo Para Iniciantes Sobre Carteira Blockchain, Bitcoin, Ethereum, Ripple, DashAinda não há avaliações
- Nr-12 - Segurança No Trabalho Em Máquinas E EquipamentosNo EverandNr-12 - Segurança No Trabalho Em Máquinas E EquipamentosAinda não há avaliações
- HACKED: O Livro Guia Definitivo De Linux Kali E Hacking Sem Fio Com Ferramentas De Testes De Segurança E DeNo EverandHACKED: O Livro Guia Definitivo De Linux Kali E Hacking Sem Fio Com Ferramentas De Testes De Segurança E DeAinda não há avaliações
- Blockchain Ethereum: Fundamentos de arquitetura, desenvolvimento de contratos e aplicaçõesNo EverandBlockchain Ethereum: Fundamentos de arquitetura, desenvolvimento de contratos e aplicaçõesAinda não há avaliações
- Modelos De Laudos Para Avaliação De Imóveis Urbanos E RuraisNo EverandModelos De Laudos Para Avaliação De Imóveis Urbanos E RuraisAinda não há avaliações