Escolar Documentos
Profissional Documentos
Cultura Documentos
Tensao Residual PDF
Enviado por
MagisterrTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Tensao Residual PDF
Enviado por
MagisterrDireitos autorais:
Formatos disponíveis
UNIVERSIDADE FEDERAL DE MINAS GERAIS
Departamento de Engenharia Metalrgica e de Materiais
Efeitos Mecnicos do Ciclo Trmico
Prof. Paulo J. Modenesi
Maio de 2008
Modenesi: Efeitos Mecnicos - 1
Efeitos Mecnicos do Ciclo Trmico
1. Introduo:
A soldagem por fuso caracterizada pelo aquecimento de regies localizadas das peas,
permanecendo o restante destas em temperaturas muito inferiores. As regies aquecidas
tendem a se dilatar, mas esta dilatao dificultada pelas partes adjacentes submetidas a
temperaturas menores, o que resulta no desenvolvimento de deformaes elsticas e
plsticas no material aquecido. Como conseqncia, ao final do processo de soldagem,
tenses internas (tenses residuais) e mudanas permanentes de forma e de dimenses
(distores) ocorrem na pea. Tanto as tenses residuais como as distores podem afetar
de modo importante a utilidade e o desempenho da estrutura soldada, sendo fundamental o
conhecimento de suas caractersticas e de medidas para a sua preveno e controle.
Tenses residuais so aquelas que permanecem na pea quando todas as suas solicitaes
externas so removidas. Essas tenses aparecem freqentemente em peas submetidas a
diferentes processamentos trmicos ou mecnicos (fundio, soldagem, laminao,
forjamento, usinagem, dobramento, tmpera, etc.). Uma das principais causas de seu
aparecimento a ocorrncia, ao longo de uma seo da pea, de deformaes plsticas no
uniformes, o que pode ser causado por efeitos mecnicos ou trmicos. Um exemplo
simples o aparecimento de tenses residuais prximo da superfcie de uma pea
submetida a processos como o esmerilhamento ou jateamento com granalhas que causam o
escoamento plstico do material prximo da superfcie (figura 1). Neste caso, as tenses
compressivas formadas junto superfcie da pea tm um efeito benfico na sua resistncia
fadiga.
Em sistemas compostos por vrios componentes, tenses residuais podem tambm resultar
de foras de reao que se desenvolvem quando os componentes so colocados em
posio. Por exemplo, em uma estrutura parafusada, quando os parafusos so apertados,
tenses se formam nos parafusos e nos componentes presos por eles. Estas tenses
independem de solicitaes externas, podendo ser, portanto, consideradas como tenses
residuais.
Modenesi: Efeitos Mecnicos - 2
Compresso Trao
Esmeril
z
Figura 1 - Tenses residuais desenvolvidas junto superfcie de uma pea sendo
esmerilhada.
Finalmente, as mudanas de volume associadas com transformaes estruturais do
material podem ser, tambm, responsveis pelo aparecimento de tenses residuais e
distores. Por exemplo, peas temperadas tendem a apresentar tenses residuais de trao
na sua superfcie. Estas aparecem devido ao aumento de volume associado com a
decomposio da austenita que tende a ocorrer, nas regies centrais da pea,
posteriormente transformao das regies localizadas junto sua superfcie (devido
elevada taxa de retirada de calor durante a tmpera, a superfcie de uma pea tende a
resfriar muito mais rapidamente do que a sua parte central).
Uma vez que as tenses residuais existem na ausncia uma solicitao externa, pode-se
afirmar que o sistema auto-equilibrado e a fora e o momento (M) resultantes destas
tenses, em uma dada seo da pea, devem ser nulos, isto :
r
r
=
dA
A
0 , e (1)
dM
A
= 0 (2)
Este auto-equilbrio restringe a forma de distribuio de tenses residuais ao longo de uma
seo da pea como ser discutido nas prximas sees.
O aparecimento de tenses residuais e distores em uma estrutura soldada pode gerar
diversos problemas como a formao de trincas, uma maior tendncia para a estrutura
sofrer fratura frgil, falta de estabilidade dimensional e dificuldade no ajuste de peas ou
Modenesi: Efeitos Mecnicos - 3
componentes devido sua mudana de forma. Embora as tenses residuais e distores
estejam intimamente relacionadas, preferiu-se, neste texto, tratar separadamente os dois
fenmenos uma vez que cada um deles tem conseqncias e tcnicas de controle prprias.
De fato, em vrias situaes, medidas para a reduo de distores causam um aumento no
nvel de tenses residuais e vice versa.
2. Tenses Residuais em Soldas:
2.1. Origem:
Devido sua importncia para a soldagem, sero aqui consideradas as tenses residuais
associadas com a ocorrncia de deformao plstica no uniforme por efeitos trmicos.
Quando um material aquecido, suas dimenses aumentam proporcionalmente variao
de temperatura (T = T - T
0
), o que descrito pela equao de dilatao trmica:
l l l l T = =
0 0
(3)
onde (l) a variao do comprimento inicial (l
0
) e o coeficiente de dilatao trmica
linear. Para pequenos intervalos de temperatura, pode ser considerado como constante
(tabela I).
Tabela I Valores do coeficiente de dilatao trmica (a 20C) de alguns metais e ligas.
Material (10
-6
/K)
Alumnio
Ao carbono
Ao inoxidvel (AISI 304)
Cobre
Nquel
Tugstnio
23
13
17,3
17
13
4,5
Se um objeto for aquecido e resfriado de modo uniforme e no existirem restries s suas
variaes dimensionais, estas no resultam em efeitos mecnicos importantes no objeto,
isto , aps o ciclo trmico, o objeto no dever apresentar nem tenses residuais nem
distores. Contudo, se a variao de temperatura no for uniforme ao longo da pea ou se
Modenesi: Efeitos Mecnicos - 4
esta no puder se expandir ou contrair livremente durante o ciclo trmico, tenses residuais
e/ou distores podem se desenvolver.
Como um exemplo inicial, considere trs barras de um ao de baixo carbono de mesmo
comprimento e seo e unidas em suas extremidades por duas bases, de forma que
nenhuma pode se alongar ou contrair independentemente das outras (figura 2). Se a barra
central (barra 2) for aquecida enquanto as externas forem mantidas a temperatura ambiente,
essa tender a se dilatar, mas ser impedida pelas outras atravs das bases. Assim, tenses
de compresso se desenvolvero na barra central e, nas barras externas, tenses de trao
de magnitude igual metade do valor na barra central, pois, pela equao 1, tem-se:
0
3 3 2 2 1 1
= + + A A A (4a)
onde
i
e A
i
so, respectivamente, a tenso mdia e a rea da seo transversal de cada
barra. Considerando que as reas das sees das barras so iguais (A
1
= A
2
= A
3
) e que o
mesmo ocorre com a tenso nas barras externas (
1
=
3
), tem-se:
2
2
1
= (4b)
Base
Base
Maarico
Base
Base
Barra 1
Barra 3
Barra 2
(a) (b)
Figura 2 - (a) Conjunto de barras presas nas extremidades. (b) Barra central sendo
aquecida.
A figura 3 ilustra a evoluo da tenso longitudinal mdia na barra central em funo de
sua temperatura. No incio do aquecimento (figura 3, A-B), as tenses e deformaes
resultantes da dilatao da barra central sero elsticas. Como as barras mantm o mesmo
comprimento aproximado, a dilatao trmica tem de ser compensada por deformaes
elsticas, e a seguinte relao deve ser obedecida:
Modenesi: Efeitos Mecnicos - 5
E
T
E
l
t
c
+ = (5)
onde E e E
t
so, respectivamente, os mdulos de elasticidade do material temperatura
ambiente e temperatura (T) da barra central e
c
e
l
so os valores de tenso na barra
central e nas barras laterais. Como as barras tm a mesma seo,
l
= -0,5
c
, e, assim:
c
t
T
E
E E
=
+
2
1 2
(6)
Quando a tenso na barra central (
c
) atinge o limite de escoamento, esta barra passa a se
deformar plasticamente (ponto B, figura 3). Considerando um ao com um limite de
escoamento de 250 MPa, E = E
t
= 210 GPa e = 1,3x10
-5
m/(m
o
C), a temperatura na barra
central para o incio de sua deformao plstica pode ser estimada, com a equao 6, em
cerca de 175
o
C (considerando T
0
= 25
o
C).
Figura 3 - Variao da tenso (
c
) com a temperatura na barra central (figura 2).
Nesta temperatura, a tenso na barra central atinge o seu limite de escoamento e, acima
desta temperatura, ela passa a se deforma plasticamente, isto , de forma irreversvel.
Como o limite de escoamento tende a diminuir com a temperatura, o valor da tenso na
barra central tende a cair medida que a sua temperatura aumenta e a barra sobre uma
maior deformao plstica (curva BC, figura 3). Se o aquecimento interrompido no ponto
Modenesi: Efeitos Mecnicos - 6
C, a barra central se contrai com a queda da temperatura. Devido s restries impostas
pelas barras externas, as tenses de compresso na barra central so reduzidas e tornam-se
nulas acima da temperatura ambiente (pois, devido sua deformao plstica, a barra se
tornou mais curta do que as externas. Com a continuao do resfriamento, tenses de
trao passam a atuar nela at que o limite de escoamento (agora sob condies de trao)
seja atingido no ponto D. A partir desta temperatura, a barra central passa a deformar
plasticamente at atingir a temperatura ambiente.
Ao final do processo, temperatura ambiente, como resultado de sua deformao plstica,
a barra central ainda ter um comprimento menor do que as externas. Assim, como as
barras esto unidas pelas bases, as diferenas de comprimento entre elas sero acomodadas
por deformaes elsticas que geraro tenses residuais. Na barra central, estas tenses
sero de trao e de valor prximo ao do limite de escoamento do material (figura 3, ponto
E). Nas barras externas, para se manter o equilbrio de foras (equao 1), existiro tenses
de compresso de valor igual metade da tenso na barra central (supondo que as sees
transversais das barras ainda tenham a mesma rea).
Uma situao similar pode ser considerada para uma junta soldada, associando-se a regio
da solda com a barra central e as regies mais afastadas do metal de base, com as barras
externas. Por este raciocnio, pode-se esperar, como conseqncia da operao de
soldagem, o desenvolvimento de tenses residuais de trao na regio da solda e de tenses
de compresso no metal de base. A figura 4 compara, esquematicamente, a distribuio de
tenses residuais na montagem das barras com a esperada em uma solda.
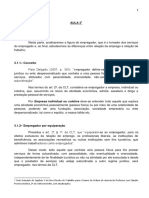
A figura 5 ilustra o desenvolvimento de tenses devido ao aquecimento no uniforme de
uma junta soldada. Na seo AA', muito distante da poa de fuso e ainda no aquecida pela
fonte de calor, no existem variaes de temperatura e o material ainda est isento de tenses.
Na seo BB', junto poa de fuso, o material aquecido tende a se expandir sendo, contudo,
restringido pelas regies mais frias da pea, gerando, assim, tenses de compresso em
regies prximas ZF e tenses de trao nas regies um pouco mais afastadas. Quando o
seu limite de escoamento atingido, o material aquecido deforma-se plasticamente em
compresso. Na poa de fuso, como o material est no estado liquido, as tenses so nulas.
Com o resfriamento e aps a solidificao da solda, o material passa a se contrair, sendo
Modenesi: Efeitos Mecnicos - 7
novamente impedido pelas regies mais frias e afastadas da solda. Assim, na seo CC'
surgem tenses de trao junto ao cordo e de compresso nas regies mais afastadas. Estas
tenses aumentam de intensidade levando ao escoamento da regio aquecida. Aps o
resfriamento completo, seo DD', as tenses residuais no centro da solda chegam a nveis
prximos ao limite de escoamento do material e existe uma distribuio de tenso similar
mostrada na figura 4b.
x
y
y
x
x
y
y
x
(a) (b)
Figura 4 - Comparao entre as tenses residuais desenvolvidas na montagem de trs
barras (a) e as tenses residuais longitudinais formadas ao longo da direo transversal (y)
a uma solda de topo (b).
Modenesi: Efeitos Mecnicos - 8
SEO
AA'
BB'
CC'
DD'
T = 0
Trao
Compresso
y
Temperatura Tenso
Tenso
Residual
T = 0
A A'
B B'
C C'
D D'
y
Solda
Poa de
fuso
Figura 5 - Desenvolvimento de tenses residuais longitudinais durante a soldagem.
2.2. Distribuio:
As tenses residuais, presentes em uma estrutura soldada durante a sua fabricao e seu
uso, so de dois tipos:
1. Tenses residuais produzidas na soldagem de seus membros sem restrio (item 2.1).
2. Tenses de reao resultantes da ligao entre os diversos membros da estrutura e entre
estes e outras estruturas.
A figura 6 mostra esquematicamente a distribuio de tenses residuais longitudinais e
transversais em uma solda de topo. A distribuio de tenses longitudinais foi discutida
anteriormente e pode ser aproximada empiricamente por (Masubuchi, 1980):
( )
X m
y b
y
b
e =
|
\
(
(
1
2 1
2
2
(7)
onde b, a largura do pico de tenses de trao, depende das condies de soldagem e do
material e
m
a tenso mxima (no centro da solda) cujo valor , em geral, prximo do
limite de escoamento do material.
Modenesi: Efeitos Mecnicos - 9
A distribuio de tenses transversais (figura 6c) caracterizada, em soldas isoladas por
valores menores de tenses. Contudo, quando a solda faz parte de uma estrutura incluindo
outras partes e soldas, tenses de reao tendem a se somar s tenses de origem trmica
resultando em maiores valores de tenses residuais (linha tracejada na figura 6c). Em
outros tipos de juntas (soldas de vigas em T ou de tubulaes, por exemplo), uma
distribuio mais complexa de tenses residuais tende a se formar em funo das foras de
reao que se desenvolvem pela prpria geometria do componente soldado.
Trao
Compresso
x x
(c)
y
y
Trao
Compresso
y
(b)
y
x
x
y
y
Solda
(a)
y
Figura 6 - Distribuio tpica de tenses residuais em uma solda de topo. (a) Sistema de
coordenadas e tenses. (b) Tenses longitudinais. (c) Tenses transversais (linha tracejada:
distribuio de tenses quando a solda faz parte de uma estrutura e est sujeita a tenses de
reao).
Quando o componente soldado apresenta uma grande espessura (superior a cerca de
25mm), as tenses residuais nesta direo (z) e a variao das tenses em outras direes
Modenesi: Efeitos Mecnicos - 10
com a espessura podem se tornar significativas. A figura 7 ilustra a distribuio das tenses
x
,
y
e
z
ao longo da espessura de uma solda de 25mm de espessura de ao carbono
depositada com o processo SMAW de acordo com dados de Gunnert (1958).
Figura 7 - Distribuio das tenses
x
,
y
e
z
ao longo da espessura de uma solda.
Estruturas soldadas tendem a apresentar uma distribuio complexa de tenses residuais
que pode ser caracterizada, na regio da solda, por esforos de trao em duas (ou trs)
dimenses. Este estado de tenso tende a dificultar a deformao plstica da regio da
solda podendo favorecer o desenvolvimento de rupturas localizadas (trincas) nessa regio
quando essa apresenta baixa ductilidade ou quando a estrutura colocada em um ambiente
agressivo e/ou submetida a solicitaes severas.
Em resumo, a distribuio de tenses residuais em um componente soldado afetada por
diversos fatores, incluindo as caractersticas do metal de base e da solda ( temperatura
ambiente e a altas temperaturas), a geometria da junta soldada e a sua ligao com outros
componentes e as condies de soldagem (e pela distribuio de temperaturas resultante na
pea durante a soldagem).
A figura 8 ilustra a distribuio de tenses residuais associada com a soldagem de um
remendo (patch) circular em uma chapa furada. O efeito das soldas em lados apostos do
remendo favorece o aparecimento de tenses de trao em todo o remendo.
Modenesi: Efeitos Mecnicos - 11
Solda
Remendo
r
Figura 8 - Distribuio de tenses residuais na soldagem de um remendo.
A figura 9 mostra distribuies estimadas, atravs de modelos computacionais (Andrews e
outros, 1970), de tenses residuais em soldas de um ao de baixo carbono e de um ao
ligado de elevada resistncia mecnica. Este ltimo caracterizado, em relao ao
primeiro, por um maior valor da tenso residual mxima e por um pico mais estreito de
tenses de trao no centro do cordo. Este efeito foi associado maior resistncia
mecnica do ao ligado a temperaturas elevadas, o que restringiu a regio deformada
plasticamente a uma faixa mais estreita da junta.
0 10 20 30 40 50 60 70 80
0
200
400
600
800
1000
1200
1400
Aos
y
= 250 MPa
y
= 1400 MPa
T
e
n
s
o
(
M
P
a
)
Distncia (mm)
Figura 9 - Distribuio da tenso residual longitudinal calculada por um modelo
computacional para um ao de baixo carbono (limite de escoamento de 250 MPa) e um ao
de alta resistncia (escoamento de 1400 MPa).
Modenesi: Efeitos Mecnicos - 12
Resultados experimentais indicam que, para aos, a tenso residual mxima no centro do
cordo no acompanha o limite de escoamento medida que este aumentado (figura 10).
Este resultado inesperado estaria associada tendncia dos aos de maior resistncia
mecnica apresentarem uma maior temperabilidade e uma menor temperatura Ms. Assim, a
decomposio da austenita durante a soldagem ocorre a menores temperaturas e, como esta
reao acompanhada por um aumento de volume, ela tenderia a reduzir as tenses
residuais no cordo de solda associadas com a contrao do material durante o resfriamento
da solda.
Figura 10 - Tenses residuais de soldagem de vrios aos de alta resistncia.
2.3. Determinao Experimental:
Diversas tcnicas podem ser utilizadas para a determinao de tenses residuais em soldas
(tabela II).
Modenesi: Efeitos Mecnicos - 13
Tabela II - Tcnicas para a determinao experimental de tenses residuais.
Grupo Tcnica
Tcnicas de relaxao de tenso
Tcnicas de difrao de Raios X
Tcnicas baseadas em propriedades
sensveis tenso
Tcnicas de fissurao
Tcnicas com strain gages eltricos
Tcnicas com strain gages mecnicos
Tcnicas com revestimentos frgeis
Tcnicas com revestimentos fotoelsticos
Difrao em filme
Difrao com difratmetro
Tcnicas com ultrassom
Tcnicas com medidas de dureza
Tcnicas magnticas
Fissurao pelo hidrognio
Fissurao por corroso sob tenso
As tcnicas de relaxao de tenses so baseadas na medida da deformao elstica que
ocorre quando uma parte de um corpo de prova contendo tenses residuais removida. A
mudana de forma resultante da deformao pode ser medida por diferentes sensores.
Assim, dependendo do tipo de sensor usado, de sua forma de colocao e de remoo do
material, diferentes tcnicas so definidas. Quando sensores eltricos (strain gages) ou
mecnicos so usados, as deformaes elsticas associadas remoo de material podem
ser determinadas quantitativamente e, com a aplicao de equaes da teoria da
elasticidade, as tenses residuais inicialmente existentes no material podem ser
determinadas. Embora sejam tcnicas destrutivas, estas so as mais usadas para a
determinao experimental de tenses residuais.
As tcnicas de difrao de raios X baseiam-se na determinao dos parmetros de rede da
estrutura cristalina de pequenas regies da pea. Como deformaes elsticas alteram o
valor destes parmetros, eventuais variaes destes determinadas por difrao podem ser
associadas com as deformaes elsticas presentes no material submetido a tenses
residuais. Esta tcnica permite medir deformaes superficiais em pequenas reas (3m
de dimetro) e no destrutiva. Contudo, tende a ser mais demorada e menos precisa do
que a anterior.
Modenesi: Efeitos Mecnicos - 14
Tcnicas baseadas em propriedades sensveis tenso, de forma similar anterior, medem
alteraes de alguma propriedade qualquer do material e as associam com as deformaes
elsticas presentes na regio de medida. So, tambm, tcnicas no destrutivas. Tcnicas
com ultrassom baseiam-se na determinao de alteraes no ngulo de polarizao de
ondas ultrassnicas polarizadas, na taxa de absoro de ondas sonoras ou na velocidade de
propagao do som para estimar o estado de tenso no material. Tcnicas de dureza so
baseadas em pequenas variaes na dureza do material que ocorrem com a presena de
tenses elsticas. Finalmente, tcnicas magnticas baseiam-se em variaes de
propriedades magnticas de materiais ferromagnticos (basicamente aos) com as tenses
elsticas. Destas tcnicas, apenas a ltima tem aplicao fora de laboratrios, existindo
dispositivos portteis para a determinao no destrutiva de tenses residuais.
Finalmente, tcnicas de fissurao so baseadas na avaliao qualitativa do padro de
fissurao desenvolvido em corpos de prova colocados em ambientes capazes de formar,
no corpo de prova, trincas induzidas pelo estado de tenses dos corpos de prova. As trincas
so, em geral, desenvolvidas por fragilizao pelo hidrognio ou por corroso sob tenso.
2.4. Consequncias:
Quando um componente soldado, contendo um distribuio inicial de tenses residuais
(figura 11, curva 0), submetido a um carregamento de trao, as tenses residuais se
somam diretamente s tenses do carregamento, enquanto no ocorrerem deformaes
plsticas no componente. Assim, as regies da solda, nas quais as tenses residuais de
trao so mais elevadas, atingem condies de escoamento plstico antes do resto do
componente (curvas 1, 2 e 3, figura 11). O desenvolvimento de deformaes plsticas,
localizadas principalmente na regio da solda, tende a diminuir as variaes dimensionais
que eram as responsveis pela existncia das tenses residuais. Desta forma, quando o
carregamento externo retirado, o nvel dessas tenses fica reduzido (curva 4, figura 11).
Isto , as variaes dimensionais ocorridas na soldagem e responsveis pelas tenses
residuais so, pelo menos parcialmente, removidas pela deformao plstica causada pelo
carregamento posterior.
Modenesi: Efeitos Mecnicos - 15
0
1
2
3
4
y y
x
Figura 11 - Distribuio de tenses em um componente com uma solda de topo submetido
a carregamentos crescentes (curvas 1, 2 e 3) e distribuio de tenses residuais aps a
liberao do carregamento (curva 4).
A anlise anterior permite destacar os seguintes aspectos relevantes relativos ao efeito das
tenses residuais em um dado componente:
A presena de tenses residuais mais importante para fenmenos que ocorrem com
baixos nveis de tenso (inferiores ao limite do escoamento do material) como a fratura
frgil, a fragilizao pelo hidrognio e a corroso sob tenso.
Em estruturas de materiais dcteis submetidas a um carregamento, quanto maior for o
nvel das tenses aplicadas, menor ser o efeito das tenses residuais. Quando o nvel de
carregamento for suficientemente elevado, parte da pea pode escoar e, como resultado,
as tenses residuais so reduzidas.
Em estruturas de materiais frgeis submetidas a um carregamento, tenses residuais de
trao podem precipitar a ocorrncia da falha por fratura frgil.
Se a estrutura carregada alm de seu limite de escoamento, as suas tenses residuais se
tornam desprezveis.
Mtodos que utilizam alguma forma de solicitao mecnica podem ser usados para
diminuir as tenses residuais de um componente soldado.
Alguns efeitos especficos da presena de tenses residuais em um componente soldado
sero discutidos a seguir.
Modenesi: Efeitos Mecnicos - 16
2.4.1. Flambagem:
A falha de componentes estruturais submetidos a cargas de compresso pode ser muito
diferente da observada em membros submetidos trao ou toro, particularmente quando
esses forem delgados (isto , com um comprimento muito maior do que as suas dimenses
transversais) ou submetidos a cargas fora de centro. Nesses casos, os componentes podem
falhar por flambagem (ou cambagem ou, em ingls, buckling). Essa ocorre pela deflexo
lateral () do componente submetido compresso a qual, quando atinge um valor crtico,
leva falha instvel do componente a uma carga, em geral, menor que o limite de
escoamento do material (figura 12).
P
P
Componente
falhado
Figura 12 - Flambagem de uma coluna.
Uma vez que as tenses residuais so de compresso em regies mais afastadas da solda (e
de trao prximo desta), as tenses residuais nessas regies podem reduzir a resistncia
flambagem de estruturas soldadas. Como estruturas soldadas tendem a apresentar tambm
distores (seo 3) e como a flambagem est associada com deformaes perpendiculares
ao eixo ou plano do componente (figura 12) e aplicao de cargas fora de centro,
distores causadas por soldagem ou outros processos podem comprometer seriamente a
resistncia flambagem. Em juntas soldadas feitas em chapas ou outros componentes de
pequena espessura, a distoro por flambagem resultante das tenses trmicas e residuais
pode tambm ocorrer dando junta um aspecto irregular ou enrugado (ver seo 3.1).
Modenesi: Efeitos Mecnicos - 17
2.4.2. Falha por fadiga:
Fadiga a forma mais comum de falha em componentes mecnicos submetidos a tenses
que variam com o tempo. A fratura por fadiga ocorre pela nucleao e o crescimento de
trincas devido a tenses de trao variveis, mas freqentemente de intensidade inferior ao
limite de escoamento.
A presena de tenses residuais de compresso na superfcie de um componente reduz a
chance de iniciao de trincas de fadiga, pois essas tendem a reduzir o efeito das tenses de
trao (necessrias para a nucleao e crescimento de trincas de fadiga). Por outro lado, em
um componente soldado, a presena de tenses residuais de trao pode ter um efeito
negativo no seu desempenho fadiga, embora no existam resultados claros quanto a este
efeito devido, possivelmente a: (a) sob a ao de cargas variveis, as tenses residuais de
soldagem devem ser, pelo menos parcialmente, aliviadas e (b) as irregularidades
superficiais (reforo e escamas), atuando como concentradores de tenso, tm um efeito
mais marcante na reduo da resistncia fadiga.
2.4.3. Fratura Frgil:
Falhas por fratura frgil podem ocorrer em componentes metlicos em situaes em que a
deformao plstica (associada com o desenvolvimento de uma ruptura dctil) inibida. A
fratura frgil favorecida pela presena de concentradores de tenso como, por exemplo,
trincas. Ela pode ocorrer para nveis de tenso relativamente baixos, inferiores ao limite de
escoamento do material e de forma sbita, inesperada e rpida.
Estruturas soldadas so particularmente propensas falha por fratura frgil devido a
diversos fatores, destacando-se:
Uma estrutura soldada monoltica, no apresentando interfaces (como em uma
estrutura rebitada ou aparafusada) que possam interromper (arrest) a propagao de
uma trinca de fratura frgil.
Modenesi: Efeitos Mecnicos - 18
A regio da solda apresenta alteraes estruturais caracterizadas, frequentemente, por
um aumento do tamanho de gro em relao ao metal de base, o que, em materiais de
estrutura cristalina CCC, tende a diminuir a tenacidade do material.
A regio da solda pode apresentar diversas descontinuidades ou defeitos, tais como
trincas, incluses de escria e deficincias (falta) de fuso, que podem atuar como
concentradores de tenso e pontos de iniciao da fratura.
Tenses residuais elevadas de trao existem na regio da solda.
Fratura frgil favorecida por baixa temperatura, elevada taxa de deformao, elevada
espessura do componente ou a presena de concentradores de tenso e por uma
microestrutura de baixa tenacidade (por exemplo, de elevada dureza, com granulao
grosseira ou com precipitados e incluses grandes). Diversos destes fatores podem estar
presentes em uma estrutura soldada. Durante a fratura frgil, uma ou mais trincas podem se
propagar sob tenses inferiores ao limite de escoamento, em velocidades muito elevadas
(limitadas pela velocidade do som no material) e praticamente sem deformao plstica.
Nestas situaes, as tenses residuais associadas com a junta soldada podem ser
suficientemente elevadas ou podem se adicionar s tenses externas para causar a fratura
frgil. Devido a este risco, em diversas situaes, componentes soldados devem ser
tratados termicamente para alvio de tenses residuais e/ou refino da estrutura na regio da
solda.
Existem diversos exemplos de falha por fratura frgil de componentes soldados, muitos
com grande perda material e de vidas humanas.
2.4.4. Formao de Trincas em Soldas:
Trincas so frequentemente formadas em soldas. Estas trincas podem ser associadas
basicamente a dois fatores: (a) uma solicitao, isto tenses mecnicas de trao e (b)
uma incapacidade (fragilizao), muitas vezes momentnea, do material de acomodar esta
solicitao deformando-se plasticamente. Fragilizao da regio da solda e de regies
adjacentes solda pode acorrer por diversos motivos (formao de filmes de lquido em
contornos de gro a alta temperatura, crescimento de gro, presena de hidrognio
dissolvido no material, precipitao, etc) durante e aps a soldagem.
Modenesi: Efeitos Mecnicos - 19
2.4.5. Corroso sob Tenso:
Na presena de um ambiente agressivo, trincas de corroso podem se desenvolver de forma
acelerada devido presena de tenses de trao. No caso de aos estruturais ao carbono
ou de baixa liga, por exemplo, este fenmeno desencadeado pelo contato com hidrxidos
ou com sulfeto de hidrognio. Em estruturas soldadas, as tenses residuais so muitas
vezes suficientes para o desenvolvimento de corroso sob tenso dependendo do material e
do ambiente. Neste sentido, por exemplo, certos cdigos impem limitaes quanto
dureza mxima da ZTA (por exemplo, inferior a 325 HV) como uma forma de limitar o
nvel da tenses residuais e prevenir a corroso sob tenso em tubulaes soldadas para
transporte de petrleo (ambiente que pode apresentar teores perigosos de H
2
S).
2.4.6. Instabilidade Dimensional:
Quando um componente soldado usinado ou submetido outra operao de remoo de
material, as equaes (1) e (2) deixam momentaneamente de ser satisfeitas. Para restaurar o
equilbrio de foras e de momento, o componente sofre pequenas distores que causam
uma redistribuio das tenses residuais. O mesmo princpio usado para a medio de
tenses residuais pelo mtodo da relaxao de tenses (seo 2.3). No presente caso,
contudo, esta instabilidade pode causar problemas, por exemplo, na usinagem de preciso
de componentes com tenses residuais.
2.5. Controle e Alvio de Tenses Residuais:
O nvel de tenses residuais em uma junta soldada pode ser diminudo reduzindo-se a
quantidade de calor fornecido junta ou o peso de metal depositado. Na prtica, isto pode
ser feito otimizando-se o desenho do chanfro (reduzindo-se o ngulo do chanfro ou usando-
se preparaes simtricas, por exemplo) e evitando-se depositar material em excesso
(evitando-se reforo excessivo em soldas de topo ou minimizando-se o tamanho de soldas
de filete). A seleo de processos de maior eficincia trmica (fonte de maior intensidade)
uma possvel alternativa de controle, mas difcil de ser justificvel economicamente na
Modenesi: Efeitos Mecnicos - 20
maioria dos casos. Tenses residuais tambm podem ser reduzidas pelo uso de metal de
adio com a menor resistncia permissvel no projeto, assim como uma reduo dos
vnculos externos da junta soldada (minimizando-se, assim, as tenses de reao).
Aps a soldagem, as tenses residuais podem ser aliviadas por mtodos trmicos ou
mecnicos (tabela III).
Tabela III - Mtodos para aliviar tenses residuais (Okimura & Taniguchi, 1982).
Procedimento Descrio Caractersticas Limitaes
Martelamento Martelamento do metal
depositado e de suas
adjacncias durante ou
aps a soldagem.
Mtodo simples, pode
causar refino de gro.
Inadequado para
materiais de baixa
ductilidade.
(a)
Encruamento A junta soldada
deformada plasticamente
pela aplicao de cargas
de trao.
Bastante eficiente para
tanques esfricos e
tubulaes.
Inadequado para
estruturas complicadas
pela dificuldade de
aplicar tenses
uniformes.
Vibrao Vibraes so aplicadas
na estrutura causando
uma ressonncia de baixa
frequncia o que ocasiona
deformao plstica
parcial da estrutura e
alvio de tenses.
Operao simples. Inadequado para chapas
grossas ou grandes
estruturas. Alvio de
tenses no uniforme.
Recozimento
para alvio de
tenses
Aquecimento a 600-
700
o
C (aos ferrticos) ou
900
o
C (aos austenticos)
seguido de resfriamento
lento. Pode ser local ou
total.
Muito utilizado e
bastante eficiente.
Inaplicvel para grandes
estruturas e difcil de ser
executado no campo.
Custo elevado.
(b) Recozimento
a alta
temperatura
Aquecimento a 900-
950
o
C (aos ferrticos)
seguido de resfriamento
lento. Pode ser local ou
total.
Podem eliminar
completamente as
tenses residuais.
Inaplicvel para grandes
estruturas e difcil de ser
executado no campo.
Custo muito elevado.
Alvio de tenses
a baixas
temperaturas
Aquecimento do local da
solda a 150-200
o
C em
uma largura total de 60 a
130mm.
Adequado para
grandes estruturas.
O alvio de tenses
baixo.
(a) Processos mecnicos (b) Processos trmicos
Modenesi: Efeitos Mecnicos - 21
3. Distoro de Soldas:
3.1. Tipos:
Distoro so alteraes de forma e dimenses que componentes soldados sofrem como
resultado do movimento de material (deformao plstica) que ocorre em funo das
tenses trmicas desenvolvidas durante o processo de soldagem. A distoro final de um
componente soldado sempre oposta e, em geral, da mesma ordem de grandeza do
movimento de material que ocorre durante a soldagem (figura 13).
Em juntas simples, trs tipos bsicos de distoro podem ocorrer: (1) contrao transversal
(perpendicular linha da solda), (2) contrao longitudinal (paralela linha da solda) e (3)
distoro angular (rotao em torno da linha da solda), figura 14. Estas distores bsicas
causam distores mais complexas em juntas reais de solda como, por exemplo, o
dobramento (figura 15a) e a toro de vigas e a distoro por flambagem em juntas de
peas de pequena espessura (figura 15b). Durante a soldagem de componentes livres (isto
, que no estejam presos por soldas de ponteamento ou por algum dispositivo de fixao),
estes podem sofrer distoro rotacional (figura 16), o que pode dificultar as condies de
soldagem e modificar o padro final da distoro da junta soldada.
t
Deflexo,
Tempo
Soldagem
Figura 13 - Deflexo longitudinal de uma barra pelo calor de soldagem.
t
- Deflexo
(distoro) final.
Modenesi: Efeitos Mecnicos - 22
(a)
(b)
(c)
Figura 14 - Distores bsicas: (a) Contrao transversal, (b) contrao
longitudinal e (c) distoro angular.
(a) (b)
Figura 15 - (a) Dobramento de uma viga T e (b) flambagem em chapas finas.
(a) (b)
Figura 16 - Rotao durante a soldagem para (a) baixo e (b) alto aporte trmico.
Modenesi: Efeitos Mecnicos - 23
Uma estimativa da contrao transversal (C
T
) em soldas de topo de ao ao carbono ou de
baixa liga dada pela equao emprica:
C
A
t
f
T
W
= + 0 0 05 ,2 , (8)
onde A
W
a rea da seo transversal da solda, t a espessura das chapas e f a abertura
(fresta) da raiz do chanfro. O valor real de C
T
depende de vrios fatores como, por
exemplo, o grau de restrio da junta, a quantidade de rotao da junta durante a soldagem
e o nmero de passes usados. De uma forma geral, um maior nmero de passes (atravs do
uso de eletrodos de menor dimetro ou de uma maior velocidade de soldagem) causa
maiores contrao transversal e distoro angular.
A contrao longitudinal tende a ser menor que a transversal (cerca de 1/1000 do
comprimento da solda), contudo, ela pode causar efeitos importantes como o dobramento
em peas soldadas fora de sua linha neutra e a distoro por flambagem em chapas finas
(figura 15).
Distoro angular ocorre quando a contrao transversal no uniforme ao longo da
espessura da junta, podendo ocorrer tanto em soldas de topo como em soldas de filete
(figura 14c). A figura 17 ilustra as variaes angulares em juntas T de ao carbono
soldadas dos dois lados da junta em funo da espessura do flange e do peso de metal
depositado por comprimento da junta.
O dobramento de uma viga de ao soldada ao longo de todo o seu comprimento (L) pode se
estimado por (figura 18):
I
L d A
W
2
005 , 0 = (9)
onde A
W
a rea da seo transversal da solda ou soldas, d a distncia do centro de
gravidade da(s) solda(s) linha neutra da viga e I o momento de inrcia do membro.
Modenesi: Efeitos Mecnicos - 24
5 10 15 20 25 30
0
1
2
3
4
5
6
Peso de metal
depositado (g/cm)
2,5
4,0
6,3
10,0
V
a
r
i
a
o
a
n
g
u
l
a
r
(
g
r
a
u
s
)
Espessura (mm)
Aw
Aw
t
t - espessura
Figura 17 - Distoro angular em juntas de T de ao carbono.
d
L
Figura 18 Dobramento de uma viga..
3.2. Efeito das Propriedades do Material na Distoro:
A distoro causada pelo aquecimento e resfriamento no uniforme da pea ou estrutura e
o escoamento plstico localizado resultante. Assim, a quantidade de distoro depende das
propriedades trmicas e mecnicas do material, particularmente o seu coeficiente de
expanso () e a sua condutividade trmica (k), o limite de escoamento (
YS
) e o seu
mdulo de elasticidade (E).
Materiais com um maior coeficiente de expanso trmica sofrem uma maior expanso e
contrao durante o ciclo trmico e, desta forma, tendem a apresentar uma maior distoro.
Modenesi: Efeitos Mecnicos - 25
Materiais de baixo coeficiente de expanso trmica apresentam, durante a soldagem,
gradientes de temperatura mais elevados, o que aumenta a deformao localizada e, desta
forma, a distoro. Um elevado limite de escoamento favorece o desenvolvimento de
tenses mais elevadas e uma maior distoro. Assim, para minimizar este problema, os
metais devem ser soldados, sempre que possvel, na condio recozida. Metais com um
maior mdulo de elasticidade tendem a resistir melhor distoro. A tabela III mostra
valores relativos (considerando o valor do ao como 1) das propriedades discutidas acima.
Tabela III Valores relativos de propriedades de metais (ao carbono = 1).
Metal E
YS
k
Ao carbono 1,0 1,0 1,0 1,0
Ao inoxidvel 1,0 1,2 1,4 0,3
Ligas de alumnio 0,3 0,5 1,7 4,2
Ligas de cobre 0,5 0,3 1,3 7,5
3.3. Controle e Correo da Distoro:
Diversas medidas podem ser usadas para reduzir a distoro em soldagem.
(a) No projeto de estruturas soldadas:
Projetar estruturas com a menor quantidade possvel de soldas.
Usar chanfros que necessitem a deposio de menos metal de adio.
Usar chanfros simtricos (X, K, duplo U, etc).
Posicionar soldas junto da linha neutra da pea ou em posies simtricas em relao
linha neutra.
Especificar o menor tamanho possvel das soldas compatvel com as solicitaes
existentes.
(b) Na fabricao:
Estimar a distoro que ocorrer na estrutura e posicionar as peas de forma a
compensar esta distoro. (Difcil de aplicar em estruturas complexas)
Modenesi: Efeitos Mecnicos - 26
Colocar peas na sua posio correta, ou prximo desta, e utilizar dispositivos de
fixao ou outras tcnicas para aumento da restrio das peas ao movimento
(ponteamento antes da soldagem, gabaritos, etc).
Usar sequncias de deposio de cordes de solda (deposio por partes, uso de mais
de um soldador iniciando a operao no mesmo ponto e soldando em direes opostas)
e de montagem (montagem por subcomponentes, etc) que minimizem a distoro.
Usar tcnicas ativas de controle da distoro. Em geral, estas tcnicas usam, durante a
soldagem, fontes adicionais de aquecimento (e de resfriamento) de forma a gerar
tenses trmicas adicionais capazes de contrabalancear as tenses geradas pela
soldagem e, desta forma, reduzir a distoro. Um exemplo desta tcnica envolve o
emprego de fontes de aquecimento (maaricos) colocadas lateralmente e deslocando-se
junto com a tocha de soldagem. Estas tcnicas ainda so muito pouco usadas
industrialmente.
(c) Aps a soldagem (correo da distoro):
c.1. Remoo a quente:
Aquecimento localizado (isto , de forma similar ao que gerou a distoro, mas de
forma a contrabalance-la).
Aquecimento uniforme e conformao mecnica.
c.2. Remoo a frio:
Calandragem.
Prensagem.
Martelamento, etc.
4. Bibliografia:
Andrews, J.B. e outros, (1970) Analysis of Thermal Stress and Metal Movement During
Welding, NASA Contractor Report NASA CR-61351.
Gunnert, R. (1958) Method for Measuring tri-axial residual stresses, Doc. IIW X-184-57-
OE, Commission X of the International Institute of Welding.
Masubuchi, K. (1980) Analysis of Welded Structures, Pergamon Press.
Okimura, T. & Taniguchi, C. (1982) Engenharia de Soldagem e Aplicaes, LTC, captulo
5.
Você também pode gostar
- Teste Psicotécnico de RelogiosDocumento15 páginasTeste Psicotécnico de RelogiosCarlos Pointis83% (6)
- NBR 10123 - Trena de Fita de AcoDocumento9 páginasNBR 10123 - Trena de Fita de AcoliegerAinda não há avaliações
- Psicologia SocialDocumento22 páginasPsicologia SocialhigorAinda não há avaliações
- Sfa 5.13Documento1 páginaSfa 5.13liegerAinda não há avaliações
- SFA 5.9 (Vareta)Documento2 páginasSFA 5.9 (Vareta)liegerAinda não há avaliações
- Apostila SoldagemDocumento64 páginasApostila SoldagemLúcio BarbozaAinda não há avaliações
- Princípios Gerais de Segurança No TrabalhoDocumento47 páginasPrincípios Gerais de Segurança No TrabalhoVinícyus Igôa100% (1)
- Eap 3 SGTDocumento22 páginasEap 3 SGTdanienatiAinda não há avaliações
- Preparo de SoloDocumento24 páginasPreparo de SoloJUNIOR ANTONIO DE OLIVEIRAAinda não há avaliações
- LIVROS Biblioteca Da FundarpeDocumento52 páginasLIVROS Biblioteca Da FundarpeJuan Gabriel CunhaAinda não há avaliações
- Tecnicas de ArmazenamentoDocumento18 páginasTecnicas de ArmazenamentoRondinelle Almeida OliveiraAinda não há avaliações
- Witwatersrand Gold DepositsDocumento31 páginasWitwatersrand Gold DepositsAnonymous EZeajrAinda não há avaliações
- Aula 3 - TextoDocumento15 páginasAula 3 - TextoelxcostaAinda não há avaliações
- Avaliação de Matemática 2Documento5 páginasAvaliação de Matemática 2Esc Carlos GomesAinda não há avaliações
- Ο ΔΙΚΑΙΟΠΟΛΙΣ (α)Documento2 páginasΟ ΔΙΚΑΙΟΠΟΛΙΣ (α)Vitor André GonçalvesAinda não há avaliações
- TCC Representação Figura Feminina CançõesDocumento65 páginasTCC Representação Figura Feminina Cançõesrckst44Ainda não há avaliações
- A Força Do Povo - Lages - Marcio Moreira AlvesDocumento173 páginasA Força Do Povo - Lages - Marcio Moreira AlvesEdmar Roberto PrandiniAinda não há avaliações
- Super Powered Regras de Participacao 22-23Documento3 páginasSuper Powered Regras de Participacao 22-23vinicius passosAinda não há avaliações
- CNPQ - Projetos em Rede HumanidaesDocumento15 páginasCNPQ - Projetos em Rede HumanidaesThiago KrauseAinda não há avaliações
- Livro TesteDocumento2 páginasLivro TesteRouter casa DilmaAinda não há avaliações
- +30 Livros de Programação Grátis (PDF) Atualizado 2020 - 1608742731881Documento14 páginas+30 Livros de Programação Grátis (PDF) Atualizado 2020 - 1608742731881Silvio ManuelAinda não há avaliações
- Captura de Tela 2023-03-28 À(s) 13.34.18 PDFDocumento41 páginasCaptura de Tela 2023-03-28 À(s) 13.34.18 PDFJuliana AraújoAinda não há avaliações
- SAMILYDocumento3 páginasSAMILYNaturalista FabricianoAinda não há avaliações
- Retrato de PortugalDocumento352 páginasRetrato de PortugalFernando OliveiraAinda não há avaliações
- Recuperação Judicial Grupo PDG: Relatório Circunstanciado 04 Novembro 2021Documento50 páginasRecuperação Judicial Grupo PDG: Relatório Circunstanciado 04 Novembro 2021Maykon FortunatoAinda não há avaliações
- One Piece 7omar Akuma No Mi v.1.1Documento3 páginasOne Piece 7omar Akuma No Mi v.1.1Miguel CardosoAinda não há avaliações
- Trabalho de Literatura 8º AnoDocumento3 páginasTrabalho de Literatura 8º AnoPedroAinda não há avaliações
- Analise Sintatica Parte II Iades 2019 21111011Documento4 páginasAnalise Sintatica Parte II Iades 2019 21111011Controle de Qualidade Trol PharmaAinda não há avaliações
- Síntese Da Unidade 3-"Farsa de Inês Pereira"Documento11 páginasSíntese Da Unidade 3-"Farsa de Inês Pereira"sofiaAinda não há avaliações
- Paralimpiada Tokyo 2020Documento4 páginasParalimpiada Tokyo 2020YasmimAinda não há avaliações
- O Estresse No Ambiente de TrabalhoDocumento23 páginasO Estresse No Ambiente de TrabalhoEdilson MarçalAinda não há avaliações
- Equilibrio Quimico e Constantes de EquilíbrioDocumento3 páginasEquilibrio Quimico e Constantes de EquilíbrioOlavo RimoliAinda não há avaliações
- Tutorial de Cartografia GeomorfologicaDocumento66 páginasTutorial de Cartografia GeomorfologicaCarlos Narvaez Lopez100% (1)
- 4 Atividade - Tensão Normal - Mecânica Dos Sólidos (9001100) - 2021 - 2Documento4 páginas4 Atividade - Tensão Normal - Mecânica Dos Sólidos (9001100) - 2021 - 2Luiz Miguel EstevesAinda não há avaliações