Você também pode gostar
- Avaliação E Análise de Riscos No Processo de Mudança de Molde Numa Máquina de Injeção de PlásticoDocumento67 páginasAvaliação E Análise de Riscos No Processo de Mudança de Molde Numa Máquina de Injeção de PlásticoJames BenavidesAinda não há avaliações
- Desenvolvimento Mecânico de Uma Máquina para Ensaios de Torção de Adesivos EstruturaisDocumento196 páginasDesenvolvimento Mecânico de Uma Máquina para Ensaios de Torção de Adesivos EstruturaisJames BenavidesAinda não há avaliações
- Projeto Fresadora CNC de Baixo CustoDocumento10 páginasProjeto Fresadora CNC de Baixo CustoRodrigo Zenatti0% (1)
- 2015 CompletoDocumento65 páginas2015 CompletoJames BenavidesAinda não há avaliações
- Avaliação E Análise de Riscos No Processo de Mudança de Molde Numa Máquina de Injeção de PlásticoDocumento67 páginasAvaliação E Análise de Riscos No Processo de Mudança de Molde Numa Máquina de Injeção de PlásticoJames BenavidesAinda não há avaliações
- DescargaDocumento6 páginasDescargaJames BenavidesAinda não há avaliações
- DescargaDocumento4 páginasDescargaJames BenavidesAinda não há avaliações
- Comando de Uma Máquina de Ensaios de Resistência À Torção de Juntas AdesivasDocumento176 páginasComando de Uma Máquina de Ensaios de Resistência À Torção de Juntas AdesivasJames BenavidesAinda não há avaliações
- Projeto Fresadora CNC de Baixo CustoDocumento10 páginasProjeto Fresadora CNC de Baixo CustoRodrigo Zenatti0% (1)
- Programa: Santa Catarina de Pos-Graduaçao EngenhariaDocumento120 páginasPrograma: Santa Catarina de Pos-Graduaçao EngenhariaJames BenavidesAinda não há avaliações
- Um Modelo de Molas Múltiplas para Ensaios de Tração em Máquinas Eletro-MecânicasDocumento5 páginasUm Modelo de Molas Múltiplas para Ensaios de Tração em Máquinas Eletro-MecânicasJames BenavidesAinda não há avaliações
- 8081-Texto Do Artigo-31046-2-10-20210512Documento7 páginas8081-Texto Do Artigo-31046-2-10-20210512James BenavidesAinda não há avaliações
- (EXTREMAMENTE IMPORTANTE) CLIENTES - Contatos Telefônicos & Endereços - ATUALIZADO 09.04.12Documento8 páginas(EXTREMAMENTE IMPORTANTE) CLIENTES - Contatos Telefônicos & Endereços - ATUALIZADO 09.04.12Tiago BenevidesAinda não há avaliações
- 8081-Texto Do Artigo-31046-2-10-20210512Documento7 páginas8081-Texto Do Artigo-31046-2-10-20210512James BenavidesAinda não há avaliações
- Estudo Das Variáveis IncontroláveisDocumento21 páginasEstudo Das Variáveis IncontroláveisPatrícia Martendal100% (2)
- Instruções de Pagamento Pelo Internet Banking Ou CaixaDocumento1 páginaInstruções de Pagamento Pelo Internet Banking Ou CaixaHenrique MoraesAinda não há avaliações
- Manual Gerador Branco BD - 12000 - 15000 G2 PDFDocumento11 páginasManual Gerador Branco BD - 12000 - 15000 G2 PDFAyrDoCoutoBahia100% (1)
- Instalando Node - Js Via Gerenciador de Pacotes Node - JsDocumento13 páginasInstalando Node - Js Via Gerenciador de Pacotes Node - JsMuryllo Siqueyros Lupus SanteAinda não há avaliações
- Disciplina Gestao Qualidade 1Documento14 páginasDisciplina Gestao Qualidade 1fernandocrottiAinda não há avaliações
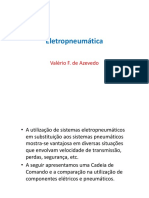
- 1 Aula Acionamentos EletropneumáticosDocumento49 páginas1 Aula Acionamentos EletropneumáticosValério FernandesAinda não há avaliações
- Apostila Intensivão de Javascript - Aula 1Documento73 páginasApostila Intensivão de Javascript - Aula 1angelojmsAinda não há avaliações
- 05 - Listas de Ferramentas OnlineDocumento3 páginas05 - Listas de Ferramentas OnlineAntonio GoncalvesAinda não há avaliações
- Como Mudar A Pasta de Backup Do ITunes No ComputadorDocumento1 páginaComo Mudar A Pasta de Backup Do ITunes No ComputadorDaniele CavaleirosAinda não há avaliações
- AC 14 - MicroprogramaçãoDocumento12 páginasAC 14 - MicroprogramaçãoLuna BallackAinda não há avaliações
- SkyAir - Manual de ServiçoDocumento170 páginasSkyAir - Manual de ServiçoDeivit de Witt100% (1)
- Planejamento e Organiza oDocumento74 páginasPlanejamento e Organiza oSandro SilvaAinda não há avaliações
- HTML5Documento25 páginasHTML5Késiah Araujo SofiaAinda não há avaliações
- POP Agendamento de PeriódicosDocumento2 páginasPOP Agendamento de PeriódicosGabriel Gonçalves e GonçalvesAinda não há avaliações
- Veloz - 19 - Dossie - Tecnico - Lei Do BemDocumento25 páginasVeloz - 19 - Dossie - Tecnico - Lei Do BemDanilo FlumignanAinda não há avaliações
- Trabalho Ev140 MD1 Sa4 Id5142 21082020150801Documento12 páginasTrabalho Ev140 MD1 Sa4 Id5142 21082020150801Pedro RafaelAinda não há avaliações
- Métodos ÁgeisDocumento37 páginasMétodos ÁgeisJoão LucasAinda não há avaliações
- Celular Na EscolaDocumento7 páginasCelular Na EscolaMirian Rodrigues da CostaAinda não há avaliações
- 8 Ano Vol 1 Aluno WebDocumento228 páginas8 Ano Vol 1 Aluno WebZenilda DurciAinda não há avaliações
- Modelo de SolicitaçãoDocumento2 páginasModelo de SolicitaçãoRonaldo JoséAinda não há avaliações
- Requisitos Tecnicos para Conexao Da Micro e MinigeracaoDocumento47 páginasRequisitos Tecnicos para Conexao Da Micro e MinigeracaoweberAinda não há avaliações
- Capitulo 58 Ford KaDocumento39 páginasCapitulo 58 Ford KaJ_reno100% (3)
- Ar FalsoDocumento3 páginasAr FalsoSalah RomdaniAinda não há avaliações
- Abertura de Novela - Luz Garcia NeiraDocumento7 páginasAbertura de Novela - Luz Garcia NeiraErika MoreiraAinda não há avaliações
- Blindados Parte 2 - DaCultura 38 24-10-22 Arquivo UnicoDocumento52 páginasBlindados Parte 2 - DaCultura 38 24-10-22 Arquivo UnicoJúlio MoreiraAinda não há avaliações
- Scriptcase Esquema PublicacaoDocumento13 páginasScriptcase Esquema Publicacaomobt.ap2936Ainda não há avaliações
- Manual Caska: Depois de Enviar Um Documento Aprovado, Você Poderá Baixar o DocumentoDocumento2 páginasManual Caska: Depois de Enviar Um Documento Aprovado, Você Poderá Baixar o DocumentoAgência RACCODEAinda não há avaliações
- Caixa Acustica Philco Pcx16000Documento17 páginasCaixa Acustica Philco Pcx16000MARLON RAMOS FAGUNDESAinda não há avaliações
- Apr - Limpeza Do Terreno - Manual - 1Documento10 páginasApr - Limpeza Do Terreno - Manual - 1Marcele JesusAinda não há avaliações
- Computador de Bordo Através Do TID (Página Acessada em 08 - 08 - 2023 23 - 32 - 08)Documento24 páginasComputador de Bordo Através Do TID (Página Acessada em 08 - 08 - 2023 23 - 32 - 08)Eletro ServiceAinda não há avaliações
- Liberdade digital: O mais completo manual para empreender na internet e ter resultadosNo EverandLiberdade digital: O mais completo manual para empreender na internet e ter resultadosNota: 5 de 5 estrelas5/5 (10)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Análise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineNo EverandAnálise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineNota: 4 de 5 estrelas4/5 (4)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Consultoria Especializada e Estratégias De Trade De ForexNo EverandConsultoria Especializada e Estratégias De Trade De ForexAinda não há avaliações
- Currículo: Políticas e práticasNo EverandCurrículo: Políticas e práticasNota: 4 de 5 estrelas4/5 (1)
- O CAPITAL - Karl Marx: Mercadoria, Valor e Mais valiaNo EverandO CAPITAL - Karl Marx: Mercadoria, Valor e Mais valiaNota: 3.5 de 5 estrelas3.5/5 (17)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Guia Definitivo Para Dominar o Bitcoin e as CriptomoedasNo EverandGuia Definitivo Para Dominar o Bitcoin e as CriptomoedasNota: 4 de 5 estrelas4/5 (5)
- Introdução Às Redes De Computadores: Modelos Osi E Tcp/ipNo EverandIntrodução Às Redes De Computadores: Modelos Osi E Tcp/ipAinda não há avaliações
- Quero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNo EverandQuero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNota: 5 de 5 estrelas5/5 (26)