Você também pode gostar
- Modelo Comprovante de ResidenciaDocumento4 páginasModelo Comprovante de ResidenciaGabriel Andreatta0% (1)
- Obtenção e Retenção de TalentosDocumento34 páginasObtenção e Retenção de TalentosGiovanna Manzano GuimarãesAinda não há avaliações
- Matematica TrigonometriaDocumento14 páginasMatematica TrigonometriajeverjonesAinda não há avaliações
- Manual Motor CAT 3176Documento4 páginasManual Motor CAT 3176HenriqueAinda não há avaliações
- 4 Usinagem FresamentoDocumento96 páginas4 Usinagem FresamentoJoão Paulo Bastos100% (1)
- Cartilha Weg - Eficiência de MotoresDocumento24 páginasCartilha Weg - Eficiência de MotoresMilene OliveiraAinda não há avaliações
- NaturaDocumento108 páginasNaturaAndré Tomé0% (1)
- Mecanica VetorialDocumento351 páginasMecanica Vetorialdedeprota83% (6)
- Revisão S - 6X4 - Off Road Scania 540 XTDocumento5 páginasRevisão S - 6X4 - Off Road Scania 540 XTrodolfo rodriges'Ainda não há avaliações
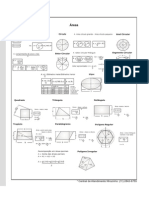
- 05-Area Das Figuras PlanasDocumento5 páginas05-Area Das Figuras Planasresolvidos100% (1)
- 9 - Escoamentos Variáveis Sob PressãoDocumento27 páginas9 - Escoamentos Variáveis Sob PressãoWanda FranciscoAinda não há avaliações
- Direito Do TrabalhoDocumento160 páginasDireito Do TrabalhoWellington Elias MirasserAinda não há avaliações
- Calcular Volume - CilindroDocumento4 páginasCalcular Volume - CilindroCarlos Vicente LemesAinda não há avaliações
- GalvanoplastiaDocumento1 páginaGalvanoplastiajeverjonesAinda não há avaliações
- Has Seiva Fique Nem Vosso Longe Achas Causa AteDocumento2 páginasHas Seiva Fique Nem Vosso Longe Achas Causa AtejeverjonesAinda não há avaliações
- Has Seiva Fique Nem Vosso Longe Achas Causa AteDocumento2 páginasHas Seiva Fique Nem Vosso Longe Achas Causa AtejeverjonesAinda não há avaliações
- Tudo Sobre Plásticos - Montando Um Laboratório para Plásticos PDFDocumento3 páginasTudo Sobre Plásticos - Montando Um Laboratório para Plásticos PDFjeverjonesAinda não há avaliações
- Apresentas Frioleiras Artificial Era Nao Observador Uns Ostentacao Encostados.Documento1 páginaApresentas Frioleiras Artificial Era Nao Observador Uns Ostentacao Encostados.jeverjonesAinda não há avaliações
- Matemática Discreta-02 - Raul - Batalha@Documento54 páginasMatemática Discreta-02 - Raul - Batalha@Raul BatalhaAinda não há avaliações
- Projetos de Moldes Plasticos - ProtecDocumento208 páginasProjetos de Moldes Plasticos - ProtecEduardo Lucas Pinto100% (1)
- Fundamentos Logica de MatematicaDocumento39 páginasFundamentos Logica de MatematicaRamon AlmeidaAinda não há avaliações
- Probabilidade e A - PucCamp 2a Ed. - Sonia Maria B. B. C.Documento116 páginasProbabilidade e A - PucCamp 2a Ed. - Sonia Maria B. B. C.sanderpivettaAinda não há avaliações
- CALCULO1-MAUROPATRAO - Prof. MARCOSDocumento173 páginasCALCULO1-MAUROPATRAO - Prof. MARCOSMarcos AparriAinda não há avaliações
- EletroquimicaDocumento66 páginasEletroquimicajeverjonesAinda não há avaliações
- Esfera-Demostração CalculoDocumento4 páginasEsfera-Demostração CalculoValdir Márcio Sena VitalinoAinda não há avaliações
- Apostila de Noções de Mecânica PDFDocumento29 páginasApostila de Noções de Mecânica PDFVanessa Léa RamosAinda não há avaliações
- Calculo Area Calculo Pratico Massa BarrasDocumento2 páginasCalculo Area Calculo Pratico Massa BarrasjeverjonesAinda não há avaliações
- EngrenagensDocumento46 páginasEngrenagensLuciano da SilvaAinda não há avaliações
- NetshDocumento15 páginasNetshjeverjonesAinda não há avaliações
- Executar Comando Remotamente Com PSEXEC - PurainfoDocumento3 páginasExecutar Comando Remotamente Com PSEXEC - PurainfojeverjonesAinda não há avaliações
- Básico de EngrenagensDocumento21 páginasBásico de EngrenagenseduserenzaAinda não há avaliações
- Apostila Mecanica Tecnica Rev 01Documento20 páginasApostila Mecanica Tecnica Rev 01Reginaldo PaivaAinda não há avaliações
- Injeção Plastico e MetaisDocumento5 páginasInjeção Plastico e MetaisjeverjonesAinda não há avaliações
- Engrenagem Teoria CompletaDocumento40 páginasEngrenagem Teoria CompletarobertolaurinoAinda não há avaliações
- Parametros e Metodos de UsinagemDocumento9 páginasParametros e Metodos de UsinagemjeverjonesAinda não há avaliações
- Tabela de Densidade Dos MateriaisDocumento1 páginaTabela de Densidade Dos MateriaisGedael Fagundes71% (7)
- Tecnicas para Fundicao em Moldes de Borracha Via EletronicaDocumento13 páginasTecnicas para Fundicao em Moldes de Borracha Via EletronicajeverjonesAinda não há avaliações
- Usinagem IIDocumento1 páginaUsinagem IIjeverjonesAinda não há avaliações
- Sakura Trick - YuriVersoDocumento18 páginasSakura Trick - YuriVersonicoleAinda não há avaliações
- TK NX-240-340 Catalogo PortuguesDocumento2 páginasTK NX-240-340 Catalogo PortuguesWylltonMacielCoelhoAinda não há avaliações
- Fiamma 500 PDFDocumento61 páginasFiamma 500 PDFreinscAinda não há avaliações
- Caso MesblaDocumento22 páginasCaso MesblaMayara Gomes BragaAinda não há avaliações
- 11o Premio RFB 2012Documento252 páginas11o Premio RFB 2012Mauro ValimAinda não há avaliações
- Aula 06 - Retificadores Monofasicos ControladosDocumento43 páginasAula 06 - Retificadores Monofasicos ControladosJhonatha BernardoAinda não há avaliações
- EsquemasDocumento12 páginasEsquemasJoao Victor Vargas RosaAinda não há avaliações
- A História Do TelefoneDocumento2 páginasA História Do TelefoneAriadne FariasAinda não há avaliações
- Pack de Presets para Lightroom by Caroline LinsDocumento6 páginasPack de Presets para Lightroom by Caroline LinsLavinia FerreiraAinda não há avaliações
- Recursos NaturaisDocumento4 páginasRecursos NaturaisAndre GomesAinda não há avaliações
- Manual Do Zimbra DesktopDocumento8 páginasManual Do Zimbra DesktopAnderson LuizAinda não há avaliações
- Artigo Original: Revista Saber Acadêmico #21 / Issn 1980-5950 - BARRETO, S. S, 2016Documento9 páginasArtigo Original: Revista Saber Acadêmico #21 / Issn 1980-5950 - BARRETO, S. S, 2016Joél CarlosAinda não há avaliações
- Google Ads LocflexDocumento1 páginaGoogle Ads LocflexCasanova DigitalAinda não há avaliações
- Aula 1 MicrocontroladoresDocumento15 páginasAula 1 Microcontroladoresangaba9272Ainda não há avaliações
- Medição de Grandezas ElétricasDocumento8 páginasMedição de Grandezas ElétricasAndré MarquesAinda não há avaliações
- Planilha Plano Marketing 4ps KotlerDocumento16 páginasPlanilha Plano Marketing 4ps KotlerWilliam AngoneseAinda não há avaliações
- NBR 15007 3Documento9 páginasNBR 15007 3Cezar Clemente0% (1)
- Lista Exercícios 01 - Circuitos ElétricosDocumento3 páginasLista Exercícios 01 - Circuitos ElétricosFernando AssisAinda não há avaliações
- Como Calcular Volume de Concreto para Lajes - Passo A Passo115204Documento14 páginasComo Calcular Volume de Concreto para Lajes - Passo A Passo115204Douglas PóvoasAinda não há avaliações
- Aplicação Da Engenharia de Métodos em Uma Empresa de Panificação e ConfeitariaDocumento14 páginasAplicação Da Engenharia de Métodos em Uma Empresa de Panificação e ConfeitariaThiago TamachiroAinda não há avaliações
- Normas e Procedimentos para A Realização de Eventos e Concertos Na Sala São PauloDocumento21 páginasNormas e Procedimentos para A Realização de Eventos e Concertos Na Sala São PauloLetícia VenancioAinda não há avaliações