Escolar Documentos
Profissional Documentos
Cultura Documentos
Mudanca Do Sistema de Producao em Uma Fabrica de Eletrodomesticos de Linha de Montagem para Celula de Manufatura
Enviado por
Magda VasconcelosTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Mudanca Do Sistema de Producao em Uma Fabrica de Eletrodomesticos de Linha de Montagem para Celula de Manufatura
Enviado por
Magda VasconcelosDireitos autorais:
Formatos disponíveis
FELIPE SALOMO BANCI
MUDANA DO SISTEMA DE PRODUO EM UMA FBRICA DE ELETRODOMSTICOS: DE LINHA DE MONTAGEM PARA CLULA DE MANUFATURA
Trabalho de Formatura apresentado Escola Politcnica da Universidade de So Paulo para obteno do Diploma de Engenheiro de Produo.
So Paulo 2005
FELIPE SALOMO BANCI
MUDANA DO SISTEMA DE PRODUO EM UMA FBRICA DE ELETRODOMSTICOS: DE LINHA DE MONTAGEM PARA CLULA DE MANUFATURA
Trabalho de Formatura apresentado Escola Politcnica da Universidade de So Paulo para obteno do Diploma de Engenheiro de Produo. Orientador: Prof. Dr. Dario Ikuo Miyake
So Paulo
2005
minha famlia e aos meus amigos
AGRADECIMENTOS
Este trabalho dedicado a todas as pessoas que direta ou indiretamente me auxiliaram no s na sua elaborao como queles que estiveram comigo nestes cinco anos de graduao. Gostaria de agradecer primeiramente ao Prof. Dr. Dario Ikuo Miyake pela ajuda e disponibilidade que teve nas reunies que realizamos durante todo o ano. Agradeo ainda a todos os professores do Departamento de Engenharia de Produo. Agradeo tambm a todos os colegas de trabalho da Multibrs: Renato Sanctis pela oportunidade de estgio e pelo auxlio dado na execuo deste trabalho; Cludio, Walmir, Clodoaldo, Manoel, Ronaldo e Douglas por terem me acompanhado e auxiliado por mais de um ano de estgio. No poderia deixar de lado minha famlia com quem pude contar nestes anos de faculdade: meu pai, Darcy e minha irm, Erika. Estive ainda em contato dirio com amigos e colegas a quem tambm dedico este trabalho: Ana Maria, Elver, Alex, Ronaldo com quem tive a oportunidade de fazer diversos trabalhos durante os anos de graduao; David, Stephanie, Giuliana, Andr, Bruno, Gustavo, ngela, Fbio, Csar e Ana Paula os quais conheci nos trs ltimos anos e que se tornaram grandes amigos.
RESUMO
Este trabalho apresenta o modo pelo qual a mudana entre dois sistemas de produo foi feita: de uma linha de montagem para uma clula de manufatura. O trabalho comea com uma descrio geral da empresa na qual o trabalho foi feito. A forma atual de montagem usada na fbrica estudada detalhada para que uma comparao com a clula de manufatura possa ser feita posteriormente. A situao em linhas de montagem seguida pelo projeto para implementar a clula, que inclui o levantamento de tempos de operaes, balanceamento de operaes e estudo de layout . Um captulo dedicado para descrever como a implementao do projeto foi feita, incluindo como a prpria clula foi construda, quem foram as pessoas e reas envolvidas, como foi a formao de grupo responsvel pela a clula e como eles foram treinados no novo sistema de produo. Esta parte tambm inclui as dificuldades encontradas durante o processo de construo da clula. J com a clula em operao foram levantados dados para fazer uma comparao entre a clula de manufatura e a linha de montagem. Esta comparao inclui utilizao de tempo pelo operador da clula, produtividade, qualidade e flexibilidade. Foram feitas algumas entrevistas com o grupo que trabalha na clula para que eles pudessem dar a sua viso sobre o sistema de produo novo. No ltimo captulo uma concluso e recomendaes so feitas.
ABSTRACT
This paper presents the way through which the change between two production systems was made: from an assembly line to a cell manufacturing system. The paper begins with a general description of the company in which it was made. The current form of assembling used in the studied factory is detailed so a comparison with the manufacturing cell can be made latter on. The situation in assembly line in followed by the project to implement the cell, which includes operations time taking, operations balancing and layout study. One chapter is dedicated to describe how the implementation part of the project was, including how the cell itself was built, who were the people and areas involved, how was the formation of group responsible for the cell and how they were trained in the new operation system. This part also includes the difficulties found during the process of building the cell. With the cell already operating, several data were taken to make a comparison between the cell and the assembly line. This comparison includes time utilization by the operator of the cell, productivity, quality and flexibility. Some interviews were made with the group working in the cell so that they could give their view about the new production system. In the last chapter a conclusion and recommendations were made.
SUMRIO LISTA DE FIGURAS LISTA DE TABELAS LISTA DE ABREVIAES
1. INTRODUO 2 2 3 5 6 7 7 8 9 9 11 11 15 18 26
1.1 A EMPRESA 1.2 AS UNIDADES 1.3 OS PRODUTOS 1.4 O ESTGIO 1.5 O TRABALHO DE FORMATURA 1.5.1 OBJETIVO 1.5.2 DEFINIO DO TEMA 1.5.3 OBJETIVO DO PROJETO 1.5.4 RESTRIES 2. 2.1 2.2 2.3 2.4 3. LEVANTAMENTO BIBLIOGRFICO O SURGIMENTO E DECLNIO DA PRODUO EM MASSA A PRODUO ENXUTA A CLULA DE MANUFATURA ALGUMAS DAS VANTAGENS DA CLULA DE MANUFATURA
LEVANTAMENTO DA SITUAO ATUAL DOS PROCESSOS NA FBRICA _____________________________________________________________________ 30 30 30 32 33 34 34 35 39 43 43 44 45 50 55
3.1 O PROCESSO DE FABRICAO 3.2 A MONTAGEM 3.3 M EDIDA DE EFICINCIA 3.3.1 LINHA 3.3.2 SUBMONTAGEM 3.3.3 P ROCESSO DE MONTAGEM (LINHA E SUBMONTAGEM ) 3.4 ESQUEMAS DAS SUBMONTAGENS 3.5 LEVANTAMENTO DE DISTNCIAS PERCORRIDAS 4. 4.1 4.2 4.3 4.4 5. PROJETO DE UMA CLULA DE MONTAGEM CONHECENDO O PRODUTO AS RESTRIES DA CLULA DE MONTAGEM OPERAES DE MONTAGEM E SUBMONTAGEM DO PRODUTO O LAYOUT IMPLEMENTAO DA CLULA PROJETADA
5.1 5.2 5.3 5.4 5.5 6. 6.1 6.2 6.3 6.4 6.5 6.6 6.7 6.8 6.9 7. 7.1 7.2
A CONSTRUO DA CLULA A FORMAO DA EQUIPE DE TRABALHO O INCIO DAS OPERAES M ELHORIAS NO ABASTECIMENTO A MOVIMENTAO DE EQUIPAMENTOS ANLISE DE RESULTADOS UTILIZAO DO TEMPO POR PARTE DO OPERADOR A FLEXIBILIDADE NA DISTRIBUIO DE OPERAES A PRODUTIVIDADE DA MO -DE-OBRA QUALIDADE ERGONOMIA O ESTOQUE EM PROCESSO E ESPAOS PERCORRIDOS PADRONIZAO DE TAREF AS A OCUPAO DO ESPAO A VISO DOS OPERADORES DA CLULA CONCLUSES E RECOMENDAES CONCLUSES RECOMENDAES
55 56 57 58 60 62 62 66 70 73 76 78 80 81 81 87 87 88 91
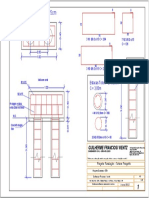
ANEXO A PRIMEIRO LAYOUT DA CLULA ANEXO B LAYOUT DA CLULA APS AS MELHORIAS DO ABASTECIM ENTO ANEXO B LAYOUT DA CLULA APS AS MELHORIAS DO ABASTECIMENTO ANEXO C ROTEIRO PARA ENTREVISTA COM OS OPERADORES ANEXO D QUESTES RESPONDIDAS PELOS OPERADORES ANEXO E MODELO DE FOLHA DE TRABALHO-PADRO LISTA DE REFERNCIAS
91
92 93 94 95 97
LISTA DE FIGURAS
Figura 1.1 Unidades da Multibrs......................................................................................................................3 Figura 1.2 Produtos da Multibrs.......................................................................................................................5 Figura 2.1 Linha de montagem de Ford...........................................................................................................13 Figura 2.2 Clula com o processo distribudo dentro do time.....................................................................19 Figura 2.3 Clula com um nico operador realizando todo o processo ....................................................20 Figura 2.4 Clula onde cada membro do time realiza todo o processo.....................................................20 Figura 2.5 GBO antes das melhorias...............................................................................................................23 Figura 2.6 GBO com melhorias.........................................................................................................................24 Figura 2.7 Funcionamento da PDU (HARRIS; HARRIS; WILSON, 2002)...............................................26 Figura 3.1 Fluxo da produo em linha...........................................................................................................32 Figura 3.2 GBO da montagem principal na linha..........................................................................................33 Figura 3.3 GBO dos subconjuntos da linha de montagem...........................................................................34 Figura 3.4 Legenda dos esquemas da submontagem.....................................................................................35 Figura 3.5 Montagem do subconjunto 1 ..........................................................................................................35 Figura 3.6 Montagem do subconjunto 2 ..........................................................................................................36 Figura 3.7 Montagem do subconjunto 3 ..........................................................................................................36 Figura 3.8 Montagem do subconjunto 4 ..........................................................................................................37 Figura 3.9 Montagem do subconjunto 5 ..........................................................................................................37 Figura 3.10 Montagem do subconjunto 6 ........................................................................................................38 Figura 3.11 Montagem do subconjunto 7 ........................................................................................................38 Figura 3.12 Montagem do subconjunto 8 ........................................................................................................39 Figura 3.13 Grfico de Pareto distncias percorridas pelos subconjuntos..............................................40 Figura 4.1 Produto desmontado........................................................................................................................44 Figura 4.2 GBO da montagem principal na clula........................................................................................48 Figura 4.3 GBO da submontagem da clula...................................................................................................50 Figura 4.4 Imagem dos carrinhos transportadores .......................................................................................51 Figura 5.1 Esquema de abastecimento da clula ...........................................................................................59 Figura 5.2 PDU aplicada clula....................................................................................................................59 Figura 5.3 Foto da clula de montagem..........................................................................................................60 Figura 6.1 Utilizao do tempo por parte do operador................................................................................64 Figura 6.2 Eficincia na distribuio das operaes com restries.........................................................68 Figura 6.3 Eficincia na distribuio das operaes sem restries..........................................................69 Figura 6.4 Curva de aprendizado e defeitos...................................................................................................75 Figura 6.5 Grfico comparando o tempo de ciclo.........................................................................................77 Figura 6.6 Comparao das distncias percorridas.....................................................................................80 Figura 6.7 Quadro de produo........................................................................................................................83
LISTA DE TABELAS
Tabela 3.1 Levantamento da situao atual....................................................................................................40 Tabela 4.1 Tempos das operaes na montagem principal na clula.........................................................47 Tabela 4.2 Tempos das operaes das submontagens na clula.................................................................49 Tabela 4.3 Comparao do nmero de pessoas e bancadas na linha de montagem e na clula...........51 Tabela 6.1 Comparao de produtividade considerando toda mo-de-obra............................................71 Tabela 6.2 Tempos das operaes do subconjunto 5.....................................................................................71 Tabela 6.3 Razo de tempo do subconjunto 5 e a montagem principal na clula....................................72 Tabela 6.4 Comparao de produtividade considerando apenas a mo-de-obra na montagem principal.................................................................................................................................................................72 Tabela 6.5 Comparao do controle de qualidade........................................................................................74 Tabela 6.6 Comparao de estoques................................................................................................................78 Tabela 6.7 Comparao das distncias percorridas.....................................................................................79
LISTA DE ABREVIAES
OEE Overall Equipment Eficiency UGB Unidade Gerencial Bsica GBO Grfico de Balanceamento de Operaes TO TC SC FIT Tempo de Operao Tempo de Ciclo Subconjunto Folha de Instruo de Trabalho
STP Sistema Toyota de Produo WPS Whirpool Production System USP Unidade So Paulo
INTRODUO
Captulo 1 - Introduo
1. Introduo
1.1 A Empresa
A Multibrs uma empresa cuja fundao data de 1994, atravs da fuso de trs marcas: Brastemp, Consul e Semer. Enquanto as duas primeiras marcas citadas ainda so fabricadas, a terceira deixou de ser produzida pela companhia. Hoje, a Multibrs a maior empresa e a maior indstria de linha branca da Amrica Latina. A Multibrs faz parte do grupo Brasmotor, responsvel pela criao, em 1954, da marca Brastemp, e que, 22 anos depois, compraria as marcas Consul e Embraco (Empresa Brasileira de Compressores). Na dcada de 60, o Grupo Brasmotor iniciou a produo de foges e condicionadores de ar. Data dessa poca a parceria com a Whirlpool Corporation e a Sears Roebuck, para assistncia tcnica. Em 1998, a Multibrs assume as operaes da Philips no Chile, constituindo a Whirlpool Chile. Parte de sua produo nacional tambm destinada ao mercado chileno. O maior passo dado pela Whirlpool Corporation em aquisio de aes da Multibrs S.A. Eletrodomsticos e da Brasmotor S.A. foi dado em 2000, quando em um leilo pblico na Bolsa de Valores de So Paulo, passou a deter 95% do capital das duas empresas. Como conseqncia dessa aquisio, a Multibrs S.A. Eletrodomsticos hoje uma subsidiria da Whirlpool Corporation, a maior fabricante de Eletrodomsticos no mundo, cujos produtos so comercializados em mais de 170 pases. A empresa emprega, atualmente, cerca de 6 mil pessoas e, como apresenta a Figura 1.1 opera unidades localizadas em So Paulo; Rio Claro, interior de So Paulo; Joinville, no estado de Santa Catarina; Manaus, no estado do Amazonas; La Tablada, na Argentina; e Santiago, no Chile.
Texto adaptado da intranet da empresa
Captulo 1 - Introduo
1.2 As Unidades
Manaus Unidade de Manaus Microondas e condicionadores de ar
So Paulo Unidade So Paulo Foges
Rio Claro Unidade Rio Claro Lava-roupas
Barueri Unidade Tambor Centro de Distribuio
Joinville Unidade Joinville Refrigeradores, frzeres e secadoras
So Paulo CAM Centro Administrativo
Figura 1.1 Unidades da Multibrs
O Centro Administrativo Multibrs ( CAM ) est localizado na cidade de So Paulo. responsvel por todas atividades administrativas da empresa, no s das unidades instaladas em territrio nacional como tambm das unidades argentinas e chilenas. Alm de atividades administrativas, rene tambm todas as atividades de informtica, vendas e marketing das marcas Brastemp e Consul. A Unidade de Joinville iniciou suas operaes em 1950 em um galpo de 680 metros quadrados, que hoje conhecido como Fbrica I. Em 1993 foi inaugurada uma nova planta, a Fbrica III. Hoje, Joinville a maior fbrica nacional da Multibrs, sendo responsvel pela produo do segmento de refrigerao da linha branca. a maior fbrica de produtos de refrigerao do mundo, produzindo 60% dos produtos da Multibrs. Os produtos fabricados nesta unidade so: refrigeradores, freezers (horizontais e verticais) e secadoras. Os produtos dessa unidade levam a marca Brastemp, Consul, Whirlpool e Eslabon de Lujo.
Captulo 1 - Introduo
Esto instalados nesta unidade os Centros de Tecnologia de Refrigerao e Coco, alm de uma parte do Centro de Tecnologia de Condicionadores de Ar. Algumas reas que esto fisicamente localizadas na Unidade So Paulo, respondem ao Centro de Tecnologia de Coco, localizado na planta de Joinville. A Unidade de Manaus , tambm conhecida como Brastemp da Amaznia, uma das bases da Whirlpool para a produo de microondas e condicionadores de ar. uma grande exportadora desses produtos. Foi inaugurada em 1992 produzindo apenas forno de microondas, passando a produzir condicionadores de ar em 1994. Possui trs linhas de montagem, sendo uma dedicada fabricao de microondas e duas flexveis para produo de microondas e condicionadores de ar. Em 2002 foi inaugurada uma nova linha para a produo de condicionadores de ar, direcionadas para a exportao ao mercado norte-americano. A Unidade Rio Claro responsvel pela produo de lavadoras e de lavalouas com as marcas Brastemp, Consul e Whirlpool. Alm de suprir o mercado nacional, os produtos tambm so exportados para o Mxico, China e ndia. Foi inaugurada em 1992, atravs de uma parceria com a Whirlpool. A unidade passou por diversos ciclos de expanso ganhando uma nova linha de montagem para a criao de lavadoras Consul em 1999. A Unidade So Paulo (USP), onde este trabalho foi desenvolvido, se localiza na cidade de So Paulo. responsvel pela produo de foges das marcas Brastemp, Consul e Whirlpool. Parte de sua produo destinada ao mercado externo. Possui rea construda de 50 mil metros quadrados. Esta fbrica era responsvel pela produo dos foges da antiga marca Semer. Para finalizar a descrio das unidades da Multibrs, cita-se a Unidade de Tambor , localizada em Barueri, no Estado de So Paulo. Tal unidade responsvel pelo sistema de distribuio, concentrando todas as atividades de logstica de armazenamento e de controle de distribuio, alm de alguns setores administrativos da empresa. Apesar de cada unidade ter seu prprio depsito de produtos acabados, a Unidade de Tambor serve como um centro de coordenao, ou seja, um depsito central.
Captulo 1 - Introduo
A fundao desse centro de distribuio data de 1984. Tal centro seria, mais tarde, transferido para Capuava e Sertozinho, localizados no interior de So Paulo. Em 1999, Tambor voltou a abrigar as atividades de armazenamento e distribuio de produtos da Multibrs.
1.3 Os produtos
Figura 1.2 Produtos da Multibrs
As marcas Brastemp e Consul, juntas, fazem com que a Multibrs S.A. Eletrodomsticos seja a nica empresa nacional a fabricar todos os produtos da linha branca. Seus produtos compreendem: refrigeradores, freezers horizontais e verticais, foges, lavadoras de roupa, secadoras, lava- louas, fornos de microondas, condicionadores e depuradores de ar. A marca Brastemp oferece a linha de produtos eletroportteis: batedeiras, cafeteiras, liquidificadores e multiprocessadores. Alguns dos principais produtos da Multibrs so apresentados na Figura 1.2. No ano de 2004 a Brastemp lanou um novo conceito para a venda de eletrodomsticos, conceito este que j havia sido utilizado no setor automotivo: o de personalizao dos produtos. O Brastemp You, como este conceito ficou conhecido na Multibrs, foi iniciado na linha de refrigeradores. Entre as possibilidades de personalizao esto as cores para porta, freezer e gabinete do refrigerador, alm do
Captulo 1 - Introduo
comprador poder escolher tipos de porta latas e prateleiras, controle eletrnico externo, compartimento para porta laticnios.
1.4 O Estgio
O estgio do autor do presente trabalho foi desenvolvido na Unidade So Paulo, tendo sido iniciado em meados de agosto de 2004 como uma continuao do estgio desenvolvido na Unidade de Joinville no ms de julho do mesmo ano. At janeiro de 2005, desenvolveram-se trabalhos na rea de Engenharia de Manufatura, projetos estes que estavam voltados para WPS Whirlpool Production System, responsvel pela disseminao dos conceitos de manufatura enxuta pela fbrica. Dentre as atividades realizadas, esto: Kaizens: foram executados alguns workshops para a implementao de atividades 5S, cell design, racionalizao no sistema de abastecimento de linha, lean office em alguns setores administrativos tal como a prpria rea de engenharia de manufatura e o almoxarifado, dentre outras. Clculo da produtividade: a partir dos dados de horas disponveis e horas produtivas, calcula-se para todo fechamento de ms a produtividade de cada rea assim como a produtividade geral da Unidade So Paulo. Clculo do carga- mquina e dimensionamento de mo-de-obra: o clculo da capacidade de produo de cada setor da Unidade So Paulo que geralmente feito trimestralmente ou por solicitao extraordinria. calculado a partir do tempo que se leva para produzir um determinado modelo e a quantidade que dever ser produzida para os prximos meses. A partir desse clculo de capacidade, verifica-se qual ser a mode-obra necessria. Clculo do OEE: deve ser calculado mensalmente para cada rea da USP assim como para a unidade em geral. Apesar de cada rea ter sua
Captulo 1 - Introduo
especificidade para a obteno dos dados, o nmero final obtido pela diviso das horas de peas boas produzidas pelo total de horas disponveis para a fabricao. Clculo da produo equivalente: deve ser fechado no primeiro dia til do ms. Cada modelo tem o seu fator de equivalncia que a razo entre o tempo gasto para a produo de um determinado modelo e o tempo gasto para a fabricao do modelo mais simples. Dessa forma, a produo equivalente obtida multiplicando-se total produzido de um determinado modelo em um ms pelo seu respectivo fator de equivalncia. Treinamentos de Poka-Yoke: alguns treinamentos de poka-yoke so ministrados para o pessoal da linha para que eles se familiarizem com o conceito de preveno de falhas por poka-yoke e assim possam aplic- lo no dia-a-dia de suas tarefas.
A partir de fevereiro de 2005 o estgio passou a ser desenvolvido na Unidade Gerencial Bsica (UGB) Montagem, realizando as atividades anteriormente descritas, mantendo um maior contato com o pessoal diretamente relacionado com a produo.
1.5 O trabalho de Formatura
1.5.1 Objetivo
Este trabalho tem por objetivo contribuir no desenvolvimento da soluo para um problema real identificado na empresa onde o estgio se desenvolveu assim como a obteno do diploma de Engenheiro de Produo pela escola Politcnica da Universidade de So Paulo.
Captulo 1 - Introduo
As etapas de soluo do problema compreendem a descrio do problema para que o mesmo seja bem definido, a escolha de uma metodologia que possa ser aplicada na avaliao do problema e a elaborao de uma soluo para a empresa.
1.5.2 Definio do tema
Alta eficincia nos processos operacionais foi sempre algo buscado pelas empresas. As maneiras pelas quais tal eficincia atingida, porm, variaram no decorrer do tempo. A linha de montagem fordista um dos paradigmas de sistema de produo que se tornaram clebres pela obsesso busca da alta eficincia. Dentre as caractersticas principais desse tipo de processo esto: a velocidade ditada pela linha (o operador no segue seu ritmo e sim o ritmo da linha); as tarefas so divididas at seus elementos mais elementares; utilizao para a produo de itens com alta demanda e bastante padronizado. Com as novas necessidades de mercado, os produtos mudam cada vez mais rapidamente, ou seja, h uma diminuio do seu ciclo de vida. Alm disso, h uma competio cada vez maior por custos entre as empresas. Dessa forma, h uma busca cada vez maior por agilidade, flexibilidade e qualidade na concepo e fabricao de produtos. Neste contexto, as empresas esto sendo foradas a tornar seus processos mais enxutos, e assim ter a capacidade de reagir mais flexivelmente e eficientemente s mudanas de demanda. Em face desses desafios, surgiram novas formas de se organizar o layout fabril diferentes da linha de produo tradicional: as clulas de manufatura. Trabalhando hoje, em linhas de montagem, a Unidade So Paulo busca tambm novas formas de produo alterando, para alguns produtos, o layout de seus dispositivos e pessoas, reduzindo seus lead-times e melhorando a eficincia na utilizao de seus recursos.
Captulo 1 - Introduo
Uma das questes que atualmente importante para a empresa seria elucidar os reais ganhos que se poderia obter pela mudana de um layout tradicional em linha para o arranjo em torno de uma clula de manufatura ou agrupamento de clulas. Busca-se, assim, uma comparao entre o sistema atual de produo baseado em linhas de montagem e o sistema alternativo de aplicao do conceito de manufatura celular.
1.5.3 Objetivo do projeto
Os objetivos principais do projeto desenvolvido para fins deste trabalho so: 1. Desenvolver um estudo para o planejamento do processo de mudana do sistema de produo da linha de montagem para clulas de manufatura na Unidade So Paulo da Multibrs. 2. Avaliar comparativamente os dois sistemas de produo com base em marcadores como: lead-time, qualidade, ocupao de espao, produtividade, ergonomia, flexibilidade, estoque, etc. Dessa forma, os dados da situao atual da empresa devero ser levantados para comparao com o desempenho que se deseja alcanar no estado futuro.
1.5.4 Restries
A Multibrs, atravs da Unidade So Paulo, produz uma grande variedade de foges, tornando invivel a abrangncia do processo de produo de todos. Dessa forma, o estudo ser restrito para um tipo de produto que montado em uma das linhas da fbrica. Dentro da fbrica, o produto passa por trs grandes setores at ser enviado expedio: estamparia, esmaltao e montagem. O escopo do projeto est restrito ao setor de montagem da fbrica. Dessa forma, no sero levados em considerao os processos, layouts ou outras informaes dos setores de estamparia e esmaltao. Tanto os modelos, os processos e os nomes dos componentes sero codificados por motivos de sigilo.
LEVANTAMENTO BIBLIOGRFICO
Captulo 2 Levantamento bibliogrfico
11
2. Levantamento Bibliogrfico
Neste trabalho apresentada uma comparao entre dois tipos de sistema de produo que foram desenvolvidos no sculo vinte: a produo em massa e a produo enxuta. A primeira tipicamente associada produo em linhas de produo com tempos de ciclo curtos e tarefas altamente repetitivas. J a segunda apregoa entre novas prticas como a produo em clulas de manufatura com operadores mais flexveis Com o intuito de se fazer uma comparao mais aprofundada entre estes dois tipos de sistemas produtivos, faz-se necessria a apresentao de um breve histrico desses dois paradigmas, no somente para explicitar quais aspectos sero comparados como tambm para salientar as caractersticas contingenciais que beneficiaram o surgimento de cada um. Neste captulo discute-se o advento de cada paradigma: a emergncia da produo em massa em contraposio aos modos artesanais de fabricao e o desenvolvimento da produo enxuta no Japo.
2.1 O surgimento e declnio da produo em massa
At a ltima dcada do sculo dezenove e o incio do sculo vinte a produo era dominada pelo artesanato. A mo-de-obra era composta por uma fora de trabalho altamente qualificada em projeto, operao de mquinas, ajuste e acabamento.(WOMACK, 1992) Isso significava que grande parte do tempo despendido para a fabricao de um produto era em reoperao. Os artesos eram capazes apenas de fabricar um volume de produo baixssimo (...) conforme o mesmo projeto.(WOMACK, 1992) A fabricao dos produtos era altamente personalizada, pelo que poucas pessoas na poca estavam dispostas a pagar.
Captulo 2 Levantamento bibliogrfico
12
Womack (1992) aponta algumas das desvantagens que se pode notar na produo artesanal. Os custos de produo eram elevados e no diminuam com o volume, significando que apenas alguns poucos ricos podiam se dar ao luxo de adquirir carros. Alm disso, porque cada carro produzido era, na verdade, um prottipo, a consistncia e a confiabilidade eram ilusrios (...). Tambm fatal foi para a poca a incapacidade de as pequenas oficinas independentes onde se dava a maior parte do trabalho de produo desenvolverem novas tecnologias. Os artesos individuais simplesmente careciam de recursos para perseguirem inovaes fundamentais: avanos tecnolgicos genunos necessitariam de pesquisa sistemtica, e no apenas de tentativas isoladas. Aps a Primeira Guerra Mundial houve o aparecimento da produo em massa na indstria automobilstica. Tal sistema de produo surgiu como uma forma de se diminuir ou eliminar as limitaes da produo artesanal. comum associar o nome de Henry Ford organizao da produo em linha de montagem. Esta, porm, surgiu apenas quase uma dcada depois que ele comeou a fabricar seus carros. Vrias etapas foram antes necessrias para que Ford introduzisse, em 1913, o conceito de linha de montagem. Segundo Womack (1992), um dos primeiros passos necessrios foi assegurar a intercambialidade de peas. Como estas, anteriormente, eram feitas artesanalmente, era praticamente impossvel fazer duas peas iguais na mesma medida. Para se fabricar carros mais padronizados era necessrio que houvesse maior facilidade na montagem de peas. A fim de possibilitar um melhor controle dimensional na produo de peas que deveriam se ajustar entre si, foi necessria a padronizao tambm do sistema de medida ao longo de todo o processo de fabricao. Ford comeou a montagem de seus carros em 1903. Nesta poca, os carros eram montados inteiramente sobre uma plataforma. Neste perodo, que antecederam a introduo do Ford Modelo T, o tempo de cic lo de um montador era de 514 minutos (WOMACK, 1992), significativamente maior que o tempo de ciclo de um operador que anos depois viria a trabalhar na linha de montagem.
Captulo 2 Levantamento bibliogrfico
13
A busca por um processo mais eficiente levou Ford a trazer as peas necessrias montagem de seus veculos mais prximo de onde eram utilizadas, ou seja, prximo aos montadores que ficavam juntos s plataformas. Isso diminua significativamente o tempo necessrio para o transporte de peas e aumentava o aproveitamento do montador em operaes de agregao de valor. (WOMACK, 1992) Uma mudana no processo de montagem dos carros ocorreu em 1908 quando Ford diminua as tarefas de cada operador, fazendo com que eles se movimentassem de carro a carro ao longo do processo de montagem. Devido a essa alterao de processo, o tempo de ciclo do operador caiu drasticamente de 514 para 2,3 minutos. (WOMACK, 1992) Todas essas mudanas acarretaram um aumento significativo da
produtividade por vrios motivos, entre eles: como as peas eram facilmente intercambiveis, o tempo despendido com ajuste ps- montagem (o que ocorria com freqncia quando o processo era artesanal) foi reduzido; os tempos de movimentao de pessoas buscando peas e equipamentos foram reduzidos j que estes foram trazidos para prximo dos operadores; O aprendizado com tarefas de tempo de ciclo mais curto era muito mais rpido. A completa familiaridade com uma s tarefa permitia ao trabalhador execut- la mais rapidamente. (WOMACK, 1992)
Figura 2.1 Linha de montagem de Ford
Captulo 2 Levantamento bibliogrfico
14
Apesar de todas as melhorias implantadas para solucionar a produtividade, um problema ainda ficava ntido na montagem dos veculos: a movimentao dos montadores em direo aos veculos. Com o intuito de evitar tal desperdcio de esforo, Ford cria, em 1913, na fbrica de Highland Park, a linha de montagem, em que, ao invs do montador se movimentar de veculo em veculo, este se movimentava em direo ao operrio (WOMACK, 1992), tal como apresenta a Figura 2.1. A introduo do sistema de produo em linhas de montagem possibilitou a busca de economias de escala que reduzem os custos unitrios de produo quanto mais veculos se produzem, visto que os custos indiretos se diluem pelos diversos carros produzidos. O paradigma de produo criado por Ford foi responsvel por um grande aumento de produtividade. A produo em massa perdurou por mais de meio sculo como a forma mais eficiente de montagem. Quanto mais Ford produzia, mais os custos de seus produtos caiam. Desta forma, para poder-se justificar um investimento, era necessrio o desenvolvimento de ferramentas que fabricassem em altos volumes e cujos custos com setups fossem baixos. Tais caractersticas das ferramentas tiveram impacto direto no gerenciamento de estoques. Como as ferramentas so utilizadas para grandes volumes, acabam criando estoques enormes, muitas vezes escondendo defeitos entre as peas produzidas (WOMACK, 1992). Alguns problemas, porm, apareceram junto linha de montagem. Talvez o que tenha ficado mais evidente, e que mais tarde motivou presses sociais por outras formas alternativas de produo, foi a alienao qual os operadores foram submetidos. Visto que as operaes realizadas pelos operadores foram reduzidas aos menores elementos possveis, eles no tinham conhecimento da influncia de suas operaes no produto final. Alm desta alienao, outro fator desconfortante era o ritmo das operaes dos montadores. Enquanto que na produo artesanal o trabalhador seguia o seu
Captulo 2 Levantamento bibliogrfico
15
prprio ritmo, nas linhas de montagem de Ford, os trabalhadores seguiam o ritmo ditado pela prpria linha. Outro fator negativo para a produo em massa foi a falta de flexibilidade da linha. O Modelo T, primeiro produto de Ford produzido em massa, vinha em nove verses, incluindo um conversvel para duas pessoas, um carro de passeio aberto para quatro pessoas, um sedan coberto para quatro pessoas e um caminho com compartimento de carga atrs. No entanto, todos rodavam sobre o mesmo chassis, contendo todos os componentes mecnicos. Em 1923, pico da produo do Modelo T, Ford produziu 2,1 milhes de chassis para esse modelo, cifra que se revelou um marco da produo em massa padronizada. (WOMACK, 1992) Com o passar dos anos, o mercado passou a exigir produtos mais variados, que pudessem atender desejos especficos de cada cliente, mesmo tendo este que pagar um valor adicional para obt-lo. Tal variabilidade foi algo buscada anos mais tarde pela produo enxuta. Explorando a estratgia de produo em massa, as companhias automobilsticas norte-americanas dominaram a indstria automobilstica mundial, e o mercado norte-americano representou a maior porcentagem das vendas de automveis do mundo. (WOMACK, 1992) Em 1955, porm, inicia-se a queda da produo em massa, no mesmo ano que foi considerado o apogeu deste tipo de produo. A indstria norte-americana havia comeado a sofrer os impactos das importaes. A antiga perfeio da produo em massa j no podia manter tais companhias norte-americanas em posio de liderana. (WOMACK, 1992)
2.2 A Produo Enxuta
Vrios fatores contingenciais levaram o Japo a adotar a manufatura enxuta como sistema de produo. Tais caractersticas fizeram com que a Toyota buscasse um esquema de fabricao de carros que eliminasse ao mximo os desperdcios. Womack (1992) aponta diversos fatores que motivaram o surgimento da produo enxuta.
Captulo 2 Levantamento bibliogrfico
16
Um destes fatores foi a limitao do mercado interno japons, tornando necessria a fabricao de uma grande variedade de veculos. As vrias camadas sociais existentes no Japo demandavam diferentes tipos de veculos que atendessem s suas necessidades. (WOMACK, 1992) Fica evidente aqui que no era mais possvel, como no caso da produo em massa americana, a fabricao de algumas poucas variaes de um nico modelo. Outro fator importante foi a fora de trabalho japonesa que no estava mais disposta a suportar certas condies em seu ambiente de trabalho. Ela no estava propensa a ser tratada como custo varivel ou pea intercambivel. (WOMACK, 1992) Ainda quanto mo-de-obra inexistiam os chamados trabalhadoreshspedes imigrantes temporrios dispostos a enfrentar condies precrias de trabalho, em troca de remunerao compensadora ou minorias com opes ocupacionais limitadas. (WOMACK, 1992) sob este cenrio que surge no Japo o sistema de produo enxuta ou Sistema Toyota de Produo (STP). Taiichi Ohno, um dos engenheiros industriais da Toyota e um dos maiores responsveis pela implantao de tal sistema de produo nas fbricas da Toyota, verificou que o sistema de produo em massa adotado por Ford apresentava diversos tipos de muda (termo japons que se refere a desperdcios). Segundo Womack (1992), os desperdcios eram:
1. Defeitos: tempo que se era gasto com retrabalho, inspeo ou utilizao de mquinas que produziam peas no-conformes. Alm disso, nas fbricas de Ford o produto s era inspecionado no final da linha, assim se um defeito fosse produzido no comeo da linha, havia perda de capacidade de produo com os tempos perdido de mo-de-obra e equipamento gastos no processamento deste produto ao longo da linha. 2. Espera: como nas fbricas de Ford a produo era feita em grandes lotes, visto que s assim o investimento era rentvel, havia a espera para que tal lote ficasse pronto.
Captulo 2 Levantamento bibliogrfico
17
3. Processo: desperdcios causados pela execuo de processos incorretos ou desnecessrios, ou seja, a execuo de processos que no agregam valor ao produto na tica do cliente. 4. Excesso de produo: fabricar peas em grandes lotes mesmo que as mesmas no sejam necessrias. Alm de se desperdiar tempo, quando se produz em grandes quantidades, as peas com defeitos ficam mascaradas. 5. Movimentao: pessoas que devem se deslocar para alcanar uma determinada pea, por exemplo. 6. Estoques: excesso de matria-prima, estoque em processo (WIP) ou de produtos acabados, o que mais uma vez mascara no-conformidades. 7. Transporte: movimentao de peas, material em processo ou produtos acabados pela fbrica. 8. Criatividade dos operadores: eles no eram ouvidos para dar sugestes sobre melhorias no processo, sendo tratados como pea intercambivel no sistema de produo. Ohno julgava os trabalhadores da montagem provavelmente capazes de executar a maioria das funes dos especialistas, e bem melhor, pela familiaridade com as condies da linha. (WOMACK, 1992)
Destes oito tipos de desperdcios, os sete primeiros foram originalmente definidos por Ohno. O primeiro passo tomado por Ohno para eliminar tais desperdcios foi montar equipes de trabalhadores, que ficaram responsveis por um conjunto de etapas da montagem, trabalhando em grupos. Diferentemente da linha no sistema de produo em massa de Ford em que a qualidade com a qual os operadores realizam suas tarefas no importante, visto que os defeitos so constatados apenas no final da linha, exigido dos trabalhadores das linhas da Toyota que realizem suas operaes da melhor maneira possvel. O segundo passo adotado por Ohno foi a alocao de tarefas que antes eram feitas por pessoal especializado mo-de-obra direta da linha. Dentre tais tarefas estavam: limpeza da rea, pequenos reparos de equipamentos e ferramentas e algum tipo de controle de qualidade. (WOMACK, 1992)
Captulo 2 Levantamento bibliogrfico
18
Em seu ltimo passo na implementao da manufatura enxuta em suas fbricas, Ohno reservou um horrio para a equipe sugerir periodicamente um conjunto de medidas para melhorar o processo. Esse processo de aperfeioamento contnuo e gradual em japons, kaizen dava-se em colaborao com os engenheiros industriais, que ainda existiam, mas em nmeros bem menores. (WOMACK, 1992) Pode-se perceber por tais etapas que o que Ohno realmente queria era atribuir mais responsabilidades aos trabalhadores que estavam em contato mais direto com a produo. Segundo Womack (1992), ele chegou ao ponto de instalar em cima de cada operador uma corda que, quando puxada, pararia a linha. Tal tarefa era inconcebvel quando se leva em considerao o sistema de produo em massa adotado por Ford, onde a linha s poderia ser parada pelo coordenador de linha e, mesmo assim, apenas quando fosse extremamente necessrio. Um dos fatores que alavancaram a disseminao do STP em detrimento do sistema de produo em massa foi o crescimento das famlias, que passaram a exigir algo alm do carro ou da caminhonete tradicionais. O mercado, assim, comeou a se fragmentar em vrios segmentos de produtos. (WOMACK, 1992) Alm disso, o sistema de produo flexvel da Toyota e sua habilidade em reduzir custos em engenharia de produo permitiram companhia suprir a variedade de produtos exigida pelos compradores sem custos elevados. (WOMACK, 1992) Ainda segundo Womack (1992), hoje a Toyota vista, pela maioria dos observadores da indstria, como a mais eficiente e a que produz os veculos motorizados de melhor qualidade em todo o mundo.
2.3 A clula de manufatura
Suri (1998) define clula de manufatura como sendo um conjunto de mquinas (geralmente distintas), prximas umas s outras, dispostas de acordo com o processo do produto para minimizar movimentao de peas (geralmente um layout em formato de U utilizado para minimizar a movimentao de operadores). Uma
Captulo 2 Levantamento bibliogrfico
19
clula pode ser operada por um conjunto de trabalhadores multi-tarefa que so treinados para realizarem vrias operaes dentro da clula, e que tm total responsabilidade pelo desempenho em qualidade e entrega. A clula dedicada para fabricar uma famlia de produtos que necessitam de operaes similares, as quais devem preferencialmente ser completadas dentro da clula. Isto requer que todos os recursos necessrios para completar as operaes desta famlia estejam disponveis dentro da clula. Desta definio, Suri (1998) sugere seis pontos-chave: O objetivo da clula de iniciar com a matria-prima e terminar com o produto acabado; As mquinas so para processo de natureza distinta, o que o oposto do que ocorre num layout funcional; Todos os recursos so dispostos prximos uns aos outros; Existem trabalhadores multi-tarefas que realizam diversas operaes; dada responsabilidade aos operadores quanto ao desempenho da clula; A clula dedicada a um conjunto de produtos, ou famlia.
Quanto ao layout da clula, ele geralmente feito em formato de U, trazendo o incio e o fim do processo prximos, o que diminui o tempo de movimentao do operador pela clula. Como ressaltado anteriormente, as estaes de trabalho so aproximadas o mximo possvel na seqncia das etapas do processo. Existem basicamente trs formas atravs das quais o trabalho pode ser organizado dentro da clula: o processo distribudo dentro do time, um operador nico realiza todo o processo, ou cada membro do time realiza o processo completo.
Figura 2.2 Clula com o processo distribudo dentro do time
Captulo 2 Levantamento bibliogrfico
20
No primeiro caso, indicado na Figura 2.2, o processo inteiro dividido entre os operadores. Como principais vantagens esto a possibilidade de ajuda mtua dentro da clula e a maior facilidade de treinamento, visto que uma variedade menor de operaes delegada a cada operador. Entre as desvantagens est o fato de que se torna difcil o balanceamento das operaes e mant-las balanceadas.
Figura 2.3 Clula com um nico operador realizando todo o processo
Uma segunda forma seria um nico operador realizar todo o processo (Figura 2.3), passando por todos os postos. Isso faz com que o lead-time diminua, assim como a variabilidade de qualidade, h uma maior facilidade de controle, alm do operador se sentir mais motivado visto que ele monta o produto completo. Uma desvantagem, porm, o tempo de aprendizado mais longo quando comparado ao primeiro caso.
Figura 2.4 Clula onde cada membro do time realiza todo o processo
A Figura 2.4 indica que uma terceira forma de se organizar uma clula seria com cada membro do time realizando o processo completo, com dois ou mais operadores passando por todos os postos. Tal forma de organizao proporciona uma
Captulo 2 Levantamento bibliogrfico
21
maior facilidade para se ajustar a capacidade da produo. Uma desvantagem trazida porm que o tempo de ciclo ditado pelo operador mais lento. Este ltimo caso conhecido tambm pelo conceito de rabbit chase, ou caa ao coelho, onde as mquinas so colocadas bem prximas e as operaes so conduzidas atravs de uma pea por vez atravs de todo o processo sem acumulao de estoques intermedirios entre os processos (SUZAKI, 1987). Neste caso, um operador visto como a caa de outro. Todos os tipos de organizao anteriormente citados devem levar em considerao uma premissa: o simples fato de se mudar o arranjo das mquinas no fluxo de processos significa que os operadores talvez devero aprender como operar diferentes tipos de equipamentos para executarem o processo (SUZAKI, 1987), o que tambm conhecido como operador multifuncional. Quando o operador treinado em diversas mquinas ou em diversas operaes, ele qualificado para responder s mudanas de necessidade de produo, mudando de posio quando for necessrio.(SUZAKI, 1987) Segundo Montebello (1994), o trabalho em equipe est aumentando, e parece razovel projetar que o nmero e tipos de companhias que utilizam equipes como forma padro de processos continuar crescendo. As empresas que querem repensar formas antigas e aplicar as lies aprendidas pelas empresas que esto na frente esto descobrindo que o retorno sobre o investimento de tempo e esforo vlido. Com o intuito de se montar uma clula de manufatura, deve-se tambm ter em mente como as operaes devero ser divididas entre os operadores. Para isso, lana-se mo de uma ferramenta conhecida como Grfico de Balanceamento de Operaes, ou GBO. Essa ferramenta facilita a visualizao no somente das operaes de cada operador mas tambm do modo como o tempo de cada um deles est distribudo entre operaes que agregam valor, do modo como um componente montado em um produto, das operaes que no agregam valor mas que so, no momento, necessrias, do modo como testes so feitos no produto, ou das operaes que simplesmente no agregam valor (ex. retirada de uma pea de um contentor).
Captulo 2 Levantamento bibliogrfico
22
Para se fazer tal grfico, deve-se primeiramente levantar a situao atual do processo. Uma pessoa deve avaliar primeiramente cada operao de um determinado operador e avaliar como tais operaes sero divididas. Deve-se levar em considerao que cada operao no pode ser nem muito rpida, o que dificultaria a cronometragem, nem muito longa, o que dificultaria futuramente a transferncia de uma operao para outro operador. No momento em que as operaes so dividas, elas j podem ser classificadas no critrio anteriormente proposto: 1. operao que agrega valor; 2. operao que no agrega valor mas que necessria; 3. operaes que no agregam valor. A partir do momento em que as operaes j esto claramente determinadas, pode-se dar incio ao processo de cronometragem. As operaes devem ser cronometradas continuamente (sem pausas) na seqncia em que elas realmente ocorrem (o que foi determinado na etapa de avaliao das operaes). Eventos aleatrios que alteram em muitas unidades o resultado final devem ser anotados. Este procedimento de avaliao de operaes e posterior cronometragem deve ser feito para cada operador que executa as tarefas no sistema em estudo. No grfico, todos os operadores so representados ao longo do eixo das abscissas em que as barras verticais representam o tempo total de suas operaes. Para facilitar a redistribuio das operaes pelos operadores, pode-se primeiramente fazer o grfico mo, dividindo-se a barra de tempo de cada operador em suas respectivas operaes. As operaes de cada operador podem ser inicialmente colocadas no grfico na forma de pedaos de papel colados sobre o mesmo para posterior redistribuio de operaes. Na Figura 2.5 apresentada uma ilustrao do Grfico de Balanceamento de Operaes.
Captulo 2 Levantamento bibliogrfico
23
No agrega valor No agrega valor mas necessrio Agrega valor TC Tempo de Ciclo Operador
Figura 2.5 GBO antes das melhorias
O Grfico de Balanceamento de Operaes torna mais fcil a visualizao dos desperdcios com operadores mal aproveitados, como nos casos dos operadores um, trs e quatro na Figura 2.5 (considerando que o tempo total de suas operaes est bem abaixo do tempo de ciclo), bem como a posio do operador gargalo, que no caso o operador cinco; alm do modo como o tempo dos operadores est sendo aproveitado em cada estao. Cabe aqui diferenciar o tempo de ciclo (TC) do takt-time (TT). Enquanto o tempo de ciclo se refere capacidade de produzir, ou seja, o intervalo de tempo com que se consegue entregar um produto, o TT se refere ao tempo que se deveria produzir um produto para atender demanda do cliente final. Na Multibrs a variao da velocidade dos processos produtivos devido flutuao da demanda no controlada pelo TT. Mantm-se o tempo de ciclo (TC) para um determinado produto e varia-se o tempo disponvel para a produo de um determinado modelo. Para se construir um grfico de balanceamento de operaes que fique mais prximo do ideal deve-se, primeiramente, tentar eliminar as operaes que no agregam valor, representadas no grfico da Figura 2.5 pela cor vermelha.
Captulo 2 Levantamento bibliogrfico
24
Feita esta etapa, caso no seja possvel eliminar totalmente as etapas que no agregam valor mas que sejam necessrias, deve-se tentar diminuir o tempo para execut- las. O tempo necessrio para uma etapa de teste, por exemplo, pode ser diminudo atravs da utilizao de equipamentos que faam os testes em menor tempo ou de pessoas melhor treinadas. Depois que as operaes foram enxugadas ao mximo, inicia-se o processo de realocao de operaes. Esta etapa desse ser feita de forma que a soma dos tempos de operao de cada operador chegue o mais prximo possvel do tempo de ciclo sem, porm, ultrapass- lo. nesta etapa que se torna importante a diviso correta das operaes, visto que com uma diviso mal feita, no se pode realocar corretamente as operaes para outros operadores. Na Figura 2.6, est indicado como ficaria o GBO anterior com as alteraes propostas e mais prximo do ideal.
Figura 2.6 GBO com melhorias
No grfico da Figura 2.6, como pode-se notar, eliminaram-se todas as operaes que no agregam valor e, dentre as operaes que no agregam valor mas que so necessrias, diminuram-se os tempos necessrios para cada operao. Quando se faz a redistribuio de operaes, existem basicamente duas formas de se atacar o problema de balanceamento. A primeira da forma que est
Captulo 2 Levantamento bibliogrfico
25
feita no grfico da Figura 2.6, atravs da diminuio de necessidade de mo-de-obra. Neste caso os operadores podem ser alocados na realizao de kaizens. Outra forma seria manter o total da mo-de-obra, reduzindo-se, porm, o tempo de ciclo. O ideal para um GBO seria fazer com que todos os operadores tivessem o somatrio dos seus tempos de operaes igual ao tempo de ciclo do processo. Isso, porm, muito difcil de ser alcanado visto que h muitas operaes que no podem ser subdividas entre dois operadores ou porque uma dada operao precede obrigatoriamente outra. Como foi visto no GBO da Figura 2.6, as operaes que no agregam valor, representadas pela cor vermelha, foram eliminadas. Grande parte das operaes que no agregam valor referem-se movimentao de pessoas para buscar peas. A eliminao desses desperdcios pode ser obtida atravs de uma correta poltica de abastecimento da montagem. Quando se cria uma clula deve-se colocar os materiais em pontos estratgicos para que os operadores possam pegar as peas necessrias para as suas operaes sem que os mesmos tenham que se deslocar muito. Em uma situao ideal, os operadores devem ser capazes de pegar suas peas sem sair do lugar. Pode-se, como soluo, utilizar as prateleiras de ponto-de-uso (PDU) para as peas e subconjuntos. Tais prateleiras geralmente utilizam a fora gravitacional para a movimentao das peas. Estes dispositivos para as peas entregam os materiais em escorredores gravitacionais, de fora das clulas diretamente s mos dos operadores criadores de valor dentro da clula. (HARRIS; HARRIS; WILSON, 2002) Harris, Harris e Wilson (2002) destacam que as prateleiras PDU (...) foram projetadas cuidadosamente para que o operador da rota de entrega pudesse entregar material de fora da clula ao ponto-de-uso e apanhar as embalagens vazias de entregas anteriores no mesmo lugar. O operador da rota de entrega (...) no entra na clula e perturba o operador da linha. Igualmente importante, nas clulas, os associados da produo (...) nunca precisam deixar sua posio de trabalho para pegar peas ou desfazer-se de embalagens vazias.
Captulo 2 Levantamento bibliogrfico
26
A Figura 2.7 mostra como a PDU funciona.
O PE RA DO R DE R OT A
DE E NT RE GA
O PE RA DO R DA
C L UL A
Figura 2.7 Funcionamento da PDU (HARRIS; HARRIS; WILSON, 2002)
Vale ressaltar que, caso no seja necessrio o transporte de peas atravs de caixinhas, as PDU podem ser feitas com apenas uma via, ou seja, no necessria a utilizao de uma via para o retorno das caixas.
2.4 Algumas das vantagens da clula de manufatura
Suri (1998) resume alguns dos benefcios que se pode obter com a clula de manufatura: O fluxo do produto simples e claro, levando a uma melhor visibilidade de tarefas e a um controle mais simples; Reduo no manuseio de materiais, o que no apenas diminui custos e tempos, como tambm reduz defeitos causados por movimentao e manuseio freqentes; Enriquecimento de tarefas, levando ao aumento da satisfao dos trabalhadores;
Captulo 2 Levantamento bibliogrfico
27
O treinamento e a freqente comunicao que levam melhoria contnua (pela reduo das atividades que no agregam valor ao produto como setups e paradas, e melhoria da qualidade dentro do processo); Melhor qualidade e reduo de retrabalho; Descentralizao da programao e controle, levando adoo de sistemas centrais mais simples que tm maiores chances de sucesso; Habilidade de produzir em lotes menores, que, combinado com a proximidade dos operadores e do lote de transferncia, resultam em leadtime e estoque em processo menores.
Segundo Engstrm, Johansson, Jonsson e Medbo (1995) uma das razes pelas quais ocorrem melhorias na qualidade dos produtos com a implementao de clulas de manufatura a de que os operadores ao serem organizados em grupos de trabalho passam a ter mais possibilidades de ajustar componentes que os operadores em linha de montagem. Segundo Engstrm, Jonsson e Medbo (2004), relativamente mais fcil para o grupo de trabalho analisar o correto funcionamento dos produtos quando os tempos de ciclo so maiores, especialmente quando mtodos de abastecimento avanados so utilizados e medidas especficas para aumentar o aprendizado so adotadas. Sekine (1992) levanta outro motivo para o aumento da qualidade. Para ele, com o one-piece-flow, os lotes no mais existem. Isto significa que no se pode pensar mais em controle de qualidade em termos de inspeo por amostragem de um lote ou outro mtodo estatstico de controle de qualidade baseado em lotes. Em particular, no se pode mais pensar em um risco calculado de defeitos para o montador ou consumidor. O nico mtodo que se pode considerar uma inspeo atravs de todo o processo que diminua o risco de defeitos para o consumidor a zero. Um ganho levantado por Engstrm, Jonsson e Medbo (2004) que Suri (1998) no salientou foram os ganhos com ergonomia. Segundo estes autores (2004), o trabalho em clula menos repetitivo devido ao aumento do tempo de ciclo e a possibilidade de se variar o ritmo do trabalho.
Captulo 2 Levantamento bibliogrfico
28
Tais autores ainda levantam outros ganhos que podem ser obtidos com a introduo da manufatura baseada em clula. Engstrm, Jonsson e Medbo (1999) afirmam que o tempo necessrio desde o desenvolvimento de um novo produto at a sua introduo no mercado pode ser tambm reduzido, em comparao ao tempo necessrio at o lanamento do mesmo produto mantendo o sistema de produo em linha de montagem.
LEVANTAMENTO DA SITUAO ATUAL DOS
PROCESSSO NA FBRICA
Captulo 3 Levantamento da situao atual dos processos da fbrica
30
3. Levantamento da situao atual dos processos na fbrica
Neste captulo apresentada a situao atual da empresa em relao s informaes necessrias para a realizao do presente projeto, no somente para que se possa definir o problema objetivo do estudo com uma maior clareza como tambm para se fazer uma comparao entre o estado atual e o que se deseja alcanar.
3.1 O processo de fabricao
Como ressaltado na seo de 1.5.4, o processo de fabricao de foges na Unidade So Paulo composto por trs estgios ou setores principais (em ordem):
Estamparia Esmaltao Montagem
A matria-prima que chega na rea de estamparia (ou metais, como a rea tambm conhecida) transformada em diversas peas que sero utilizadas em etapas posteriores. Algumas peas que so estampadas nessa rea vo para a rea seguinte, a esmaltao. O manuseio de grande parte das peas que so transportadas entre estas duas reas controlado atravs do sistema de kanban. Outras peas no necessitam de processo de esmaltao e so dirigidas rea da montagem, que recebe no s estas peas como tambm as peas esmaltadas e as que no so fabricadas internamente, que so, na verdade, componentes necessrios para a montagem do produto. So componentes plsticos ou eltricos adquiridos prontos de fornecedores.
3.2 A montagem
Captulo 3 Levantamento da situao atual dos processos da fbrica
31
A rea de montagem composta por trs linhas onde os produtos so distribudos conforme a semelhana dos componentes utilizados e/ou de processos. Em cada uma das linhas, existe uma esteira rolante onde a montagem principal do produto feita. Dispositivos e pessoas no entorno dessa linha principal so dispostos para a montagem prvia de subconjuntos. Esses subconjuntos nada mais so que partes do produto que devem passar por processos de submontagem antes de serem montados no produto propriamente dito na esteira principal. Tais submontagens, como poder ser visto na seo 3.4, funcionam como se fossem clulas, sendo que os subconjuntos so transportados de mo em mo at chegar na linha de montagem. Na linha principal bem visvel que o ritmo de trabalho das operaes ditado pela esteira, apesar do operador ter a possibilidade de par- la quando um problema grave ocorre. O que no to visvel que, mesmo no realizando suas operaes em cima da linha de montagem, os operadores que so perifricos a esta linha, ou seja, aqueles que montam os subconjuntos, tm seus ritmos tambm ditados pela velocidade daquela visto que, os subconjuntos por eles entregues so consumidos na mesma velocidade de produo da linha. Existe um tipo linha, porm, em que os processos podem ser feitos com o produto parado: a linha stop-and-go. Por questes de concepo de produtos e de processos, existem pontos especficos onde os subconjuntos devem ser entregues na linha. Existe, assim, uma seqncia para a montagem desses subconjuntos na linha. Na Figura 3.1 est representado um fluxograma do processo de montagem de foges. Por questes de sigilo, os nomes dos subconjuntos sero codificados como SC#.
Captulo 3 Levantamento da situao atual dos processos da fbrica
32
SC1
ESTEIRA
SC3
SC2 SC5
SC4 SC6 SC8
SC7
Figura 3.1 Fluxo da produo em linha
3.3 Medida de Eficincia
A eficincia na distribuio das operaes da linha principal e de cada subconjunto deve ser calculada levando em considerao o tempo de ciclo do produto base para este projeto e os tempos das operaes de cada operador. Tais tempos so levantados, na Unidade So Paulo, pelos grupos conhecidos como grupos de GBO (Grficos de Balanceamento de Operaes). Tais grupos so formados por aproximadamente quatro pessoas, ficando cada grupo responsvel por uma das linhas. A frmula (1) a seguir utilizada para o clculo de efici ncia da distribuio das operaes da montagem principal e das submontagens:
(1)
Onde E = eficincia
Captulo 3 Levantamento da situao atual dos processos da fbrica
33
n = nmero de operadores TOn = tempo de operao do operador n TC = tempo de ciclo
O tempo de ciclo para o produto considerado no presente trabalho de 22 (vinte e dois) segundos. A eficincia ser calculada para a linha, para os subconjuntos e para a montagem como um todo. Um grfico com os tempos de cada operador ser apresentado para que fique mais fcil a visualizao. Nos grficos que seguem, a diferena representa o tempo no aproveitado em cada posto de trabalho pelo fato do tempo de operao que o ciclo da linha.
3.3.1 Linha
Quarenta e duas pessoas trabalham diretamente na linha de montagem considerada. Um grfico de balanceamento de suas operaes apresentado na Figura 3.2.
Figura 3.2 GBO da montagem principal na linha
Utilizando a frmula anteriormente citada, a eficinc ia desta linha de 71%, ou seja, do grfico anterior, 71% corresponde a tempo de operao e 29%
Captulo 3 Levantamento da situao atual dos processos da fbrica
34
corresponde ao que falta para o tempo de operao chegar ao tempo de ciclo (diferena).
3.3.2 Submontagem
As operaes de submontagem para este produto so executadas por 26 (vinte e seis) pessoas, levando em considerao todos os subconjuntos. A Figura 3.3 apresenta o GBO da submontagem:
Figura 3.3 GBO dos subconjuntos da linha de montagem
Utilizando a frmula (1), a eficincia nas operaes de submontagem de 78%, ou seja, na figura 2.3, 78% corresponde a tempo de operao e 22% corresponde ao que falta para o tempo de operao chegar ao tempo de ciclo (diferena).
3.3.3 Processo de montagem (linha e submontagem)
Considerando tanto as operaes realizadas na linha como as operaes realizadas na submontagem, a eficincia de 74%. Ou seja, em mdia, um operador fica 74% do seu tempo fazendo operaes de montagem do produto final.
Captulo 3 Levantamento da situao atual dos processos da fbrica
35
3.4 Esquemas das submontagens
Nesta seo ser dada ateno especial aos processos de submontagem. Um esquema do layouts onde cada subconjunto montado apresentado para uma melhor percepo da movimentao de peas e para levantamento de dispositivos para cada subconjunto. Os esquemas foram levantados pelo autor na prpria linha. Primeiramente mostrada na Figura 3.4 uma legenda dos smbolos que sero utilizados nos layouts esquematizados.
Movimentao da pea Operador
Figura 3.4 Legenda dos esquemas da submontagem
DISPOSITIVO
(1)
(2) 1
LINHA Figura 3.5 Montagem do subconjunto 1
A Figura 3.5 representa a montagem do subconjunto 1. Percebe-se que , na verdade, uma clula com apenas um operador. Ele obtm o componente principal disponvel no contentor (2), agrega alguns componentes ao subconjunto atravs do dispositivo e coloca o subconjunto terminado na bancada (1). As setas pontilhadas, neste caso, indicam o percurso da pea principal, sendo que o operador fica parado neste posto.
Captulo 3 Levantamento da situao atual dos processos da fbrica
36
DISPOSITIVO
(1) (2)
Figura 3.6 Montagem do subconjunto 2
O caso do subconjunto 2, retratado na Figura 3.6, parecido com o subconjunto 1. O operador neste caso, porm, obtm dois componentes nos contentores (1) e (2), faz a montagem dos mesmos juntamente com alguns outros componentes e libera o subconjunto final linha de montagem.
DISPOSITIVO
(1)
(2)
LINHA
(3)
LINHA
Figura 3.7 Montagem do subconjunto 3
Dois operadores so responsveis pela montagem do subconjunto 3, como pode ser percebido na Figura 3.7. O primeiro operador obtm a pea principal do subconjunto no local (3) realiza uma operao e coloca o subconjunto semi-acabado no estoque (2). O segundo operador ento alcana o subconjunto neste local e agrega outros componentes com a utilizao de um dispositivo. Terminadas suas operaes
Captulo 3 Levantamento da situao atual dos processos da fbrica
37
ele ento coloca o subconjunto acabado no local (1) onde algum operador da linha principal o colado no produto.
DISPOSITIVO
Figura 3.8 Montagem do subconjunto 4
No caso do subconjunto 4, conforme representado na Figura 3.8, o operador pega o componente principal no local (1), realiza as operaes no dispositivo e j o posiciona no produto que est em cima da linha. Neste caso, ele j consegue colocar o subconjunto dentro do produto, sem porm mont-lo. Nos outros casos, faz-se necessria a utilizao de uma bancada para a colocao do subconjunto terminado.
LINHA
(1)
(1)
DISPOSITIVO
Figura 3.9 Montagem do subconjunto 5
O caso do subconjunto 5, representado na Figura 3.9, parecido ao do subconjunto 3, em que dois operadores realizam a montagem. Algo que difere estes subconjuntos, porm, que, no subconjunto 5, no h estoque intermedirio entre os dois operadores, o que torna mais importante o balanceamento das operaes entre os dois para que um no se torne um gargalo.
LINHA
Captulo 3 Levantamento da situao atual dos processos da fbrica
38
BANCADA
BANCADA
TESTE
DISPOSITIVO
Dispositivo
LINHA
BANCADA
DISPOSITIVO
Figura 3.10 Montagem do subconjunto 6
O subconjunto 6 , indicado na Figura 3.10, o que tem a maior quantidade de operaes e, por isso, o que necessita de mais mo-de-obra entre as submontagens. Percebe-se, neste caso, que h uma clula em formato de U, em que o incio e o final do processo so trazidos um prximo do outro. Os dois primeiros operadores realizam as mesmas operaes, retirando a pea principal do contentor indicado pelo nmero (1), sendo que o subconjunto vai ento passando de mo em mo at chegar no operador final que o coloca prximo linha para que um outro operador o monte no produto que percorre sobre a esteira.
BANCADA
(1)
(1)
DISPOSITIVO
DISPOSITIVO LINHA
(1)
Figura 3.11 Montagem do subconjunto 7
Captulo 3 Levantamento da situao atual dos processos da fbrica
39
No subconjunto 7, indicado na Figura 3.11, os operadores trabalham um de frente para o outro, cada um em um dispositivo, sendo que a principal pea do subconjunto fica no local indicado pelo nmero (1). O primeiro operador faz suas operaes e passa para a outra pessoa que est na sua frente para que esta ento termine a montagem do subconjunto e abastea a linha de montagem principal.
BANCADA
BANCADA
BANCADA
BANCADA
BANCADA
BANCADA
LINHA
Figura 3.12 Montagem do subconjunto 8
Na montagem do ltimo subconjunto, conforme a Figura 3.12, os operadores realizam suas operaes de tal modo que o subconjunto semi-acabado passado de um operador ao seguinte at chegar no ltimo operador, o qual abastece a linha de montagem com o subconjunto terminado.
3.5 Levantamento de distncias percorridas
Nesta seo sero apresentadas as distncias percorridas pela pea principal de cada subconjunto. Tais peas sero as consideradas porque elas so utilizadas em todas as etapas da submontagem e so as que percorrem o maior caminho desde que so retiradas do contentor pelo operador at o momento em que so colocadas na linha de montagem.
Captulo 3 Levantamento da situao atual dos processos da fbrica
40
Este levantamento se faz necessrio para se saber qual o espao que se utiliza para a movimentao de peas alm de ser til para se comparar o atual sistema de produo com o estado futuro que se deseja estabelecer na montagem do produto. Alm das distncias percorridas, foi tambm levantada a quantidade em estoque na linha quando um novo contentor com peas chega. A Tabela 3.1 mostra as distncias percorridas e os estoques.
Tabela 3.1 Levantamento da situao atual Subconjunto SC1 SC2 SC3 SC4 SC5 SC6 SC7 SC8 Distncia (m) 3,7 3,0 3,1 1,9 3,0 9,3 3,8 9,1 Estoque 60 100 100 110 210 68 102 94
Na Figura 3.13, apresentado um Grfico de Pareto para uma melhor visualizao dos 8 subconjuntos (percurso da pea principal) em ordem decrescente. Este grfico sugere para quais subconjuntos h maior movimentao desnecessria.
Figura 3.13 Grfico de Pareto distncias percorridas pelos subconjuntos
Captulo 3 Levantamento da situao atual dos processos da fbrica
41
Pode-se perceber que os subconjuntos em que a movimentao de materiais maior so o SC6 e o SC8. O processo de montagem de tais subconjuntos deve ser avaliado em maior detalhe para que, no sistema de produo baseado em clula de montagem, sejam evitadas movimentaes desnecessrias.
PROJETO DE UMA CLULA DE MONTAGEM
Captulo 4 Projeto de uma clula de montagem
43
4. Projeto de uma clula de montagem
Este captulo tem por objetivo apresentar o estudo que foi feito para a implementao de uma clula de montagem a ser utilizada para a montagem de um produto que anteriormente era produzido em uma linha de montagem equipada com esteira rolante. O captulo inclui o estudo dos tempos das operaes e o layout dos dispositivos e pessoas.
4.1 Conhecendo o produto
Com o intuito de se implementar uma clula de produo, faz-se primeiramente necessrio o conhecimento mais detalhado do produto que ser nela montado. O produto deve ser analisado no somente em termos das peas que o compem como tambm pela perspectiva das etapas do processo para a sua montagem. Dessa forma, foi montada uma equipe para, inicialmente, desmontar o produto e analisar seus componentes e depois, observando a seqncia utilizada na linha de montagem, novamente mont- lo para que o processo pudesse ser avaliado. Nesta equipe havia integrantes da linha de montagem por se tratar de pessoas que possuem um maior conhecimento do processo e das operaes que so executadas na etapa de montagem e por saberem quais os principais problemas que ocorrem no processo. O produto que serviu para este estudo foi retirado no final da linha de montagem e levado para uma rea onde pudesse ser desmontado. Com o auxlio de pessoas que trabalham nesta linha, o produto foi sendo desmontado na ordem inversa em que montado e suas peas foram dispostas no cho em formato de U para que se pudesse ter uma melhor visualizao de um esquema inicial para o arranjo fsico da clula. Teve-se o cuidado de anotar em cada etapa de desmontagem as peas que eram retiradas para que mais tarde o produto pudesse ser montado na seqncia correta.
Captulo 4 Projeto de uma clula de montagem
44
Depois que o produto foi inteiramente desmontado, iniciou-se novamente o processo de montagem, o que foi feito em cima de um carrinho onde o produto podia ser transportado sem a necessidade de esteira. O carrinho foi transportado fazendo o caminho que foi percorrido quando as peas foram deixadas no cho. A cada etapa, o processo foi cronometrado para se ter uma idia de quantos produtos poderiam ser fabricados em uma clula, levando em considerao o nmero de operadores que fossem alocados e a durao do turno. Vale ressaltar que o produto desmontado foi um produto semelhante ao que se deseja montar na clula. Foi um produto cujas caractersticas serviram como uma boa base para o produto que realmente seria montado na clula. A Figura 4.1 mostra o produto totalmente desmontado com suas peas dispostas em forma de U no cho d fbrica.
Figura 4.1 Produto desmontado
4.2 As restries da clula de montagem
Visando direcionar o projeto e a implementao da clula de montagem em questo, a gerncia estabeleceu as seguintes restries:
Captulo 4 Projeto de uma clula de montagem
45
Na clula devero trabalhar um total de 11 pessoas, incluindo as pessoas que trabalharo na submontagem e na montagem propriamente dita; A clula dever ter um abastecedor responsvel por levar os kits de peas a serem montadas a todos os pontos necessrios da clula; Nenhuma restrio de espao inicial foi dada. Espera-se, porm, que o espao ocupado pela clula seja o menor possvel.
4.3 Operaes de montagem e submontagem do produto
Como ressaltado anteriormente, a montagem do produto foi analisada para se fazer um levantamento dos tempos das operaes e para se analisar como seria a montagem do produto em clula. No momento da cronometragem foram levantadas apenas as operaes que agregam valor e as que no agregam valor mas que so necessrias. Como forma de se estimar o tempo para as operaes que no agregam valor, foi acrescido 15% ao tempo levantado para as operaes cronometradas. Essa porcentagem pode ser justificada da seguinte forma: 1. Durante o turno de trabalho que de aproximadamente 480 minutos, 20 minutos so destinados s pausas. Dessa forma deve se prever a concesso de uma tolerncia de 4,2% do tempo de turno para estes descansos. 2. Para se estimar a porcentagem do tempo que um operador realiza tarefas que no agregam valor, escolheu-se um posto de trabalho da clula em projeto, levantando-se o tempo total de ciclo e o tempo em que o operador realiza tarefas que no agregam valor. As operaes que no agregam valor somaram 20 segundos e o tempo de ciclo para este posto de trabalho somou 178 segundos. Dessa forma, verificou-se que as operaes que no agregam valor representam 11,2% do tempo. Somando estas duas porcentagens, tem-se aproximadamente os 15% do tempo que foi acrescido ao tempo cronometrado, admitindo-se que a porcentagem do
Captulo 4 Projeto de uma clula de montagem
46
tempo em que no h agregao de valor semelhante nos demais postos de trabalho da clula em projeto. As operaes j esto subdivididas para os onze operadores que sero responsveis pela clula. Essa diviso foi feita somando-se todos os tempos da montagem e submontagem e dividindo-se tal soma pelo nmero total de operadores. A seqncia utilizada na diviso de operaes da clula foi a mesma utilizada na linha de montagem. Vale ainda ressaltar que os tempos que esto na Tabela 4.1 no so exatamente os tempos verificados na linha de montagem visto que, quando os tempos foram levantados, todas as peas e dispositivos estavam na mo de quem estava montando, o que geralmente no ocorre na linha de montagem. Por questo de sigilo, as operaes foram codificadas da seguinte forma:
onde xx diz respeito ao nmero do operador, que vai de 1 a 11 e yy o ndice relacionado ao nmero da operao que varia de acordo com cada operador. O termo estao foi utilizado ao invs de operador porque os operadores da montagem principal podero trabalhar de duas formas: ou trabalhando fixo em uma estao de trabalho, passando o produto semi-acabado para o prximo operador, ou cada operador passando por todas as estaes da montagem principal, montando o produto inteiro. Na Tabela 4.1 esto indicadas as operaes necessrias para a montagem do produto, j dispostos de forma balanceadas para sete estaes de trabalho da clula.
Captulo 4 Projeto de uma clula de montagem
47
Tabela 4.1 Tempos das operaes na montagem principal na clula
O tempo que foi utilizado como tempo de ciclo para o clculo da eficincia da distribuio das operaes tanto da montagem como da submontagem foi o tempo mximo obtido da soma dos tempos de operao de cada estao de trabalho.
Captulo 4 Projeto de uma clula de montagem
48
Enquanto que na linha de montagem o tempo de ciclo ditado pelo ritmo da esteira, na clula de montagem o tempo de ciclo ser comandado pela estao mais lenta, ou seja, por aquela cujas operaes levam mais tempo para serem executadas. Na Figura 4.2 est representado o grfico de balanceamento de operaes para as operaes anteriormente citadas.
Figura 4.2 GBO da montagem principal na clula
Considerando a frmula utilizada para o clculo de eficincia mostrada na seo 3.3, a eficincia esperada para a montagem na clula de 95%. No caso das submontagens da clula, como a quantidade de operadores (4) menor que a de subconjuntos (7), existe a necessidade de um operador montar diferentes subconjuntos. A diviso de operaes foi feita seguindo-se a seqncia levantada durante o processo de montagem do produto. Outra restri o que deve ser observada nesta etapa a de no dividir as operaes de um subconjunto entre dois operadores. O nico caso em que esta restrio no pde ser cumprida ocorreu no subconjunto 6, visto que, como pode ser visto na Tabela 4.2, a soma de todos os tempos despendidos nas operaes desse subconjunto so maiores que o tempo de ciclo.
Captulo 4 Projeto de uma clula de montagem
49
Esta ltima restrio est relacionada ao fato de que, se as operaes de um mesmo subconjunto so divididas entre duas pessoas, alm de incorrer em movimentao desnecessria de peas, pode haver a necessidade de duplicao de dispositivos e/ou equipamentos para a montagem desses subconjuntos. A Tabela 4.2 mostra como ser a diviso de operaes para a montagem de subconjuntos da clula. Esta tabela indica para os sete subconjuntos do produto e quais operadores iro executar as operaes de sua montagem.
Tabela 4.2 Tempos das operaes das submontagens na clula
O grfico de balanceamento de operaes para as submontagens da clula est indicado na Figura 4.3.
Captulo 4 Projeto de uma clula de montagem
50
Figura 4.3 GBO da submontagem da clula
Considerando a frmula utilizada para o clculo de eficincia mostrada no item 3.3, a eficincia esperada para a submontagem na clula de 91%.
4.4 O layout
O layout uma das caractersticas mais distintas que a clula tem em relao montagem tradicional em linha. Primeiramente, na clula, no utilizada a esteira rolante que pode ser considerada o elemento principal de uma linha de montagem. Ao invs de serem utilizadas esteiras para o transporte do produto, um carrinho ser utilizado. Este carrinho transportador ser movimentado pelo prprio operador atravs da clula. Tal mudana afeta radicalmente o ritmo das operaes. Enquanto na linha de montagem o ritmo de todos os operadores ditado pela esteira, na clula de montagem pode haver alguma variao no ritmo de trabalho dos operadores. Os carrinhos transportadores, mostrados na Figura 4.4, sero utilizados somente na montagem principal da clula enquanto que na submontagem os subconjuntos sero transportados manualmente de bancada em bancada at ser entregue na montagem principal.
Captulo 4 Projeto de uma clula de montagem
51
Figura 4.4 Imagem dos carrinhos transportadores
Como na clula o nmero total de pessoas utilizadas para montar o produto menor do que na linha de montagem, de se esperar que o nmero de bancadas que ficaro na submontagem da clula tambm seja reduzido. Na Tabela 4.3 apresentada uma comparao entre o total de bancadas e de pessoas que so necessrias para a submontagem de cada subconjunto na linha de montagem atual e na clula de montagem em projeto.
Tabela 4.3 Comparao do nmero de pessoas e bancadas na linha de montagem e na clula
Subconjunto SC1 SC2 SC3 SC4 SC5 SC6 SC7 SC8 Total
Linha de montagem Bancada 1 1 2 1 2 8 2 6 23 Pessoas 1 1 1 1 1 10 2 7 24
Clula de montagem Bancada 1 1 1 1 1 2 1 1 9 4
Incorporado na montagem principal
Pessoas
2 1
Captulo 4 Projeto de uma clula de montagem
52
Vale ressaltar que a comparao entre nmero de pessoas na linha e na clula no permite verificar o impacto na produtividade, porque apesar do nmero de pessoas na submontagem ser reduzido, a capacidade da clula ser tambm menor que a capacidade da linha. A diminuio do nmero de bancadas crucial para a diminuio do espao necessrio para a montagem da clula. Vale ressaltar que s possvel tal diminuio para os subconjuntos 6 e 7 atravs da utilizao de novos dispositivos que permitem a realizao de todas as operaes necessrias, operaes estas que na linha esto distribudas pelas vrias bancadas. No caso do subconjunto 5, as operaes que na linha de montagem eram realizadas na submontagem passam a ser executadas na montagem principal da clula. O formato de clula que ser utilizado o formato em U, ou seja, o incio da clula e o seu fim sero aproximados. Trs vantagens podem ser apontadas para a adoo deste formato:
A clula torna-se mais compacta, requerendo menos espao; A movimentao que o carrinho faz depois do final da montagem at o incio da clula ser bem menor do que no caso da montagem ser feita em linha reta; O processo de comunicao entre os operadores da clula facilitado. Se um defeito, por exemplo, detectado no final da clula e foi produzido no incio, ele pode ser rapidamente identificado e corrigido.
Enquanto os operadores da montagem principal fazem o percurso em U levando consigo o produto sobre um carrinho, os operadores de submontagem ficaro estacionrios (caso s operem em uma bancada) ou movero de uma bancada a outra (colocadas ao redor do percurso em U). Vale ressaltar que as submontagens devem ser colocadas em uma seqncia tal que facilite a seqncia de montagem principal, ou seja, a seqncia em que os
Captulo 4 Projeto de uma clula de montagem
53
subconjuntos so requisitados pela montagem a seqncia utilizada na disposio das bancadas. As utilidades necessrias para a montagem do fogo so energia eltrica, ar comprimido e GLP (gs) para testes. O ar comprimido necessrio em todas as bancadas para ser utilizado nas rebitadeiras e nas parafusadeiras. J o gs ser utilizado apenas no posto de testes. Com o intuito de se ter um layout flexvel, com possibilidade de mudana de bancadas a qualquer momento, necessrio instalar um sistema de distribuio dessas utilidades tambm flexvel. Para tanto, so utilizados canos de borracha ao invs do tradicional encanamento de ferro existente hoje nas linhas. utilizado apenas um ponto acima da clula de onde sairo todas as utilidades. Deste ponto elas sero distribudas para todas as posies da clula em que sejam necessrias.
IMPLEMENTAO DA CLULA PROJETADA
Captulo 5 Implementao da clula projetada
55
5. Implementao da clula projetada
Com o estudo para a implementao da clula em mos, possvel dar incio fase de implementao do projeto propriamente dito. Nesta etapa, porm, como poder ser constatado neste captulo, vrias mudanas foram feitas no projeto inicial com o intuito de adequ- lo melhor realidade e devido s melhorias que s foram possveis depois durante o perodo de montagem da clula.
5.1 A construo da clula
A partir do momento em que foi decidido onde a clula seria instalada no cho da fbrica, iniciou-se o processo de colocao de dispositivos, peas e outros equipamentos necessrios para a montagem do produto final. Foi necessria a participao de outros setores da fbrica entre eles o almoxarifado e a manuteno para que esta etapa fosse bem realizada. O almoxarifado ficou incumbido da tarefa de trazer para prximo da clula todas as peas que seriam necessrias para a montagem do fogo, tanto as peas que so de fornecedores externos quanto as peas que passam pelas reas de esmaltao e estamparia dentro da fbrica. Devido grande quantidade de peas que compem o fogo, foi necessria a visualizao de uma lista tcnica do produto, onde estavam indicados todos os componentes assim como seus respectivos cdigos, que auxiliaram na locao de tais peas pela fbrica. Alm das peas, foram trazidas as bancadas e dispositivos, sendo estes j organizados na forma do layout projetado (ANEXO A). Dessa forma, as peas puderam ser colocadas prximas aos locais de uso. Grande parte do espao na clula utilizada para a armazenagem de peas. Em um primeiro momento, decidiu-se por deixar os contentores, mesmo que grandes, dentro da clula, com os operadores retirando as peas diretamente deles. Mais adiante, ser mostrado como tal problema foi resolvido.
Captulo 5 Implementao da clula projetada
56
Com todas as peas e dispositivos dispostos no formato do layout projetado, foi solicitado a um operador que montasse o fogo pelo percurso da clula. Ele realizou apenas operaes da montagem principal, sendo que, os subconjuntos montados na submontagem j estavam prontos. O objetivo desta atividade no era, obviamente, verificar a velocidade com que o operador montava o produto. Como a clula estava em um estgio muito inicial, tal operador foi chamado para que pudesse levantar as necessidades da clula, fossem elas de peas que no haviam sido trazidas ou de rebitadeiras e parafusadeiras. Alm desse levantamento de necessidades foi possvel dar incio a alguns ajustes no posicionamento dos contentores, sugestes estas feitas pelo prprio operador que montava o fogo devido ao seu maior conhecimento do processo.
5.2 A formao da equipe de trabalho
Para compor a equipe que trabalharia na clula foi pedido aos coordenadores das linhas de montagem que indicassem um grupo de operadores que j trabalhavam nas linhas de montagem. O fato das pessoas que trabalhariam na clula serem oriundas das linhas de montagem auxiliou o estudo no sentido de se fazer uma comparao entre a produo em clula e em linha quanto s condies de trabalho apresentadas pelas duas. Com a equipe formada, foi possvel passar para seus integrantes como seria o novo trabalho, o que era esperado deles, assim como as diferenas entre trabalhar em linha e trabalhar em clula de montagem. Vale ressaltar porm, que j haviam sido feitas algumas palestras com o pessoal que trabalha em linha de montagem, em que alguns conceitos de clula de manufatura foram passados. As pessoas que iriam trabalhar na clula puderam nesta reunio tirar suas dvidas. Tal questionamento foi importante para que se pudessem perceber as expectativas que eles tinham quanto nova forma de sistema de trabalho que lhes estava sendo apresentada.
Captulo 5 Implementao da clula projetada
57
As perguntas principais foram em relao a quem seria responsvel pela clula, mostrando que eles estavam acostumados a ter uma voz de comando externa ao grupo. Foi proposto que eles mesmos ficassem responsveis pela produo, qualidade e demais aspectos produtivos.
5.3 O incio das operaes
Com alguns conhecimentos transmitidos, os operadores foram levados at a clula para que os mesmo pudessem dividir as tarefas entre si. Deixou-se que essa deciso fosse feita pelos prprios operadores para que eles pudessem se sentir mais confortveis com as tarefas que realizariam. Neste ponto, vale ressaltar que a clula no comeou a produzir com todas as pessoas que seriam necessrias para a montagem principal. Enquanto que no projeto foi feito o estudo prevendo-se a alocao de quatro pessoas na submontagem e sete pessoas na montagem principal, apenas trs pessoas na montagem principal puderam ser disponibilizadas. Assim, enquanto que a submontagem j contava com todas as pessoas previstas, na montagem principal havia menos da metade das pessoas. Isso ocorreu porque apenas trs carrinhos de transporte do produto estavam disponveis na semana de incio de operao da clula. Com a mo-de-obra na submontagem completa e apenas trs pessoas na montagem principal, a mo-de-obra da submontagem acabou ficando ociosa. Os operadores da submontagem, porm, puderam dedicar o tempo que no estava sendo utilizado para produo realizao de melhorias dentro da clula. Terminada a primeira semana de montagem na clula, algumas pessoas voltaram para a linha de montagem enquanto outras que estavam na linha durante esta semana inicial foram alocadas na clula de montagem para que pudessem tambm conhecer como funciona este novo sistema de produo adotado pela fbrica. Neste ponto, os prprios operadores que haviam trabalhado na primeira semana na clula passaram os conhecimentos adquiridos para os novos operadores.
Captulo 5 Implementao da clula projetada
58
Depois da primeira semana, a clula teve que ser deslocada para outro lugar da fbrica. Tal fato mostrou como o arranjo em clula era flexvel no sentido de mudana de espao. A mudana demorou algumas horas e no dia seguinte de trabalho j estava operando normalmente.
5.4 Melhorias no abastecimento
Durante as primeiras semanas de operao da clula, percebeu-se que os operadores perdiam boa parte do seu tempo buscando peas. Isso acontecia principalmente porque estavam sendo utilizados contentores grandes o que dificultava o posicionamento das peas prximas ao local de uso. Realizou-se ento um kaizen de abastecimento da clula, que durou aproximadamente trs dias. Atravs de tal kaizen buscou-se a aproximao das peas ao ponto em que elas so utilizadas. Dessa forma o operador perderia menos tempo deslocando-se em busca da pea e retornando bancada ou estao. Para que essa melhoria fosse possvel, utilizou-se o conceito de PDU (pontode-uso), apresentado no captulo 2. Atravs do uso de prateleiras menores, foi possvel trazer as diferentes peas mais prximas das outras, o que antes no era possvel visto que os contentores de onde as peas so retiradas so grandes. Buscou-se, dessa forma, deixar os contentores maiores na periferia da clula onde seria mais fcil o abastecimento externo e trazer para prximo da clula pontos de abastecimento menores onde apenas algumas poucas peas seriam colocadas pelo abastecedor interno da clula. Com essa mudana conseguiu-se ainda que a quantidade total de peas em estoque prximo clula fosse reduzida. Na Figura 5.1 apresentado um esquema de como o novo abastecimento funciona.
Captulo 5 Implementao da clula projetada
59
CONTENTOR
Abastecedor externo
MAIOR
CONTENTOR Abastecedor interno
MENOR
Operador
Periferia da clula
Interno clula
Figura 5.1 Esquema de abastecimento da clula
A presena do abastecedor interno indispensvel visto que o operador da montagem no pode utilizar seu tempo transportando peas do contentor maior para o contentor menor. Ele deve utilizar seu tempo com a realizao de operaes que realmente agregam valor ao produto. Para isso, necessrio que todas as peas por ele utilizadas em cada estao estejam mo. A Figura 5.2 exemplifica como o conceito de PDU foi aplicado na clula.
Figura 5.2 PDU aplicada clula
Neste contentor, por exemplo, so colocados oito tipos diferentes de peas que antes eram colocadas em contentores separados de onde os operadores de montagem tiravam as peas diretamente. Com a utilizao desse contentor, o abastecedor interno alimenta as peas pela parte traseira do contentor (parte mais alta) donde deslizam at a frente do contentor (parte mais baixa), sendo retiradas e utilizadas pelos operadores da montagem principal.
Captulo 5 Implementao da clula projetada
60
Vale ressaltar que esses contentores foram construdos com investimento mnimo, aproveitando materiais que estavam disponveis na fbrica, o que facilitou sua implementao.
5.5 A movimentao de equipamentos
Um dos problemas encontrados nos primeiros dias de implementao da clula foi o da utilizao de equipamentos, entre eles rebitadeiras e parafusadeiras. Muitas vezes tais equipamentos estavam longe das operaes em que so requisitados, ou o mesmo equipamento era utilizado em dois pontos de uso sucessivos, obrigando o operador a carregar o equipamento at outro ponto ou a deix-lo em um determinado lugar e voltar para busc- lo e utiliz- lo na prxima operao. Alm disso, a movimentao desses equipamentos trazia problemas ergonmicos, visto que alguns desses equipamentos so pesados. Para solucionar tais problemas, foram instalados por toda a clula suportes onde os equipamentos so pendurados. Tais suportes podem ser rotacionados para que possam ser usados em postos sucessivos ou para permitir que equipamentos que so utilizados tanto na montagem quanto na submontagem sejam pendurados. A Figura 5.3 representa uma foto da clula de montagem depois que o kaizen do abastecimento foi realizado. O ANEXO B apresenta o layout com as melhorias.
Figura 5.3 Foto da clula de montagem
ANLISE DOS RESULTADOS
Captulo 6 Anlise dos Resultados
62
6. Anlise de resultados
Este captulo traz uma comparao entre os resultados obtidos com a clula de manufatura com o que se tinha com a linha de montagem. Dentre as caractersticas que sero avaliadas esto a utilizao do tempo por parte do operador, a flexibilidade de distribuio das operaes, qualidade e ergonomia. Foram tambm realizadas entrevistas com os operadores para avaliar os impactos provocados pela mudana do sistema de produo na viso deles.
6.1 Utilizao do tempo por parte do operador
Faz-se necessria na avaliao dos resultados da clula de montagem a verificao de como o tempo disponvel dos operadores est sendo utilizado. Seguindo o princpio de racionalizao no uso dos recursos, procurou-se neste projeto uma melhor eficincia, de modo que os operadores passem grande parte do seu tempo agregando valor ao produto, ou seja, executando operaes de montagem propriamente dita. Sabe-se, porm, que existem partes do processo em que os operadores no aproveitam todo seu tempo agregando valor ao produto. Entre tais etapas esto o tempo em que o produto movimentado, o tempo em que o operador busca peas e equipamentos que muitas vezes esto distantes de onde so utilizados na montagem e os tempos que os operadores esperam at que o operador que est na sua frente termine sua operao. Alm destas etapas que no agregam valor ao produto, h ainda algumas etapas como os testes que no agregam valor mas que so necessrias para que o produto final atenda as expectativas no quesito qualidade. Com o intuito de verificar a eficincia na utilizao do tempo de mo-deobra, foram cronometrados na clula de montagem os tempos das operaes executadas por um operador da montagem principal. As operaes foram dividas da seguinte maneira, conforme a sua natureza :
Captulo 6 Anlise dos Resultados
63
Montagem: operaes que agregam valor no produto, ou seja, montagem de peas que so percebidas ou pelos consumidores ou que so necessrias para se manter as caractersticas tcnicas do produto; Movimentao do produto: tempo utilizado pelo operador quando est deslocando o produto para a prxima estao de trabalho ou quando ele o vira para alcanar os outros lados do mesmo. Pegar pea ou mquina : intervalo para o operador ir buscar uma pea no local onde a mesma armazenada ou alcanar um dispositivo. Vale ressaltar que a cronometragem foi feita depois que as melhorias de abastecimento j haviam sido feitas. Espera por pea e equipamento: tempo em que o operador espera pela chegada de uma pea no local de abastecimento ou quando no h um subconjunto pronto quando um operador chega no local onde montado no produto. Espera para a prxima operao: tempo aguardado pelo operador quando um outro que est sua frente ainda no terminou a operao. Testes: tempo utilizado para realizar inspees visuais ou outros tipos de testes. So os nicos tipos de operaes que no agregam valor mas que so necessrias.
A cronometragem foi feita de forma contnua com o objetivo de se observar realmente como o processo estava sendo executado. Dessa forma, foi possvel verificar no somente como o tempo estava sendo utilizado como tambm o leadtime, ou seja, o tempo necessrio desde o momento em que o operador chega com o carrinho vazio no comeo da clula at o instante em que embala o produto no final do processo. Tal tempo cronometrado foi de aproximadamente doze minutos. Analisando o tempo total de trabalho do operador na montagem principal, pde-se observar atravs da cronometragem que ele utilizado conforme indica a Figura 6.1.
Captulo 6 Anlise dos Resultados
64
Figura 6.1 Utilizao do tempo por parte do operador
Um primeiro aspecto que se pode constatar no grfico da Figura 6.1 que o operador utiliza aproximadamente 70% do seu tempo com operaes que realmente agregam valor com o produto. Adicionando a este valor a porcentagem de tempo despendida com as operaes que no agregam valor mas que so necessrias para o processo, tem-se aproximadamente 80% do tempo total de lead-time. Se este resultado for comparado com a situao apresentada pelo GBO da linha de montagem discutida no captulo 3, percebe-se uma melhora, visto que naquela situao, em mdia, 71% das operaes so relativos montagem e testes realizados. Isso demonstra que, com a produo em clula, o tempo est sendo melhor utilizado com operaes que realmente agregam valor ou que, por questes de processo, no agregam valor mas so necessrias. Para que seja despendido menos tempo com tais operaes, talvez seja necessria a compra de equipamentos de testes mais rpidos, visto que, com exceo da inspeo visual realizada no final da linha, todos os demais testes so realizados por equipamentos especficos. A movimentao do produto corresponde a aproximadamente 10% do tempo total de trabalho do operador da clula. Tal porcentagem deve-se basicamente necessidade de movimentao do produto pelas estaes de trabalho da clula. Esta
Captulo 6 Anlise dos Resultados
65
porcentagem inclui o tempo para o operador virar o produto, mas isso s ocorre trs vezes, e a operao que no leva mais que 2 segundos. Era de se esperar que a porcentagem do tempo despendido para a movimentao do produto correspondesse a um valor com tal ordem de grandeza visto que tal funo que cabe esteira transportadora numa linha de montagem foi acrescida funo do operador na produo em clula. Portanto, n o caso da linha de montagem, a movimentao do produto que ocorre na clula corresponde espera pela chegada do produto posicionado na esteira transportadora. O tempo utilizado para pegar peas pequeno (prximo a 10%) principalmente devido s melhorias conseguidas com o abastecimento. Tornando as peas prontamente disponveis, pela sua localizao prxima aos operadores e nos pontos onde so utilizadas, diminui-se a necessidade de movimentao dos operadores em busca das mesmas. J no caso das mquinas, nas quais esto includas rebitadeiras e parafusadeiras, percebeu-se nos primeiros dias em que a clula foi montada, que estavam dispostas muito longe de onde eram utilizadas, obrigando os operadores a se deslocarem uns poucos metros para poderem alcan- las. Com a adoo de suportes fixados em bancadas (indicados na seo 5.5), foi possvel aproximar tais mquinas dos operadores, reduzindo assim o tempo necessrio para este deslocamento. J nos casos de espera por pea ou para dar incio prxima operao, no foi observado desperdcio excessivo de tempo. Uma das razes que assegurou isso foi o bom balanceamento das operaes que aproximou bastante os tempos de cada posto de trabalho do tempo ciclo. Um fator que pode ter influenciado nesta constatao foi que apenas trs operadores estavam na montagem principal no momento da cronometragem. Contudo vale ressaltar que o operador observado foi o mais rpido e, durante a cronometragem, havia sempre um operador no prximo posto de trabalho mas que em nenhum momento chegou a atrapalh- lo. Dessa forma apresentada a seguir uma sntese do aproveitamento do tempo total de trabalho do operador na montagem principal, constatada por meio da cronometragem:
Captulo 6 Anlise dos Resultados
66
Operaes que agregam valor: as montagens so responsveis por 70% do tempo de trabalho total. Operaes que no agregam valor ao produto mas que so necessrias: os testes so responsveis por aproximadamente 10% do tempo total. Operaes que no agregam valor: as operaes de pegar peas e mquinas so responsveis por 20% do tempo total.
6.2 A flexibilidade na distribuio de operaes
esperado que uma clula de produo seja mais flexvel em relao ao volume de produo, de modo que, caso seja necessrio variar a quantidade produzida, sua capacidade possa ser alterada mediante a ajuste no nmero de operadores. Quando uma clula bastante flexvel em relao capacidade, esta pode ser ajustada proporcionalmente quantidade de mo-de-obra nela alocada. Neste caso, por exemplo, se uma clula com dez operadores consegue produzir dez produtos por hora, sendo necessrio aumentar a produo para quinze produtos por hora, bastaria incluir na clula mais cinco operadores para atingir esse novo volume de produo. Porm, na clula construda, existe uma restrio que a torna menos flexvel que este ideal: a existncia das submontagens. Quando se deseja aumentar o volume da clula, necessrio no somente aumentar o nmero de pessoas na montagem principal como tambm nas submontagens. Um fator que torna as submontagens ainda menos flexveis o fato que algumas delas ficam distantes umas das outras, inviabilizando a distribuio das operaes de tais submontagens para um mesmo operador. Dessa forma, no caso da submontagem, o aumento ou diminuio de mo-de-obra no proporcional variao de produo desejada. Com o objetivo de se verificar como tal restrio afeta a flexibilidade da clula, construram-se dois grficos de eficincia na distribuio de operaes, variando-se o nmero de operadores tanto na montagem como na submontagem.
Captulo 6 Anlise dos Resultados
67
O clculo da eficincia foi feito a partir da mesma frmula apresentada no item 3.3. Distriburam-se as operaes apresentadas no captulo 4 para se verificar o tempo total que se teria para cada operador. Apenas consideraram-se os casos em que o nmero de operadores n a montagem principal era maior ou igual ao nmero de operadores na submontagem visto que o tempo total de operaes da montagem principal aproximadamente o dobro do nmero de operaes da submontagem. Dessa forma, para determinado nmero de operadores na submontagem, que variou de um a nove, mudou-se o nmero de operadores na montagem principal, cujo menor valor considerado nesta anlise foi igual ao nmero de operadores da submontagem. As seguintes restries referentes s operaes das submontagens foram consideradas: quando possvel, no se alocaram operaes dos quatro primeiros subconjuntos, com as dos subconjuntos seis, sete e oito. quando possvel, no se alocaram operaes do subconjunto seis com as dos outros subconjuntos; quando possvel, no se alocaram operaes dos dois ltimos subconjuntos com as dos outros;
Tais restries so devidas s distncias que separam os subconjuntos. Na Figura 6.2 apresentado um grfico em que as restries anteriores foram levadas em considerao no balanceamento de operaes.
Captulo 6 Anlise dos Resultados
68
Montagem Sub-Montagem Total Produo
Figura 6.2 Eficincia na distribuio das operaes com restries
O primeiro fato que se pode observar que existe, para cada quantidade de operadores da submontagem, um nmero de operadores para a montagem principal que otimiza a eficincia na distribuio de operaes. No caso, por exemplo de se ter quatro operadores na submontagem, o valor otimizado para alocar operadores na montagem principal de sete. Para esta alternativa de distribuio a eficincia seria de 93,7%. Neste caso, mesmo colocando mais uma pessoa na montagem principal, totalizando assim oito, a quantidade de produtos montados por hora continua ria sendo a mesma e a eficincia declinaria para 85,9%. Aumentando de unidade em unidade o nmero de pessoas na montagem principal, vai se conseguindo uma melhor distribuio de operaes entre os operadores, o que faz com quem a eficincia desta distribuio aumente, ou seja, que os tempos no utilizados dos operadores diminuam. Esse acrscimo de pessoas na montagem principal aumenta tal eficincia at atingir uma configurao em que ela deixa de ser gargalo e a submontagem passa de subutilizada para gargalo. neste ponto em que a submontagem passa a ser gargalo que a eficincia na distribuio de operaes comea a decair no justificando mais o aumento de mo-de-obra na montagem principal.
Captulo 6 Anlise dos Resultados
69
Outro aspecto que pode ser visualizado no grfico da Figura 6.2 que a eficincia mxima na distribuio de operadores obtida quando se coloca sete operadores na montagem principal e quatro operadores na submontagem. Esta a condio de mo-de-obra que foi considerada pra a implementao da clula em projeto. vlido agora avaliar qual seria o impacto na eficincia de balanceamento de operaes se as restries para distribuio de operaes na submontagem no fossem levadas em considerao. O grfico da Figura 6.3 mostra esse caso.
Montagem Sub-Montagem Total Produo
Figura 6.3 Eficincia na distribuio das operaes sem restries
Pode-se observar no grfico da Figura 6.3 que a eficincia na distribuio de operaes maior que no caso da Figura 6.2. Isso ocorre porque, ao no considerar as restries quanto distribuio das operaes da submontagem, as atividades podem ser melhor distribudas entre os operadores. Mas o ganho de eficincia no alteraria o ganho de produtividade de forma significativa. Uma outra concluso que pode ser tirada da Figura 6.2 e da Figura 6.3 que, se continuasse aumentando a quantidade de operadores, tanto na montagem principal quanto na submontagem, a eficincia na distribuio de operaes tenderia a
Captulo 6 Anlise dos Resultados
70
diminuir. Isso ocorre porque, como o tempo de ciclo vai diminuindo com o acrscimo de operadores, vai se tornando cada vez mais difcil encaixar de forma bem balanceada as atividades elementares para cada um. Tal evidncia mostra que, quanto mais as tarefas vo sendo divididas a um nmero crescente de operadores, menos eficiente fica a distribuio de tais operaes. Uma ltima concluso que pode ser tirada que se, por exemplo, fosse necessrio duplicar a produo de uma determinada clula, considerando somente a eficincia da distribuio de operaes, seria melhor criar outra clula do que aumentar o nmero de operadores em uma mesma clula. Por outro lado, tal duplicao implica em desvantagens como a necessidade de investimentos adicionais para a montagem do produto e necessidade de mais espao. A anlise apresentada mostra que a clula projetada no plenamente flexvel quanto ao volume de produo e que a necessidade de acrescer ou reduzir de acordo com a variao do volume de produo requer um exame cuidadoso do impacto resultante sobre a eficincia na distribuio das operaes.
6.3 A produtividade da mo-de-obra
Nesta seo, a produtividade da mo-de-obra considerada pela quantidade de produtos montados por um operador em uma hora. Tal indicador necessrio para a comparao de produtividade na clula de montagem projetada e na linha de montagem baseada em esteira transportadora. Na linha de montagem, tem-se o padro de cento e vinte e cinco produtos por hora, produtos estes que so montados por um total de sessenta e oito pessoas, as quais se dividem em quarenta e duas pessoas na montagem principal e vinte e seis pessoas na s submontagens. A produtividade da linha de montagem seria, dessa forma, de aproximadamente 1,84 produtos/hora.homem. Na clula de montagem, tomando-se o mximo de produo conseguida at o momento da coleta dos dados, tem-se uma quantidade de doze produtos por hora. Considerando que este mximo foi atingido com a utilizao de nove pessoas, obtm-se uma produtividade de 1,33 produtos/hora.homem.
Captulo 6 Anlise dos Resultados
71
A Tabela 6.1 apresenta os valores desta comparao.
Tabela 6.1 Comparao de produtividade considerando toda mo-de-obra
Contudo, esta simples comparao imprecisa. Isso se deve ao fato de que, quando houve a implementao da clula de montagem, embora todas as pessoas necessrias submontagem (quatro) tenham sido alocadas, a montagem principal iniciou operando com apenas com trs pessoas. Isso fazia com os operadores da submontagem ficassem ociosos que grande parte do tempo. Dessa forma, faz-se necessria a avaliao de uma outra forma que retrate melhor a realidade. A forma encontrada foi a comparao da produo por hora considerando apenas a mo-de-obra que atua na montagem principal. fundamental considerar ainda o fato de que as tarefas do subconjunto cinco foram transferidas da submontagem para a montagem principal e dever, portanto, entrar na contabilidade da produtividade da clula. Utilizando-se o mesmo cdigo apresentado na seo 4.3, a Tabela 6.2 indica as operaes acrescentadas montagem principal relativas ao subconjunto 5.
Tabela 6.2 Tempos das operaes do subconjunto 5
Considerando um tempo total de 953,57 segundos para a montagem principal, obtm-se a porcentagem de tempo gasta com as operaes do subconjunto 5. Na Tabela 6.3 fornecida a porcentagem de tempo que foi acrescida montagem principal com a incorporao da montagem do subconjunto 5.
Captulo 6 Anlise dos Resultados
72
Tabela 6.3 Razo de tempo do subconjunto 5 e a montagem principal na clula
Dessa forma ser acrescido, para o sistema de produo em clula, 5,1% do valor da produtividade da montagem principal para fins de comparao com a linha de montagem. No caso da linha de montagem, continua-se com cento e vinte e cinco produtos por hora, mas agora considera-se apenas a mo-de-obra da montagem principal, representada por quarenta e duas pessoas. Na clula sero consideradas as quatro pessoas que estavam alocadas na montagem principal no momento da tomada de dados, que atingiram uma produo de doze produtos por hora. O Tabela 6.4 resume a comparao ajustada da produtividade da linha de montagem com a da clula de manufatura.
Tabela 6.4 Comparao de produtividade considerando apenas a mo-de-obra na montagem principal
Vale ressaltar que ainda h a curva de aprendizado para a montagem do produto, ou seja, na medida em que os operadores alocados nova clula ficarem mais familiarizados com o processo e o produto, o nmero de produtos produzidos por hora tender a aumentar. Busca-se, nesta nova clula, uma meta de produtividade de quatro produtos produzidos por hora, o que alguns operadores j conseguem, enquanto outros no. Com este valor de produtividade, a produtividade ajustada considerando os 5,1% do SC5 equivaleria a 4,2 produtos/hora.homem.
Captulo 6 Anlise dos Resultados
73
6.4 Qualidade
esperado que, com a nova clula, os ndices de qualidade melhorem devido ao maior comprometimento do operador com o processo de montagem do produto assim e conhecimento mais abrangente do produto em si. Vale ressaltar, porm, que antes de comear a decair, os ndices de retrabalho tendem a aumentar visto que deve haver um perodo de adaptao por parte do operador que tem de dominar mais operaes do processo. Tal tendncia pode ser apresentada na curva de aprendizado em que, nos primeiros dias de produo de um determinado modelo, a quantidade de produtos montados pequena, crescendo medida que o operador conhece melhor o novo processo. Neste sentido, enquanto o nmero de produtos produzidos por dia aumenta devido ao aprendizado, o nmero de produtos no-conformes diminui pela mesma razo. Neste momento importante definir o que seria retrabalho. Durante a montagem do produto, os operadores podem verificar a existnc ia de alguma noconformidade de produto, por exemplo, alguma pea riscada. Na linha de montagem, esta tarefa delegada aos inspetores da linha. J na clula de montagem, tal inspeo fica a cargo de todos os que esto trabalhando. O retrabalho ento qualquer operao de recuperao de um produto, operao esta que no est inclusa nas operaes previstas e que, portanto, acarretam perda de tempo e conseqentemente de capacidade produtiva. Pode-se distinguir, assim, duas atividades: a verificao da no-conformidade e o seu retrabalho. Na linha de montagem a verificao fica a cargo dos inspetores da linha. Existem postos na linha de montagem onde tais especialistas so posicionados para avaliar as no-conformidades. Para isso, recebem treinamento especial e diferenciado dos outros operadores. Quando um produto com algum defeito observado pelo inspetor e tal no-conformidade no pode ser consertada na prpria da linha, o produto retirado da esteira transportadora e uma pessoa fora da linha retrabalha o produto.A tarefa de retrabalho especialmente delegada a esta pessoa.
Captulo 6 Anlise dos Resultados
74
Cabe aqui a crtica de que, os operadores que realmente montam o produto muitas vezes no ficam sabendo que esto executando uma operao incorretamente, visto que no o prprio operador que monta o produto que conserta o defeito. J numa clula de montagem, busca-se dar maiores responsabilidades aos montadores sobre a qualidade do produto. Dessa forma, fica a cargo de todos os operadores fazer inspees visuais no produto durante todo seu processo de montagem e, caso uma no conformidade seja observada, fica a cargo do prprio operador que monta o produto fazer os reparos necessrios. necessrio, porm, que todos os operadores que trabalham na clula sejam bem treinados para que possam discernir o que realmente um defeito e qual a gravidade do defeito observado. Uma outra desvantagem que o retrabalho na clula de montagem traz a subutilizao da capacidade de produo quando um dado defeito verificado. Na linha de montagem o retrabalho realizado por uma pessoa fora da linha, o que no afeta a produo. Na clula, por outro lado, como o retrabalho feito pelo prprio pessoal que monta o produto, a produtividade de montagem diminuda quando o retrabalho necessrio. Na Tabela 6.5 so apresentadas as vantagens e as desvantagens da forma como a inspeo e retrabalho so realizados na linha e na clula de montagem.
Tabela 6.5 Comparao do controle de qualidade
Linha
Clula
Quem cria o defeito o conserta, o que impede que ele cometa o mesmo erro futuramente Devido ao encurtamento de distncias, a comunicao entre os operadores facilitada,
Vantagens
o que facilita a soluo de defeitos a produo no afetada quando h retrabalho Os operadores ficam mais comprometidos com a qualidade do produto A possibilidade de se detectar o erro onde ele foi criado maior Com o aprendizado sobre os defeitos que podem ocorrer e do como solucion-los, os mesmos vo decaindo com o tempo.
Captulo 6 Anlise dos Resultados
75
o defeito pode ser verificado apenas alguns postos frente de onde foi criado O treinamento dos operadores mais demorado visto que todos devem ser melhor treinados e conhecer o processo todo Subutilizao da capacidade de produo quando ocorre um retrabalho
Desvantagens
o operador que monta o produto muitas vezes no tem conhecimento do defeito que est criando
perda de tempo realizando operaes em um produto que dever ser retrabalhado
A Figura 6.4 apresenta o grfico de evoluo onde um fator foi calculado para retratar o aprendizado do grupo de operadores na clula.. Este fator foi calculado da seguinte forma:
O tempo utilizado foi medido em minutos. Esse clculo foi feito diariamente durante aproximadamente duas semanas, a partir do dia em que um novo modelo passou a ser montado na clula. Alm disso, esta figura inclui a porcentagem de produtos que foram retrabalhados.
Figura 6.4 Curva de aprendizado e defeitos
Pode-se notar no grfico Figura 6.4 que o fator calculado oscilou ciclicamente devido ao treinamento de pessoas. Quando novas pessoas so includas no grupo, h
Captulo 6 Anlise dos Resultados
76
um perodo de adaptao e aprendizado que se reflete na queda de produo, sendo o nvel de produtividade retomado aproximadamente dois dias depois. J a curva de defeitos, que nos quatro primeiros dias estava alta chegou a zero durante vrios dias consecutivos. Um dos fatores que pode justificar o fato da curva de defeitos no ser cclico assim como a do aprendizado que apesar da necessidade de treinar novos operadores em cada grupo, um grupo base de operadores foi mantido na clula ajudando os novos a tratar dos defeitos que poderiam ocorrer no produto. Ou seja, apesar de no se poder fazer com que o trabalhador novo na clula monte mais rpido, possvel evitar que ele cometa erros, visto que no grupo j h operadores com maior experincia e aptos a ajud-lo. possvel ento verificar que, apesar do ndice de retrabalho poder ser alto no incio da produo de um produto na clula, deve-se levar em considerao a curva de aprendizado e analisar como tal ndice se comporta com o passar dos dias, pois se espera que tal ndice tenha uma tendncia declinante.
6.5 Ergonomia
Uma das diferenas mais marcantes que se pode notar quando o trabalho em uma linha de montagem comparado ao de uma clula de manufatura, so os aspectos ergonmicos. Enquanto em uma linha de montagem se busca a diviso das tarefas em elementos de trabalho cada vez menores, em uma clula de montagem procura-se agregar mais tarefas funo dos operadores com o intuito de dar- lhes mais responsabilidades e deix- los mais comprometidos com o resultado final. Este processo de enriquecimento de tarefas tem impacto especial no tempo de ciclo dos operadores. Quanto mais tarefas so agregadas a um dado operador, a freqncia com que ele realiza determinada operao diminui, resultando na diminuio da fadiga. Isso faz com que, por exemplo, apesar de algumas vezes o operador tenha de ficar em posies no muito confortveis na montagem principal, ele s vai voltar quela posio alguns minutos depois, enquanto que numa linha de montagem ele ficaria naquela posio a cada poucos segundos.
Captulo 6 Anlise dos Resultados
77
Um levantamento dos tempos de ciclo dos operadores da linha de montagem e da clula foi feito, calculando assim uma mdia para os dois casos para efeito de comparao. Obteve-se tambm o tempo mnimo de ciclo nos dois casos. Tais valores so indicados no grfico da Figura 6.5.
Figura 6.5 Grfico comparando o tempo de ciclo
O tempo de ciclo mdio foi obtido atravs da mdia dos tempos de ciclo de cada um dos operadores. Como no caso da montagem principal da clula todos os operadores fazem as mesmas operaes, os tempos de ciclo mdio e mnimo so iguais. Optou-se por separar a clula em montagem principal e submontagem porque os tempos de ciclo nos dois casos so muito diferentes visto que no caso da montagem principal na clula os operadores realizam todas as operaes. Observa-se no grfico da Figura 6.5 que tanto o tempo de ciclo da montagem principal da clula quanto o da submontagem so muito maiores que a mdia do tempo de ciclo da linha. Quando se compara a montagem principal da clula e da linha, v-se que o tempo de ciclo da primeira aumentou em quase sessenta vezes em relao segunda. Esse aumento de aproximadamente oito vezes quando se compara a submontagem na clula e a na linha de montagem.
Captulo 6 Anlise dos Resultados
78
Como concluso final destes tempos de ciclo, o tempo de ciclo na montagem principal na clula no diminuiria caso houvesse o aumento da produo. Isso porque caso fosse necessrio tal aumento, mais pessoas seriam colocadas na clula e as pessoas da montagem continuariam realizando todas as operaes de montagem principal.
6.6 O estoque em processo e espaos percorridos
No captulo 3 foram apresentados os estoques em processo das principais peas da submontagem assim como dos foges na montagem principal. Nesta seo sero comparados tais estoques com a quantidade de peas que so colocadas prximas aos locais onde so utilizadas, ou seja, contaram-se as peas que o abastecedor da clula deixa nos pontos de abastecimento nos locais especificados no kaizen de abastecimento. Alm disso, foram levantas as distncias percorridas por estas peas at chegarem no ponto da montagem principal onde so utilizadas. (Tabela 6.6) Como foi salientado do captulo 3, os maiores problemas de movimentao estavam com os subconjuntos seis e oito, devido, principalmente, qua ntidade de pessoas que so necessrias para mont- los em linha.
Tabela 6.6 Comparao de estoques
Nos casos dos subconjuntos dois e quatro, como no h local de armazenamento especfico para suas peas depois das melhorias de abastecimento, o
Captulo 6 Anlise dos Resultados
79
mesmo contentor que era colocado na linha utilizado como ponto de armazenagem das peas na clula, no alterando assim a quantidade armazenada. Dessa forma, houve uma reduo de 70% dos estoques de peas prximo ao local onde so utilizadas. Vale ressaltar que seria importante a reduo da quantidade de peas que chega dos fornecedores, visto que, na clula projetada, a velocidade de consumo das peas menor. Outra reduo alcanada foi com a movimentao de peas ( Tabela 6.7). Novamente, foram levantadas as distncias percorridas da pea principal de cada subconjunto, ou seja, aquela que percorre a maior distncia. Foram comparadas tambm as distncias percorridas pelos produtos semi-acabados na esteira (linha de montagem) e nos carrinhos transportadores (clula).
Tabela 6.7 Comparao das distncias percorridas
Colocando em um Grfico de P areto de distncias percorridas como no captulo 3, pode-se visualizar as seguintes redues de movimentao de peas na Figura 6.6.
Captulo 6 Anlise dos Resultados
80
Figura 6.6 Comparao das distncias percorridas
Percebe-se que as maiores redues conseguidas foram com os subconjuntos seis e oito que eram os mais crticos quanto movimentao de materiais.
6.7 Padronizao de tarefas
Com o aumento do nmero de atividades executadas por um mesmo operador dentro da clula, crucial que se tenha alguma forma de comunicao para que ele saiba quais so as operaes necessrias para a montagem de um determinado produto. Na linha de montagem, atualmente, tal comunicao feita atravs de duas vias principais : atravs das Folhas de Instruo de Trabalho (FIT), e a folha de operaes-padro (ANEXO E). Enquanto a FIT est apenas localizada em alguns postos da linha de montagem considerados crticos, as folhas de operao-padro esto localizadas em alguns pontos perifricos linha onde os operadores podem verificar, para cada modelo, quais so as operaes necessrias. Uma dificuldade apresentada na linha para esta comunicao que existem diversos posto de trabalho na linha (considerando cada pessoa um posto de trabalho), o que inviabiliza a colocao de uma folha de instruo de trabalho para cada pessoa.
Captulo 6 Anlise dos Resultados
81
Na clula de manufatura tal problema pode ser contornado. Como o nmero de pessoas menor, possvel colocar em cada estao de trabalho uma folha de operao-padro onde os operadores podem verificar suas tarefas. Nesta folha de operao-padro esto contidos o modelo, as operaes de uma determinada estao de trabalho, o tempo estimado para a realizao de tal operao, se tal operao agrega v alor, no agrega valor mas necessria ou que simplesmente no agrega valor. Como tal folha se encontra na prpria estao de trabalho, a visualizao pelos operadores facilitada, ao contrrio do que ocorre na linha de montagem, em que, estando tal folha em um ponto distante, sua verificao dificultada.
6.8 A ocupao do espao
Quando se compara o espao ocupado no cho de fbrica pela linha de montagem e a clula, percebe-se que a rea da primeira o triplo da segunda Essa diminuio de espao ocorreu principalmente por dois motivos: Conseguiu-se compactar a clula trazendo o incio e o fim do processo mais prximos em formato de U. Com o aumento do tempo mdio, diminui- se o nmero de pessoas e conseqentemente o espao necessrio para aloc- las.
Deve-se atentar ao fato de que, apesar da clula ocupar apenas um tero do espao ocupado por uma linha de montagem a capacidade de produo esperada tambm de aproximadamente um tero em relao linha de montagem. Uma vantagem porm que, se forem colocadas mais duas clulas no local ocupado por uma linha, seria possvel produzir no mesmo espao ocupado por uma linha trs modelos de produtos diferentes ao mesmo tempo, o que facilitaria o nivelamento da produo.
6.9 A viso dos operadores da clula
Captulo 6 Anlise dos Resultados
82
Com o intuito de avaliar os impactos que a mudana do sistema de produo teve sobre os operadores que mudaram de postos, foram realizadas entrevistas com dois operadores. Como os entrevistados eram operadores que j haviam trabalhado na linha de montagem, as entrevistas serviram como um comparativo entre as duas formas de produo. O roteiro de entrevista com os operadores est no ANEXO C e as perguntas respondidas por cada operador entrevistado no ANEXO D. Antes das entrevistas serem realizadas, porm, foi perguntado aos operadores que estavam trabalhando na clula h apenas uma semana se eles prefeririam voltar a trabalhar na linha ou se queriam continuar trabalhando na clula que havia comeado suas operaes naquela semana. A resposta foi a de que eles queriam continuar trabalhando na clula. Dessa forma, realizaram-se as entrevistas para que se pudesse conhecer tambm os reais motivos pelos quais eles queriam continuar trabalhando segundo o sistema de produo implantado. A primeira questo levantada por um dos entrevistados foi a melhoria que se obteve com o aumento do tempo de ciclo de operaes. Enquanto na linha de montagem os ciclos de repetio giram em torno de 30 segundos, na clula de montagem, este ciclo sobe para aproximadamente 12 minutos para um operador da montagem principal. Isso faz com que algumas posies de montagem que poderiam ser mais incmodas no sejam percebidas pelo operador. Prova disto est nos primeiros postos da montagem principal. Nestas estaes, os operadores realizam algumas tarefas que exigem que eles se curvem. Quando foi perguntado a um operador se tal postura o incomodava, a resposta foi que apesar de ele ficar em uma posio desconfortvel, ele s teria que voltar quela posio novamente minutos depois. J na linha de montagem, quando um operador fica em uma posio desfavorvel, ele permanece nesta posio em uma freqncia muito maior visto que o tempo de ciclo de suas operaes, quando comparado clula de montagem, visivelmente menor.
Captulo 6 Anlise dos Resultados
83
Outra questo levantada por um dos operadores foi o comprometimento que ele tinha com a montagem do produto. Na clula foi colocado um quadro com o nome de cada operador da montagem principal, onde ele assinala a entrega de um produto no intervalo de tempo correspondente. (Figura 6.7)
Figura 6.7 Quadro de produo
Esse quadro faz com que os operadores da montagem principal tenham uma maior responsabilidade com a produo e a qualidade do produto visto que nenhum quer ficar atrs do desempenho do outro. Eles ficam comprometidos com a qualidade do produto visto que, se uma no-conformidade verificada no produto, ele no s deixa de colocar no quadro que ele produziu o produto como tambm perde seu tempo retrabalhando o mesmo. Isso faz com que o operador prefira consertar um determinado defeito no local onde foi criado a perder tempo montando um produto que ter de ser retrabalhado depois. o oposto do que acontece na linha, em que muitas vezes o operador deixa passar um determinado defeito j que ele sabe que ser retrabalhado por uma outra pessoa mais adiante na linha. Um dos operadores levantou o aspecto da facilidade de comunicao que a clula permite. Enquanto na linha de montagem a comunicao difcil devido ao
Captulo 6 Anlise dos Resultados
84
prprio layout , a configurao de estaes de trabalho e mquinas permite uma maior interao entre os operadores, facilitando o trabalho em equipe. Foi dito que possvel no apenas verificar a qualidade do produto que ele prprio est montando como a dos operadores vizinhos. Dessa forma, pde-se constatar que o quadro de produo da Figura 6.7 no se tornou um meio de competio entre os operadores da montagem principal, mas sim uma forma de se trabalhar em equipe, em que o resultado do grupo o que deve predominar em relao produo individual. Outro fator importante para os operadores foi o enriquecimento de tarefas. Muitos trabalhavam h anos na empresa e s sabiam, por exemplo, usar uma rebitadeira. Outros s sabiam usar uma parafusadeira. A maioria nunca havia feito teste nos produtos, como o teste de estanqueidade e o teste de chama que so realizados por pessoal especializado na linha. Apesar do treinamento durar mais tempo, os entrevistados aprovaram tal aumento na quantidade de operaes por eles realizadas. O treinamento dos novos operadores foi outro ponto levantado. Quando um operador que trabalhava na linha de montagem realocado para a clula de montagem, ele deve passar por um treinamento no s da montagem do produto em si, como tambm de como uma clula de montagem funciona e quais so as diferenas entre esse novo modo de montar o produto e a maneira pela qual o produto era montado anteriormente. Quando o operador chega clula ele acompanhado por duas ou trs horas por um operador que j est h mais tempo. Este veterano o acompanha algumas vezes por todo o processo de m ontagem do produto at que o novato na clula consiga montar o produto sem a sua ajuda. Foi ressaltado que o perodo de adaptao de um novo operador da clula varia de uma a duas semanas. Outro ponto positivo levantado foi a limpeza e a organizao da clula. Enquanto na linha o espao ocupado por muitas pessoas, no ficando uma pessoa especfica responsvel pela limpeza, na clula os operadores trabalham em uma rea maior, o que o torna responsvel pela manuteno da limpeza e da organizao do seu posto de trabalho. Um dos entrevistados at mesmo afirmou que a limpeza do seu
Captulo 6 Anlise dos Resultados
85
posto de trabalho deve ser igual de sua casa, visto que ele permanece no trabalho a mesma quantidade de tempo que no local onde mora. Uma das dificuldades levantadas foi a diferena de desempenho existente entre os operadores da clula. Um dos entrevistados levantou que, enquanto um operador da montagem principal ficava em uma das estaes por oitenta segundos aproximadamente, outro operador levava mais que cem segundos. Tal fato pode no ser problema enquanto h menos operadores na montagem que o projetado. Caso seja necessrio aumentar o nmero de pessoas na montagem devido ao volume de produo, pode-se criar uma espera dos operadores mais rpidos. Tal problema pode ser contornado atravs da alocao de operadores com performances semelhantes, evitando assim esperas. Um outro ponto negativo foi o fato de muitas vezes eles esquecerem de realizar alguma das tarefas. Como o nmero de tarefas executadas por cada operador aumentou, fica mais difcil lembrar-se de todas as operaes necessrias, sendo necessrias folhas onde as etapas de montagem e a ordem de execuo so indicadas. A variao de ritmo tambm foi algo notado pelos operadores. Enquanto na linha de montagem eles deveriam seguir o ritmo da esteira, na clula, o montador segue seu prprio ritmo. Um dos entrevistados percebeu que nas segundas e sextasfeiras o ritmo de trabalho maior que na quinta-feira. Depois do almoo, segundo o mesmo entrevistado, o ritmo menor. De uma maneira geral, os operadores que foram alocados na clula gostaram da mudana apesar da apreenso inicial. Alguns no comeo duvidam que a clula de manufatura seja uma maneira melhor de se montar o produto talvez por estarem acostumados a trabalhar de uma maneira diferente ou talvez devido ao desconhecimento do novo sistema. Outros operadores que ainda trabalham em linha de montagem perguntam quando comeariam tambm a trabalhar em clulas de montagem. Pelo que se pode perceber, quanto maior o conhecimento do operador sobre como trabalhar em clula de montagem, maior a sua vontade de iniciar a montagem do produto atravs do novo sistema de produo.
CONCLUSES E RECOMENDAES
Captulo 7 Concluses e recomendaes
87
7. Concluses e recomendaes
Nesta parte final do trabalho sero apresentadas algumas concluses acerca da implantao da clula de manufatura e algumas recomendaes para que, caso outras sejam implementadas na fbrica, os projetos possam ser bem sucedidos.
7.1 Concluses
O objetivo da Multibrs na implementao da clula de manufatura piloto foi de fazer uma melhoria no seu sistema de montagem final de produtos, atravs da utilizao de um sistema de produo mais eficiente e com aspectos positivos quando comparados ao sistema em linhas de montagem atualmente utilizado em suas fbricas. Um dos motivos pelos quais o projeto foi bem sucedido foi o comprometimento da gerncia com a mudana. Ela foi a idealizadora e a patrocinadora da clula piloto, o que facilitou a concretizao do projeto. Apesar da presena da gerncia facilitar o projeto, difcil pensar em uma mudana deste porte sem algum tipo de resistncia. As resistncias ocorreram de incio, tal como em qualquer processo de mudana. Tais resistncias porm vo diminuindo a partir do momento que as pessoas so informadas sobre como o projeto ser implementado e quando comeam a perceber que ele ser realmente implementado. A clula piloto serviu como uma experincia no somente para as pessoas que estiveram diretamente ligadas ao seu projeto e implementao como tambm para as pessoas que comearam a trabalhar na clula depois que ela havia sido construda. O grupo formado para o projeto e sua posterior implementao pde fazer uma comparao entre os dois sistemas de produo para avaliar a viabilidade de implementao de outras clulas. As pessoas que comearam a trabalhar na clula vindas da linha de montagem puderam avaliar em qual dos dois tipos de sistema de produo elas se sentiam mais confortveis trabalhando e conhecer outro tipo de
Captulo 7 Concluses e recomendaes
88
sistema de produo que no a linha de montagem, com a qual j estavam acostumados. A implementao da clula serviu tambm como uma forma de fortalecer os conceitos de manufatura enxuta dentro da fbrica. A clula implantada foi, na verdade, uma forma de comunicao indireta de que tais conceitos estavam fortes dentro da empresa, fazendo de fato parte da sua cultura. Por fim, vale ressaltar que as mudanas realizadas foram tambm bem recebidas pela diretoria da empresa e por funcionrios de outras unidades da Multibrs que foram visitar a clula piloto implantada na Unidade So Paulo.
7.2 Recomendaes
Esta parte tem como objetivo documentar algumas boas prticas que foram adotadas na clula piloto e que podem ser utilizadas para novas clulas que possam ser implementadas. A primeira delas a comunicao. Um fator crtico de sucesso para a clula piloto foi passar aos operadores da linha que iriam trabalhar na clula como seria o novo trabalho. Sempre que se inclui um novo colaborador numa clula, deve haver um dilogo sobre como o trabalho deve ser feito e o que esperado do mesmo. No se pode apenas delegar as tarefas e mostrar-lhes como montar um determinado produto na clula. Deve-se antes ensinar sobre o conceito de produo em clula para que eles se familiarizarem com ele. Apesar dos ganhos que puderam ser percebidos ao longo dos primeiros dias de operao da clula deve-se atentar ao fato de que tais ganhos foram graduais e que no se pode esperar ganhos repentinos. Deve-se esperar at que as pessoas se acostumem com o novo estilo e ritmo de trabalho. Existe uma curva de aprendizagem por parte dos operadores que foi, no caso da clula piloto, mais longo do que se teria em uma linha de montagem.
Captulo 7 Concluses e recomendaes
89
Outro fator de extrema importncia foi a participao em maior ou menor grau de todas as partes que seriam afetadas pelas mudanas pelas quais o setor de montagem da fbrica passaria. Os setores envolvidos fo ram a UGB Montagem, a Engenharia de Manufatura, a Engenharia de Instalaes, o Planejamento e Controle da Produo, o Laboratrio de Aprovao de Produtos, o Almoxarifado e Segurana do Trabalho. Todos esses setores foram de alguma forma responsveis pelo sucesso do projeto de implementao da clula piloto.
ANEXOS
Anexos
91
ANEXO A Primeiro layout da clula
Contentores com peas Operador Movimentao do operador Alimentador PDU Carrinho transportador
Anexos
92
ANEXO B Layout da clula aps as melhorias do abastecimento
Anexos
93
ANEXO C Roteiro para entrevista com os operadores
1) Como foi a sua transio da linha de montagem para a clula de manufatura? 2) Quais foram as dificuldades encontradas e como essa transio foi facilitada? 3) Por que tipo de treinamento voc passou antes de comear a trabalhar na clula? 4) Quais foram as dificuldades pelas quais voc passou nos primeiros dias em que voc trabalhou na clula? 5) Como voc superou tais dificuldades? Alguma pessoa, seja ela interna ou externa clula, o auxiliou no processo de adaptao? 6) Voc se sente responsvel pela qualidade do produto que entrega? 7) Como se d o feed-back da no conformidade? 8) Como a comunicao sua com as outras pessoas que trabalham na clula? 9) Como voc compara o ritmo de trabalho na linha de montagem e na clula? 10) Voc considera a clula ergonomicamente melhor que a linha de montagem? 11) Voc j recebeu ajuda de algum colega de trabalho para montar um produto na clula? 12) Essa ajuda seria possvel na linha de montagem? 13) Quais as desvantagens de se trabalhar em clula? 14) As vantagens compensam tais desvantagens?
Anexos
94
ANEXO D Questes respondidas pelos operadores
Anexos
95
ANEXO E Modelo de folha de trabalho-padro
LISTA DE REFERNCIAS
Lista de referncias
97
LISTA DE REFERNCIAS
WOMACK, James P. A mquina que mudou o mundo. Rio de Janeiro, 4. ed, 1992. SURI, Rajan. Quick response manufacturing: a companywide approach to reducing lead times. Productivity Press, Portland, 1998. SUZAKI, Kiyoshi. The new manufacturing challenge: techniques for continuous improvement. The Free Press, New York, 1987. MONTEBELLO, Anthony R. Work teams that work: skills for managing across organization. Minneapolis,1994. SEKINE, K. One-Piece Flow. Productivity Press, Portaland, 1992. Apud. MILTENBURG, John. U-shaped production lines: A review of theory and practice. International journal of production economics, Amsterdam, v.70, n.3, p.201214,2001. ENGSTRM, Tomas; JONSSON, Dan; MEDBO, Lars. Perspectives on changes in the swedish model for life development. Twelfth Gerpisa International Colloquium, Paris, 2004. ENGSTRM, Tomas; JOHANSSON, J A; JONSON, Dan; MEDBO, Lars. Empirical Evaluation of the Reformed Assembly Work at the Volvo Uddevalla Plant Psychological Effects and Performance Aspects. International Journal of Industrial Ergonomics, v. 16, n. 4-6, p. 293-308, 1995. Apud. ENGSTRM, Tomas; JONSSON, Dan; MEDBO, Lars. Perspectives on changes in the swedish model for life development. Twelfth Gerpisa International Colloquium, Paris, 2004. ENGSTRM, Tomas; JONSSON, Dan; MEDBO, Lars. Developments in Assembly System Design: The Volvo Experience. Coping with Variety: Flexible Production Systems for Product Variety in Automobile Industry, p. 192-223, 1999. Apud. ENGSTRM, Tomas; JONSSON, Dan; MEDBO, Lars. Perspectives on changes in
Lista de referncias
98
the swedish model for life development. Twelfth Gerpisa International Colloquium, Paris, 2004. HARRIS, Rick; HARRIS, Chris; EARL, Wilson. Fazendo fluir os materiais: um guia de movimentao de materiais para profissionais de operaes, controle de produo e engenharia. The Lean Enterprise Institute, Brookline, v.1.1, 2002.
Você também pode gostar
- 08 Micro-Estacas - 11 Aula Teórica PDFDocumento64 páginas08 Micro-Estacas - 11 Aula Teórica PDFFernando PiaiaAinda não há avaliações
- Encartejunho 13Documento36 páginasEncartejunho 13Silvio BatistaAinda não há avaliações
- Ensino Médio Com Itinerário Formativo - Ciências Exatas e Engenharias - 1 e 2 SériesDocumento43 páginasEnsino Médio Com Itinerário Formativo - Ciências Exatas e Engenharias - 1 e 2 SériesMarcelo MonteiroAinda não há avaliações
- Tuper Lajes Mistas NervuradasDocumento12 páginasTuper Lajes Mistas NervuradasGeorge Atila MoreiraAinda não há avaliações
- Engenalmarist 10-01a Inspeção Estrutural e Reparo de Navios de Superf Cie Construídos em AçoDocumento58 páginasEngenalmarist 10-01a Inspeção Estrutural e Reparo de Navios de Superf Cie Construídos em AçoPamella100% (1)
- As 4 Cerimônias Do Scrum - Ebook ADocumento21 páginasAs 4 Cerimônias Do Scrum - Ebook AChico AlffAinda não há avaliações
- Plano de Segurança e SaúdeDocumento37 páginasPlano de Segurança e Saúdepaolo100% (5)
- Métodos e Ferramentas para Aumento Da Confiabilidade - Parte 1Documento41 páginasMétodos e Ferramentas para Aumento Da Confiabilidade - Parte 1Felipe MarçalAinda não há avaliações
- AULAS - PC-SP - 08 05 FreeDocumento5 páginasAULAS - PC-SP - 08 05 FreenataliaAinda não há avaliações
- Checklist Projeto de EstruturasDocumento2 páginasChecklist Projeto de EstruturasMaciel TabordaAinda não há avaliações
- Totem FundacaoDocumento1 páginaTotem FundacaoGuilherme WentzAinda não há avaliações
- Lista AeeDocumento4 páginasLista Aeeleandro oliveiraAinda não há avaliações
- ABNT NBR 15691 Ensaios Não Destrutivos - Líquido Penetrante - Prática PadronizadaDocumento33 páginasABNT NBR 15691 Ensaios Não Destrutivos - Líquido Penetrante - Prática PadronizadaVitor Soares Antunes100% (1)
- Circular CL 21 - Novos Relés Eletrônicos Temporizadores RTW17Documento4 páginasCircular CL 21 - Novos Relés Eletrônicos Temporizadores RTW17Mateus Manoel CarvalhoAinda não há avaliações
- Aula 1 - Produção de EnergiaDocumento11 páginasAula 1 - Produção de EnergiaEmannuel FernandesAinda não há avaliações
- Wki Ombr Mat 18 0250 InbrDocumento45 páginasWki Ombr Mat 18 0250 InbrpanquestorlimaAinda não há avaliações
- Tecnologia e Saude Debates InterdisciplinaresDocumento300 páginasTecnologia e Saude Debates InterdisciplinaresChristianRodriguesAinda não há avaliações
- Tese Michele 29maio2021-Rev.1Documento88 páginasTese Michele 29maio2021-Rev.1Reprografia ISECAinda não há avaliações
- Denúncia Versão Final Vorax 2004.3251-8Documento261 páginasDenúncia Versão Final Vorax 2004.3251-8Hemerson PrestesAinda não há avaliações
- Manual 20filtro 20prensa 20cr110Documento83 páginasManual 20filtro 20prensa 20cr110Marcelo Molineros NaranjoAinda não há avaliações
- Diretrizes Técnicas de Engenharia Diagnóstica em EdificaçõesDocumento24 páginasDiretrizes Técnicas de Engenharia Diagnóstica em EdificaçõesflorentinoftmAinda não há avaliações
- 14Documento2 páginas14Jefferson_marioAinda não há avaliações
- Engenharia Mecatrônica 1Documento5 páginasEngenharia Mecatrônica 1mauissaAinda não há avaliações
- Edital Ilustrado Pism 2023Documento13 páginasEdital Ilustrado Pism 2023Anne Ellen AraújoAinda não há avaliações
- Projeto Pedagogico Do Curso Tecnico Agricola Integrado Ao Ensino Medio - ProejaDocumento62 páginasProjeto Pedagogico Do Curso Tecnico Agricola Integrado Ao Ensino Medio - ProejaMagali MaganhiniAinda não há avaliações
- Auditoria de Obras RodoviáriasDocumento174 páginasAuditoria de Obras RodoviáriasEduardo Garcia100% (3)
- Curriculum Manuel Martins - AtualDocumento2 páginasCurriculum Manuel Martins - AtualElyanna BrennerAinda não há avaliações
- N1 - Administração Na Construção CivilDocumento1 páginaN1 - Administração Na Construção CivilrodrigospinelliAinda não há avaliações
- Artigo Plano RiggingDocumento3 páginasArtigo Plano RiggingLeonardo Roncetti100% (1)
- N-1027 - E Junho 2004Documento14 páginasN-1027 - E Junho 2004Marcos RobertoAinda não há avaliações