Escolar Documentos
Profissional Documentos
Cultura Documentos
Prosol 01
Enviado por
Rival Coelho CoelhoTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Prosol 01
Enviado por
Rival Coelho CoelhoDireitos autorais:
Formatos disponíveis
Alexandre Queiroz Bracarense, PhD.
Universidade Federal de Minas Gerais.
Escola de Engenharia.
Programa de Ps-Graduao em Engenharia Mecnica.
bracarense@ufmg.br
http://www.infosolda.com.br/artigos/prosol01.pdf 2003www.infosolda.com.br
Processo de Soldagem com Arame Tubular-FCAW
Alexandre Queiroz Bracarense
Histrico
Os processos de soldagem com proteo gasosa ti-
veram incio na dcada de 20. Experincias deste
perodo j demonstravam significantes melhorias
nas propriedades das soldas quando o arco e o me-
tal fundido esto protegidos da contaminao pela
atmosfera. De qualquer modo, o desenvolvimento
do eletrodo revestido no final desta dcada, reduziu
o interesse por estes processos.
A utilizao comercial do processo de soldagem com
eletrodo de tungstnio na dcada de 40 reacendeu o
interesse pela soldagem com proteo gasosa. O
argnio e o hlio foram os primeiros gases de pro-
teo a serem utilizados. Posteriormente, estudos
sobre o processo de soldagem com eletrodo revesti-
do demonstraram que o gs gerado pela decompo-
sio do revestimento , predominantemente, o CO
2
.
Como conseqncia, iniciaram-se testes para a uti-
lizao deste gs como proteo at que, nos anos
50, comearam a ser aceitos comercialmente.
Na dcada de 50, a introduo da combinao do
gs de proteo CO
2
com eletrodos contendo fluxo
interno (arames tubulares) propiciou significantes
melhorias nas condies de operao e na qualida-
de da solda. A primeira apresentao pblica deste
processo (conhecido como FCAW) foi no ano de
1954 e, em 1957, os equipamentos utilizados j
possuam uma configurao similar a atual. Poste-
riormente, surgiram variaes deste processo como,
por exemplo, arames tubulares que no necessitam
de gs de proteo (auto-protegidos) ou que utili-
zam fluxo aglomerado para proteo do arco e me-
tal fundido.
Fundamentos
FCAW um processo de sol dagem onde a
coalescncia entre metais obtida atravs de arco
eltrico entre o eletrodo e a pea a ser soldada. A
proteo do arco neste processo feita pelo fluxo
i nt erno do arame podendo ser, ou no,
complementada por um gs de proteo. Alm da
funo de proteger o arco eltrico da contaminao
pela atmosfera, o fluxo interno do arame pode tam-
bm atuar como desoxidante atravs da escria for-
mada, acrescentar elementos de liga ao metal de
solda e estabilizar o arco. A escria formada, alm
de atuar metalrgicamente, protege a solda durante
a solidificao.
A soldagem com arame tubular possui inmeras se-
melhanas com relao ao processo GMAW no que
diz respeito aos equipamentos e princpios de fun-
cionamento. Este fato lhe permite compartilhar o
alto fator de trabalho e taxa de deposio caracte-
rsticos da soldagem GMAW. Por outro lado, atra-
vs da soldagem FCAW possvel obter a alta ver-
satilidade da soldagem com eletrodos revestidos no
ajuste de composio qumica e facilidade de traba-
lho em campo.
Caractersticas
Os benefcios da soldagem com arames tubulares
esto relacionados a trs caractersticas gerais :
Produtividade relacionada a utilizao de ara-
mes contnuos.
Benefcios metalrgicos provenientes do fluxo
interno do arame.
Auxlio da escria na forma e aspecto do cordo
de solda.
O processo de soldagem com arame tubular duas
variaes. Na primeira (eletrodo com proteo ga-
sosa)
o fluxo interno tem principalmente a funo de
desoxidante e de introdutor de elementos de liga.
As funes de proteo do arco e ionizao da at-
mosfera ficam mais a cargo do gs introduzido a
parte. O gs de proteo usualmente o dixido de
carbono ou uma mistura de argnio e dixido de car-
bono. O processo de proteo a gs apropriado para
Alexandre Queiroz Bracarense, PhD.
Universidade Federal de Minas Gerais.
Escola de Engenharia.
Programa de Ps-Graduao em Engenharia Mecnica.
bracarense@ufmg.br
http://www.infosolda.com.br/artigos/prosol01.pdf 2003 www.infosolda.com.br
o fluxo interno tem principalmente a funo de
desoxidante e de introdutor de elementos de liga.
As funes de proteo do arco e ionizao da at-
mosfera ficam mais a cargo do gs introduzido a
parte. O gs de proteo usualmente o dixido de
carbono ou uma mistura de argnio e dixido de car-
bono. O processo de proteo a gs apropriado para
produo de peas pequenas e soldagem de profun-
da penetrao.
No processo com proteo a gs, o extremo do ara-
me emerge do interior de um tubo que estabelece o
contato eltrico e h um outro tubo que forma uma
coifa de onde flui o gs de proteo do arco.
Na segunda variao (eletrodo autoprotegido) a pro-
teo obtida pelo os ingredientes do fluxo, que
vaporizam e deslocam com o ar para os componen-
tes da escria que cobrem a poa para protege-la
durante a soldagem.
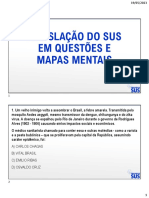
Figura 1 Soldagem com proteo gasosa.
Figura 2 Soldagem com arame tubular autoprotegido
Direo de
Soldagem
Metal de Solda
Poa de Solda
Escria
Solidificada
Guia do Arame e
Tubo de Contato
Escria
Derretida
Eletrodo Tubular
Material em P, Desoxidantes,
Material na Forma de Vapor,
Turbulncia
Proteo do Arco
Arco e Metal de
Transferncia
Escria
Solidificada
Bocal para Gs
Guia do Arame e
Tubo de Contato
Proteo Gasosa
Eletrodo Tubular
Metal Pulverizado
Fluxo e Escria
Direo de Soldagem
Arco e Metal
de Transferncia
Poa de
Soldagem
Escria
Derretida
Metal de
Solda
Solidificado
Alexandre Queiroz Bracarense, PhD.
Universidade Federal de Minas Gerais.
Escola de Engenharia.
Programa de Ps-Graduao em Engenharia Mecnica.
bracarense@ufmg.br
! http://www.infosolda.com.br/artigos/prosol01.pdf 2003www.infosolda.com.br
O arame tubular emerge de um tubo guia eletrica-
mente isolado e o contato eltrico fica mais distan-
te da extremidade do arame.
Uma das caract er st i cas dos el et rodos
autoprotegidos o uso de eletrodos com grande
extenso. A extenso dos eletrodos o comprimen-
to no fundido at o tubo de contato durante a
soldagem, essa extenso varia de 19 a 95mm, que
so usados dependendo da aplicao. Aumentando
a extenso do eletrodo aumenta a resistncia ao calor
do eletrodo, este pr aquece e diminui a tenso
requerida do arco. Em alguns casos a corrente de
soldagem diminui a qual reduz o calor disponvel
para fundir o metal de base, resultando assim uma
solda estreita e rasa. Grandes extenses dos eletro-
dos no podem ser igualmente aplicadas para os
mtodos de proteo a gs, por causa de efeitos
desfavorveis na proteo.
Alguns eletrodos autoprotegidos tm sido desenvolvi-
dos especificamente para soldagem de aos com re-
vestimento de zinco e aos ligados ao alumnio muito
comuns na indstria automobilstica. Normalmente, o
processo com eletrodo auto-protegido usado para tra-
balhos em campo, porque eles permitem correntes de
ar maiores.
Parmetros de Soldagem
Corrente de Soldagem
A corrente de soldagem proporcional a velocida-
de de alimentao do arame para um determinado
dimetro, composio e extenso do eletrodo. Se as
outras variveis forem mantidas constantes, para
um determinado dimetro de eletrodo, o aumento
da corrente de soldagem ir provocar: aumento da
taxa de deposio do eletrodo, aumento da penetra-
o e um cordo de solda convexo com aparncia
ruim para aumentos excessivos a corrente. Por ou-
tro lado, uma corrente insuficiente ir produzir
transferncia do tipo spray, respingos excessivos e
porosidade no metal solda devido a absoro de hi-
drognio (quando soldado com arame tubular
autoprotegido).
A corrente de soldagem aumentada ou diminuda
atravs da variao da velocidade de alimentao
do eletrodo. Para uma taxa de alimentao a cor-
rente vai variar em funo do comprimento do ele-
trodo. Aumentado a extenso do eletrodo, a corren-
te de soldagem tende a diminuir e vice-versa.
Tenso de Soldagem
A tenso do arco e o seu comprimento esto direta-
mente relacionados. A aparncia, penetrao e pro-
priedades do cordo de solda obtido atravs do pro-
cesso FCAW podem ser afetadas pela tenso do
arco. Altas tenses (comprimento de arco maior)
podem resultar respingos excessivos e contorno ir-
regul ar do cordo de sol da. Em el et rodos
autoprotegidos, o aumento da tenso pode provo-
car aumento na absoro de hidrognio. Com ele-
t rodo de ao bai xo carbono podem causar
porosidade. Em eletrodos de ao inoxidvel podem
originar trincas pela reduo do teor de ferrita no
metal depositado. Tenses baixas (arco menor) re-
sultaro em uma superfcie estreita, excesso de res-
pingos e reduo de penetrao.
Extenso do Eletrodo
Extenso do eletrodo seu o comprimento no fundi-
do a partir do bico de contato. Aumento na extenso
do eletrodo tende a aumentar a temperatura do eletro-
do devido ao efeito Joule. A temperatura do eletrodo
afetar a taxa de deposio e a penetrao. Os fabri-
cantes recomendam a extenso de 19 a 38mm para
eletrodos com proteo gasosa e 19 a 95mm com ele-
trodos autoprotegidos, dependendo da aplicao.
Vazo do Gs de Proteo
Na soldagem com proteo gasosa, a vazo do gs
uma varivel que afeta diretamente na qualidade do
metal depositado. Vazo inadequada propiciar pouca
proteo da poa de fuso e consequentemente ocor-
rncia de poros e oxidao. Vazo excessiva de gs
resultar em turbulncia e aumento de impurezas no
metal depositado. A escolha correta da vazo do gs
depender do tipo e dimetro do bocal da tocha, dis-
tncia do bocal at a pea de trabalho e correntes de ar
durante a soldagem.
Taxa de Deposio e Eficincia
Taxa de deposio a quantidade de eletrodo (em peso)
depositado por unidade de tempo. A taxa de deposio
depende de variveis de soldagem como: dimetro do
eletrodo, composio, extenso do eletrodo e corrente
de soldagem. Eficincia a quantidade de metal deposi-
tado por quantidade de eletrodo consumido.
Alexandre Queiroz Bracarense, PhD.
Universidade Federal de Minas Gerais.
Escola de Engenharia.
Programa de Ps-Graduao em Engenharia Mecnica.
bracarense@ufmg.br
" http://www.infosolda.com.br/artigos/prosol01.pdf 2003 www.infosolda.com.br
Velocidade de Soldagem
A velocidade de soldagem influencia na penetrao
e contorno do cordo. Para altas velocidades
desoldagem a penetrao baixa. Baixas velocida-
des e altas correntes podem resultar na ocorrncia
de incluses de escrias e fuso do metal de base.
Aplicaes
FCAW utilizada para soldar aos carbono, baixa
liga, inoxidveis na construo de vasos de presso
e tubulaes para a indstria qumica, petrolfera e
de gerao de energia. Na indstria automotiva e
de equipamentos pesados, vem sendo usado na fa-
bricao de partes de chassi, eixo diferencial,
cambagem de rodas, componentes de suspenso e
outras partes. Arames tubulares com dimetros
menores vm sendo utilizados no reparo de chassis
de automveis.Este processo utilizado tambm na
soldagem de algumas ligas de nquel.
O mtodo a ser usado depende do tipo de eletrodo
desenvolvido, das propriedades mecnicas exigidas,
do tipo de junta, do tipo de adaptador e etc.
Metal Base
Entre os metais base soldveis pelo processo FCAW
podemos citar:
Aos baixo carbono.
Aos estruturais resistentes a corroso atmosfrica.
Aos cromo-molibdnio resistentes a altas temperaturas.
Aos ligados ao nquel.
Aos temperados.
Aos mdio carbono, tratados termicamente e baixa liga.
Aos inoxidveis.
Ligas de nquel.
Equipamentos
Equipamentos para soldagem pelo processo FCAW
so similares aos utilizados para na soldagem pelo
processo GMAW. Poucas mudanas so necessri-
as na adequao de um equipamento que est utili-
zando arame slido para utilizar arame tubular,
exceto na soldagem com arame autoprotegido.
O equipamento para soldagem com arames tubulares
constitudo por fonte de energia, sistema de ali-
mentao de arame e tocha. Na soldagem com gs
de proteo equipamentos auxiliares so utilizados.
A soldagem FCAW pode ser automtica ou semi-
automtica.
Fonte de Corrente
Contnua e Tenso
Constante Voltmetro
Ampermetro
Fornece 115V
Controle de Tenso
Alimentador de
Arame (Controle)
Gs Interno
Rolo e Arame
Carro do
Arame
Energia para
o Eletrodo
Tubo Guia de Soldagem
e Tubo de Contato
Trabalho
Cabo Terra
Gs Externo
Font e de Gs de
Proteo
Figura 3 Equipamento automtico para soldagem com
arame tubular.
Alexandre Queiroz Bracarense, PhD.
Universidade Federal de Minas Gerais.
Escola de Engenharia.
Programa de Ps-Graduao em Engenharia Mecnica.
bracarense@ufmg.br
# http://www.infosolda.com.br/artigos/prosol01.pdf 2003www.infosolda.com.br
Equipamento para Soldagem
Automtica
Na soldagem FCAW automtica geralmente so uti-
lizadas fontes de corrente constante com ciclo de
trabalho de 100%. Para determinadas aplicaes
podem ser necessrias fontes com capacidade de
at 1000A.
Na soldagem automtica a tocha , geralmente, mon-
tada junto ao sistema de alimentao de arame eli-
minando assim, a necessidade do condute. Tochas
com sistemas de refrigerao a ar ou gua podem
ser utilizadas dependendo dos nveis de corrente e
gs de proteo. Para soldagem com CO
2
em cor-
rentes superiores a 500A geralmente se utiliza tocha
com resfriamento a ar. Quando o gs de proteo
possui altos teores de argnio, para correntes su-
Energia
Gs de Proteo
Circulao
de gua
Eletrodo
Figura 4 Tocha para soldagem
automtica com arame tubular
com refrigerao a gua e
proteo gasosa
Bico Isolado
Tubo Guia do Eletrodo
Tubo de Contato
Extenso do Eletrodo
Extenso
Visvel
Eletrodo Tubular
Tubo Guia Isolado
Trabalho
Figura 5 Detalhe de um bico utilizado na soldagem
automtica com arame tubular autoprotegido.
periores 300A, j se utiliza tocha resfriada a ar.
Correntes superiores as citadas podem requerer
tochas com sistema de resfriamento a gua. Na
soldagem com arames autoprotegidos no comum
o uso de tochas com sistema de resfriamento.
Para se obter elevada deposio de material na
soldagem com eletrodo auto-protegido, podemos
usar tochas em srie. Para superfcies em grande
escala, alm do uso de tochas em srie (mltiplos
eletrodos), pode-se usar um sistema de oscilao
das mesmas.
Equipamento para Soldagem
Semi-automtica
Neste tipo de soldagem normalmente so utilizadas
fontes de tenso constante e corrente contnua. A
maior parte das fontes de energia para soldagem
FCAW semi-automtica usa correntes abaixo de
600A. Equipamentos com ciclo de trabalho de, no
mnimo, 60% atendem perfeitamente a maioria das
aplicaes industriais semi-automticas. Em soldas
de reparo e manuteno equipamentos com ciclo de
trabalho inferiores a 60% podem ser suficientes. Em
fontes de tenso constante, para uma determinada
tenso e velocidade de alimentao de arame, a cor-
rente se ajusta com o objetivo de manter o arco. A
velocidade de alimentao do arame pode ser con-
trolada mecanicamente ou por meio eletrnico sen-
do que, para velocidades de alimentao maiores
teremos, como resultado, acrscimo na corrente du-
rante a soldagem.
Fonte de Corrente
Contnua e Tenso
Constante
Controle da Tenso
Vlvula Solenoide
Voltmetro e
Ampermetro
Fornece 115V
Al i ment ao do
Arame (Controle)
Gs Interno
Controle
Rolo de
Arame
Carro do Arame
Energia para o Eletrodo
Pistola de
Soldagem
Trabalho
Cabo Terra
Gs Externo
Fonte de Gs
de Proteo
Figura 6 Equipamento semi-automtico para
soldagem com arame tubular.
Alexandre Queiroz Bracarense, PhD.
Universidade Federal de Minas Gerais.
Escola de Engenharia.
Programa de Ps-Graduao em Engenharia Mecnica.
bracarense@ufmg.br
$ http://www.infosolda.com.br/artigos/prosol01.pdf 2003 www.infosolda.com.br
Este processo requer o uso de roldanas para evitar
que o arame no seja torcido. A tocha tpica para
soldagem semi-automtica projetada de modo que
fornea conforto e tranqilidade de manobra durante
a soldagem. Para correntes mais altas torna-se ne-
cessrio o uso de tochas com sistema de resfriamento
a ar ou a gua.
Figura 7 Detalhe de duas tochas para soldagem
FCAW semi-automtica com proteo.
Figura 8 Detalhe de uma tocha para soldagem semi-
automtica com arame tubular autoprotegido.
Bocal para Gs
Tubo de Contato
Camara de Gs
Resfriado
Gatlho
Gs de Linha
Cabo de
Fora
Bocal para Gs
Tubo de Contato
Cmara Resfriadora a gua
Indicao das Setas
gua Interna
Sada de gua
Gs
Gatilho
Proteo de Mo
Cabo de Energia
Entrada de Gs e
gua Interna e
Externa
As Setas Indicam o
Fluxo Gasoso
Acessrios
Extratores de Fumos
Para que haja controle da poluio, so tomadas
algumas providncias como adaptar na pistola de
soldagem um extrator de fumos. O extrator de fumo
normalmente consiste de um bocal extrator que cir-
cula o bocal da pistola. Ele pode ser adaptado para
pistola com proteo a gs ou autoprotegida. Este
bocal ligado a um recipiente filtrante e bombeado
para fora. O bocal de extrao de fumo colocado
a uma distncia suficiente do bocal da pistola de modo
que no cause distrbio no gs de proteo do arco.
Uma desvantagem do extrator de fumo que ele adi-
ciona peso e aumenta o volume do equipamento de
soldagem. Em uma rea de soldagem bem ventilada
no necessrio ter o extrator de fumos.
Consumveis Eletrodos
No processo de fabricao de arames tubulares uma
fita ou fio mquina passa por um conjunto de rolos
de conformao at sua seco transversal possuir
o perfil "U", a seguir o fluxo interno alimentado e
outro conjunto de rolos de conformao fecha sua
seco. Posteriormente, o arame tem seu dimetro
reduzido at atingir a dimenso desejada. Esta re-
duo pode ser atravs da trefilao utilizando
fieiras ou rolos (roller dies). Durante este proces-
so, caso a reduo da seco seja efetuada por
trefilao, so utilizados lubrificantes que sero
posteriormente queimados em fornos para remoo
do excesso. A fi gura abai xo represent a,
esquematicamente, o processo de fabricao de ara-
mes tubulares utilizando fita.
Figura 9 Processo de fabricao (esquematicamente).
Cabo de Fora
Tubo Guia do
Eletrodo
Cabo Condutor
Gatilho
Proteo da Mo (Suporte)
Tubo Guia do
Eletrodo
Tubo de Contato
Guia de Eletrodo
Isolada
Eletrodo
Bobinamento do Arame
Fieira
Alimentador de Fluxo
Fita
Rolos de Conformao
Rolos de Conformao
Alexandre Queiroz Bracarense, PhD.
Universidade Federal de Minas Gerais.
Escola de Engenharia.
Programa de Ps-Graduao em Engenharia Mecnica.
bracarense@ufmg.br
% http://www.infosolda.com.br/artigos/prosol01.pdf 2003www.infosolda.com.br
Os arames tubulares podem ter diferentes tipos de
seo. As mais usuais so com fechamento de topo
e sobreposto (overlap).
Figura 10 Seces de arames tubulares.
O percentual de fluxo no interior do arame pode
variar de 15 a 50% do seu peso. Este percentual vai
depender, entre outros fatores, das funes a serem
desempenhadas pelo fluxo. Arames tubulares auto-
protegidos possuem percentuais de fluxo conside-
ravelmente superiores aos que utilizam proteo ga-
sosa.
Com relao a composio do fluxo interno os ara-
mes podem ser bsicos, rutlicos ou metal cored.
Os bsicos produzem soldas com excelentes pro-
priedades mecnicas e baixos teores de hidrognio,
os rutlicos proporcionam uma soldagem "suave" e
um cordo com excelente aspecto visual e os do tipo
metal cored, que possuem alto percentual de p de
ferro em sua composio, proporcionam altas ta-
xas de deposio e rendimento.
Com relao ao metal depositado podemos ter ara-
mes tubulares que produzem soldas de ao carbo-
no, baixa liga, inoxidvel, entre outros.
Gs de Proteo
Dentre as diversas opes de gases e misturas des-
tes disponveis no mercado, a opo deve ser feita
por aquele que atenda os requisitos de qualidade re-
queridos com o menor custo possvel. Entre os mais
usados pode-se citar o dixido de carbono e mistu-
ras deste com o argnio. Os gases hlio e oxignio
tambm esto bastante presentes em misturas para
soldagem FCAW.
Dixido de Carbono
O dixido de carbono (CO
2
) muito usado para
proteo durante a soldagem com arames tubulares.
Duas vantagens deste gs so o baixo custo e alta
penetrao. Embora ele usualmente usado nas trans-
ferncias globular, algumas formulaes de fluxo
produzem transferncia spray com o uso de CO
2
.
O dixido de carbono relativamente inativo na tem-
peratura ambiente. Quando ele aquecido a altas
temperaturas pelo arco eltrico, dissocia formando
o monxido de carbono (CO) e o oxignio (O
2
) como
indicado na equao abaixo:
2CO
2
2CO + O
2
O oxignio proveniente desta dissociao ir reagir
com os elementos do metal fundido oxidando-os.
Assim, materiais desoxidantes so adicionados ao
fluxo do eletrodo para compensar os efeitos
oxidantes do CO
2
.
Mistura de Gases
O uso da mistura de gases na soldagem com ara-
mes tubulares pode combinar as vantagens separa-
das de dois ou mais gases. O aumento de gs inerte
aument a a efi ci nci a de t ransfernci a dos
desoxidantes que esto no fluxo do arame. Por ou-
tro lado, a penetrao do ser reduzida. O Argnio
capaz de proteger a poa de fuso em todas as
temperaturas de soldagem. Sua presena em quan-
tidade suficiente resulta na diminuio da oxidao
comparativamente a proteo com CO
2
(100%).
Figura 11 Efeito do gs de proteo no perfil do cordo de solda usando DCEP.
Argnio Argnio + Oxignio CO
2
+ Argnio CO
2
Hlio Argnio + Hlio
Alexandre Queiroz Bracarense, PhD.
Universidade Federal de Minas Gerais.
Escola de Engenharia.
Programa de Ps-Graduao em Engenharia Mecnica.
bracarense@ufmg.br
& http://www.infosolda.com.br/artigos/prosol01.pdf 2003 www.infosolda.com.br
Atualmente, diversos tipos de mistura esto dispo-
nveis no mercado. A mais usada no FCAW 75%
de Argnio e 25% de CO
2
. O metal de solda depo-
sitado com esta mistura tem alto limite de escoa-
mento e resistncia trao, comparado com o metal
depositado com 100% de proteo com CO
2
.
Classificao dos Consumveis
para FCAW
A AWS (American Welding Society) possui trs
especificaes destinadas aos consumveis para
soldagem pelo processo FCAW (A5.20 - arames
t ubul ares de ao carbono, A5. 29 - arames
tubulares de baixa liga e A5.22 - arames tubulares
inoxidveis).
Eletrodos de Ao Carbono e
Baixa Liga
A maior parte dos eletrodos de ao carbono e baixa
liga para o FCAW so classificados de acordo com
os requisitos (exigncias) da AWS A5. 20 -
Specification for Carbon Steel Electrodes for Flux
Cored Arc Welding e da A5.29 - Specification for
Low Alloy Steel Electrodes for flux Cored Arc
Welding O sistema de classificao usado nestas
especificaes segue basicamente a figura abaixo.
Para os eletrodos baixa liga acrescentada a esta
classificao, aps a letra T, um nmero que indica
a composio qumica do metal depositado.
Eletrodos de Aos Inoxidveis
Os eletrodos de ao inoxidvel para soldagem
FCAW so classificados de acordo com os requisi-
tos (exigncias) da AWS A5.22 Specification for
Stainless Steel Electrodes for Flux Cored Arc
Welding and Stainless Steel Flux Cored Rods For
gs Tungsten Arc Welding. O sistema de classifica-
o usado nesta especificao segue a figura abaixo.
Figura 12 Sistema de classificao segundo a AWS
para consumveis de ao carbono e baixa liga.
Indica Eletrodo
Indica Limite de Resistncia
Mnimo de 10000psi
Indica as Posies de Soldagem
(1 para Posi o Pl ana e
Hori zont al e 2 para t odas
Posies)
Indica Arame Tubular
Refere-se a Usabilidade do Eletrodo
Indica o Gs com o qual o
Eletrodo foi Classificado
Indi ca o Mxi mo de Hi drognci o
Difusvel Permitido
Resistncia ao Impacto Especial
Figura 13 Sistema de classificao segundo a AWS
A5.22
Indica Eletrodo
Indica a Composio do
Metal depositado
Indica Arame Tubular
Indica a Posio de Soldagem
Recomendada
Indica a Proteo Externa
(Gs de Proteo)
Alexandre Queiroz Bracarense, PhD.
Universidade Federal de Minas Gerais.
Escola de Engenharia.
Programa de Ps-Graduao em Engenharia Mecnica.
bracarense@ufmg.br
' http://www.infosolda.com.br/artigos/prosol01.pdf 2003www.infosolda.com.br
Tabela 1 Classificao dos eletrodos para ao carbono.
* Eletrodos relativamente recentes
Proteo externa Corrente Polaridade Transferncia
CO
2
e mistura de
Argnio com CO
2
CC
CC
Eletrodo
Positivo
Spray
Nenhuma
Nenhuma
CC
CC
Spray
Globular
CO
2
e mistura de
Argnio com CO
2
CC
Eletrodo
Positivo
Globular
Nenhuma
Nenhuma
Nenhuma
CC
CC
CC
Eletrodo
Positivo
Eletrodo
Negativo
Eletrodo
Negativo
Spray
Nenhuma
Nenhuma
CC
CC
Eletrodo
Negativo
Eletrodo
Negativo
Spray
CO
2
e mistura de
Argnio cm CO
2
Eletrodo
Positivo
Eletrodo N de passes
Passes
Mltiplos
Passe nico
Passes
Mltiplos
Passes
Mltiplos
Passes
Mltiplos
Passes
Mltiplos
Passes
Mltiplos
Passe nico
Passes
Mltiplos
Passes
Mltiplos
Passe nico
Passe nico
Eletrodo
Positivo
Eletrodo
Positivo
EXXT-1
EXXT-2
EXXT-3
EXXT-4
EXXT-5
EXXT-6
EXXT-7
EXXT-8
EXXT-11
*EXXT-G
*EXXT-GS
EXXT-10
Tabela 2 Classificao dos eletrodos para ao de baixa liga.
NE: No especificado
Eletrodo N de passes Proteo externa Corrente Polaridade Transferncia
EXXT-1-X Passes
Mltiplos
CO
2
e mistura de
Argnio com CO
2
CC
Eletrodo
Positivo
Spray
EXXT-4-X
EXXT-5-X
EXXT-8X
EXXTX-G
Passes
Mltiplos
Nenhuma CC Globular
Passes
Mltiplos
CC Globular
Passes
Mltiplos
Nenhuma
NE
Passes
Mltiplos
CO
2
e mistura de
Argnio com CO
2
CC
NE
Eletrodo
Positivo
Eletrodo
Positivo
Eletrodo
Negativo
NE NE
Alexandre Queiroz Bracarense, PhD.
Universidade Federal de Minas Gerais.
Escola de Engenharia.
Programa de Ps-Graduao em Engenharia Mecnica.
bracarense@ufmg.br
http://www.infosolda.com.br/artigos/prosol01.pdf 2003 www.infosolda.com.br
Vantagens e Limitaes
A soldagem com eletrodo tubular tem muitas van-
tagens em relao ao processo SMAW. O FCAW
tambm proporciona vantagens sobre os processo
SAW e GMAW. Em muitas aplicaes o processo
FCAW proporciona uma solda de alta qualidade e
um custo mais baixo, com menor esforo do sol-
dador do que no processo SMAW. As diversas van-
tagens da soldagem FCAW esto listadas abaixo:
Alta qualidade do metal depositado.
tima aparncia da solda (solda uniforme).
Excelente contorno em soldas de ngulo.
Solda vrios tipos de aos e em grandes faixas
de espessuras.
Fcil operao devido a alta facilidade de meca-
nizao.
Alta taxa de deposio devido a alta densidade
de corrente.
Relativamente alta eficincia de deposio.
Economiza engenharia para projeto de juntas.
Arco visvel.
Requer menor limpeza do que no GMAW.
Distoro reduzida sobre o SMAW.
Uso de eletrodos autoprotegidos elimina a ne-
cessidade do uso de aparelhos de gs alm de ser
mais tolerante para condies ao ar livre.
Alta tolerncia com relao a contaminantes que
podem originar trincas.
Resistente a trincas do cordo.
Alta produtividade.
Por outro lado, as limitaes da soldagem FCAW
so:
Limitado a soldagem de metais ferrosos e liga a
base de nquel.
Necessidade de remoo de escria.
O arame tubular mais caro na base de peso do
que o arame de eletrodo slido, entretanto, a medi-
da que aumentam os elementos de ligas esta rela-
o diminui.
O equipamento mais caro se comparado ao uti-
lizado para soldagem pelo processo SMAW, mas a
alta produtividade compensa.
Restrio da soldagem ao ar livre (somente para
soldagem FCAW com gs de proteo).
O alimentador de arame e a fonte de energia de-
vem estar prximos ao local de trabalho.
So gerados mais fumos do que os processos
GMAW e SAW.
Qualidade da Solda
O Processo FCAW se destaca por apresentar metal
depositado de alta qualidade e solda com boa apa-
rncia visual. A qualidade da solda produzida por
este processo depende do tipo de eletrodo utilizado,
do mtodo (com proteo gasosa ou autoprotegido),
das condies do metal de base, do projeto da junta
e do procedimento de soldagem.
A ocorrncia de descontinuidades est diretamente
relacionada a procedimentos e prticas inadequa-
das. A tabela a seguir relaciona os principais tipos
de problemas que podem ocorrer com suas prov-
veis causas e aes corretivas para soluciona-los.
Alexandre Queiroz Bracarense, PhD.
Universidade Federal de Minas Gerais.
Escola de Engenharia.
Programa de Ps-Graduao em Engenharia Mecnica.
bracarense@ufmg.br
http://www.infosolda.com.br/artigos/prosol01.pdf 2003www.infosolda.com.br
Tabela 3 - Principais problemas na soldagem FCAW
Porosidade
Falta de
penetrao
ou fuso
incompleta
Trinca
Falha de
alimentao
Baixo fluxo de gs
Alto fluxo de gs
Correntes de ar
Gs contaminado
Metal de base contaminado
Al i ment ador de arame
contaminado
Fluxo insuficiente no eletrodo
Tenso alta
Stickout
excessivo
Stickout
insuficiente (eletrodos
autoprotegidos)
Velocidade de soldagem excessiva
Tocha posicionada de maneira
inadequada
Parmetros inadequados
Solda com perfil inadequado
Juntas com restrio excessiva
Eletrodo inadequado
Desoxidantes em quantidade insu-
ficiente no fluxo do arame
Contato excessivo do arame no
bico
Fuso do bico de contato
Condute sujo
Aumenta o fluxo de gs
Reduzir o fluxo de gs para minimizar a turbulncia
Proteger a regio da solda das correntes de ar
Checar a fonte de gs
Checar a existncia de vazamentos em mangueiras e
encaixes
Limpar as faces da junta
Remover os componentes que esto originando a
contaminao
Retirar leo das roldanas
Evitar acmulo de sujeira no sistema de alimentao
Trocar o eletrodo
Ajustar tenso
Ajustar
Stickout
e corrente
Ajustar
Stickout
e corrente
Ajustar a velocidade
Direcionar o eletrodo para a raiz da solda
Aumentar a corrente
Reduzir a velocidade de soldagem
Reduzir o Stickout
Reduzir o dimetro do arame
Aument ar a vel oci dade de sol dagem (p/ arames
auprotegidos)
Aumentar a abertura da raiz
Reduzir a face da raiz
Reduzir as restries
Aplicar pr-aquecimento
Usar um metal de solda mais dctil
Realizar martelamento
Checar a frmula e os componentes do fluxo
Checar a frmula e os componentes do fluxo
Reduzir a presso das roldanas
Reduzir tenso
Utilizar tocha refrigerada
Limpar o conduite ou troc-lo
Problema Possveis causas Aes Corretivas
Alexandre Queiroz Bracarense, PhD.
Universidade Federal de Minas Gerais.
Escola de Engenharia.
Programa de Ps-Graduao em Engenharia Mecnica.
bracarense@ufmg.br
http://www.infosolda.com.br/artigos/prosol01.pdf 2003 www.infosolda.com.br
Figura 14 Placa revestida pelo processo FCAW com eletrodo
Consideraes quanto a
Segurana
Em qualquer operao de solda com arco eltrico
devem ser tomados cuidados com o objetivo de evi-
tar choques eltricos, queimaduras, exposio a ra-
diao eletromagntica e aspirao de gases ou fu-
mos metlicos. Montagem das instalaes de forma
adequada, utilizao de equipamentos de proteo
individual (luvas e avental de raspa de couro, touca,
sapatos de segurana e mscara) e instalao de sis-
temas de exausto so recomendados com o objetivo
de minimizar os riscos envolvidos neste tipo de ope-
rao.
Com relao a choques eltrico, queimaduras e ra-
diao eletromagntica as precaues a serem to-
madas devem ser as mesmas dos outros processos
de soldagem com arco eltrico. Entretanto, na
soldagem FCAW so necessrios cuidados especi-
ais com relao a gases e fumos metlicos. Isto se
deve ao fato deste processo geralmente apresentar
taxas de emisso de fumos (g/min) superiores a pro-
cessos como o GMAW e SMAW, principalmente
quando se utiliza arame tubular auto-protegido.
Aplicaes Especiais
O desenvolvimento da soldagem FCAW vem aumen-
to consideravelmente seu campo de aplicaes. O
uso de arames tubulares autoprotegidos no revesti-
mento e recuperao de peas onde se desejam li-
gas com propriedades especiais como resistncia ao
desgaste abrasivo um exemplo de aplicao re-
cente. Este tipo de aplicao economicamente in-
teressante pois aumenta significativamente a vida
til de peas alm de permitir sua recuperao quan-
do desgastadas. Indstrias de construo pesada,
mineradoras e usinas de cana de acar so hoje os
maiores clientes deste tipo de aplicao. A soldagem
robotizada utilizando arames tubulares do tipo "me-
tal cored" tambm um exemplo de aplicao de-
senvolvida recentemente.
Você também pode gostar
- Data Book 17-17Documento6 páginasData Book 17-17Rival Coelho CoelhoAinda não há avaliações
- CanalFornecedor Portugues PDF N-2776 PDFDocumento29 páginasCanalFornecedor Portugues PDF N-2776 PDFRival Coelho Coelho0% (1)
- Databook 10-17Documento8 páginasDatabook 10-17Rival Coelho CoelhoAinda não há avaliações
- CanalFornecedor Portugues PDF PG 25 SEQUIETCM CEND 003Documento32 páginasCanalFornecedor Portugues PDF PG 25 SEQUIETCM CEND 003Rival Coelho CoelhoAinda não há avaliações
- Inspetor de DutosDocumento2 páginasInspetor de DutosRival Coelho Coelho100% (1)
- Tcc-Rival Coelho - Material-Estudo de Caracterização Mecanica e Estrutural Aço Astm A36xastma131dh36-2016Documento59 páginasTcc-Rival Coelho - Material-Estudo de Caracterização Mecanica e Estrutural Aço Astm A36xastma131dh36-2016Rival Coelho CoelhoAinda não há avaliações
- c4 Hatch PDFDocumento166 páginasc4 Hatch PDFRival Coelho CoelhoAinda não há avaliações
- TCC Ricardo CarvalhoDocumento41 páginasTCC Ricardo CarvalhoRival Coelho CoelhoAinda não há avaliações
- Catalogo Normas Tecnicas PetrobrasDocumento15 páginasCatalogo Normas Tecnicas PetrobrasRival Coelho CoelhoAinda não há avaliações
- Iso 13920Documento5 páginasIso 13920Rival Coelho Coelho0% (1)
- Tudo Sobre Mecanica Automotiva PDFDocumento244 páginasTudo Sobre Mecanica Automotiva PDFjfrson67% (6)
- Treinamento BSI - Formação de Auditor Interno SAE AS9100 Revisão BDocumento1 páginaTreinamento BSI - Formação de Auditor Interno SAE AS9100 Revisão BRival Coelho CoelhoAinda não há avaliações
- CienTIC7 T1 20142015Documento7 páginasCienTIC7 T1 20142015Karine ReisAinda não há avaliações
- Atividade Prática - Instrumentos de MedidasDocumento2 páginasAtividade Prática - Instrumentos de MedidasLeo DiasAinda não há avaliações
- Válvulas de Purga e VentilaçãoDocumento2 páginasVálvulas de Purga e VentilaçãoEtienne RochaAinda não há avaliações
- Geometria DescritivaDocumento12 páginasGeometria DescritivaJonatica SimyAinda não há avaliações
- Refrigerador Degelo Ciclico DC50 DC51Documento38 páginasRefrigerador Degelo Ciclico DC50 DC51osman de souza lemos100% (1)
- Ficha Global Matematica 6 Ano IsometriasDocumento10 páginasFicha Global Matematica 6 Ano IsometriasVicente Caiano BrancoAinda não há avaliações
- NBR 12624 - 2004 - Perfil de Elastômero para Vedação de Junt PDFDocumento8 páginasNBR 12624 - 2004 - Perfil de Elastômero para Vedação de Junt PDFLeonardo Otto Coutinho0% (2)
- A46149 - José Magalhães - Fadiga e FraturaDocumento25 páginasA46149 - José Magalhães - Fadiga e FraturaJosé MagalhãesAinda não há avaliações
- Matriz Energetica - IntroduçãoDocumento5 páginasMatriz Energetica - IntroduçãoSuellen Freire RigattoAinda não há avaliações
- JCL Tutorial - En.ptDocumento66 páginasJCL Tutorial - En.ptFutebol CoerenteAinda não há avaliações
- 70 Mensagens PDFDocumento201 páginas70 Mensagens PDFCicero CavatiAinda não há avaliações
- 2022 PorDocumento2 páginas2022 PorDaniel brazAinda não há avaliações
- Exposição DialogadaDocumento8 páginasExposição DialogadaMarceloGarciaMeloAinda não há avaliações
- Enem - 2015 - Dia 01 - Caderno 09 - Branco - Gabarito 2 Aplicação PDFDocumento32 páginasEnem - 2015 - Dia 01 - Caderno 09 - Branco - Gabarito 2 Aplicação PDFPeter Mac HamiltonAinda não há avaliações
- Estudo Da Ação Cicatrizante Das Folhas de Pereskia AculeataDocumento6 páginasEstudo Da Ação Cicatrizante Das Folhas de Pereskia AculeataMaria CatanhoAinda não há avaliações
- 7594-Texto Do Artigo-32606-1-10-20170911Documento12 páginas7594-Texto Do Artigo-32606-1-10-20170911Romulo MacedoAinda não há avaliações
- Edital de Concurso Pub. de Alto Alegre Do Pindare - MaDocumento54 páginasEdital de Concurso Pub. de Alto Alegre Do Pindare - Mapauloromao13Ainda não há avaliações
- Resumo 2024190 Fabricio Macedo Melo 105351975 Informatica 2020 Aula 61 Redes Internet 1630594174Documento10 páginasResumo 2024190 Fabricio Macedo Melo 105351975 Informatica 2020 Aula 61 Redes Internet 1630594174mussungueAinda não há avaliações
- E-book-Receitas-Semana-4-1 2Documento42 páginasE-book-Receitas-Semana-4-1 2priscila.rodrigues.santosAinda não há avaliações
- Catalogo GUINDASTE-TODOS-OS-TERRENOS-SAC2200SDocumento52 páginasCatalogo GUINDASTE-TODOS-OS-TERRENOS-SAC2200SRomario OliveiraAinda não há avaliações
- Criando Rede Com DHCP Server - VLANSDocumento8 páginasCriando Rede Com DHCP Server - VLANSFelipe SantosAinda não há avaliações
- Caderno de Questões: Psicopedagogo (A)Documento7 páginasCaderno de Questões: Psicopedagogo (A)ngueve joao francisco franciscoAinda não há avaliações
- Modulacao Am DSBDocumento18 páginasModulacao Am DSBeverjara7833% (3)
- 06 03 TricomoniaseDocumento11 páginas06 03 TricomoniaseBruno De Andrade PiresAinda não há avaliações
- APOSTILA de Prevenção e Combate A IncêndioDocumento19 páginasAPOSTILA de Prevenção e Combate A IncêndioCássio Pedro100% (1)
- 6ANOOOODocumento5 páginas6ANOOOOLindinha SilvaAinda não há avaliações
- 04-Materiais AçoDocumento11 páginas04-Materiais Açorb19690% (1)
- 1675438134544Carnes-Vegetais PTS Livro-2020Documento42 páginas1675438134544Carnes-Vegetais PTS Livro-2020new holandAinda não há avaliações
- Call of The Cthulhu 6e-Pages-357,359-Pages-2-MergedDocumento2 páginasCall of The Cthulhu 6e-Pages-357,359-Pages-2-MergedツYukiAinda não há avaliações
- Clique para VerDocumento37 páginasClique para VerPatricia MirellaAinda não há avaliações