Escolar Documentos
Profissional Documentos
Cultura Documentos
Análise de Vibrações
Análise de Vibrações
Enviado por
Guto BelotoDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Análise de Vibrações
Análise de Vibrações
Enviado por
Guto BelotoDireitos autorais:
Formatos disponíveis
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
1
ENSAIO DE VIBRAES
Lucas Nunes
Renato Andrade
Vincius Antunes
Professor Jean De Paola
ENGENHARIA MECATRNICA
5 SEMESTRE 2009
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
2
NDICE
INTRODUO ........................................................................................................................................ 3
HISTRIA ............................................................................................................................................... 4
O QUE VIBRAO ................................................................................................................................ 6
PORQUE FAZER UM ENSAIO DE VIBRAES........................................................................................... 7
INSTRUMENTOS E COMO FEITO O ENSAIO .......................................................................................... 8
INSTRUMENTOS ............................................................................................................................................ 8
COMO FEITO O ENSAIO .............................................................................................................................. 10
LIMITES RECOMENDADOS (ISO-10816-6)...................................................................................................... 13
MANUTENO ..................................................................................................................................... 16
MANUTENO PREVENTIVA ......................................................................................................................... 16
MANUTENO CORRETIVA ........................................................................................................................... 16
MANUTENO PREDITIVA ............................................................................................................................ 17
COMPARAO COM OUTROS ENSAIOS ............................................................................................... 17
CUSTOS ................................................................................................................................................ 18
EQUIPAMENTOS ......................................................................................................................................... 18
TREINAMENTO ........................................................................................................................................... 18
TERCEIRIZAO .......................................................................................................................................... 19
BIBLIOGRAFIA ...................................................................................................................................... 20
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
3
Introduo
O emprego da anlise de vibrao, uma das ferramentas fundamentais para
monitoramento da condio, vem sendo desenvolvido extensivamente por um perodo
de aproximadamente 35 anos. Com o desenvolvimento paralelo de equipamentos
eletrnicos, transdutores, computadores e softwares, a superviso de mquinas, hoje
em dia, praticamente automtica.
Atualmente os gerentes de fbricas tm enfrentado problemas gerais, tais como maior
disponibilidade de mquinas, reduo de mo-de-obra e problemas diversos inerentes
a qualquer unidade produtiva.
Com isso a busca de ferramentas que possibilitem esses fatos tornou-se intensa, uma
destas alternativas o acompanhamento preditivo, tambm conhecido por
Manuteno por Condio ou Manuteno Preditiva.
A anlise de vibraes dentre as ferramentas do controle preditivo, a que apresenta
o melhor custo / benefcio. Ela fornece dados para que possamos prolongar a vida do
equipamento com informaes obtidas durante a vida do mesmo, eliminando desvios
e problemas de montagens que reduzem significativamente a vida til dos
equipamentos.
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
4
HISTRIA
Nascida a partir de uma necessidade da manuteno, a Anlise de Vibraes
caminha junto com a modernidade, como uma tcnica eficaz no monitoramento de
mquinas.
De 1969 at meados de 1970 empregavam-se mtodos simples, juntamente com uma
observao cuidadosa do comportamento da mquina e, na maioria das vezes,
reforado com manutenes freqentes. Instrumentos elementares eram, muitas
vezes, usados para medir e registrar os valores a partir dos quais se baseavam a
deteco de falhas e as decises de manuteno. Este mtodo exigia pessoal de
manuteno altamente treinado e experiente para garantir operao eficiente e evitar
falhas catastrficas.
Durante a dcada de 1970 ocorreram desenvolvimentos bsicos na instrumentao
analgica e nos computadores Mainframe. Acelermetros, Tradutores de Velocidades,
Pick-Ups de Deslocamento foram desenvolvidos e adaptados para os requisitos da
demanda industrial. Normas e diretrizes forneceram informaes sobre sua utilizao
e formaram a primeira base do conhecimento para a descrio e determinao de
falhas. Os instrumentos analgicos tornaram-se populares, tais como, medidores de
vibraes portteis e registradores, porm, eram pesados e incmodos. Se a empresa
tivesse acesso a um computador Mainframe, os dados podiam ser armazenados, de tal
forma que, as primeiras estratgias de manuteno puderam ser desenvolvidas.
Embora alguns instrumentos digitais j estivessem disponveis durante o incio da
dcada de 70, desenvolvimento importantes ocorreram no final dos anos 70 e incio
dos 80, em virtude da disponibilidade de novos microprocessadores. Os circuitos
puderam ser miniaturizados, reduzindo as dimenses e o peso dos instrumentos e,
permitindo que os dados pudessem ser manipulados em alta velocidade. Uma
caracterstica muito importante da anlise de freqncia foi a computao eficiente do
FFT (Fast-Fourier-Transformation) de medies multicanal e, segundos ou minutos e a
capacidade de armazenar os dados para decises futuras. A armazenagem de dados
por longo prazo tornou-se prtica aceita.
A partir de meados de 1980, os desenvolvimentos comearam a ser associados so
computador desktop, equipamentos de interface e software. Muitos fabricantes
passaram a produzir instrumentos manuais para medio, registro e anlise
instantneas das variveis. As informaes sobre um componente de mquina, em
geral, ficam diretamente disponveis no instrumentos de medio (por exemplo desvio
padro). Isso facilita a deciso sobre estratgias de manuteno e, portanto, a pessoa
que deve tomar a deciso no necessitas mais possuir um alto nvel de especializao.
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
5
Algumas empresas j desenvolveram conjuntos de software que permitem que todo o
processo e condio real da mquina sejam monitorados automaticamente, realizando
todo o trabalho de anlise de medio e diagnstico de problemas, seguida de
estratgias de ao e manuteno.
A dcada de 1990 foi marcante pela miniaturizao da instrumentao, pela aquisio
de dados e pelas unidades de processamento dos dados. A instrumentao tornou-se
mais simples para operar e os problemas puderam ser analisados com a ajuda de
sistemas baseados no conhecimento. Sistemas sensores foram combinados com pr-
processamento eletrnico de dados e conjuntos multisensores, o que possibilitou o
estudo no apenas de um nico componente de mquina, mas o de transparentes. Em
meados dos anos 90, iniciou-se o monitoramento com unidades de controle central,
interligando o conhecimento e as experincias dos clientes, dos fabricantes de
mquinas e das companhias de seguro. Muito diferente dos primeiros sistemas de
monitoramento de condio que confiavam apenas em poucos especialistas que
possuam conhecimento da instrumentao e das tcnicas de anlises.
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
6
O QUE VIBRAO
Definio:
qualquer movimento que se repete, regular ou irregularmente, depois de um
intervalo de tempo.
Vibrao o efeito oscilatrio de corpos materiais. Sendo movimento, chamada
vibrao mecnica.
Quando atravs do tato, sentimos a oscilao de uma corda de violo, por exemplo,
sabemos intuitivamente o que uma vibrao mecnica e podemos, inclusive, ver o
seu movimento. Todos os materiais podem vibrar e a maneira com que iro vibrar,
depende das caractersticas do prprio material e da excitao externa.
Considere-se como modelo vibratrio, uma mola presa ao teto que tenha um peso na
sua extremidade livre. Inicialmente a mola se encontra em posio de equilbrio, mas,
se o peso for deslocado a uma certa distncia e solto em seguida, a mola iniciar um
movimento oscilatrio em torno da sua posio de equilbrio. A maior distncia que a
mola atinge em relao a seu ponto de equilbrio chamada amplitude de movimento,
e o tempo que a mesma leva pra completar um ciclo chama-se Perodo. O nmero de
vezes que ela oscila em um segundo chamado freqncia do movimento e sua
unidade o Hertz [Hz]. Um Hertz corresponde a um ciclo por segundo.
Alm da freqncia e da amplitude das vibraes mecnicas, so tambm geralmente
consideradas as velocidades e aceleraes do corpo vibrante.
Figura 1
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
7
PORQUE FAZER UM ENSAIO DE VIBRAES
Antigamente, a anlise de vibrao era empregada principalmente para determinar
falhas e condies operacionais crticas. Hoje em dia, a demanda para monitoramento
da condio e da anlise de vibrao no so limitadas apenas minimizar as
consequncias de falhas em mquinas, mas utilizao dos recursos existentes de
forma mais eficiente.
O aumento exponencial da capacidade dos computadores, da velocidade de clculo e
da telecomunicao permitiu que novas tcnicas de anlise pudessem ser
implementadas em sistemas modernos de monitoramento de processo, tais como
fuzzy logics e redes neurais, como ferramentas para sistemas automticos de controle
e de classificao de sinal. Atualmente, sistemas modernos de monitoramento da
vibrao, em geral, sugerem a possibilidade de ocorrncia de falhas. Como resultado,
muitas vezes alarmes so acionados sem fornecer indicao das fontes originais de
excitao.
Ferramentas de anlise e tcnicas de diagnstico devem ser implementadas para a
determinao e classificao da condio real da mquina. Falhas e condies de
operao desfavorveis podem ser diagnosticadas e localizadas na origem. O
fundamental utilizar o contedo das informaes de sinais de vibrao medidos e os
parmetros do processo pela extrao de um padro significativo, para detectar
avarias nos seus estgios iniciais e, tambm, para indicar falha na liderana
organizacional e / ou na condio de operao.
Os casos de estudos apresentados mostram os resultados de um sistema de
monitoramento de vibrao que detecta, diagnostica e localiza condies de operao
defeituosas em seu estgio inicial, a fim de prevenir falhas graves. A deteco inicial de
um defeito em um mancal de uma caixa de engrenagem e a possibilidade de troca
imediata pode evitar uma grave avaria na roda dentada. O desgaste de um mancal
radial em uma turbomquina pode causar frico das lminas na carcaa ou na
vedao labirntica, destruindo a mquina e causando um prejuzo da ordem de
milhes de US$ em reparos. Condies de operao falhas, que excedam os nveis de
vibrao, como, por exemplo, durante os procedimentos de liga e desliga, reduzem o
tempo de vida til da mquina.
A condio da mquina, suas falhas e avarias em andamento podem ser identificadas
em mquinas em operao por sintomas de defeitos, por exemplo, vibrao mecnica,
rudos transmitidos pelo ar e mudanas nos parmetros de processo, como
temperatura, presso e eficincia.
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
8
INSTRUMENTOS E COMO FEITO O ENSAIO
Instrumentos
Para atender as demandas de uma anlise de vibrao completa ser necessria uma
instrumentao especfica da unidade a ser supervisionada, onde o deslocamento,
velocidade e pick-ups de acelerao so empregados. Matematicamente, esses valores
descritivos bsicos podem ser transformados uns nos outros por integrao,
respectivamente, por diferenciao. Praticamente, a escolha dos sensores depende
das excitaes a serem determinadas. Os acelermetros
1
apresentam um
comportamento de amplitude constante sobre todas as frequncias, e, portanto,
podem ser empregados para detectar sinais de intensidades de frequncia baixa e alta,
enquanto os sensores de velocidade apresentam amortecimento da amplitude
proporcional a 1/F
2
, sensores de deslocamento amortecem a amplitude na relao
1/F
2
. Esse efeito ser favorvel se observarmos a condio de equilbrio dos rotores,
em razo da reduo automtica de amplitudes de sinais de alta frequncia por conta
da frico, engrenagens, etc. que sobrepem os componentes de velocidade rotacional
de baixa frequncia. No caso de falhas nos elementos rolantes das engrenagens, que,
de maneira geral, excitam pulsos de alta frequncia em virtude da interao dos
elementos rolantes e dos condutores, os acelermetros so os mais indicados.
O Acelermetro NK 20 de Ao Inox e ideal para aplicaes em Campo. J o
Acelermetro NK 25 fabricado em lato e tem o nome de Acelermetro Protegido
pela sua resistncia;pois, sua principal aplicao para ambientes industriais.
1
Acelermetro conhecido tambm por Sensor de Vibrao
2
F = Frequncia de Excitao
Acelermetro NK 20
Figura 2
Acelermetro NK 25
Figura 3
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
9
A escolha do sensor depende, em grande parte, das frequncias a serem analisadas,
onde a acelerao, em geral, cobre frequncias de 0 a 20 KHz, velocidades de 2 Hz a 2
KHz e deslocamento de 0 a 300 Hz. Existem diversas tcnicas que podem ser utilizadas
sozinhas ou combinadas para identificar padres de vibrao.
Finalmente, a resposta de um sistema de monitoramento da vibrao, no incio das
falhas e condies de operao inadequadas, depende, basicamente, da
instrumentao utilizada. Quanto mais rpida for necessria uma resposta, mais
indicado ser o uso de um sistema hard-wired
3
do que coletores de dados portteis.
Onde a ocorrncia de falhas for maior, ser mais fcil justificar os custo, por exemplo,
grandes turbinas a vapor, normalmente, so monitoradas permanentemente,
enquanto equipamentos auxiliares, como bombas a vcuo podem ser inspecionadas
por unidades portteis.
Sistemas de monitoramento da condio, baseados em medies da vibrao,
provaram sua superioridade, no passado, em razo da reflexo de avarias significativas
no comportamento da vibrao, determinada por medio da acelerao, velocidade e
deslocamento. Para atingir essas metas, nos ltimos 30 anos, mquinas de grande
porte so equipadas com sistemas de monitoramento da condio, os quais
identificam distrbios na operao rotineira da mquina, principalmente, os nveis
de vibrao.
3
Diferente dos instrumentos portteis, trata-se de uma anlise constante da mquina com sensores via
cabos conectados diretos em um hardware (computador), agilizando o tempo de resposta.
Sensores de Vibrao em Turbina a Vapor
Figura 4
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
10
A Figura 4 (pgina 9) nos mostra a instrumentao de vibrao de uma turbina a vapor
de 920 MW, que consiste de transdutores de correntes parasitas para determinar o
deslocamento e a expanso relativa do rotor, transdutores de velocidade para
monitorar a vibrao do bloco de mancal e acelermetros opcionais para medir
excitaes de alta frequncia durante situaes de frico. Neste caso, acelermetros
adicionais e pick-ups de deslocamento, dentro do mancal radial / axial combinado
entre HP-IP devem ajudar a resolver e constatar problemas de alinhamento causados
por efeitos trmicos e de expanso.
Dependendo da dimenso, das fontes de excitao e da importncia de uma
determinada mquina para as condies de operao da planta, a instrumentao
empregada pode ser a menor, como por exemplo, no caso de laminadores ou
ventiladores de ar, onde uma instrumentao com acelermetros no mancal ser
suficiente.
Como feito o Ensaio
Para otimizar limites especficos de falhas e determinar padres de diagnsticos em
sinais de vibrao e de acelerao em mquinas rotatrias realizam-se simulaes de
falhas em diferentes bancadas de ensaio, como por exemplo, simulao de frico em
turbomquinas, estudo de elementos rolantes e mancais radiais, bombas centrfugas e
superviso de turbina, assim como, monitoramento da cavitao. As assinaturas
obtidas servem como base para determinar falhas e assinaturas especficas de
operao de mquinas rotatrias em usinas de gerao de energia eltrica, tais como,
turbinas a vapor, bombas de alimentao de caldeira, ventiladores, vlvulas de vapor,
etc., assim como, em aplicaes industriais de sistemas de controle de qualidade e
linhas de produo. Para fechar o ciclo de estudo, aplicam-se clculos de elementos
finitos, para avaliar o comportamento de vibrao de elementos de estrutura ou
constatar fontes de excitao por simulao de vazo de fuidos.
Independente da sofisticao do equipamento, a qualidade das medies e sua
interpretao so, at o presente, dependentes da criatividade do operador, onde os
dados de aquisio de sinais de vibrao so considerados em quatro sees de:
Bsico eltrico e princpios eletrnicos;
Tipos de sinal, interferncia e transmisso;
Amplificadores elementares e projeto do filtro, e;
Aquisio e processamento dos sinais de vibrao.
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
11
A aquisio e processamento de dados so feitas atravs de um sistema tradicional de
monitoramento da condio e empregado para relatar qualquer distrbio ou
mudanas significativas na condio da mquina. Sua principal funo prevenir danos
mais graves na mquina, danos consequentes e tempos ociosos no programados na
produo. A finalidade do sistema processar valores caractersticos dos sinais de
vibrao recebidos, realizar comparaes de limite, dar alarme, e, mesmo, desligar o
sistema de acordo com as especificaes e sugestes determinadas por diversas
normas e diretrizes nacionais e internacionais como (ISSO, IEC, DIN, VDI, API, ASME,
Etc.).
O critrio de avaliao de vibrao radial de mquinas rotatrias o valor mximo e
efetivo da vibrao medida por dois dispositivos ortogonais. Se for usada apenas uma
medio da direo, deve-se tomar cuidado para garantir que ela fornea a informao
adequada. Neste contexto, deve-se assegurar que as medies representam a vibrao
na carcaa do mancal e no incluam ressonncias ou amplificaes locais. As
localizaes e direes para medio da vibrao devem ser aquelas que forneam
sensibilidade adequada s foras hidrulicas da mquina, sob diversas condies de
operao. Tipicamente, em geral, sero necessrias duas medies radiais ortogonais
em cada tampa de mancal.
A vibrao medida na guia inferior do mancal de mquinas verticais pode, algumas
vezes, ser mal interpretada; nveis de vibrao medidos em tais mancais e seus
suportes auxiliares, os quais esto rigidamente incorporados na construo, so
produzidos por foras hidrulicas, transmitidas diretamente da mquina hidrulica
atravs da fundao. Tal vibrao no, necessariamente, fornece a imagem correta da
vibrao de sistemas de eixos rotatrios.
Para a finalidade de monitoramento, apenas em alguns casos as posies de medies
podem ser reduzidas para as mais importantes, principalmente, em conjuntos de
mquinas com quatro ou mais mancais. A seleo deve ser baseada na anlise de
desempenho da vibrao. As localizaes preferenciais para medies devem, quando
possvel, ser aquelas que produzem eventos perturbadores mais significativos nas
amplitudes da carcaa do mancal. Tais posies podem ser determinadas por
medies de ensaio.
A instalao de um nico transdutor no pedestal ou carcaa do mancal, em posio
ligeiramente inclinada, , em geral, considerada adequada para monitoramento
contnuo de bombas. Para monitoramento da vibrao axial de uma mquina, como
regra geral, suficiente um transdutor montado no mancal de empuxo.
Medies absolutas de vibrao em carcaa de mancal so geralmente feitas em
conjuntos de mquinas usando transdutores ssmicos (ISSO 10816-5).
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
12
O trabalho de medio requer que as medies sejam feitas nas partes expostas, que
so normalmente acessveis e representativas do suporte da estrutura.
Conforme instrues do prprio manual do instrumento NK 300, fabricado pela
Tekniko, veremos as principais posies nas figuras abaixo:
O nvel de vibrao na direo horizontal em geral o mais alto, pois o sentido em
que as mquinas tem maior liberdade de movimento.
Se o nvel de vibrao na direo vertical for maior do que na direo horizontal,
geralmente existe um problema de fixao.
Figura 5
Figura 6
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
13
Se houver um nvel de vibrao elevado na direo axial, pode estar ocorrendo
desalinhamento.
Deve-se tomar cuidado para garantir que qualquer sinal processado no afete de
forma diversa a preciso exigida pelo sistema de medio. Isto pode ser constatado
calibrando-se a linha de medio completa por excitao mecnica definida, por
exemplo, misturador. Tanto a resposta da frequncia quanto as amplitudes de
vibraes medidas so afetadas pelo mtodo de colocao do transdutor. muito
importante manter um bom acoplamento entre o transdutor e a mquina, de outra
forma, isto pode ser um problema. Colar, teoricamente, possvel, mas em virtude das
condies ambientais e por razo de segurana, prefere-se parafusar os sensores.
Parafuso de instrumentos antigos podem ser utilizados. Em unidade maiores, placas de
ao podem ser soldadas sem causar influncia a carcaa.
Limites Recomendados (ISO-10816-6)
Zona A: Vibrao de mquinas recentes instaladas.
Zona B: Mquinas com vibrao normalmente aceita, para operao sem restrio a
longo prazo.
Zona C: Mquinas com vibrao considerada insatisfatria para operao contnua.
Geralmente, a mquina pode ser operada por um perodo limitado nessa condio, at
que ocorra uma oportunidade para corretiva.
Figura 7
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
14
Zona D: Valores de vibrao dentro desta zona so, normalmente, considerados
suficientemente graves para causar danos mquina.
Os valores numricos atribudos s zonas no tem a inteno de servir como
especificao de aceitao, as quais devem estar sujeitas acordos entre o fabricante
da mquina e o cliente. Os limites da zona, entretanto, devem garantir que defeitos
grosseiros ou requisitos irrealistas sejam evitados.
De acordo com o ISO-10816-1, existem limites recomendados para diferentes classes
de mquinas, conforme tabela abaixo:
Classe I: Partes individuais de motores e mquinas, integralmente conectada
mquina completa em sua condio de operao normal.
Classe II: Mquinas de tamanho mdio sem fundao especial como motores eltricos
de 15 KW 75 KW, motores ou mquinas montados rigidamente sobre fundao
especial at 300 KW.
Nvel de Vibrao de mquinas recentemente colocadas em
Funcionamento
Nvel de Vibrao aceitvel para Operao Contnua da Mquina
por um longo perodo
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
15
Nvel de Vibrao inaceitvel para Operao Contnua da
Mquina por um longo perodo. Deve ser feito a manuteno do
Equipamento
Nvel de Vibrao suficiente para causar danos ao Equipamento.
Deve ser revisado imediatamente
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
16
MANUTENO
Manuteno Preventiva
Manuteno preventiva consiste no conjunto de procedimentos e aes antecipadas
que visam manter a mquina em funcionamento. Ela obedece um padro previamente
esquematizado, que estabelece paradas peridicas com a finalidade de permitir a
troca de peas gastas por novas, assegurando assim o funcionamento perfeito da
mquina por um perodo pr-determinado.
O processo preventivo de manuteno um mtodo aprovado e adotado atualmente
em todos os setores industriais, pois abrange desde uma simples reviso com
paradas que no obedecem a uma rotina at a utilizao de sistemas de auto ndice
tcnico.
A manuteno preventiva abrange cronogramas dos quais so tratados planos e
revises peridicas (por tempo ou por medidor de monitoramento).
Manuteno Corretiva
A manuteno corretiva a manuteno que ocorre somente quando a falha
ocorrida;ou seja, s feito a manuteno quanto a mquina j est quebrada.
Reparo no planejado, parada no planejada antecipadamente;
Desencadeia perda de produtividade;
Disponibilidade imediata do pessoal;
Servios especiais Tcnicos experientes e especializados;
Imediata disponibilidade de peas;
Alto custo do servio de reparo;
Servios Surpresa emergenciais, atrapalham o cronograma dos servios
planejados.
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
17
Manuteno Preditiva
A manuteno Preditiva um tipo de ao preventiva baseada no conhecimento das
condies de cada um dos componentes das mquinas e equipamentos.
Manuteno Preditiva aquela que indica as condies reais de funcionamento das
mquinas com base em dados que informam o seu desgaste ou processo de
degradao das mesmas, obtidos atravs de uma monitorao ou diagnstico. Trata-se
da manuteno que prediz o tempo de vida til dos componentes das mquinas e
equipamentos e as condies para que esse tempo de vida seja bem aproveitado, at
mesmo prolongado.
Esses dados so obtidos por meio de acompanhamento do desgaste de peas vitais de
conjuntos de mquinas e equipamentos. Testes peridicos so efetuados para
determinar a poca adequada para substituio ou reparos de peas.
Determinar, antecipadamente, a necessidade de servios de manuteno de
uma pea especfica de um equipamento;
Eliminar desmontagens desnecessrias para inspeo;
Aumentar o tempo de disponibilidade dos equipamentos;
Reduzir o trabalho de emergncia no planejado;
Impedir o aumento dos danos;
Aproveitar a vida til total dos componentes de um equipamento.
COMPARAO COM OUTROS ENSAIOS
No existe comparao com o Ensaio de Vibraes;pois, no existe um outro ensaio
com um objetivo em comum.
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
18
CUSTOS
Equipamentos
NK 300 (Tekniko)
R$ 4.500,00 R$ 6.300,00
Itens inclusos na compra (Direto com a Tekniko)
NK 300
Sensor de Vibrao NK 20
Cabo de Conexo
Capa de Proteo para o NK 300
Carregador
Treinamento
Carga horria de 8 h. Investimento R$ 600,00
Objetivo do Treinamento Dar uma viso geral sobre as principais tcnicas
Contedo:
Noes fundamentais
Conceitos e Caractersticas
Programa de Preditiva
Retentores, falhas e montagens, etc.
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
19
Terceirizao
Os custos de manuteno correspondem a parte principal dos custos
operacionais totais de todas as plantas industriais de manufatura e de
produo
Os custos da manuteno podem variar de 15% 30% da produo da mquina
(Potncia, tamanho, etc.)
Exemplo:
Indstrias alimentcias podem representar 15%;
Indstrias siderrgicas, papel e celulose podem representar 30%.
ENSAIOS DE VIBRAES
Engenharia Mecatrnica
5 Semestre - 2009
20
BIBLIOGRAFIA
ABENDI Associao Brasileira de Ensaios No Destrutveis e Inspees
VIBROSERT www.vibrosert.com.br
WRH PREDITIVA www.wrhpreditiva.com.br/anlise
WIKIPDIA pt.wikipedia.org
TEKNIKO www.teknikao.com.br
Você também pode gostar
- Termod Lista de ExercíciosDocumento25 páginasTermod Lista de ExercíciosLuiz Fernando Rocha CavalottiAinda não há avaliações
- Catalogo de Pecas RangerDocumento70 páginasCatalogo de Pecas RangerRomario LoiolaAinda não há avaliações
- Controle Do Motor Magneti Marelli IAW 4DF Com Computador de BordoDocumento12 páginasControle Do Motor Magneti Marelli IAW 4DF Com Computador de BordoJose Alexis Lasso Zapata100% (2)
- 25Documento3 páginas25Marco OlivettoAinda não há avaliações
- Cinematica Exercicios resolvidosCERTODocumento8 páginasCinematica Exercicios resolvidosCERTOGustavo Luiz Da SilvaAinda não há avaliações
- METADE A Pism II GasesDocumento10 páginasMETADE A Pism II GasesRaquel alyne drumondAinda não há avaliações
- Metodo Das Forcas Exercicios ResolvidosDocumento23 páginasMetodo Das Forcas Exercicios ResolvidosAderitoAinda não há avaliações
- Processo - Mohat (Manutenção Predial)Documento60 páginasProcesso - Mohat (Manutenção Predial)Samuel AlbuquerqueAinda não há avaliações
- Treinamento de Bap e THDocumento35 páginasTreinamento de Bap e THVitor Hugo VasconcellosAinda não há avaliações
- 3663F120Documento2 páginas3663F120formulastudentAinda não há avaliações
- Aula 5 - Ruptura Por FadigaDocumento39 páginasAula 5 - Ruptura Por FadigaRonaldo SilvaAinda não há avaliações
- Aula 6 - 8 Trilhos T L S 2020Documento30 páginasAula 6 - 8 Trilhos T L S 2020NatanyAinda não há avaliações
- Folder Tratorizada 3Documento21 páginasFolder Tratorizada 3nervouslightningAinda não há avaliações
- GEAMB 1619 - Mecânica Dos SolosDocumento3 páginasGEAMB 1619 - Mecânica Dos SolospauloAinda não há avaliações
- Case A8800Documento114 páginasCase A8800RetielRetificadeMotores83% (6)
- 1 - Chassi e Manutenção ABTRDocumento60 páginas1 - Chassi e Manutenção ABTRFernando Dias GamaAinda não há avaliações
- Lista 5 A de Exercícios CinemáticaDocumento5 páginasLista 5 A de Exercícios CinemáticaTruerAinda não há avaliações
- LISTA 39 Cap 11 Momento AngularDocumento2 páginasLISTA 39 Cap 11 Momento Angulargravidade20036922Ainda não há avaliações
- DesafioDocumento3 páginasDesafioJuca PipocaAinda não há avaliações
- SENATI Diseno de Un Tripode para MotoresDocumento53 páginasSENATI Diseno de Un Tripode para MotoresJhennifer Katherin Acosta RamonAinda não há avaliações
- Vigas Simples - Exemplo - Viga Biapoiada Submetida A Uma Forca Transversal Concentrada No Meio Do VaoDocumento1 páginaVigas Simples - Exemplo - Viga Biapoiada Submetida A Uma Forca Transversal Concentrada No Meio Do VaoFabiana Ribeiro0% (1)
- Componentes Dos Motores de Combustao Interna 2 AlunoDocumento14 páginasComponentes Dos Motores de Combustao Interna 2 AlunoValdemir PereiraAinda não há avaliações
- Bosch Catalogo Filtros Pesado 2010/2011 em PDFDocumento170 páginasBosch Catalogo Filtros Pesado 2010/2011 em PDFLEODECIO BELO DE OLIVEIRA100% (2)
- Exercício 2 - Reações de ApoioDocumento8 páginasExercício 2 - Reações de ApoioPaulo Henrique Souza CostaAinda não há avaliações
- CATALOGO 2013 Pos Graduação ITADocumento273 páginasCATALOGO 2013 Pos Graduação ITArafaelldalpraAinda não há avaliações
- Apresentação TCC Sistema PneumáticoDocumento20 páginasApresentação TCC Sistema PneumáticoLobão Helton DennisAinda não há avaliações
- Relatorio MatB CompositosDocumento24 páginasRelatorio MatB CompositosAUGUSTO ALPE COPPETTIAinda não há avaliações
- Plano de ManutençãoDocumento3 páginasPlano de ManutençãoThácioAinda não há avaliações
- Noções de Cálculo de Perda de Carga em Dutos - Curso Projetistas - ABRAVA - 2015 PDFDocumento23 páginasNoções de Cálculo de Perda de Carga em Dutos - Curso Projetistas - ABRAVA - 2015 PDFGinguba100% (1)
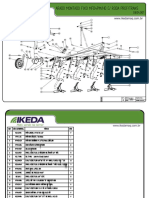
- Arado IkedaDocumento7 páginasArado IkedaDenisAinda não há avaliações