Você também pode gostar
- Aula 4 - Métodos de Controle de Estoques Kanban, Kardex, Just in Time (Jit)Documento74 páginasAula 4 - Métodos de Controle de Estoques Kanban, Kardex, Just in Time (Jit)Sidnei SilvaAinda não há avaliações
- Proposta Técnica ComercialDocumento6 páginasProposta Técnica ComercialDanyelle Souza100% (2)
- Manual de Operação - Neiva P56B & B-1 Paulistinha Rev. 00 (03-07-06)Documento24 páginasManual de Operação - Neiva P56B & B-1 Paulistinha Rev. 00 (03-07-06)Flavio Rodolfo Severo de OliveiraAinda não há avaliações
- Manual Prático Do VulcanizadorDocumento35 páginasManual Prático Do VulcanizadorHenrique Guilarducci100% (2)
- Portfolio Podium Engenharia e Consultoria - Detalhado 2018 - ModeloDocumento16 páginasPortfolio Podium Engenharia e Consultoria - Detalhado 2018 - ModeloMárcio MontenegroAinda não há avaliações
- 1a Lista de Exercicios AvaliativosDocumento7 páginas1a Lista de Exercicios Avaliativosarthur_2011Ainda não há avaliações
- Ricardo Vargas Ferramentas Controle Qualidade PPT PTDocumento25 páginasRicardo Vargas Ferramentas Controle Qualidade PPT PTVinicius MartinsAinda não há avaliações
- CpuDocumento160 páginasCpuMariana Mossmann BatschauerAinda não há avaliações
- Fiat Strada Adventure CDDocumento4 páginasFiat Strada Adventure CDkledsonribeiro0% (1)
- Soldagem Por ExplosãoDocumento68 páginasSoldagem Por ExplosãoJose Roberto dos Santos100% (1)
- Ppra - J - & - M - 2011 - FinalDocumento45 páginasPpra - J - & - M - 2011 - FinalPedro GermanoAinda não há avaliações
- Munditop PortafolioDocumento12 páginasMunditop PortafoliojaimeAinda não há avaliações
- Polia Mademil Perfil C 8 CanaisDocumento4 páginasPolia Mademil Perfil C 8 CanaisAnderson MancianoAinda não há avaliações
- RelatórioDocumento20 páginasRelatórioaavicente19Ainda não há avaliações
- T Precos Gyptec PlacasDocumento24 páginasT Precos Gyptec PlacasHugoAinda não há avaliações
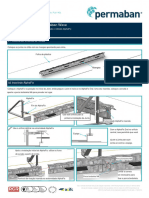
- Permaban Wave Installation Guide AlphaFix V2Documento4 páginasPermaban Wave Installation Guide AlphaFix V2Inteligencia MercadoAinda não há avaliações
- Condensador de Cobre e Aluminio ElginDocumento4 páginasCondensador de Cobre e Aluminio ElginFabiano SchincariolAinda não há avaliações
- Apostila - MÉTODOS ESPECTROANALÍTICOSDocumento36 páginasApostila - MÉTODOS ESPECTROANALÍTICOSAna MyrtaAinda não há avaliações
- Sobre Embalagens e Métodos de AcondicionamentoDocumento5 páginasSobre Embalagens e Métodos de AcondicionamentoBreno GomesAinda não há avaliações
- Aic n24 22 Operacoes Simultaneas Dependentes em Pistas Convergentes Cro No Aeroporto Do Galeao SBGL Sob VMCDocumento6 páginasAic n24 22 Operacoes Simultaneas Dependentes em Pistas Convergentes Cro No Aeroporto Do Galeao SBGL Sob VMCSuellen SerejoAinda não há avaliações
- Guia de Bolso - ShureDocumento64 páginasGuia de Bolso - ShureEvando CésarAinda não há avaliações
- Flexsim 3VP - Exerccios 1-6Documento2 páginasFlexsim 3VP - Exerccios 1-6BRUNA PEDROSA MEDEIROS LEALAinda não há avaliações
- Repositorio de Erros - Validacao NF-e EstadualDocumento12 páginasRepositorio de Erros - Validacao NF-e EstadualFelipe David100% (1)
- 09sistemas Trem PousoDocumento68 páginas09sistemas Trem PousoAndre WaldigeAinda não há avaliações
- Documento 15Documento4 páginasDocumento 15Daiana silvaAinda não há avaliações
- NBR 10457 (Fev2012) - Calçados - Preparação de Materiais e Adesivos para Ensaio de Resistência À ColagemDocumento10 páginasNBR 10457 (Fev2012) - Calçados - Preparação de Materiais e Adesivos para Ensaio de Resistência À ColagemGilberto FernandesAinda não há avaliações
- Síntese Do Cloreto de Pentaaminclorocobalto (III)Documento12 páginasSíntese Do Cloreto de Pentaaminclorocobalto (III)Fabio Aleixo100% (1)
- Exercício ResolvidoDocumento8 páginasExercício ResolvidoLucas Mutti SantanaAinda não há avaliações
- Catalogo de OportunidadesDocumento31 páginasCatalogo de OportunidadesRaxplorerAinda não há avaliações
- Organização de Manutenção: Guia DaDocumento36 páginasOrganização de Manutenção: Guia DaJerry SantanaAinda não há avaliações