Você também pode gostar
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- English - Dicionario English For Reading Palavras Mais Comuns Da Lingua InglesaDocumento35 páginasEnglish - Dicionario English For Reading Palavras Mais Comuns Da Lingua InglesaBbook One100% (4)
- Manual de Placa Pneumatica para CNC Marca OnçaDocumento11 páginasManual de Placa Pneumatica para CNC Marca OnçaPriscila Tarsitano75% (8)
- Pisos Cerâmicos Antiderrapantes E/ou Antideslizantes?No EverandPisos Cerâmicos Antiderrapantes E/ou Antideslizantes?Ainda não há avaliações
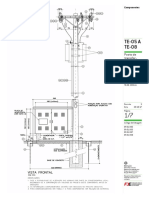
- TE05 - A - TE08 - 30 - 10 - 17 Posto Transformador CPFLDocumento7 páginasTE05 - A - TE08 - 30 - 10 - 17 Posto Transformador CPFLwillianmalAinda não há avaliações
- CursoemendaCT MercurioDocumento20 páginasCursoemendaCT MercurioRaimundo Alves da Costa Neto100% (4)
- Mite Manual Parte 1Documento35 páginasMite Manual Parte 1Joseph StoneAinda não há avaliações
- Contiflex - Manual EP-PPDocumento52 páginasContiflex - Manual EP-PPadriano silvaAinda não há avaliações
- Bomba Centrífuga - Equipe - Série BRFDocumento15 páginasBomba Centrífuga - Equipe - Série BRFLucas Zarpelon SilvaAinda não há avaliações
- Mite Manual Parte 1Documento35 páginasMite Manual Parte 1Rodrigo HenrichAinda não há avaliações
- Manual de Instalação de Telhas de FibrocimentoDocumento20 páginasManual de Instalação de Telhas de FibrocimentoAdriano Almeida50% (2)
- Catalogo Tecnico Telha Ondulada BrasilitDocumento20 páginasCatalogo Tecnico Telha Ondulada BrasilitAdriano Risson100% (1)
- Procedimento de Solda AluminotermicaDocumento11 páginasProcedimento de Solda AluminotermicaJerônimo Rafael100% (2)
- ETS - 010 - Soldagem AluminotérmicaDocumento10 páginasETS - 010 - Soldagem AluminotérmicaLucas ElyAinda não há avaliações
- Manutencao e InstalacaoDocumento11 páginasManutencao e InstalacaoLucas MonteiroAinda não há avaliações
- Emendas em Correias TransportadorasDocumento12 páginasEmendas em Correias TransportadorasJoab SilvaAinda não há avaliações
- Manual em End AsDocumento16 páginasManual em End AsSupervisorAinda não há avaliações
- NBR 8490-1984Documento7 páginasNBR 8490-1984Elem Santos ZarourAinda não há avaliações
- KL 130geriatricaDocumento6 páginasKL 130geriatricaMarcello Pinto MartinsAinda não há avaliações
- Manual Telha TetrapackDocumento6 páginasManual Telha Tetrapackale_ribeiro_2007Ainda não há avaliações
- Catálogo Tubos PVC-PBS TigreDocumento6 páginasCatálogo Tubos PVC-PBS TigreFelippe Matias RochaAinda não há avaliações
- Tegula Folheto Tecnico TelhaDocumento8 páginasTegula Folheto Tecnico TelhaThiago LimaAinda não há avaliações
- Produção Do Frame - Mesa EspecialDocumento7 páginasProdução Do Frame - Mesa EspecialRiverson Tobias ValeAinda não há avaliações
- Montagem Correta Laminas AutoAfiantesDocumento4 páginasMontagem Correta Laminas AutoAfiantessuperspifAinda não há avaliações
- Folheto Tecnico TelhaDocumento8 páginasFolheto Tecnico Telhananda_civilAinda não há avaliações
- Teoria de TelhadoDocumento4 páginasTeoria de TelhadoleoguimalimaAinda não há avaliações
- Assentamento Do Revestimento CerâmicoDocumento5 páginasAssentamento Do Revestimento CerâmicoLidreano DantasAinda não há avaliações
- Manual de Instrução: Laje Prémoldada TreliçadaDocumento15 páginasManual de Instrução: Laje Prémoldada TreliçadaLucas Shannon Moura de AndradeAinda não há avaliações
- Manual Montagem TecnodeckDocumento10 páginasManual Montagem TecnodeckNaassom VazAinda não há avaliações
- Cap3 Geomembrana PEAD Detalhes TipicosDocumento13 páginasCap3 Geomembrana PEAD Detalhes TipicosTarek FarahAinda não há avaliações
- Kingspan - TZ Polycarbonate Usage and Installation - Manual - Spain - PTDocumento6 páginasKingspan - TZ Polycarbonate Usage and Installation - Manual - Spain - PTJosé MacedoAinda não há avaliações
- EnsecadeiraDocumento10 páginasEnsecadeirajose PanzoAinda não há avaliações
- Especificação Técnica 04-18-R6 - Descarga-Estocagem-Instalação de ADUELASDocumento11 páginasEspecificação Técnica 04-18-R6 - Descarga-Estocagem-Instalação de ADUELASJefferson RamosAinda não há avaliações
- Apostila EstamposDocumento24 páginasApostila Estamposbrunocapera2100% (1)
- Manual Seladora Sella I Port. Rev.6 RCJ.00381Documento2 páginasManual Seladora Sella I Port. Rev.6 RCJ.00381Jean LeiteAinda não há avaliações
- Old Larry 20cc - Manual Do Usuário PDFDocumento27 páginasOld Larry 20cc - Manual Do Usuário PDFSilnara Cristiane ParmagnaniAinda não há avaliações
- PergoladoDocumento23 páginasPergoladoMateus Duncke de OliveiraAinda não há avaliações
- Dimensionamento de Aparelhos de Apoio de NeopreneDocumento6 páginasDimensionamento de Aparelhos de Apoio de NeoprenePatrício JúlioAinda não há avaliações
- Catalogo Tecnico Telha Ondulada BrasilitDocumento20 páginasCatalogo Tecnico Telha Ondulada Brasilitzehgalves4549Ainda não há avaliações
- Catalogo Tecnico Telha Topsteel BrasilitDocumento10 páginasCatalogo Tecnico Telha Topsteel BrasilitMaycol MengueAinda não há avaliações
- Valvula Guilhotina WaferDocumento20 páginasValvula Guilhotina WaferLuiz Paulo Cruz JrAinda não há avaliações
- Folheto Tecnico Telha TegulaDocumento8 páginasFolheto Tecnico Telha TegulaardossantosAinda não há avaliações
- Manual Soldador RailtechDocumento41 páginasManual Soldador RailtechJaisomar SilvaAinda não há avaliações
- Estufa Baixo CustoID-Gm70WQGk56Documento14 páginasEstufa Baixo CustoID-Gm70WQGk56José GomesAinda não há avaliações
- N-1 - Starfighter - Instructions - PT BRDocumento2 páginasN-1 - Starfighter - Instructions - PT BRHelmer VellosoAinda não há avaliações
- OSB PaineisDocumento6 páginasOSB PaineisClemária BritoAinda não há avaliações
- Folheto - Carretel e BobinaDocumento2 páginasFolheto - Carretel e BobinaIld_will_jr_1234Ainda não há avaliações
- Implementação da Manutenção Proativa em Sistemas Hidráulicos de AeronavesNo EverandImplementação da Manutenção Proativa em Sistemas Hidráulicos de AeronavesAinda não há avaliações
- Projetando Um Shield Nodemcu Para Conectar Uma Entrada Com Isolação Óptica Usando O FritzingNo EverandProjetando Um Shield Nodemcu Para Conectar Uma Entrada Com Isolação Óptica Usando O FritzingAinda não há avaliações
- Projetando Um Shield Nodemcu Para Conectar Display De 7 Segmentos Usando O FritzingNo EverandProjetando Um Shield Nodemcu Para Conectar Display De 7 Segmentos Usando O FritzingAinda não há avaliações
- Cartao Referencia LINGUAGEM C PADRÃO CCSDocumento9 páginasCartao Referencia LINGUAGEM C PADRÃO CCSMarcos RogerioAinda não há avaliações
- Apostila para Recarga Toner HP 2600nDocumento13 páginasApostila para Recarga Toner HP 2600nLeandro José BorelliAinda não há avaliações
- 07-Trabalho e Energia - noPWDocumento14 páginas07-Trabalho e Energia - noPWJosé Marcos da SilvaAinda não há avaliações
- A Superestrutura TextualDocumento3 páginasA Superestrutura Textualclaudir100% (1)
- Data Mining Mineração de DadosDocumento2 páginasData Mining Mineração de Dadosjason_1986_jason7320Ainda não há avaliações
- Informática - Excel Dicas - Como Ser Mais Rápido e Eficaz No ExcelDocumento8 páginasInformática - Excel Dicas - Como Ser Mais Rápido e Eficaz No ExcelExcelly100% (1)