Escolar Documentos
Profissional Documentos
Cultura Documentos
Manual Cim Formando
Enviado por
Patrícia RibeiroDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Manual Cim Formando
Enviado por
Patrícia RibeiroDireitos autorais:
Formatos disponíveis
MODULFORM
MODULFORM
Fabricao Integrada
por Computador - CIM
Guia do Formador
COMUNIDADE EUROPEIA
Fundo Social Europeu
IEFP ISQ
Coleco
Ttulo
Suporte Didctico
Coordenao Tcnico-Pedaggica
Apoio Tcnico-Pedaggico
Coordenao do Projecto
MODULFORM - Formao Modular
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP - Instituto do Emprego e Formao Profissional
Departamento de Formao Profissional
Direco de Servios de Recursos Formativos
Lusa Quintino
CENFIM - Centro de Formao Profissional da Indstria
Metalrgica e Metalomecnica
ISQ - Instituto de Soldadura e Qualidade
Direco de Formao
Autor
Alexandra Rodrigues
Capa
SAF - Sistemas Avanados de Formao, SA
Maquetagem e Fotocomposio
Reviso
ISQ / Alexandre Almeida
OMNIBUS, LDA
Montagem
BRITOGRFICA, LDA
Impresso e Acabamento
BRITOGRFICA, LDA
Propriedade
1. Edio
Tiragem
Instituto do Emprego e Formao Profissional
Av. Jos Malhoa, 11 1099-018 Lisboa
Portugal, Lisboa, Julho de 2004
100 Exemplares
Depsito Legal
ISBN
Copyright, 2004
Todos os direitos reservados
IEFP
Nenhuma parte desta publicao pode ser reproduzida ou transmitida por qualquer forma ou processo,
sem o consentimento prvio, por escrito, do IEFP.
Fr.T2.11
Produo apoiada pelo Programa Operacional Formao Profissional e Emprego, co-financiado pelo Estado Portugus, e
pela Unio Europeia, atravs do FSE
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
ndice Geral
NDICE GERAL
A - APRESENTAO GLOBAL DO MDULO
Objectivos globais
AGM.1
Conhecimentos prvios
AGM.1
Campo de aplicao
AGM.1
Perfil do formador
AGM.2
Plano do mdulo
AGM.3
Metodologia recomendada
AGM.4
Recursos didcticos
AGM.4
Bibliografia
AGM.5
B - EXPLORAO PEDAGGICA DAS UNIDADES
TEMTICAS
I. INTRODUO FABRICAO FLEXVEL
Resumo
I.1
Plano das sesses
I.2
Actividades / Avaliao
I.3
Apresentao das transparncias propostas para utilizao
I.5
II. SISTEMAS FLEXVEIS DE MAQUINAO,
II. MONTAGEM E INSPECO
Resumo
II.1
Plano das sesses
II.2
Actividades / Avaliao
II.3
Apresentao das transparncias propostas para utilizao
II.5
Fr.S.03
Fabricao Integrada por Computador - CIM
Guia do Formador
IG . 1
IEFP ISQ
ndice Geral
III. MANIPULAO E ARMAZENAMENTO
III. AUTOMTICO
Resumo
III.1
Plano das sesses
III.2
Actividades / Avaliao
III.3
Apresentao das transparncias propostas para utilizao
III.5
IV. SISTEMAS AUXILIARES
Resumo
IV.1
Plano das sesses
IV.2
Actividades / Avaliao
IV.3
Apresentao das transparncias propostas para utilizao
IV.6
V. ESTUDO DE CASO
Resumo
V.1
Plano das sesses
V.2
Actividades / Avaliao
V.3
Apresentao das transparncias propostas para utilizao
V.6
C - AVALIAO
PR - TESTE
TESTE
RESOLUO DO PR - TESTE
RESOLUO DO TESTE
IG . 2
Fr.S.03
ANEXO - TRANSPARNCIAS
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
A - Apresentao Global do Mdulo
Fr.T2.11
A - Apresentao Global
do Mdulo
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Apresentao Global do Mdulo
OBJECTIVOS GLOBAIS
No final deste mdulo, os formandos devero ser capazes de:
Analisar e caracterizar o funcionamento dos Sistemas Integrados de
Fabricao;
Identificar os componentes de um Sistema Integrado de Fabricao.
CONHECIMENTOS PRVIOS
Mdulo(s)
obrigatrio(s)
Saberes prvios
Mdulo(s)
aconselhado(s)
Tecnologias de Produo
Sensores de Sistemas
Automatizados
Saberes desejveis
Conhecer as vrias Tecnologias de Produo susceptveis de serem utilizadas em sistemas Automatizados e Robotizados.
Informtica Aplicada
CAMPO DE APLICAO
Fr.T2.11
Este mdulo tem por finalidade familiarizar o formando com a tecnologia CIM - Produo Integrada por Computador, bem como com os problemas e vantagens
que lhe esto associadas.
Fabricao Integrada por Computador - CIM
Guia do Formador
AGM . 1
IEFP ISQ
Apresentao Global do Mdulo
PERFIL DO FORMADOR
Competncia tcnica
Aquisio
Conhecimento de tecnologias de
produo e respectivas particularidades face integrao em sistemas automatizados e robotizados.
Licenciatura em Engenharia com
componente de Tecnologia de
Fabricao e Informtica.
Conhecimentos sobre Automatizao e Robotizao Industrial.
Aquisio
Domnio de conhecimentos, tcnicas e atitudes facilitadoras de
aquisio e integrao, por parte
dos formandos, de saberes gerais
e saberes tcnicos (prticos e
tericos) e de comportamentos.
Curso de formao pedaggica
de formadores / CAP.
Experincia de formao com
jovens de nvel II e III procura
do 1. emprego.
Fr.T2.11
AGM . 2
Competncia pedaggica
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Apresentao Global do Mdulo
PLANO DO MDULO
Unidades Temticas
I. Introduo fabricao
I. flexvel
II. Sistemas flexveis de
II. maquinao, montaII. gem e inspeco
III. Manipulao e armaIII. zenamento
III. automtico
IV. Sistemas auxiliares
Durao Indicativa
(horas)
Definir o CIM.
8h00
Enumerar os benefcios do CIM.
Identificar um sistema de fabricao flexvel (FMS).
Listar as vantagens de FMS.
Identificar a importncia dos sistemas flexveis de
maquinao, montagem e inspeco, no CIM.
Enumerar os elementos que fazem parte deste tipo
de sistemas e identificar as respectivas funes.
Caracterizar um sistema de manipulao e
armazenamento automtico, a sua importncia para
um sistema FMS e, por conseguinte, para o CIM.
Descrever os elementos que compem este tipo de
sistemas e quais as suas funes.
Caracterizar uma estao de espera e sistemas de
fixao modulares.
Identificar as caractersticas dos sistemas de fixao
flexveis.
Identificar um sistema de fabricao flexvel integrada
por computador e os seus diversos sub-sistemas,
como sejam: as operaes de maquinagem,
montagem, inspeco, manipulao e armazenamento automtico.
14h00
Total:
47h00
9h00
8h00
8h00
Fr.T2.11
V. Estudo de caso
Objectivos
Fabricao Integrada por Computador - CIM
Guia do Formador
AGM . 3
IEFP ISQ
Apresentao Global do Mdulo
METODOLOGIA RECOMENDADA
Exposio terica demonstrativa com visualizao de transparncias e resoluo
de exerccios sobre cada parte da matria.
No final do mdulo ser conveniente proceder apresentao de um exemplo
exemplificativo de uma fbrica com implementao prtica de um sistema de
fabricao integrada por computador, bem como realizar uma visita de estudo a
uma fbrica onde os formandos possam ter algum contacto com alguns dos
sistemas referidos durante o mdulo.
RECURSOS DIDCTICOS
Material didctico
Transparncias.
Equipamento
Um retroprojector (com lmpada sobressalente);
Quadro branco e/ou de papel e respectivas canetas;
Computador (requisitos mnimos: Pentium III ou equivalente) e Projector Multimdia;
AGM . 4
Fr.T2.11
Um ecr para projeco.
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Apresentao Global do Mdulo
BIBLIOGRAFIA
GROOVER, M. P., Automation, Production Systems and Computer Integrated
Manufactering, Prentice-Hall, 1987.
HOFFMAN, E. G., Modular Fixturing, Manufacturing Technologies Press, 1987.
RANKY, P. G., Computer Integrated Manufacturing, Prentice-Hall, 1985.
RANKY, P.G., and WODZINSKI, M., Robot Accuracy, International Encyclopaedia of Robotics, Richard C.Dorf, J. Wiley & Sons, 1988.
Fr.T2.11
RANKY, P.G., The Design and Operation of FMS, IFS / North Holland, 1983.
Fabricao Integrada por Computador - CIM
Guia do Formador
AGM . 5
IEFP ISQ
B - Explor
ao P
eda
ggica das Unidades Temticas
Explorao
Peda
edaggica
Fr.T2.11
B - Explorao Pedaggica das
Unidades Temticas
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Introduo Fabricao Flexvel
Fr.T2.11 UT.01
Introduo Fabricao Flexvel
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Introduo Fabricao Flexvel
RESUMO
Nesta Unidade Temtica abordar-se- a Fabricao Integrada por Computador
(CIM).
O CIM - Computer Integrated Manufacturing um sistema de fabricao
automatizado a todos os nveis, onde o computador toma parte em todas as
actividades desde o projecto, passando pelo planeamento, at execuo e
controlo da produo.
Ir visualizar que, com este tipo de sistemas, a participao humana diminuta,
j que o computador controla quase todas as actividades.
Analisar-se- as vantagens do CIM face aos sistemas tradicionais. Estas
vantagens consistem, principalmente, na diminuio do tempo de fabrico, no
aumento da produtividade, na menor necessidade de stocks e na flexibilidade
da empresa.
Fr.T2.11 UT.01
Definir-se- ainda o que um Sistema de Fabricao Flexvel (FMS - Flexible
Manufacturing System.), entendendo-o como um sistema de produo altamente
verstil, controlado por computador, em que toda a fbrica automatizada,
permitindo a produo de produtos variados nas quantidades desejadas.
Fabricao Integrada por Computador - CIM
Guia do Formador
I . 1
IEFP ISQ
Introduo Fabricao Flexvel
PLANO DAS SESSES
Metodologia
de desenvolvimento
Contedo
I.1 Fabricao integrada
I.1 por computador (CIM)
Meios
didcticos
Definir um sistema de fabricao.
Durao
indicativa
(horas)
3h00
Identificar as actividades de um sistema de
fabricao.
Definir CIM.
Enumerar as razes do surgimento CIM.
Listar as principais vantagens do CIM.
I.2 Sistemas de
I.2 fabricao
I.2 flexvel (FMS)
Definir FMS.
4h00
Definir clula de trabalho.
Definir flexibilidade em FMS.
Enumerar os benefcios da flexibilidade.
Transparncia I.1.
I . 2
Proceder resoluo das Actividades / Avaliao.
1h00
Total:
8h00
Fr.T2.11 UT.01
I.3 Exerccios
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Introduo Fabricao Flexvel
ACTIVIDADES / AVALIAO
1. Quais os diferentes sistemas ou equipamentos de automao necessrios
a um sistema FMS?
Podemos distinguir os robots, equipamentos de transporte, sensores e
controladores.
2. O que entende por FMS?
um sistema de produo reprogramvel atravs de uma distribuio de
material automatizada e altamente verstil controlada por computador, que
pode processar produtos variados em quantidades razoveis.
3. Numa fbrica onde a tecnologia CIM uma realidade, a participao humana
diminuta. Porqu?
Numa fbrica onde a tecnologia - CIM uma realidade existe uma reduo
de imputao de mo-de-obra directa s aplicaes de fabrico uma vez que
parte destas so realizadas anteriormente por sistemas.
Por exemplo, na indstria automvel a soldadura da carroaria feita toda
automaticamente, s exigindo a mo-de-obra humana numa fase posterior.
4. Complete as afirmaes:
a) Algumas das vantagens do CIM so: a diminuio dos tempos de fabrico
dos produtos, a melhoria do ndice de utilizao dos recursos materiais e
humanos com o consequente aumento da produtividade global.
b) Uma clula de trabalho uma estao de trabalho onde a matria-prima
transformada.
5. No seu entender, porque que a flexibilidade um factor to importante
numa fbrica? Em que reas que essa flexibilidade deve actuar?
Hoje em dia, devido elevada concorrncia, uma fbrica para ser rentvel
tem de se adaptar rapidamente s necessidades do mercado. As fbricas
tm por isso de conseguir responder num curto espao de tempo aos pedidos
de encomendas, sejam elas grandes ou pequenas e sejam os produtores
diferenciados entre si ou no. Devido a este facto, as empresas descobriram
que o segredo do sucesso residia em produzir a quantidade certa na altura
ideal, at porque fabricar produtos para ter em stock acarreta custos muito
elevados para as empresas.
Fr.T2.11 UT.01
A flexibilidade por isso, hoje em dia, a palavra de ordem, sendo necessrio
que ela se processe a vrios nveis, como sejam:
Fabricao Integrada por Computador - CIM
Guia do Formador
I . 3
IEFP ISQ
Introduo Fabricao Flexvel
- Flexibilidade das mquinas, ou seja, as mquinas devem poder, com as
minimas alteraes, fabricar um produto para passar a fabricar outro.
- Flexibilidade do processo, isto a capacidade da fbrica realizar diversos
trabalhos diferentes de uma forma eficiente.
- Flexibilidade das fases de produo a capacidade da fbrica continuar a
produzir mesmo que haja uma avaria num determinado sector.
- Flexibilidade na quantidade. Uma fbrica deve conseguir produzir produtos
em quantidades variveis, de um modo rentvel.
- Flexibilidade de expanso. Uma fbrica deve ter capacidade de aumentar a
sua capacidade de produo.
- Flexibilidade na operao, ou seja, uma fbrica dever ser capaz de trocar
a ordem das operaes de fabrico de um dado produto.
I . 4
Fr.T2.11 UT.01
- Flexibilidade na produo, refere-se capacidade da fbrica conseguir
produzir uma diversidade de produtos.
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Introduo Fabricao Flexvel
APRESENTAO DAS TRANSPARNCIAS
PROPOSTAS PARA UTILIZAO
Exemplo de um sistema FMS
(Flexible Manufacturing System)
I.1
Fr.T2.11 UT.01
Fabricao Integrada por Computador - CIM
Fabricao Integrada por Computador - CIM
Guia do Formador
I . 5
IEFP ISQ
Sistemas, Flexveis de Maquinao, Montagem e Inspeco
Fr.T2.11 UT.02
Sistemas Flexveis de
Maquinao, Montagem e
Inspeco
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Sistemas Flexveis de Maquinao, Montagem e Inspeco
RESUMO
Iremos observar nesta Unidade Temtica que, para se obter uma alta produtividade
numa fbrica, os sistemas flexveis de maquinao, montagem e inspeco
devem ser parte integrante do CIM.
Analisar-se- aqui, quais os elementos que devem fazer parte deste tipo de
sistemas, como sejam:
Sistemas inteligentes de controlo;
Mudanas automticas de ferramentas;
Movimentao automtica de materiais/produtos;
Controladores das operaes em tempo real.
Fr.T2.11 UT.02
Fabricao Integrada por Computador - CIM
Guia do Formador
II . 1
IEFP ISQ
Sistemas Flexveis de Maquinao, Montagem e Inspeco
PLANO DAS SESSES
Metodologia
de desenvolvimento
Contedo
II.1 Aspectos gerais
I.1
Meios
didcticos
Enunciar as regras a seguir na automatizao
Durao
indicativa
(horas)
4h00
da montagem.
Identificar os dados importantes para o fabrico.
Identificar os elementos de uma clula de
trabalho.
Descrever as funes de um controlador.
II.2 Sistemas
II.2 inteligentes
Identificar um sistema inteligente.
1h00
II.3 Mudana
II.2 automtica de
II.2 ferramenta
Identificar as operaes de mudana automtica
1h00
II.4 Movimentao de
II.2 materiais
Definir AGV.
II.5 Controlo das
II.2 operaes em
II.2 tempo real
Definir controlo das operaes em tempo real.
II.6 Exerccios
Proceder resoluo das Actividades / Avaliao.
1h00
Total:
9h00
1h00
Transparncia II.1.
1h00
Transparncia II.2.
Fr.T2.11 UT.02
II . 2
de ferramentas.
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Sistemas Flexveis de Maquinao, Montagem e Inspeco
ACTIVIDADES / AVALIAO
1. Quais os elementos que devem fazer parte de uma clula de trabalho?
Uma clula de trabalho um n da rede, composta por computadores,
mquinas robots e equipamento de transporte de materiais constituinte do
sistema de fabricao integrada por computador.
2. Quais as funes de um controlador de uma clula de trabalho?
O controlador de uma clula de trabalho constitudo por um micro ou mini
computador bastante poderoso, configurado para controlar em tempo real,
todas as tarefas da operao, comunicao e de diagnstico.
3. Porque que, numa fbrica, os tempos de mudana de ferramentas devem
ser diminutos?
Os tempos da mudana de ferramentas devem ser diminutos para maximizar
a produtividade.
4. O sistema de movimentao de materiais liga as diversas ilhas de automao
(clulas de trabalho). Existem dois tipos principais de transporte de materiais
dentro de um sistema de fabricao. So eles: Tapetes transportadores e
os AGV.
5. Enumere, de uma forma sinttica, quais as vantagens e desvantagens do
uso de um AGV face a um tapete transportador.
O AGV permite:
o transporte de matrias-primas, produtos acabados, ferramentas, etc,
entre clulas em direces opostas e por ordem aleatria.
que, se uma das clulas avaria as outras clulas no ficam paradas
devido a problemas na movimentao de materiais.
O tapete transportador permite a ligao entre as diferentes clulas de trabalho
de forma rgida, transportando os materiais numa s direco.
6. Qual a importncia que assume um controlo em tempo real das operaes
que esto a ser executadas numa fbrica? Acha, possvel automatizar um
processo de soldadura se no houver este tipo de controlo? Porqu?
Fr.T2.11 UT.02
O controlo em tempo real algo extremamente importante num sistema de
fabricao flexvel, isto porque, s com um controlo em tempo real, o
computador central (e logo o supervisor da fbrica) se consegue aperceber
de tudo o que est a acontecer, em cada momento na fbrica. Inclusive no
caso de uma avaria existente nalgum sector, possvel detect-la mal ela
Fabricao Integrada por Computador - CIM
Guia do Formador
II . 3
Sistemas Flexveis de Maquinao, Montagem e Inspeco
IEFP ISQ
acontea, podendo-se agir de imediato, impedindo que a paragem da produo
por longos tempos o que acarretaria custos muito elevados. Por outro lado,
uma fbrica flexvel pode ter necessidade de mudar de um momento para
outro o processo de fabrico (por avaria de uma mquina, por exemplo), o
produto a fabricar, a quantidade de produto, etc.
Atravs de um controlo em tempo real, tambm possvel dar ordens ao
computador central que controla todo o processo e que por sua vez transmitir
a todas as mquinas, instantaneamente, as novas ordens, passando-se
imediatamente a produzir o pretendido.
II . 4
Fr.T2.11 UT.02
Um processo de soldadura impossvel de ser automatizado se no houver
um controlo em tempo real, isto porque, sendo um processo tecnolgico
que exige preciso, necessrio control-lo instantaneamente pois um
pequeno desvio poder significar que a pea fique no-conforme, o que
implicar a sua rejeio, para alm de se poderem verificar danos no
equipamento.
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Sistemas Flexveis de Maquinao, Montagem e Inspeco
APRESENTAO DAS TRANSPARNCIAS
PROPOSTAS PARA UTILIZAO
Exemplo de um robot a manipular materiais
montado sobre um AGV
Exemplo de AGV
II.1
Fabricao Integrada por Computador - CIM
II.2
Fr.T2.11 UT.02
Fabricao Integrada por Computador - CIM
Fabricao Integrada por Computador - CIM
Guia do Formador
II . 5
IEFP ISQ
Manipulao e Ar maz
enamento A utomtico
mazenamento
Fr.T2.11 UT.03
Manipulao e Armazenamento
Automtico
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Manipulao e Armazenamento Automtico
RESUMO
Nesta Unidade Temtica, verificar-se- que os sistemas de manipulao e
armazenamento automtico em FMS incluem o transporte de peas, transporte
de desperdcios e transporte de produtos acabados, para alm do
armazenamento de peas, paletes vazias, materiais auxiliares, sistemas de
fixao, ferramentas, aparelhos de inspeco, teste, entre outros. Todas estas
funes so controladas por computador.
Fr.T2.11 UT.03
Verificaremos, ainda, que o AGV constitui o elemento principal do sistema de
manipulao automtica de materiais e serve, essencialmente, para carregar,
descarregar e movimentar peas. Foram ainda analisadas as suas vantagens,
tais como a flexibilidade e a segurana.
Fabricao Integrada por Computador - CIM
Guia do Formador
III . 1
IEFP ISQ
Manipulao e Armazenamento Automtico
PLANO DAS SESSES
Contedo
III.1 Introduo
Metodologia
de desenvolvimento
Meios
didcticos
Enumerar os elementos constituintes dos
Durao
indicativa
(horas)
1h00
sistemas de manipulao de materiais.
III.2 Os AGV - veculos
III.2 guiados automti-I.1
III.2 camente
Identificar a misso dos AGV.
5h00
Descrever os elementos principais dos AGV.
Listar os principais benefcios dos AGV e suas
aplicaes.
III.3 Armazenamento
III.2 automticoI.1
Enunciar os objectivos principais de um armazm
1h00
automtico.
Transparncia III.1.
III . 2
Proceder resoluo das Actividades / Avaliao.
1h00
Total:
8h00
Fr.T2.11 UT.03
III.4 Exerccios
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Manipulao e Armazenamento Automtico
ACTIVIDADES / AVALIAO
1. O que so os AGV?
AGV so veculos conduzidos automaticamente.
2. Como so controlados os AGV?
Os AGV so controlados atravs de um computador sem a interveno de
um operador a bordo. O controlo direccional providenciado pela existncia
de indicaes no cho da fbrica, ou por mensagens transmitidas via rdio.
3. Complete os espaos em branco.
Para alm dos AGV, os outros elementos que compem os sistemas de
manipulao automtica de materiais so tapetes rolantes, robots industriais,
sistema de transporte automtico de paletas em carris e carros com
plataformas elevatrias.
4. Complete os espaos em branco.
Os objectivos principais do armazenamento automtico so: controlo por
computador das quantidades e localizao dos materiais existentes,
necessidade de inventrios reduzidos, aumento da segurana e reduo
das perdas de produtos, reduo dos custos devido manipulao repetitiva
dos materiais e, finalmente, o aumento da produtividade.
5. Ao elaborar o projecto de uma fbrica com tecnologia CIM, tendo de introduzir
AGV e sabendo que estes veculos exigem um investimento elevado, ser
aconselhvel comprar um nmero de AGV adequado s necessidades. O
que tomaria em conta para determinar o nmero de AGV necessrios?
O nmero de AGV necessrios numa fbrica ter de levar em conta os
seguintes factores:
- Quantidade de materiais a movimentar entre clulas de trabalho.
- Tempos de carga e descarga dos AGV.
- Velocidade dos AGV entre cada local.
Fr.T2.11 UT.03
6. Um sistema de armazenamento automtico acarreta alguns problemas. Por
exemplo, se h uma avaria toda a fbrica fica afectada por no se poder
prosseguir com a produo. Apesar desta limitao, numa fbrica sua, optaria
por este tipo de armazm? Porqu?
Fabricao Integrada por Computador - CIM
Guia do Formador
III . 3
Manipulao e Armazenamento Automtico
IEFP ISQ
Sim, sem dvida. Porque um armazm deste tipo permite uma enorme
poupana de custos dado que reduz a necessidade de inventrios, reduz as
perdas de material por manipulao incorrecta e reduz a necessidade de
gerir stocks uma vez que se consegue realizar uma gesto em tempo real.
Para alm de que com um sistema destes o computador sabe a qualquer
momento quais os materiais/ produtos existentes e onde os mesmos se
encontram, fazendo com que no haja roturas entre fluxos. H ainda um
aumento da produtividade da fbrica uma vez que no depende do estado de
esprito humano para fornecer os materiais necessrios com rapidez e
eficincia, no h erros de colocao e h uma optimizao permanente do
espao do armazm, sendo este sempre diminuto quando comparado com
o armazm tradicional (melhor aproveitamento do espao existente).
III . 4
Fr.T2.11 UT.03
No entanto, os problemas que este tipo de armazm pode causar no so
de descurar pois podem provocar custos muito elevados. , pois, necessrio
efectuar uma manuteno cuidada destes sistemas de forma a evitar avarias.
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Manipulao e Armazenamento Automtico
APRESENTAO DAS TRANSPARNCIAS
PROPOSTAS PARA UTILIZAO
Exemplo de um AGV
II.1
Fr.T2.11 UT.03
Fabricao Integrada por Computador - CIM
Fabricao Integrada por Computador - CIM
Guia do Formador
III . 5
IEFP ISQ
Sistemas Auxiliares
Fr.T2.11 UT.04
Sistemas Auxiliares
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Sistemas Auxiliares
RESUMO
Os dispositivos auxiliares dos sistemas flexveis de maquinao, montagem e
inspeco incluem as estaes de espera entre as clulas de maquinao,
montagem e, ainda, estaes como as de carga e descarga dos AGV, reas de
manuteno e afinao de ferramentas, de limpeza de componentes, etc.
Os elementos dos sistemas de fixao modulares so intermutveis, reutilizveis
e podem ser montados de diversas maneiras em conjunto, de modo a construir-se um novo sistema de fixao. Os sistemas de fixao podem ser analgicos
ou digitais.
Fr.T2.11 UT.04
Para facilitar a escolha e dimensionamento dos sistemas de fixao modulares
e maximizar a flexibilidade dos sistemas auxiliares, deve-se ter em linha de
conta a dimenso do lote de fabrico, a mquina, a pea, as ferramentas a
utilizar e o sistema de fabricao.
Fabricao Integrada por Computador - CIM
Guia do Formador
IV . 1
IEFP ISQ
Sistemas Auxiliares
PLANO DAS SESSES
Metodologia
de desenvolvimento
Contedo
IV.1 Estaes de espera
Meios
didcticos
Definir estaes de espera.
Durao
indicativa
(horas)
1h00
Transparncia IV.1.
IV.2 Tarefas de fixao
Identificar sistemas de fixao flexveis e suas
1h00
caractersitcas.
IV.3 Sistemas de fixao
IV.3 modulares
Classificar os sistemas de fixao modulares.
5h00
Enumerar os requisitos dos sistemas de fixao
modulares.
Identificar os elementos a ter em conta no fabrico
para seleccionar e dimensionar os sistemas de
fixao modulares.
Transparncias IV.2 e IV.3.
IV . 2
Proceder resoluo das Actividades / Avaliao.
1h00
Total:
8h00
Fr.T2.11 UT.04
IV.4 Exerccios
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Sistemas Auxiliares
ACTIVIDADES / AVALIAO
1. D exemplos de estaes que fazem parte dos sistemas auxiliares dos
sistemas flexveis de maquinao, montagem e inspeco?
Temos como exemplos os sistemas de transporte, manuteno e limpeza
de componentes.
2. Quais as principais caractersticas dos sistemas de fixao flexveis?
Os sistemas de fixao flexveis permitem fixar peas e componentes de
formas e caractersticas diferentes.
3. Se tivesse de desenhar um elemento de fixao modular, teria de projectar
diversos mdulos que, quando montados em conjunto, servissem os requisitos
pretendidos. Quais so os mdulos elementares que compem um sistema
de fixao?
Os mdulos que compem um sistema de fixao so: chapas, bases
planas, barras, parafusos, porcas, anilhas.
4. Complete as frases:
a) A tarefa de fixao engloba as actividades de colocao ou
posicionamento, apoio e aperto.
b) Um sistema de fixao modular digital permite conseguir um nmero
limitado de posies de fixao de peas a maquinar.
c) Os elementos de apoio devem suportar os esforos que as peas vo
sofrer durante a sua maquinagem e, ainda, limitar os seus movimentos.
Fr.T2.11 UT.04
d) Os elementos de posicionamento devem permitir a colocao e orientao
das peas a maquinar segundo direces perpendiculares.
Fabricao Integrada por Computador - CIM
Guia do Formador
IV . 3
IEFP ISQ
Sistemas Auxiliares
5. Tendo em conta a pea abaixo apresentada, identifique e caracterize um
sistema de fixao modular que permita executar a operao de fresagem
da caixa indicada a tracejado e o furo na aba direita.
Neste caso podemos utilizar os dispositivos de fixao de fresagem atravs
de prensas de aperto visto ser a opo mais utilizada por ser mais seguro,
econmico e fivel para fixar a pea.
As prensas de aperto so normalmente constitudas por um mordente mvel
que por aco da rotao de um fuso forado contra um mordente fixo,
este pode ser accionado manual ou automaticamente. No entanto existem
tambm prensas de aperto com ambos os mordentes mveis.
A prensa de aperto, normalmente, fixa mesa da mquina-ferramenta por
meio de parafusos ou barras de aperto,
IV . 4
Fr.T2.11 UT.04
podendo tambm ser adaptada a uma base rotativa graduada que permite
um controlo da orientao angular das prensas no plano horizontal.
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Sistemas Auxiliares
Fr.T2.11 UT.04
Quando se deseja a rotao da prensa de aperto segundo os trs eixos
poder-se- adaptar a prensa de aperto a uma base rotativa que assim o
permita.
Fabricao Integrada por Computador - CIM
Guia do Formador
IV . 5
IEFP ISQ
Sistemas Auxiliares
APRESENTAO DAS TRANSPARNCIAS
PROPOSTAS PARA UTILIZAO
Exemplo de um sistema de fixao e suporte
Estao de espera
Fabricao Integrada por Computador - CIM
IV.1
Fabricao Integrada por Computador - CIM
IV.2
Exemplos de sistemas de fixao
IV . 6
IV.3
Fr.T2.11 UT.04
Fabricao Integrada por Computador - CIM
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Estudo de Caso
Fr.T2.11 UT.05
Estudo de Caso
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Estudo de Caso
RESUMO
Fr.T2.11 UT.05
Nesta Unidade Temtica estudar-se- o sistema de fabricao flexvel (FMS) da
fbrica Yamazaki que foi desenvolvido nos anos 80 e que representou, em traos
gerais, a integrao em larga escala de uma variedade de processos e
equipamentos controlados por computador.
Fabricao Integrada por Computador - CIM
Guia do Formador
V . 1
IEFP ISQ
Estudo de Caso
PLANO DAS SESSES
Contedo
V.1 Fbrica Yamazaki
Metodologia
de desenvolvimento
Meios
didcticos
Identificar um sistema de fabricao flexvel
Durao
indicativa
(horas)
12h00
integrada por computador e os diversos sub-sistemas mostrando o exemplo da fbrica em
questo.
Transparncias V.1 a V.4.
V . 2
Proceder resoluo das Actividades / Avaliao.
2h00
Total:
14h00
Fr.T2.11 UT.05
V.2 Exerccios
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Estudo de Caso
ACTIVIDADES / AVALIAO
1. Imagine que tem de projectar uma fbrica onde se pretende produzir a pea
indicada no desenho representado.
Planta
Alado principal
As operaes de fabrico por onde esta pea passa, so as seguintes:
1 - Transportar a chapa de ao (em rolos) do armazm;
2 - Desenrolar e endireitar a chapa (calandragens mltiplas);
3 - Corte das chapas de ao nas dimenses necessrias pea (corte por
arrombamento);
4 - Estampagem da parte inferior da pea;
5 - Estampagem da parte superior da pea;
6 - Unio e alinhamento das duas partes da pea;
7 - Execuo dos 4 furos nas abas da pea;
8 - Colocao dos parafusos nos furos e aperto com porcas;
9 - Soldadura da pega metlica superior;
10 - Embalagem da pea acabada (colocao em caixas);
11 - Colocao das caixas em paletes;
12 - Armazenagem.
Pressupostos:
Admita que tem em armazm as porcas, parafusos e pegas necessrios
ao fabrico da pea;
Admita, tambm, que a operao de corte do ao j foi planeada noutra
seco (estudo da implantao da pea na folha de ao) e que no ter
de se preocupar com esse planeamento;
Considere que o corte do ao igual para a parte superior e inferior da
Fr.T2.11 UT.05
pea;
Fabricao Integrada por Computador - CIM
Guia do Formador
V . 3
IEFP ISQ
Estudo de Caso
No contabilize o tempo de carga e descarga do armazm, e para o
armazm.
Caso utilize estes elementos, considere:
VAGV = 40 m/min, Vtapete = 2 m/min
Operao
Tempo
[ min ]
depende da distncia
1 / quantidade de ao necessrio a uma pea completa
0.25 / unidade de ao necessrio ao fabrico de uma
das partes da pea
0.5
0.5
0.3
0.2 / furo
0.5 / parafuso e porca
10
0.3
11
0.1
12
depende da distncia
Tabela V.2 - Tempos de fabrico unitrios
Pretende-se que uma pea demore cerca de 10 minutos a produzir, utilizando o
mnimo de recursos possvel.
Face a isto, esquematize um processo para produo da pea em questo.
Utilize smbolos com a respectiva legenda indicando de que tipo de equipamento
se trata, defina distncias entre clulas de trabalho, nmero de mquinas de
cada tipo, etc.
O tipo de equipamentos que pode utilizar so, por exemplo:
V . 4
Calandras;
Prensas para corte por arrombamento e estampagem;
Robots para furar, aparafusar, soldar, etc.;
Elementos de fixao;
AGV, tapetes transportadores, carros com plataformas elevatrias, etc.;
Armazns automticos.
Fr.T2.11 UT.05
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Estudo de Caso
A soluo apresentada de seguida uma das solues possveis, podendo
eventualmente existir outras.
Lembra-se ao formador que este pseudo-projecto de um processo uma soluo
simplista do problema posto, adequada aos conhecimentos dos formandos em
questo, pretendendo apenas que os formandos com este exerccio mostrem
que tm conhecimento do tipo de equipamentos que podem utilizar (referidos
no programa leccionado), que os saibam ordenar de forma estruturada, tendo a
noo que no podem usar recursos em excesso por razes econmicas.
Permanncia = 1min
ARMAGEM
DE CHAPA
5 metros
CALANDRA
0,5 min
transporte
- Unio e alinhamento = 0,3 min
- Execuo de furos = 0,2 x 4 = 0,8 min
- Colocao dos parafusos = 0,5 x 4 = 2 min
0,5 min
transporte
2 ROBOT
tempo de transporte para o
armagem = 8 / 40 = 0,2 min
AGV
- Embalar = 0,3 min
1min
transporte
- Soldadura = 1 min
ZONA DE EMBALAGEM
- 1 ROBOT
0,5 min
transporte
- Corte = 0,25 x 2
- Estampagem em
simultneo = 0,5
MESA
ROTATIVA
ROBOT
PARA
SOLDA
1min
transporte
PRENSA
AGV
(tempo de transporte
dos rolos em AGV
= 5 / 40 = 0,125min)
8 metros
- Colocar caixas em
paletes = 0,1 min
Com essas especificaes, pode-se calcular o tempo que cada pea demora a
ser produzida:
Fr.T2.11 UT.05
Tempo/pea = tempo de transporte dos rolos em AGV (= 5 / 40) + tempo de
calandrar chapa suficiente para a pea (= 1 min) + tempo transporte (= 1 min) +
tempo de cortar duas peas de ao (= 0,25 x 2) + tempo para estampagem,
executadas em simultneo a parte superior e inferior (= 0,5) + 1 min transporte
+ tempo para unir e alinhar partes da pea ( = 0,3 min) + tempo para execuo
de furos (= 0,2 x 4 min) + tempo para colocao de parafusos e aperto de
porcas (= 0,5 x 4 = 2 min) + tempo de transporte (0,5 min) + soldadura (1 min)
+ tempo de transporte (0,5 min) + tempo para embalar (0,3 min) + tempo de
transporte (0,5 min) + tempo para colocar na palete (0,1 min) + tempo de
transporte para o armazem (8 / 40) = 10.325 min.
Fabricao Integrada por Computador - CIM
Guia do Formador
V . 5
IEFP ISQ
Estudo de Caso
APRESENTAO DAS TRANSPARNCIAS
PROPOSTAS PARA UTILIZAO
Linha automatizada de produo
Diferenas entre o sistemas de fabrico
convencional e o sistema FMS
Fabricao Integrada por Computador - CIM
V.1
Maquinagem de peas com superfcies
de revoluo
V . 6
V.2
Fase de montagem final
V.3
Fabricao Integrada por Computador - CIM
V.4
Fr.T2.11 UT.05
Fabricao Integrada por Computador - CIM
Fabricao Integrada por Computador - CIM
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
C - Avaliao
Fr.T2.11
C - Avaliao
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Testes
Fr.T2.11
Testes
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Pr-Teste
Formador:
Data:
Classificao:
Local:
Rubrica:
Pr-Teste de: Fabricao Integrada por Computador - CIM
Nome:
(Maisculas)
Obs: Assinale a resposta correcta.
1. A origem da fabricao integrada por computador - CIM foi para:
a) melhorar as condies de trabalho do operador.
b) aumentar, principalmente, a rentabilidade econmica das fbricas.
c) simplificar as operaes manuais.
2. Uma clula de trabalho :
a) uma estao de trabalho onde a matria-prima transformada.
b) uma estao de espera.
c) um conjunto de mquinas autnomas e isoladas.
3. O tapete transportador faz a ligao entre as diferentes clulas de trabalho de uma forma:
a) rgida e transportando os materiais numa s direco.
b) flexvel e transportando os materiais numa s direco.
c) rgida e transportando os materiais em vrias direces.
4. A flexibilidade do processo diz respeito a:
a) facilidade de proceder s alteraes necessrias, em tempo til, para se produzir um dado conjunto de peas
diferentes na mesma mquina.
b) possibilidade de se realizar um conjunto de tarefas ou trabalhos, diferentes, de um modo eficiente e eficaz.
Fr.T2.11
c) possibilidade da fbrica aumentar a sua capacidade de produo.
Fabricao Integrada por Computador - CIM
Guia do Formador
1/2
IEFP ISQ
Pr-Teste
5. Os sistemas de fixao flexveis devem:
a) permitir a acomodao de peas de diferentes formas e tamanhos, sujeitas a grande variedade de esforos
e tenses nas diversas operaes de fabricao.
b) permitir a acomodao de peas de formas e tamanhos limitados, sujeitas a pequena variedade de esforos
e tenses nas diversas operaes.
c) permitir a acomodao de peas de diferentes formas e tamanhos, mas que no sejam sujeitos a quaisquer
tipos de esforos ou tenses.
6. Os elementos de aperto e fixao de um sistema de fixao modelar:
a) no permitem a construo de sistemas de fixao alternativos.
b) so intermutveis e reutilizveis.
2/2
Fr.T2.11
c) no podem ser montados de diversas maneiras em conjunto.
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Teste
Formador:
Data:
Classificao:
Local:
Rubrica:
Teste de: Fabricao Integrada por Computador - CIM
Nome:
(Maisculas)
1. Defina fabricao integrada por computador.
2. Identifique as vrias caractersticas de um sistema de fabricao flexvel.
3. O que uma clula de trabalho?
4. Quais os principais benefcios da flexibilidade?
5. Com quanto tempo de antecedncia se pode fazer uma mudana automatizada de uma ferramenta numa clula.
6. Identifique o processo a adoptar para reduzir o tempo de mudana de ferramentas.
7. O que significa controlo das operaes em tempo real?
8. Define AGV.
9. Qual a funo dos sistemas de manipulao de materiais em FMS.
10. Qual a funo das garras de aperto no processo de fabricao.
11. Classifica os sistemas de fixao modulares.
12. Imagine que tem de projectar uma fbrica onde se pretende produzir a pea indicada no desenho representado.
Alado principal
Fr.T2.11
Planta
Fabricao Integrada por Computador - CIM
Guia do Formador
1/3
IEFP ISQ
Teste
As operaes de fabrico por onde esta pea passa, so as seguintes:
1 - Transportar a chapa de ao (em rolos) do armazm;
2 - Desenrolar e endireitar a chapa (calandragens mltiplas);
3 - Corte das chapas de ao nas dimenses necessrias pea (corte por arrombamento);
4 - Estampagem da parte inferior da pea;
5 - Estampagem da parte superior da pea;
6 - Unio e alinhamento das duas partes da pea;
7 - Execuo dos 4 furos nas abas da pea;
8 - Colocao dos parafusos nos furos e aperto com porcas;
9 - Soldadura da pega metlica superior;
10 - Embalagem da pea acabada (colocao em caixas);
11 - Colocao das caixas em paletes;
12 - Armazenagem.
Pressupostos:
Admita que tem em armazm as porcas, parafusos e pegas necessrios ao fabrico da pea;
Admita, tambm, que a operao de corte do ao j foi planeada noutra seco (estudo da implantao da
pea na folha de ao) e que no ter de se preocupar com esse planeamento;
Considere que o corte do ao igual para a parte superior e inferior da pea;
No contabilize o tempo de carga e descarga do armazm, e para o armazm.
Caso utilize estes elementos, considere:
2/3
Fr.T2.11
VAGV = 40 m/min, Vtapete = 2 m/min
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Teste
Operao
Tempo
[ min ]
depende da distncia
1 / quantidade de ao necessrio a uma pea completa
0.25 / unidade de ao necessrio ao fabrico de uma
das partes da pea
0.4
0.4
0.5
0.2 / furo
0.5 / parafuso e porca
10
0.4
11
0.1
12
depende da distncia
Tabela V.2 - Tempos de fabrico unitrios
Pretende-se que uma pea demore cerca de 10 minutos a produzir, utilizando o mnimo de recursos possvel.
Face a isto, esquematize um processo para produo da pea em questo.
Utilize smbolos com a respectiva legenda indicando de que tipo de equipamento se trata, defina distncias entre
clulas de trabalho, nmero de mquinas de cada tipo, etc.
O tipo de equipamentos que pode utilizar so, por exemplo:
Calandras;
Prensas para corte por arrombamento e estampagem;
Robots para furar, aparafusar, soldar, etc.;
Elementos de fixao;
AGV, tapetes transportadores, carros com plataformas elevatrias, etc.;
Fr.T2.11
Armazns automticos.
Fabricao Integrada por Computador - CIM
Guia do Formador
3/3
IEFP ISQ
Resoluo dos Testes
Fr.T2.11
Resoluo dos Testes
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Resoluo do Pr-Teste
Formador:
Data:
Classificao:
Local:
Rubrica:
Resoluo do Pr-Teste: Fabricao Integrada por Computador - CIM
Nome:
(Maisculas)
Obs: Assinale a resposta correcta.
1. A origem da fabricao integrada por computador - CIM foi para:
a) melhorar as condies de trabalho do operador.
b) aumentar, principalmente, a rentabilidade econmica das fbricas.
c) simplificar as operaes manuais.
2. Uma clula de trabalho :
a) uma estao de trabalho onde a matria-prima transformada.
b) uma estao de espera.
c) um conjunto de mquinas autnomas e isoladas.
3. O tapete transportador faz a ligao entre as diferentes clulas de trabalho de uma forma:
a) rgida e transportando os materiais numa s direco.
b) flexvel e transportando os materiais numa s direco.
c) rgida e transportando os materiais em vrias direces.
4. A flexibilidade do processo diz respeito a:
a) facilidade de proceder s alteraes necessrias, em tempo til, para se produzir um dado conjunto de peas
diferentes na mesma mquina.
b) possibilidade de se realizar um conjunto de tarefas ou trabalhos, diferentes, de um modo eficiente e eficaz.
Fr.T2.11
c) possibilidade da fbrica aumentar a sua capacidade de produo.
Fabricao Integrada por Computador - CIM
Guia do Formador
1/2
Resoluo do Pr-Teste
IEFP ISQ
5. Os sistemas de fixao flexveis devem:
a) permitir a acomodao de peas de diferentes formas e tamanhos, sujeitas a grande variedade de esforos
e tenses nas diversas operaes de fabricao.
b) permitir a acomodao de peas de formas e tamanhos limitados, sujeitas a pequena variedade de esforos
e tenses nas diversas operaes.
c) permitir a acomodao de peas de diferentes formas e tamanhos, mas que no sejam sujeitos a quaisquer
tipos de esforos ou tenses.
6. Os elementos de aperto e fixao de um sistema de fixao modelar:
a) no permitem a construo de sistemas de fixao alternativos.
b) so intermutveis e reutilizveis.
2/2
Fr.T2.11
c) no podem ser montados de diversas maneiras em conjunto.
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Resoluo do Teste
Formador:
Data:
Classificao:
Local:
Rubrica:
Resoluo do Teste: Fabricao Integrada por Computador - CIM
Nome:
(Maisculas)
1. Defina fabricao integrada por computador.
um sistema de fabricao automatizado a todos os nveis, assistido por computador, nos aspectos de
projecto, planeamento, programao execuo e controlo dos trabalhos.
2. Identifique as vrias caractersticas de um sistema de fabricao flexvel.
As principais caractersticas de um sistema de fabricao flexvel ser reprogramvel, automatizado e controlado
por meio de computador.
3. O que uma clula de trabalho?
Uma clula de trabalho um n da rede, composta por computadores, mquinas robots e equipamento de
transporte de materiais, constituinte do sistema de fabricao integrada por computador.
4. Quais os principais benefcios da flexibilidade?
Os benefcios principais da flexibilidade na fabricao integrada por computador so o aumento da produtividade
da fbrica, diminuio dos custos de produo, reduo de stocks de matrias-primas, produtos em vias de
fabrico e produtos acabados, possibilidade de fabricao de lotes de 1 unidade, diminuio das tarefas repetitivas
e cansativas, apelando para a necessidade da inteligncia e para o trabalho humano intelectual.
5. Com quanto tempo de antecedncia se pode fazer uma mudana automatizada de uma ferramenta numa clula.
Uma mudana automatizada de uma ferramenta numa clula pode ser feita com 24 horas de antecedncia.
6. Identifique o processo a adoptar para reduzir o tempo de mudana de ferramentas.
Fr.T2.11
Para reduzir o tempo de mudana de ferramentas os componentes a serem maquinados, montados ou
inspeccionados devem chegar clula de trabalho s na altura exacta para serem utilizados.
Fabricao Integrada por Computador - CIM
Guia do Formador
1/4
IEFP ISQ
Resoluo do Teste
7.
O que significa controlo das operaes em tempo real?
O controlo em tempo real das operaes, de um sistema flexvel de maquinao, montagem e inspeco
permite alterar a qualquer momento o plano de fabrico por exemplo de uma pea, permitindo dar resposta a
uma encomenda urgente, ou at mesmo uma avaria ou aco de manuteno preventiva.
8.
Define AGV.
AGV um sistema de transporte de acesso directo, composto por veculos que podem circular livremente
dentro da fbrica.
9.
Qual a funo dos sistemas de manipulao de materiais em FMS.
A funo dos sistemas de manipulao de materiais em FMS o transporte automtico de componentes entre
clulas de trabalho.
10. Qual a funo das garras de aperto no processo de fabricao.
A funo das garras de aperto no processo de fabricao segurar os componentes nos pontos de apoio.
11. Classifica os sistemas de fixao modulares.
Os sistemas de fixao modulares so analgicos e digitais.
12. Imagine que tem de projectar uma fbrica onde se pretende produzir a pea indicada no desenho representado.
Planta
Alado principal
As operaes de fabrico por onde esta pea passa, so as seguintes:
1 - Transportar a chapa de ao (em rolos) do armazm;
2 - Desenrolar e endireitar a chapa (calandragens mltiplas);
3 - Corte das chapas de ao nas dimenses necessrias pea (corte por arrombamento);
4 - Estampagem da parte inferior da pea;
5 - Estampagem da parte superior da pea;
2/4
Fr.T2.11
6 - Unio e alinhamento das duas partes da pea;
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Resoluo do Teste
7 - Execuo dos 4 furos nas abas da pea;
8 - Colocao dos parafusos nos furos e aperto com porcas;
9 - Soldadura da pega metlica superior;
10 - Embalagem da pea acabada (colocao em caixas);
11 - Colocao das caixas em paletes;
12 - Armazenagem.
Pressupostos:
Admita que tem em armazm as porcas, parafusos e pegas necessrios ao fabrico da pea;
Admita, tambm, que a operao de corte do ao j foi planeada noutra seco (estudo da implantao da
pea na folha de ao) e que no ter de se preocupar com esse planeamento;
Considere que o corte do ao igual para a parte superior e inferior da pea;
No contabilize o tempo de carga e descarga do armazm, e para o armazm.
Caso utilize estes elementos, considere:
VAGV = 40 m/min, Vtapete = 2 m/min
Operao
Tempo
[ min ]
depende da distncia
1 / quantidade de ao necessrio a uma pea completa
0.25 / unidade de ao necessrio ao fabrico de uma
das partes da pea
0.4
0.4
0.5
0.2 / furo
0.5 / parafuso e porca
10
0.4
11
0.1
12
depende da distncia
Fr.T2.11
Tabela V.2 - Tempos de fabrico unitrios
Fabricao Integrada por Computador - CIM
Guia do Formador
3/4
IEFP ISQ
Resoluo do Teste
Pretende-se que uma pea demore cerca de 10 minutos a produzir, utilizando o mnimo de recursos possvel.
Face a isto, esquematize um processo para produo da pea em questo.
Utilize smbolos com a respectiva legenda indicando de que tipo de equipamento se trata, defina distncias entre
clulas de trabalho, nmero de mquinas de cada tipo, etc.
O tipo de equipamentos que pode utilizar so, por exemplo:
Calandras;
Prensas para corte por arrombamento e estampagem;
Robots para furar, aparafusar, soldar, etc.;
Elementos de fixao;
AGV, tapetes transportadores, carros com plataformas elevatrias, etc.;
Armazns automticos.
Permanncia = 1min
ARMAGEM
DE CHAPA
5 metros
CALANDRA
- Unio e alinhamento = 0,4 min
- Execuo de furos = 0,2 x 4 = 0,8 min
- Colocao dos parafusos = 0,4 x 4 = 1,6 min
0,5 min
transporte
2 ROBOT
tempo de transporte para o
armagem = 8 / 40 = 0,2 min
AGV
- Embalar = 0,4 min
1min
transporte
- Soldadura = 1 min
ZONA DE EMBALAGEM
- 1 ROBOT
0,5 min
transporte
- Corte = 0,25 x 2
- Estampagem em
simultneo = 0,4
0,5 min
transporte
MESA
ROTATIVA
ROBOT
PARA
SOLDA
1min
transporte
PRENSA
AGV
(tempo de transporte
dos rolos em AGV
= 5 / 40 = 0,125min)
8 metros
- Colocar caixas em
paletes = 0,1 min
A soluo apresentada de seguida uma das solues possveis, podendo eventualmente existir outras.
Com essas especificaes, pode-se calcular o tempo que cada pea demora a ser produzida:
4/4
Fr.T2.11
Tempo/pea = tempo de transporte dos rolos em AGV (= 5 / 40) + tempo de calandrar chapa suficiente para a pea
(= 1 min) + tempo transporte (= 1 min) + tempo de cortar duas peas de ao (= 0,25 x 2) + tempo para estampagem,
executadas em simultneo a parte superior e inferior (= 0,4) + 1 min transporte + tempo para unir e alinhar partes da
pea ( = 0,4 min) + tempo para execuo de furos (= 0,2 x 4 min) + tempo para colocao de parafusos e aperto de
porcas (= 0,4 x 4 = 1,6 min) + tempo de transporte (0,5 min) + soldadura (1 min) + tempo de transporte (0,4 min) +
tempo para embalar (0,3 min) + tempo de transporte (0,5 min) + tempo para colocar na palete (0,1 min) + tempo de
transporte para o armazem (8 / 40) = 9,9 min.
Fabricao Integrada por Computador - CIM
Guia do Formador
IEFP ISQ
Ane
x o - Tr ansparncias
Anex
Fr.T2.11 An.01
Anexo - Transparncias
Nota: Os acetatos s devero ser utilizados para fotocopiar as transparncias e no para imprimir os
slides disponveis em formato PowerPoint.
Fabricao Integrada por Computador - CIM
Guia do Formador
Exemplo de um sistema FMS
(Flexible Manufacturing System)
Fabricao Integrada por Computador - CIM
I. 1
Exemplo de diferentes tipos de AGV
Fabricao Integrada por Computador - CIM
II. 1
Exemplo de um robot a manipular materiais
montado sobre um AGV
Fabricao Integrada por Computador - CIM
II. 2
Exemplo de um AGV
Fabricao Integrada por Computador - CIM
III. 1
Estao de espera
Fabricao Integrada por Computador - CIM
IV. 1
Exemplo de um sistema de fixao e suporte
Fabricao Integrada por Computador - CIM
IV. 2
Exemplos de sistemas de fixao
Fabricao Integrada por Computador - CIM
IV. 3
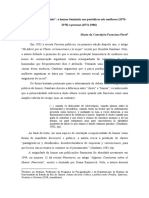
Diferenas entre os sistemas de fabrico
convencionais e o sistema FMS
Sistema
Convencional
FMS
Mquinas (N)
90
43
Operadores (N)
195
39
Tempos de Fabrico (dias)
91
30
16500
6600
Indicadores
rea de Produo (m2)
Fabricao Integrada por Computador - CIM
V. 1
Linha automatizada de produo
Fabricao Integrada por Computador - CIM
V. 2
Maquinagem de peas com superfcies de
revoluo
Fabricao Integrada por Computador - CIM
V. 3
Fase de montagem final
Fabricao Integrada por Computador - CIM
V. 4
Você também pode gostar
- Cruz Et Al. 2020 - para Uma Tipologia Da Participação Nas Práticas Artís ... Nitárias - A Experiência de Três Grupos Teatrais No Brasil e PorDocumento30 páginasCruz Et Al. 2020 - para Uma Tipologia Da Participação Nas Práticas Artís ... Nitárias - A Experiência de Três Grupos Teatrais No Brasil e PorRodrigo RamosAinda não há avaliações
- AngelaDocumento11 páginasAngelaÂngela AllvesAinda não há avaliações
- Ancorando Os 144 Raios de Alfa e OmegaDocumento3 páginasAncorando Os 144 Raios de Alfa e OmegaClarindo Gouveia100% (1)
- Iracema MedrosaDocumento2 páginasIracema MedrosaLino Cunha Silva0% (1)
- 1904 - José Da Silva Picão - Através Dos CamposDocumento444 páginas1904 - José Da Silva Picão - Através Dos Camposdomingos moraisAinda não há avaliações
- Filo NematodaDocumento8 páginasFilo NematodaHyngrid HevilynAinda não há avaliações
- O Sacerdote Da Casa de MicaDocumento59 páginasO Sacerdote Da Casa de MicaPrSérgio Pereira0% (1)
- Revista ASBRAP N 1 - Página 178Documento15 páginasRevista ASBRAP N 1 - Página 178LilithMVentura100% (1)
- Relação de Bibliotecas Públicas - PADocumento48 páginasRelação de Bibliotecas Públicas - PAMika Sant'anaAinda não há avaliações
- Escravidão A Cores - Sujeitos Negros Obra Marina Amaral PDFDocumento19 páginasEscravidão A Cores - Sujeitos Negros Obra Marina Amaral PDFCeiça FerreiraAinda não há avaliações
- Atividade Avaliativa de Efeitos Jurídicos e Atributos Do Ato Administrativo - Revisão Da TentativaDocumento3 páginasAtividade Avaliativa de Efeitos Jurídicos e Atributos Do Ato Administrativo - Revisão Da Tentativasantolin santolinAinda não há avaliações
- BCG 3815 - Manual de InqueritoDocumento11 páginasBCG 3815 - Manual de InqueritoLevergerAinda não há avaliações
- UuuDocumento41 páginasUuuWashington Nofrim MendesAinda não há avaliações
- 5308 16908 1 PBDocumento12 páginas5308 16908 1 PBjanyAinda não há avaliações
- Resumo de Todos Os DireitosDocumento163 páginasResumo de Todos Os DireitosJonhAinda não há avaliações
- Padre Mario Da LixaDocumento4 páginasPadre Mario Da LixaAgr D. Dinis-odivelas Pombais100% (1)
- Livro Dos Salmos Ou Salterio PDFDocumento332 páginasLivro Dos Salmos Ou Salterio PDFTita Faleiro JahnAinda não há avaliações
- Maria Rappé - A Força Do RapéDocumento51 páginasMaria Rappé - A Força Do RapéPedro Benatti AlvimAinda não há avaliações
- Posts Redes Sociais JulhoDocumento11 páginasPosts Redes Sociais JulhoLiz MelchiorAinda não há avaliações
- Uva - Plano de Aula Lidiane IIIDocumento4 páginasUva - Plano de Aula Lidiane IIIDryelle Dévak Secçú33% (3)
- Coesão TextualDocumento2 páginasCoesão TextualMarilia de Melo Costa100% (1)
- FLPF PDFDocumento2.206 páginasFLPF PDFSimone WskiAinda não há avaliações
- 2 - REFERATO-No Morir Por El Chiste - 20 - 04Documento17 páginas2 - REFERATO-No Morir Por El Chiste - 20 - 04Cintia LimaAinda não há avaliações
- Direitos Difusos, Coletivos, Individuais Homogêneos e Individuais IndisponíveisDocumento8 páginasDireitos Difusos, Coletivos, Individuais Homogêneos e Individuais IndisponíveisMarjorie Bragança AraújoAinda não há avaliações
- 6a02ed6e170f69d1f508aaf084ace1dfe7756ae9fbee7b1b53d9847dbf4f71d674aa007288b0b747eefd2ad9e6c50d544fe95588e9e03cdde69aa2e605a52795Documento4 páginas6a02ed6e170f69d1f508aaf084ace1dfe7756ae9fbee7b1b53d9847dbf4f71d674aa007288b0b747eefd2ad9e6c50d544fe95588e9e03cdde69aa2e605a52795Maria Aparecida Soares Oliveira67% (3)
- O Evangelho e A EvangelizaçãoDocumento3 páginasO Evangelho e A Evangelizaçãoluiz gustavo cardoso jotaAinda não há avaliações
- Reza para Fecha CorpoDocumento3 páginasReza para Fecha CorpoAiltonAinda não há avaliações
- Aula 7 - Critério de EstabilidadeDocumento37 páginasAula 7 - Critério de Estabilidadebersilveira8645Ainda não há avaliações
- Servidão AdministrativaDocumento3 páginasServidão AdministrativaLaisLeiteAinda não há avaliações
- Aula 2 - Mix de MarketingDocumento23 páginasAula 2 - Mix de MarketingRodrigo Ribeiro100% (1)
- Arizona, Utah & New Mexico: A Guide to the State & National ParksNo EverandArizona, Utah & New Mexico: A Guide to the State & National ParksNota: 4 de 5 estrelas4/5 (1)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoNo EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoNota: 5 de 5 estrelas5/5 (1)
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptNo EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptNota: 5 de 5 estrelas5/5 (1)
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensNo EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensAinda não há avaliações