Você também pode gostar
- Apostila - Cura InteriorDocumento7 páginasApostila - Cura InteriorLista Modelo dos 1296% (130)
- Biblia de JerusalemDocumento927 páginasBiblia de JerusalemEdson Ramos94% (18)
- Caixas Cambio Eaton Fso 4405 Aluminio PDFDocumento167 páginasCaixas Cambio Eaton Fso 4405 Aluminio PDFtelmy86% (7)
- 7º Relatorio de FiscalizacaoDocumento29 páginas7º Relatorio de FiscalizacaoManuel Da Silva Ngunga50% (2)
- Ufpr2014 Aps Fundamentos Da ArquiteturaDocumento102 páginasUfpr2014 Aps Fundamentos Da ArquiteturaCaiuby Menezes da CostaAinda não há avaliações
- NBR 13532 - Elaboração de Projetos de Edificações-ArquiteturaDocumento8 páginasNBR 13532 - Elaboração de Projetos de Edificações-ArquiteturaAnna Cristina100% (1)
- Engenharia Econômica Capítulos 1 A 4Documento110 páginasEngenharia Econômica Capítulos 1 A 4Marcelo Eduardo Benencase67% (3)
- O Caminho Batismal Da QuaresmaDocumento3 páginasO Caminho Batismal Da QuaresmaEdson RamosAinda não há avaliações
- Amar A Deus Sem Pedir Nada em TrocaDocumento6 páginasAmar A Deus Sem Pedir Nada em TrocaEdson RamosAinda não há avaliações
- EMPRESA - 238 - 919033230NA-008 Rev2 PDFDocumento26 páginasEMPRESA - 238 - 919033230NA-008 Rev2 PDFEdson RamosAinda não há avaliações
- Não Há Renovação Na Igreja Sem ConversãoDocumento5 páginasNão Há Renovação Na Igreja Sem ConversãoEdson RamosAinda não há avaliações
- EMPRESA - 238 - 150280178LV-190 Rev4 Caldeiraria - Candidato PDFDocumento2 páginasEMPRESA - 238 - 150280178LV-190 Rev4 Caldeiraria - Candidato PDFEdson RamosAinda não há avaliações
- Apostila Metrologia CompletaDocumento91 páginasApostila Metrologia CompletaCarlos EduardoAinda não há avaliações
- E-QP-ECD-078 - Rev-B Gabarito de Forma PDFDocumento10 páginasE-QP-ECD-078 - Rev-B Gabarito de Forma PDFEdson RamosAinda não há avaliações
- E-QP-ECD-073 Rev AJunta Tubular PDFDocumento11 páginasE-QP-ECD-073 Rev AJunta Tubular PDFEdson RamosAinda não há avaliações
- DinamicasDocumento50 páginasDinamicasNayara Chaves StarlingAinda não há avaliações
- DinamicasDocumento5 páginasDinamicasEdson RamosAinda não há avaliações
- It CD CLDocumento9 páginasIt CD CLLuis Evangelista Moura PachecoAinda não há avaliações
- It CD CLDocumento9 páginasIt CD CLLuis Evangelista Moura PachecoAinda não há avaliações
- CATALOGO Filter FlexDocumento16 páginasCATALOGO Filter FlexRobson Vilas BoasAinda não há avaliações
- Solda Na Manutenção IIDocumento3 páginasSolda Na Manutenção IIMarx AraujoAinda não há avaliações
- Capítulo 1 - Introdução 17 1.1 - CNC - Máquinas Ferramentas Com Comando Numérico Computadorizado 17Documento6 páginasCapítulo 1 - Introdução 17 1.1 - CNC - Máquinas Ferramentas Com Comando Numérico Computadorizado 17RNDPRADOAinda não há avaliações
- Cardioversor - Instramed Cardiomax - Manual Do Usuário PDFDocumento189 páginasCardioversor - Instramed Cardiomax - Manual Do Usuário PDFdanielAinda não há avaliações
- Comandas PostosDocumento1 páginaComandas PostosDornilda Jovino De Almeida Aimbaré De TucunduváAinda não há avaliações
- Analise de MalwareDocumento17 páginasAnalise de MalwareWanderson OliveiraAinda não há avaliações
- Empresas de Manutenção Certificadas No BrasilDocumento2 páginasEmpresas de Manutenção Certificadas No BrasilHelenita RosaAinda não há avaliações
- Ácido - ARGALIT NAP 52 - FISPQ 260Documento14 páginasÁcido - ARGALIT NAP 52 - FISPQ 260jao.muniz97Ainda não há avaliações
- MODELO - TRABALHO MiguelDocumento4 páginasMODELO - TRABALHO Miguelkarina calado CorreiaAinda não há avaliações
- Manual Mmo16e1ng e Mmo16e1ng XTDocumento93 páginasManual Mmo16e1ng e Mmo16e1ng XTMarcioAinda não há avaliações
- 6 - Tarefa - Transformadores de Potência r1 PDFDocumento11 páginas6 - Tarefa - Transformadores de Potência r1 PDFVeruska AndréaAinda não há avaliações
- Apr Manutenção EletricaDocumento3 páginasApr Manutenção EletricaCleber FonsecaAinda não há avaliações
- Riscos Geológicos Da Cidade de OP-SobreiraDocumento15 páginasRiscos Geológicos Da Cidade de OP-SobreiraBruno BretasAinda não há avaliações
- Petrobras 21 Ns Demanda Candidatos Por Vaga Sem Cadastro de ReservaDocumento2 páginasPetrobras 21 Ns Demanda Candidatos Por Vaga Sem Cadastro de ReservaAlexandre ArnoldAinda não há avaliações
- S 8000 GealanDocumento16 páginasS 8000 GealanLuís GuerreiroAinda não há avaliações
- Laudo de Avaliação As 2173-2022-1Documento6 páginasLaudo de Avaliação As 2173-2022-1Jordan Pereira PereiraAinda não há avaliações
- O Diodo LaserDocumento12 páginasO Diodo LaserpjvvsapoAinda não há avaliações
- Candidatos Com Inscrição HomologadaDocumento246 páginasCandidatos Com Inscrição HomologadaregistroAinda não há avaliações
- Cinetica ExerciciosDocumento2 páginasCinetica ExercicioscarlostucupiAinda não há avaliações
- ΒΔΞ - Cavalos X CilindradasDocumento2 páginasΒΔΞ - Cavalos X CilindradasNOIVODALAGOAAinda não há avaliações
- PROVADocumento4 páginasPROVASiSi SilvaAinda não há avaliações
- FORM-PO-OM-COSE-001-03 - TP FASE A Rev0Documento4 páginasFORM-PO-OM-COSE-001-03 - TP FASE A Rev0fabioAinda não há avaliações
- Potência em Regime Senoidal PermanenteDocumento39 páginasPotência em Regime Senoidal PermanentePedro HenriqueAinda não há avaliações
- 01 Leitura e Interpretação DesenhoDocumento50 páginas01 Leitura e Interpretação DesenhoMoacir SilvaAinda não há avaliações
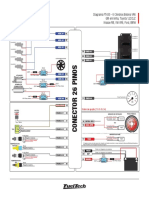
- FT450 - 6 Cil 6 Inj Bob VR6 01Documento1 páginaFT450 - 6 Cil 6 Inj Bob VR6 01William FernandesAinda não há avaliações