Você também pode gostar
- Gamas de Maquinagem (2517)Documento30 páginasGamas de Maquinagem (2517)Rafael Marques FerreiraAinda não há avaliações
- Revisão (Prova Final de Física) - EM1Documento2 páginasRevisão (Prova Final de Física) - EM1Adriano GomesAinda não há avaliações
- P6 PMC3 AditivosDocumento39 páginasP6 PMC3 AditivosiancaAinda não há avaliações
- 2 Aula PotênciaDocumento86 páginas2 Aula Potênciafelanjos100% (1)
- Questões CaldeirasDocumento20 páginasQuestões CaldeirasVAGNERBIANCHIAinda não há avaliações
- Viscosidade: Relatório 2Documento31 páginasViscosidade: Relatório 2Mickael GomesAinda não há avaliações
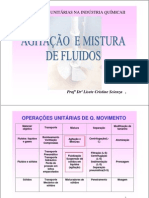
- Agitacao e Mistura de FluidosDocumento36 páginasAgitacao e Mistura de Fluidoslela_fh4610Ainda não há avaliações
- Ementa GEO1202021 NOVADocumento3 páginasEmenta GEO1202021 NOVAKarine Valente PereiraAinda não há avaliações
- Estudo Sobre Perda de Carga Na Engenharia HidráulicaDocumento3 páginasEstudo Sobre Perda de Carga Na Engenharia Hidráulicaandrelize100% (1)
- CTM - Aula 12 - Materiais PoliméricosDocumento17 páginasCTM - Aula 12 - Materiais PoliméricosDANILO FREITAS FERREIRAAinda não há avaliações
- ZF AS TRONIC Technical Manual (091 120) .En - PTDocumento30 páginasZF AS TRONIC Technical Manual (091 120) .En - PTjuarez5geronimosilva100% (1)
- Exercícios Propostos Mecânica Dos FluidosDocumento4 páginasExercícios Propostos Mecânica Dos FluidosDinei CamposAinda não há avaliações
- Apostila de CompressoresDocumento40 páginasApostila de CompressoresVictor BastosAinda não há avaliações
- Caderno de Práticas de Laboratório de Química GeralDocumento232 páginasCaderno de Práticas de Laboratório de Química GeralGabriel SoaresAinda não há avaliações
- Aula 81Documento4 páginasAula 81William CastroAinda não há avaliações
- Apostila de EleMaq I Lista 5 2020 v20Documento8 páginasApostila de EleMaq I Lista 5 2020 v20Larissa AcraniAinda não há avaliações
- CristalografiaDocumento21 páginasCristalografiabetimquimicaAinda não há avaliações
- Prova Unificada 9º Ano ALA - PDF BDocumento3 páginasProva Unificada 9º Ano ALA - PDF BElivando Silva MotaAinda não há avaliações
- LT3023 00 - PT BRDocumento5 páginasLT3023 00 - PT BRMATEUS PACHECOAinda não há avaliações
- Cap. 4 - Peças ComprimidasDocumento13 páginasCap. 4 - Peças Comprimidasjulianlacerda86Ainda não há avaliações
- Radiação Eletromagnética: Radiação Infravermelha e Radiação VisívelDocumento10 páginasRadiação Eletromagnética: Radiação Infravermelha e Radiação Visívelapi-554498202Ainda não há avaliações
- Estudo Refrigeracao-2Documento5 páginasEstudo Refrigeracao-2EpaminondasAinda não há avaliações
- Elastômeros. Utilização Na Construção CivilDocumento17 páginasElastômeros. Utilização Na Construção CivilDouglas LDAinda não há avaliações
- Mecanica Dos Solos II ExerciciosDocumento2 páginasMecanica Dos Solos II Exerciciostarcisio barbosaAinda não há avaliações
- 8 Transmissão de Energia Elétrica II - Aula 8Documento32 páginas8 Transmissão de Energia Elétrica II - Aula 8Allan SilvaAinda não há avaliações
- Da Aresta Cortante Da Ferramenta, Segundo A Direção e o Sentido Do CorteDocumento12 páginasDa Aresta Cortante Da Ferramenta, Segundo A Direção e o Sentido Do CorteLeonardo MonteguttiAinda não há avaliações
- Patec Bombas PrincipaisDocumento11 páginasPatec Bombas PrincipaisEnnecyr Pilling PintoAinda não há avaliações
- Capitulo 5 Chemistry IDocumento70 páginasCapitulo 5 Chemistry IInês Ehrhardt PintoAinda não há avaliações
- 1 Ano Aula 8Documento3 páginas1 Ano Aula 8Adelmario Silva SilvaAinda não há avaliações
- Cap 1 ResMat IIDocumento8 páginasCap 1 ResMat IISânzzia FigueiraAinda não há avaliações