Você também pode gostar
- Distribuidor Geral Telefonico Cook, DG Parede e DG Centro de Sala.Documento2 páginasDistribuidor Geral Telefonico Cook, DG Parede e DG Centro de Sala.COOK ENERGIA E TELECOMUNICAÇÕES, COM IND LTDAAinda não há avaliações
- 2022 4 Tabela CUB m2 Valores em ReaisDocumento1 página2022 4 Tabela CUB m2 Valores em ReaisTamyra HackAinda não há avaliações
- Gree MANUAL TECNICO GP8 12LADocumento24 páginasGree MANUAL TECNICO GP8 12LAATR Assistência Técnica (ATR)Ainda não há avaliações
- Manual Técnico Gp8 12laDocumento24 páginasManual Técnico Gp8 12laWillerEstevesAinda não há avaliações
- Manual Tecnico Koc G1Documento10 páginasManual Tecnico Koc G1jicoelhoAinda não há avaliações
- Tabela Cub Novembro 2023Documento1 páginaTabela Cub Novembro 2023thiagotc294Ainda não há avaliações
- Manual Técnico GJ 18 21-22 LMCDocumento13 páginasManual Técnico GJ 18 21-22 LMCHermínio AraujoAinda não há avaliações
- Lista de Materiais - Quadros de Distribuição 7 - 7 - PDocumento2 páginasLista de Materiais - Quadros de Distribuição 7 - 7 - PJunior ManôAinda não há avaliações
- CUB MG Agosto 2022Documento1 páginaCUB MG Agosto 2022Paulo CeottoAinda não há avaliações
- Bandag - Catalogos de ProdutosDocumento45 páginasBandag - Catalogos de ProdutosEzra OliveiraAinda não há avaliações
- Desenho Técnico Chumbador ParaboltDocumento1 páginaDesenho Técnico Chumbador ParaboltRogério Freitas100% (1)
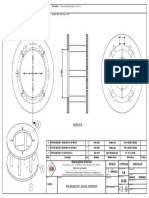
- P30-R6-2022-001 - Gaiola SuperiorDocumento1 páginaP30-R6-2022-001 - Gaiola SuperiorDaniel MendesAinda não há avaliações
- Manual Técnico GJ 18 21-22 LMCDocumento13 páginasManual Técnico GJ 18 21-22 LMCWillerEstevesAinda não há avaliações
- Cross Reference Bock X Bitzer X Copeland X DorinDocumento41 páginasCross Reference Bock X Bitzer X Copeland X DorinClóvis Batista100% (1)
- GR1 1Documento2 páginasGR1 1Natanael BenvindoAinda não há avaliações
- PA 120-21 - Padronização Da Numeração de Peças para Processamento de Garantia e Plano de Manutenção - Lubrificantes e FluídosDocumento4 páginasPA 120-21 - Padronização Da Numeração de Peças para Processamento de Garantia e Plano de Manutenção - Lubrificantes e FluídosMauricio DeckerAinda não há avaliações
- RCP 1210 87 0001 - r21Documento249 páginasRCP 1210 87 0001 - r21Filipe CunhaAinda não há avaliações
- RM Bavit EsDocumento3 páginasRM Bavit Esnicolas ceruttiAinda não há avaliações
- Split-Tabela NovaDocumento8 páginasSplit-Tabela NovaVanderlei AmaralAinda não há avaliações
- 087003-Painel Comb - Incend.diesel NBR CCLP 12V.Documento15 páginas087003-Painel Comb - Incend.diesel NBR CCLP 12V.wilisonarqtecAinda não há avaliações
- Catalogo Motores Diesel 5CV 2GDocumento2 páginasCatalogo Motores Diesel 5CV 2Gcaparo tratoresAinda não há avaliações
- Sutiã de Sustentação Costas Nadador A4Documento12 páginasSutiã de Sustentação Costas Nadador A4Felicidade Estara ComigoAinda não há avaliações
- Vergalhão Gerdau GG 70Documento6 páginasVergalhão Gerdau GG 70Marcos Vinicius Fernandes MoreiraAinda não há avaliações
- Cub Novembro 2022Documento1 páginaCub Novembro 2022rsmachadusAinda não há avaliações
- Split Tabela OuroDocumento3 páginasSplit Tabela OuroMadson John ArcanjoAinda não há avaliações
- 61 - LanternasDocumento3 páginas61 - LanternasRafael De Leon SerafimAinda não há avaliações
- Captura de Tela 2023-01-19 À(s) 11.18.22Documento1 páginaCaptura de Tela 2023-01-19 À(s) 11.18.22stoneAinda não há avaliações
- Manual Winch Brake SF10-16-En1Documento51 páginasManual Winch Brake SF10-16-En1Luciano RodriguesAinda não há avaliações
- Consumíveis para SoldaDocumento44 páginasConsumíveis para Soldapauleta2Ainda não há avaliações
- Cub Julho 2022Documento1 páginaCub Julho 2022NoctisFreecssAinda não há avaliações
- Lista de Materiais - Quadros de Distribuição 6 - 7 - PDocumento2 páginasLista de Materiais - Quadros de Distribuição 6 - 7 - PJunior ManôAinda não há avaliações
- AcaDocumento9 páginasAcakarol1177Ainda não há avaliações
- 2022 2 Tabela CUB m2 Valores em Reais (Publicado)Documento1 página2022 2 Tabela CUB m2 Valores em Reais (Publicado)Dinesh Kumar (Dinesh K.)Ainda não há avaliações
- 2022 3 Tabela CUB m2 Valores em Reais (Publicado)Documento1 página2022 3 Tabela CUB m2 Valores em Reais (Publicado)andresantos_90Ainda não há avaliações
- Pagina 04-1Documento1 páginaPagina 04-1Black SampaAinda não há avaliações
- 2022 1 Tabela CUB m2 Valores em Reais (Publicado)Documento1 página2022 1 Tabela CUB m2 Valores em Reais (Publicado)Ricardo GonzalezAinda não há avaliações
- Monobloco Frigorifico BOHN - Brasil - EUROMONDocumento4 páginasMonobloco Frigorifico BOHN - Brasil - EUROMONMANUEL ROBERTO ROJAS OCAMPOAinda não há avaliações
- 2021 11 Tabela CUB m2 Valores em Reais (Publicado)Documento1 página2021 11 Tabela CUB m2 Valores em Reais (Publicado)FernandoEschAinda não há avaliações
- Catalogo Schioppa Linha Gs GMDocumento20 páginasCatalogo Schioppa Linha Gs GMOdair Gilberto CeteinAinda não há avaliações
- Gree (Manual Técnico 2002) BaseDocumento64 páginasGree (Manual Técnico 2002) Basebkpreplaytryd0% (1)
- Paled CM12 PDFDocumento2 páginasPaled CM12 PDFMarcos AguiarAinda não há avaliações
- Lista de CodigosDocumento2 páginasLista de CodigosDiego Alejandro Lopez MejiaAinda não há avaliações
- Cindumel MolasDocumento4 páginasCindumel MolasAureliano Aguiar ConsoliAinda não há avaliações
- Treinamento Refrigeradores 2020Documento86 páginasTreinamento Refrigeradores 2020Rodrigo VictorAinda não há avaliações
- Cub Dezembro 2023Documento1 páginaCub Dezembro 2023musicaparaacalmarAinda não há avaliações
- Campos VwerDocumento2 páginasCampos VwerHernando TeodosioAinda não há avaliações
- Catálogo de ProdutosDocumento56 páginasCatálogo de ProdutosCelso KampaAinda não há avaliações
- Bombas de Amônia - BombadurDocumento4 páginasBombas de Amônia - Bombadurjonatan conceiçãoAinda não há avaliações
- Dupla AspiracaoDocumento20 páginasDupla AspiracaoHector PitarchAinda não há avaliações
- Desigo 2 Centrais em RedeDocumento20 páginasDesigo 2 Centrais em RedeBruno TeixeiraAinda não há avaliações
- Cond Ar Consul Cbf07ob, 09ob, 12ob, 18ob, 22, Ob, Cbr07ob, 09ob, 12oDocumento41 páginasCond Ar Consul Cbf07ob, 09ob, 12ob, 18ob, 22, Ob, Cbr07ob, 09ob, 12oGleison Prateado100% (1)
- 2020 4 Tabela CUB m2 Valores em Reais (Publicado)Documento1 página2020 4 Tabela CUB m2 Valores em Reais (Publicado)Geovane Araujo - Negócios ImobiliáriosAinda não há avaliações
- Ficha Técnica Bomba Submersível: BG022x BG052x BG072xDocumento1 páginaFicha Técnica Bomba Submersível: BG022x BG052x BG072xAdemir JúniorAinda não há avaliações
- NN-G69 G79 S69Documento12 páginasNN-G69 G79 S69api-3711045Ainda não há avaliações
- AMB-PCD-001-R3 - Codificação de Projetos de Engenharia e Fornecedores - At..Documento13 páginasAMB-PCD-001-R3 - Codificação de Projetos de Engenharia e Fornecedores - At..Elton m. NunesAinda não há avaliações
- 2 - ST - Slides - Unidade 2 - TermodinâmicaDocumento171 páginas2 - ST - Slides - Unidade 2 - TermodinâmicaLucas Aguiar VitaAinda não há avaliações
- Rot3 Retif 1f Meia Onda TiristorDocumento19 páginasRot3 Retif 1f Meia Onda TiristorRafael BertoliniAinda não há avaliações
- Pamirs - Uma - 06228-SB R-1 0214Documento41 páginasPamirs - Uma - 06228-SB R-1 0214nikola1660100% (1)
- Teoria C - Escala Maior 1Documento11 páginasTeoria C - Escala Maior 1Paulo CesarAinda não há avaliações
- Especificações Eletricas GeladeiraDocumento24 páginasEspecificações Eletricas GeladeiraRicardoAinda não há avaliações
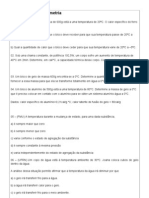
- Aplicações CalorimetriaDocumento9 páginasAplicações CalorimetriaRoberta AbreuAinda não há avaliações
- Cronograma - Aulas Curso Revit StrutureDocumento20 páginasCronograma - Aulas Curso Revit StrutureEscoladeSoftware EditoraLaizaAinda não há avaliações
- Exercicios de Concurso Diagramas (COM Gabarito)Documento8 páginasExercicios de Concurso Diagramas (COM Gabarito)Jailson Nóbrega100% (2)
- Lógica para Computação: UnicesumarDocumento184 páginasLógica para Computação: UnicesumarPedro HenriqueAinda não há avaliações
- 2º Ano Do Ensino Fundamental 1Documento13 páginas2º Ano Do Ensino Fundamental 1Maria60% (5)
- Ângulo de Abertura - ExemplosDocumento7 páginasÂngulo de Abertura - ExemplosVictoriano Pedrassa NetoAinda não há avaliações
- 04 - Lista 04 - PressãoDocumento8 páginas04 - Lista 04 - PressãoCarlos Henrique100% (1)
- Simulado Spaece/ D 8Documento6 páginasSimulado Spaece/ D 8Nadio SousaAinda não há avaliações
- Catalogo Pecas Ppsolo 3 Deposito Parte IIIDocumento39 páginasCatalogo Pecas Ppsolo 3 Deposito Parte IIIFarias FariasAinda não há avaliações
- Molhabilidade (Recuperação Automática)Documento88 páginasMolhabilidade (Recuperação Automática)Paulo NguenhaAinda não há avaliações
- Questões Resolvidas Do Enem 2011Documento24 páginasQuestões Resolvidas Do Enem 2011jmcljpgbAinda não há avaliações
- Instrumentacao Medidas Grandezas MecanicasDocumento249 páginasInstrumentacao Medidas Grandezas Mecanicaswagner_marinaAinda não há avaliações
- Curso de Bananicultura Irrigada - EmbrapaDocumento219 páginasCurso de Bananicultura Irrigada - EmbrapaEngidremsAinda não há avaliações
- Ementa Do Curso - Data Science Do ZeroDocumento14 páginasEmenta Do Curso - Data Science Do ZeroEanesRibeiroAinda não há avaliações
- Formacao Pedagogica em Matematica UniderpDocumento13 páginasFormacao Pedagogica em Matematica UniderpanhangueraitatibaAinda não há avaliações
- Leitura de Números Inteiros - FlipbookDocumento6 páginasLeitura de Números Inteiros - FlipbookRicardo SilvaAinda não há avaliações
- Slides Análise de ConteúdoDocumento19 páginasSlides Análise de ConteúdoIsabelle Brambilla HonoratoAinda não há avaliações
- Lista Modelos III - UERJDocumento1 páginaLista Modelos III - UERJYuri Porto0% (1)
- Joaquim Cardozo Último Trem1Documento27 páginasJoaquim Cardozo Último Trem1sperlingrafaelAinda não há avaliações
- Aula 10 - Cálculo Quartis, Decis e Percentis (Fórmula)Documento5 páginasAula 10 - Cálculo Quartis, Decis e Percentis (Fórmula)turbopress75% (8)
- Apostila 2Documento245 páginasApostila 2Leonildo De Souza NunesAinda não há avaliações
- Aplicação Da Proteção Contra Descargas AtmosféricasDocumento26 páginasAplicação Da Proteção Contra Descargas AtmosféricasfigueiredothAinda não há avaliações
- Apostila TD - Unidade 1Documento24 páginasApostila TD - Unidade 1Fernanda AvenaAinda não há avaliações
- CTUR 2013 2014 AgrimensuraDocumento10 páginasCTUR 2013 2014 AgrimensuraJéssica NevesAinda não há avaliações
- APOSTILA - Matemática BásicaDocumento609 páginasAPOSTILA - Matemática Básicatak100% (2)