Você também pode gostar
- Check List de MotoniveladoraDocumento2 páginasCheck List de MotoniveladoraSunnah Mansur81% (27)
- Cópia de NR11 Xls 19 E 20 12Documento1 páginaCópia de NR11 Xls 19 E 20 12Leonardo PearceAinda não há avaliações
- Cópia de NR11 Xls 19 E 20 12Documento1 páginaCópia de NR11 Xls 19 E 20 12Leonardo PearceAinda não há avaliações
- Indice Data Book Betonpoxi - Vol. 03 - Pasta 01 de 02Documento1 páginaIndice Data Book Betonpoxi - Vol. 03 - Pasta 01 de 02Leonardo PearceAinda não há avaliações
- Compressor Mswv120 Fort460cDocumento1 páginaCompressor Mswv120 Fort460cLeonardo PearceAinda não há avaliações
- Os Problemas de São Luís Do MaranhãoDocumento3 páginasOs Problemas de São Luís Do MaranhãoLeonardo PearceAinda não há avaliações
- 01-Aco Estrutural Civ0237Documento16 páginas01-Aco Estrutural Civ0237ferlijaAinda não há avaliações
- Formação de Cipeiro NR-5Documento3 páginasFormação de Cipeiro NR-5Leonardo PearceAinda não há avaliações
- DT-AB-RE - ES - TEE-002 H - Serviços Com H2S, H2Documento24 páginasDT-AB-RE - ES - TEE-002 H - Serviços Com H2S, H2Rodrigo Cesar BragaAinda não há avaliações
- Operador de Tratamento TérmicoDocumento8 páginasOperador de Tratamento TérmicoRaphael Souza De JesusAinda não há avaliações
- Dissertacao Versao FinalDocumento85 páginasDissertacao Versao FinalAdalberto Gomes de MirandaAinda não há avaliações
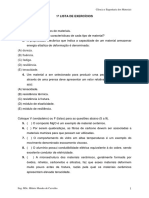
- 1 Lista de Exercícios PDFDocumento10 páginas1 Lista de Exercícios PDFElton100% (1)
- Usinabilidade Dos MateriaisDocumento103 páginasUsinabilidade Dos MateriaisbexigaobrotherAinda não há avaliações
- Estrado Isolante de BorrachaDocumento17 páginasEstrado Isolante de Borrachafernanda melloAinda não há avaliações
- NBR14717 - Gesso Acartonado - Características FísicasDocumento6 páginasNBR14717 - Gesso Acartonado - Características FísicastiagofcoutinhoAinda não há avaliações
- Porta MoldesDocumento23 páginasPorta Moldesgui_nf6618Ainda não há avaliações
- Ensaio Materiais GabaritoDocumento6 páginasEnsaio Materiais GabaritoProfissional SENAIAinda não há avaliações
- NBR 05007 (1982) PDFDocumento18 páginasNBR 05007 (1982) PDFJesus Enrique Alfonzo RiveroAinda não há avaliações
- Ensaios Tecnológicos de Aço PDFDocumento44 páginasEnsaios Tecnológicos de Aço PDFAmoraSapeca100% (1)
- Product File File PT BR 1538745955812 Catalogo Geral de Bicos e Acessorios PT 930002018Documento52 páginasProduct File File PT BR 1538745955812 Catalogo Geral de Bicos e Acessorios PT 930002018Marcelo SilvaAinda não há avaliações
- Ensaios Mecânicos - T.20221.B - AOL3Documento5 páginasEnsaios Mecânicos - T.20221.B - AOL3rogersampaiocosta-1Ainda não há avaliações
- Especificação Técnica Aço AISI P20Documento1 páginaEspecificação Técnica Aço AISI P20Rafael SalvagniAinda não há avaliações
- Engrenagens - DimensionamentoDocumento12 páginasEngrenagens - DimensionamentoecavalinAinda não há avaliações
- Relatorio de Tratamento TérmicoDocumento5 páginasRelatorio de Tratamento TérmicoAndrey Melo CRAinda não há avaliações
- Aula 03 - Gestão Da Qualidade III - EstratificaçãoDocumento25 páginasAula 03 - Gestão Da Qualidade III - EstratificaçãowagnercpcAinda não há avaliações
- Relatório Ensaios ENS 2023 23Documento8 páginasRelatório Ensaios ENS 2023 23Danilo KaminskiAinda não há avaliações
- Relatorio Ensaio de Dureza - EsclerometriaDocumento4 páginasRelatorio Ensaio de Dureza - EsclerometriaCarlos OliveiraAinda não há avaliações
- Propriedades Do Aço ABNT 8620 Sinterizado Após Moldagem de Pós Metálicos Por Injeção (MPI)Documento12 páginasPropriedades Do Aço ABNT 8620 Sinterizado Após Moldagem de Pós Metálicos Por Injeção (MPI)Mario FonsecaAinda não há avaliações
- Aço 1020Documento4 páginasAço 1020Breno VerdolinAinda não há avaliações
- Manual TirantesDocumento24 páginasManual TirantesNubiaCintiaAinda não há avaliações
- Parte 4: Condições Técnicas de Fornecimento de Aços para Beneficiamento Versão Alemã EN 10263-4:2001Documento18 páginasParte 4: Condições Técnicas de Fornecimento de Aços para Beneficiamento Versão Alemã EN 10263-4:2001Gustavo FelipeAinda não há avaliações
- Aço SAE 4140 Propriedades MecânicasDocumento6 páginasAço SAE 4140 Propriedades MecânicasHenrique FernandesAinda não há avaliações
- Aula-11-Engrenagens - Dentes - Retos - DINDocumento30 páginasAula-11-Engrenagens - Dentes - Retos - DINRômulo CastroAinda não há avaliações
- Relatório - Seleção de Tratamento TermoquimicoDocumento7 páginasRelatório - Seleção de Tratamento TermoquimicoJosimar FariasAinda não há avaliações
- Curso - Ensaios Mecânicos PDFDocumento202 páginasCurso - Ensaios Mecânicos PDFMateus RamalhoAinda não há avaliações
- FresagemDocumento7 páginasFresagemanon-192995100% (2)
- Trabalho de Tratamento TermicoDocumento14 páginasTrabalho de Tratamento TermicoMateus DamiãoAinda não há avaliações
- 31711-Ensaios Destrutivos - DurezaDocumento19 páginas31711-Ensaios Destrutivos - DurezaVictor LucasAinda não há avaliações