Você também pode gostar
- NPK 001 - Relatório de Passivação - Sani Reformulaçao 2021Documento6 páginasNPK 001 - Relatório de Passivação - Sani Reformulaçao 2021Matuzalem GodoiAinda não há avaliações
- NPK 001 - Relatório de PassivaçãoDocumento8 páginasNPK 001 - Relatório de PassivaçãoMatuzalem GodoiAinda não há avaliações
- NPK 001 - Relatório de Passivação - New Pack Reformulação 2021Documento6 páginasNPK 001 - Relatório de Passivação - New Pack Reformulação 2021Matuzalem GodoiAinda não há avaliações
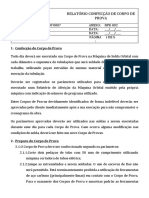
- NPK 002 - Relatório de Confecção de Corpo de Prova Reformulado 2021Documento5 páginasNPK 002 - Relatório de Confecção de Corpo de Prova Reformulado 2021Matuzalem GodoiAinda não há avaliações
- The Lean Marketplace - Um Guia Prático para Construir Um Negócio de Mercado Online de SucessoDocumento153 páginasThe Lean Marketplace - Um Guia Prático para Construir Um Negócio de Mercado Online de SucessonoburuAinda não há avaliações
- Aula 3 - Economia e Sociedade AçucareiraDocumento9 páginasAula 3 - Economia e Sociedade Açucareiraluana ribeiroAinda não há avaliações
- Procuração para Movimentação de Contas BancáriasDocumento2 páginasProcuração para Movimentação de Contas BancáriasLeandro Campelo89% (9)
- Direito Da Integração Regional 2021Documento26 páginasDireito Da Integração Regional 2021Francisco ManuelAinda não há avaliações
- Contas A Pagar - ProtheusDocumento117 páginasContas A Pagar - ProtheusPaulo HenriqueAinda não há avaliações
- Kit de Ferramentas Financeira - Seu Dinheiro, Seus ObjetivosDocumento244 páginasKit de Ferramentas Financeira - Seu Dinheiro, Seus ObjetivosAndré BellarminoAinda não há avaliações
- Idade MédiaDocumento2 páginasIdade MédiaEsmenia CarvalhoAinda não há avaliações
- 8634-Texto Do Artigo-31435-1-10-20190828Documento15 páginas8634-Texto Do Artigo-31435-1-10-20190828Diego PalmiereAinda não há avaliações
- Informações Consolidadas: Bens e DireitosDocumento2 páginasInformações Consolidadas: Bens e DireitosBoas Novas De CristoAinda não há avaliações
- NP - Norma de Procedimento - 5941 - 26Documento18 páginasNP - Norma de Procedimento - 5941 - 26Frank William Mendonça OkamuraAinda não há avaliações
- Aula 03 e 04 - Orçamentação FSGDocumento105 páginasAula 03 e 04 - Orçamentação FSGMateus FormoloAinda não há avaliações
- Resumo Projeto de Produção e Canais de DistribuiçãoDocumento7 páginasResumo Projeto de Produção e Canais de DistribuiçãojulianaAinda não há avaliações
- Danfe Soldasul Industria Comercio E Importacao: Nota Fiscal #288872 #288872 SÉRIEDocumento1 páginaDanfe Soldasul Industria Comercio E Importacao: Nota Fiscal #288872 #288872 SÉRIESoldasul SoldasulAinda não há avaliações
- Banco Do Brasil-DemonstrativoPrestaDocumento1 páginaBanco Do Brasil-DemonstrativoPrestanandolocoAinda não há avaliações
- Facet - Contador MunicipalDocumento10 páginasFacet - Contador Municipalcesar.caugusto1805Ainda não há avaliações
- Apr - Bate EstacaDocumento2 páginasApr - Bate EstacaKarina LimaAinda não há avaliações
- BoletoDocumento1 páginaBoletoCarlos Augusto FilhoAinda não há avaliações
- Pfacs - Reforço Plataforma de Acesso Silo de FarinhaDocumento19 páginasPfacs - Reforço Plataforma de Acesso Silo de FarinhaGuilherme100% (1)
- Aula 1Documento9 páginasAula 1Joaopedro AmaroAinda não há avaliações
- Sondagem Avaliativa Matemática Com Descritores FevDocumento5 páginasSondagem Avaliativa Matemática Com Descritores FevDiana Borges100% (1)
- ROTADocumento2 páginasROTAAllan FavaronAinda não há avaliações
- Estado Do MwenemutapaDocumento14 páginasEstado Do MwenemutapaIsastro Luis Muchanga100% (2)
- Fichamento Do Livro o Cativeiro Da TerraDocumento5 páginasFichamento Do Livro o Cativeiro Da TerraLara SilvaAinda não há avaliações
- Catalogo 2022 TecnofiltrosDocumento43 páginasCatalogo 2022 TecnofiltrosCleberson MacedoAinda não há avaliações
- Aula 06Documento5 páginasAula 06guilherme0da0costa-1Ainda não há avaliações
- Mapas Mentais Conhecimentos Bancarios BNBDocumento213 páginasMapas Mentais Conhecimentos Bancarios BNBFlavio DiviniAinda não há avaliações
- Nu 156685919 01jun2023 06jun2023Documento4 páginasNu 156685919 01jun2023 06jun2023Sara GomesAinda não há avaliações
- 2005 IlhasatlanticasDocumento8 páginas2005 IlhasatlanticasAlberto VieiraAinda não há avaliações
- Certificado de Qualidade - Usiminas - Lote 3269553Documento1 páginaCertificado de Qualidade - Usiminas - Lote 3269553Fabiano Braz de AlmeidaAinda não há avaliações
- Accountability No Terceiro SetorDocumento143 páginasAccountability No Terceiro SetorTania SantosAinda não há avaliações
- Aprendendo Química a Partir do Tema Mineração: Proposta de Atividades para o Ensino MédioNo EverandAprendendo Química a Partir do Tema Mineração: Proposta de Atividades para o Ensino MédioAinda não há avaliações
- Projetos Eletrônicos Educacionais com Energia AlternativaNo EverandProjetos Eletrônicos Educacionais com Energia AlternativaAinda não há avaliações
- Simetria Molecular III: Série Didática para o apoio a formação de professores de QuímicaNo EverandSimetria Molecular III: Série Didática para o apoio a formação de professores de QuímicaAinda não há avaliações
- Introdução à Modelagem Molecular para Química, Engenharia e Biomédicas: Fundamentos e ExercíciosNo EverandIntrodução à Modelagem Molecular para Química, Engenharia e Biomédicas: Fundamentos e ExercíciosNota: 5 de 5 estrelas5/5 (2)
- Química da Cerveja: Uma Abordagem Química e Bioquímica das Matérias-Primas, Processo de Produção e da Composição dos Compostos de Sabores da CervejaNo EverandQuímica da Cerveja: Uma Abordagem Química e Bioquímica das Matérias-Primas, Processo de Produção e da Composição dos Compostos de Sabores da CervejaAinda não há avaliações
- Equilíbrio iônico: aplicações em química analíticaNo EverandEquilíbrio iônico: aplicações em química analíticaAinda não há avaliações
- Vigilância Sanitária Nos Estados E MunicípiosNo EverandVigilância Sanitária Nos Estados E MunicípiosAinda não há avaliações
- Série Didática para o Apoio a Formação de Professores de Química: Volume 2: MoléculasNo EverandSérie Didática para o Apoio a Formação de Professores de Química: Volume 2: MoléculasNota: 5 de 5 estrelas5/5 (1)