Você também pode gostar
- Questoes Anexas de Fundiçao - Igor Jordan Guilherme de SenaDocumento13 páginasQuestoes Anexas de Fundiçao - Igor Jordan Guilherme de SenaFelipeSilvaAinda não há avaliações
- 1º Estágio - Felipe Eduado - ADM E EMPR 2021 1Documento6 páginas1º Estágio - Felipe Eduado - ADM E EMPR 2021 1FelipeSilvaAinda não há avaliações
- Sistema de controle de motores térmicos UFCGDocumento2 páginasSistema de controle de motores térmicos UFCGFelipeSilvaAinda não há avaliações
- Terceiro Estagio DM - 2020-2Documento3 páginasTerceiro Estagio DM - 2020-2FelipeSilvaAinda não há avaliações
- Nao - PMF V Kondic Cap 5Documento17 páginasNao - PMF V Kondic Cap 5FelipeSilvaAinda não há avaliações
- Desenho Técnico Aula30Documento18 páginasDesenho Técnico Aula30Robrangel100% (8)
- Primeiro Estágio Adm e Empr 2021 1Documento1 páginaPrimeiro Estágio Adm e Empr 2021 1FelipeSilvaAinda não há avaliações
- 1º Estágio - Felipe Eduado - ADM E EMPR 2021 1Documento6 páginas1º Estágio - Felipe Eduado - ADM E EMPR 2021 1FelipeSilvaAinda não há avaliações
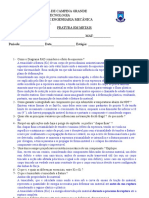
- FRATURA EM METAISDocumento3 páginasFRATURA EM METAISFelipeSilvaAinda não há avaliações
- Capítulo 3 Manavella - Felipe Eduardo - 118110587Documento1 páginaCapítulo 3 Manavella - Felipe Eduardo - 118110587FelipeSilvaAinda não há avaliações
- Analise de Tensoes e DeformacoesDocumento35 páginasAnalise de Tensoes e DeformacoesFelipeSilva100% (1)
- Estado de SuperficiesDocumento83 páginasEstado de SuperficiesSilas MendesAinda não há avaliações
- Resistência dos Materiais II (RDM2Documento143 páginasResistência dos Materiais II (RDM2Erikk JamesAinda não há avaliações
- Vasos de PressãoDocumento12 páginasVasos de PressãosilviogcAinda não há avaliações
- Aula 7Documento13 páginasAula 7FelipeSilvaAinda não há avaliações
- GeometriadecorteDocumento11 páginasGeometriadecorteGuilherme CapistranoAinda não há avaliações
- A - Os - Tabela Sae-AisiDocumento1 páginaA - Os - Tabela Sae-AisiMárcio AlvesAinda não há avaliações
- Aula Completa de Usinagem - 75 PaginasDocumento75 páginasAula Completa de Usinagem - 75 PaginasMarcello Perpetuo Gabriela SilvaAinda não há avaliações
- Ibp0651 05Documento6 páginasIbp0651 05FelipeSilvaAinda não há avaliações
- Vasos de PressãoDocumento12 páginasVasos de PressãosilviogcAinda não há avaliações
- Estudo do escoamento em torno de perfis de turbinas eólicas utilizando o método dos painéisDocumento42 páginasEstudo do escoamento em torno de perfis de turbinas eólicas utilizando o método dos painéisFelipeSilvaAinda não há avaliações
- Análise Do Colapso de TubosDocumento15 páginasAnálise Do Colapso de TubosGustavo Oliveira MagnagoAinda não há avaliações
- Estudo Das Melhores Praticas Da Aerodinamica Veicular Visando A Melhoria PDFDocumento71 páginasEstudo Das Melhores Praticas Da Aerodinamica Veicular Visando A Melhoria PDFPhilipe DuarteAinda não há avaliações
- Histerese magnética e correntes parasitas no transformadorDocumento4 páginasHisterese magnética e correntes parasitas no transformadorFelipeSilvaAinda não há avaliações
- TCC2 RafaelBorges VictorTutidaDocumento95 páginasTCC2 RafaelBorges VictorTutidaFelipeSilvaAinda não há avaliações
- Estudo do escoamento em torno de perfis de turbinas eólicas utilizando o método dos painéisDocumento42 páginasEstudo do escoamento em torno de perfis de turbinas eólicas utilizando o método dos painéisFelipeSilvaAinda não há avaliações
- Fdocumentos - Tips Rosa AerodesignDocumento142 páginasFdocumentos - Tips Rosa AerodesignFelipeSilvaAinda não há avaliações
- CP 055993Documento134 páginasCP 055993FelipeSilvaAinda não há avaliações
- Montagem de EstruturasDocumento42 páginasMontagem de EstruturasVitim Ferreira100% (2)
- Produtos sem leite de vacaDocumento4 páginasProdutos sem leite de vacaThiago MacedoAinda não há avaliações
- Catalogo Linha Relés de Disparo (Esp-Port)Documento24 páginasCatalogo Linha Relés de Disparo (Esp-Port)Alexandre MorenoAinda não há avaliações
- Manual Operacional APAC V 1 1Documento23 páginasManual Operacional APAC V 1 1Igor PitangaAinda não há avaliações
- Instruçoes Simulado 2021Documento6 páginasInstruçoes Simulado 2021Laura Belice WeilerAinda não há avaliações
- Avaliação Analise e DemostraçãoDocumento3 páginasAvaliação Analise e DemostraçãoStephanie Oliveira PinheiroAinda não há avaliações
- Manual Reabilitação Profissional Nov 2011Documento83 páginasManual Reabilitação Profissional Nov 2011Lilian Fonseca100% (1)
- Funções em Dados - Training - Microsoft LearnDocumento4 páginasFunções em Dados - Training - Microsoft LearnLucas GonçalvesAinda não há avaliações
- Vidro EstrturalDocumento8 páginasVidro Estrturalmjc1980Ainda não há avaliações
- Código para jogos digitaisDocumento3 páginasCódigo para jogos digitaisMARIA ADELIA ICO DOS SANTOSAinda não há avaliações
- Captura de Tela 2022-12-28 À(s) 15.44.25Documento4 páginasCaptura de Tela 2022-12-28 À(s) 15.44.25Fernando PontesAinda não há avaliações
- Panfleto Acess+ Rios Com M.ODocumento36 páginasPanfleto Acess+ Rios Com M.ONilson BarbosaAinda não há avaliações
- Riscos GeológicosDocumento39 páginasRiscos Geológicosjonas.engenharia2912100% (1)
- (2015) VILLELA, André Arruda. Diferenciais de Preço No Comércio Colonial Não Servem Como Medida de Margens de Lucro - André Arruda Villela (FGV)Documento12 páginas(2015) VILLELA, André Arruda. Diferenciais de Preço No Comércio Colonial Não Servem Como Medida de Margens de Lucro - André Arruda Villela (FGV)PPODSRAinda não há avaliações
- Caso fortuito ou força maior no direito brasileiroDocumento11 páginasCaso fortuito ou força maior no direito brasileiroBruno CruzAinda não há avaliações
- Jogos digitais: elementos e designDocumento19 páginasJogos digitais: elementos e designSorryMyBadAinda não há avaliações
- Integrativo 3 - Proposta de Temas para DefessaDocumento1 páginaIntegrativo 3 - Proposta de Temas para DefessaVander XhornAinda não há avaliações
- Anexo Ii Vagas Bancas e BibliografiasDocumento16 páginasAnexo Ii Vagas Bancas e BibliografiasAquele MesmoAinda não há avaliações
- 2022 12 20 - Portaria CG 1253 - Regula Atribuicoes e Estruturas Da DiretoriaDocumento14 páginas2022 12 20 - Portaria CG 1253 - Regula Atribuicoes e Estruturas Da DiretoriaJakson Aquiles BusnelloAinda não há avaliações
- Estrutura de Atendimento Hospital Anchieta - Grupo KoraDocumento7 páginasEstrutura de Atendimento Hospital Anchieta - Grupo KoraRenata RezendeAinda não há avaliações
- Dissertacao MariaJoaoOliveiraDocumento75 páginasDissertacao MariaJoaoOliveiraMalvar91Ainda não há avaliações
- Takaoka MicrotakDocumento51 páginasTakaoka MicrotakEng. Edelson Martins100% (1)
- 05 Projeto Basico de Cultivo Hidroponico PDFDocumento4 páginas05 Projeto Basico de Cultivo Hidroponico PDFGiovane Vaz100% (3)
- Programador Delphi SêniorDocumento3 páginasProgramador Delphi SêniorDaniel Mirrai100% (1)
- N3210001 Fornecimento Energia Eletrica Tensao Secundaria 1Documento120 páginasN3210001 Fornecimento Energia Eletrica Tensao Secundaria 1Bernardo Juvenil Celso Jr.Ainda não há avaliações
- Guia definitivo sobre sistemas de ancoragem predialDocumento19 páginasGuia definitivo sobre sistemas de ancoragem predialGlaysson cotta100% (1)
- Manual de Montagem Instalação e Operação - Baixa Pressão PDFDocumento56 páginasManual de Montagem Instalação e Operação - Baixa Pressão PDFDj-Leandro GomesAinda não há avaliações
- Educação financeira nas escolas - Bloco 2Documento28 páginasEducação financeira nas escolas - Bloco 2RenatoAinda não há avaliações
- Pré-instalação de Raio-X e DRDocumento10 páginasPré-instalação de Raio-X e DRRafael BorbaAinda não há avaliações
- Certificação de Carteira de Motorista (CLC-20221411953) : Fernando Alfredo Fermin RamirezDocumento1 páginaCertificação de Carteira de Motorista (CLC-20221411953) : Fernando Alfredo Fermin RamirezFabi FabiAinda não há avaliações
- Fundamentos Em Cirurgia OralNo EverandFundamentos Em Cirurgia OralNota: 5 de 5 estrelas5/5 (1)
- Neurociência aplicada a técnicas de estudos: Técnicas práticas para estudar de forma eficienteNo EverandNeurociência aplicada a técnicas de estudos: Técnicas práticas para estudar de forma eficienteNota: 4.5 de 5 estrelas4.5/5 (15)
- Cérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNo EverandCérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNota: 5 de 5 estrelas5/5 (1)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Instalações elétricas e o projeto de arquiteturaNo EverandInstalações elétricas e o projeto de arquiteturaAinda não há avaliações
- Uma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNo EverandUma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNota: 4 de 5 estrelas4/5 (13)
- Manual de Condutas em Emergências NeurológicasNo EverandManual de Condutas em Emergências NeurológicasAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Educação ambiental: A formação do sujeito ecológicoNo EverandEducação ambiental: A formação do sujeito ecológicoAinda não há avaliações
- As fronteiras do neoextrativismo na América Latina: Conflitos socioambientais, giro ecoterritorial e novas dependênciasNo EverandAs fronteiras do neoextrativismo na América Latina: Conflitos socioambientais, giro ecoterritorial e novas dependênciasNota: 5 de 5 estrelas5/5 (1)
- Exclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoNo EverandExclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoAinda não há avaliações